Багатошарове полімерне покриття сталевих труб
Номер патенту: 63000
Опубліковано: 26.09.2011
Автори: Матюша Іван Іванович, Конюшенко Володимир Петрович, Климчук Валерій Миколайович, Климчук Любов Сергіївна

Формула / Реферат
Багатошарове полімерне покриття металевих труб, що являє собою комбіноване тришарове покриття та включає ґрунтувальний шар на основі епоксидних смол, термоплавкий полімерний підшар на основі співполімерів етилену та захисний шар на основі екструдованого поліолефіну, яке відрізняється тим, що як термоплавкий полімерний підшар на основі співполімерів етилену застосовують термопластичний адгезив на основі співполімерів етилену з вінілацетатом, (мет)акриловою кислотою та/або ефірами (мет)акрилової кислоти або графт-привитих співполімерів поліетилену з малеїновим ангідридом і містить як термостабілізатор співполімерів етилену та каталізатор зшивки - ароматичний полікарбодиімід загальної формули: Ar-N=C=N-[-Ar-N=C=N-]m-Ar (де m =10-50; Аr=2,6-диізопро-пілфеніл) у вигляді десяти або п'ятидесятивідсоткового концентрату в етилвінілацетаті та додатково містить етилвінілацетат при наступному співвідношенні компонентів, % мас:
співполімер етилену
85,0-95,0
ароматичний полікарбодиімід
0,25-1,50
етилвінілацетат
5,0 -15,0,
та тим, що термопластичний адгезив наносять на ґрунтувальний шар при ступені зшивки епоксидної грунтовки в інтервалі від 5 % до 95 %.
Текст
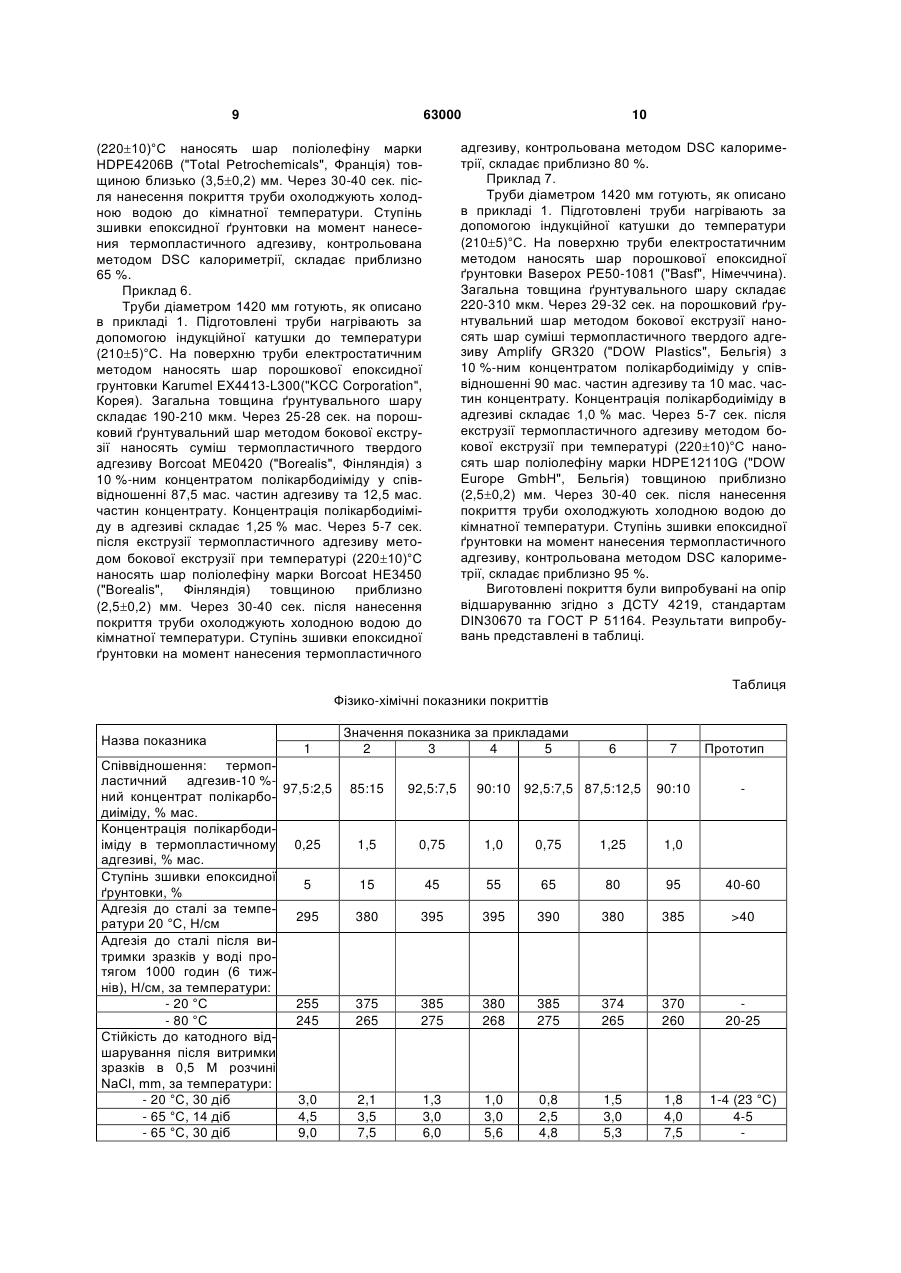
Багатошарове полімерне покриття металевих труб, що являє собою комбіноване тришарове покриття та включає ґрунтувальний шар на основі епоксидних смол, термоплавкий полімерний підшар на основі співполімерів етилену та захисний шар на основі екструдованого поліолефіну, яке відрізняється тим, що як термоплавкий полімерний підшар на основі співполімерів етилену застосовують термопластичний адгезив на основі співполімерів етилену з вінілацетатом, 3 Відомий засіб для тришарового покриття металевих труб, що включає епоксидні смоли та фенольні зшиваючі агенти порошкової ґрунтовки, термопластичний адгезив та поліолефіновий покривний шар (патент JP-A-3073340) [11]. В відомій заявці описане застосування в складі ґрунтовки низькомолекулярних новолачних та епоксидних смол. Як отверджувач відома ґрунтовка містить модифіковані аміни. Головним недоліком описаного в заявці тришарового покриття є незадовільна міцність при розшаруванні після витримки в гарячій воді. При розшаруванні після витримки в гарячій воді проходить часткове відшарування від поверхні металу. Крім того, відоме покриття має низьку стійкість до катодного відшарування. Найбільш близьким є засіб для тришарового покриття металевих труб на основі порошкової епоксидної смоли з фенольними зшиваючими агентами, термопластичного адгезиву та покривного поліолефінового шару [12]. В описаному засобі порошкова ґрунтовка містить епоксидовані новолачні смоли з молекулярною масою 600-850 та вмістом епоксидних груп 3,4-2,8 мас. %, фенольні зшиваючі агенти (вміст гідроксильних груп бісфенолу А або F з гідроксиеквівалентною масою 180600); каталізатори отвердження епоксиднофенольної смоли (фосфонієві солі кислот, імідазоли та їх похідні, четвертичні амонієві солі, аміни); 10-40 мас. % наповнювачів - модифікованої гліцидиловими групами кремнієвої кислоти. На порошкову ґрунтовку наносять термопластичний адгезив - співполімери етилену з метакриловою кислотою та ефірами метакрилової кислоти (число атомів вуглецю 1-8 в спиртовому залишку). Поліолефіновий покривний шар - поліетилен. Відоме покриття виготовляють послідовним нанесенням на очищену і нагріту до 170-220 °C сталеву трубу порошкового ґрунтувального шару, термопластичного адгезиву, який наносять методом екструзії із розплаву або методом напилення із порошку. Позитивний ефект досягнення міжшарової адгезії спостерігається тільки у випадках, коли ступінь зшивки порошкової епоксидної ґрунтовки до моменту нанесення термопластичного адгезиву досягає 40-60 %. В завершальній стадії на розплавлений адгезив наносять методом екструзії поліолефіновий покривний шар. Після нанесення тришарового покриття металеву трубу охолоджують в камері зрошенням водою. Покриття має підвищену стійкість до розшарування після витримки в гарячій воді та стійке до катодного відшарування. Виготовлене покриття характеризується високою механічною міцністю та високими діелектричними властивостями. Адгезійна міцність покриття до сталевої поверхні складає більше 40 Н/см. Недоліком відомого покриття є швидке зниження міжшарової адгезії після тривалої експозиції покриття в гарячій воді. Так, після витримки зразків з покриттям протягом 1000 годин (6 тижнів) у воді при +80 °C, адгезійна міцність знижується в 2-3 рази і складає 15-25 Н/см. При цьому, спостерігається змішаний когезійно-адгезійний відрив покриття від металевої поверхні. Стійкість покриття до катодного відшарування після витримки протя 63000 4 гом 30 днів при 23 °C в 0,5 молярному розчині кухонної солі та потенціалі поляризації 1,2 вольта, складає 1-4 мм, а після витримки протягом 14 днів при 65 °C складає 4-5 мм. Таким чином, застосовувані композиційні рішення лише частково вирішують проблему забезпечення міжшарової адгезії та стійкості до катодного відшарування при дії гарячої води і лише у вузькому діапазоні ступеня зшивки епоксидного ґрунтувального шару, а саме 40-60 %. Загальним недоліком відомих тришарових покриттів є незадовільна міцність до розшарування після експозиції в гарячій воді. Після такої витримки в гарячій воді проходить часткове відшарування порошкового ґрунтувального шару від металевої поверхні. Проте найчастіше відбувається відшарування поліолефінової частини покриття (монолітний шар на основі термопластичного адгезиву, дубльованого при екструзії на трубу з поліолефіновим покривним шаром) від епоксидного ґрунтувального шару. Досягнення вузького діапазону зшивки епоксидної ґрунтовки 40-60 %, оптимального для нанесення термопластичного адгезиву, з метою забезпечення тільки в цьому діапазоні високої адгезійної міцності, досить складно в технологічному процесі нанесення покриття на труби діаметром від 230 мм до 1420 мм. Лінійна швидкість подачі труб такого сортименту із-за суттєвої різниці площі поверхні міняється від 0,5 м/хв. до 15 м/хв. В заводських умовах при стаціонарному, нерухомому розташуванні установки камери напилення епоксидного порошку та екструдерів нанесення адгезійного та поліетиленового шарів, час нанесення адгезійного шару звичайно міняється від 10 до 40 сек. При цьому, оптимальний час нанесення (при ступені зшивки ґрунтовки 40-60 %), коли відбувається хімічна взаємодія між шарами покриття, з реалізацією потенціальних можливостей термопластичного адгезиву, забезпечується лише в діапазоні 15-22 сек. За межами цього часового діапазону забезпечується лише фізична взаємодія термопластичного адгезійного шару з епоксидною ґрунтовкою (відсутність когезійного характеру відшарування) і відповідно адгезійна міцність знижується в 1,5-2,5 рази. Задачею корисної моделі є підвищення адгезійної міцності, підвищення водостійкості адгезії при підвищеній температурі, підвищення стійкості до катодного відшарування багатошарового полімерного покриття сталевих труб при ступені зшивки ґрунтувального епоксидного шару в інтервалі від 5 % до 95 %. Поставлена задача вирішується застосуванням багатошарового полімерного покриття металевих труб, що являє собою комбіноване тришарове покриття та включає ґрунтувальний шар на основі епоксидних смол, термоплавкий полімерний підшар на основі співполімерів етилену та захисний шар на основі екструдованого поліолефіну, яке відрізняється тим, що як термоплавкий полімерний підшар на основі співполімерів етилену застосовують термопластичний адгезив на основі співполімерів етилену з вінілацетатом, (мет)акриловою кислотою та/або ефірами (мет)акрилової кислоти або графт-привитих спів 5 полімерів поліетилену з малеїновим ангідридом і містить як термостабілізатор співполімерів етилену та каталізатор зшивки - ароматичний полікарбодиімід загальної формули: Аr-N=C=N-[-ArN=C=N-]m-Ar (де m=10-50; Аr=2,6-диізопро– пілфеніл) у вигляді десяти або п'ятидесятивідсоткового концентрату в етилвінілацетаті та додатково містить етилвінілацетат при наступному співвідношенні компонентів, % мас: співполімер етилену 85,0-95,0 ароматичний полікарбодиімід 0,25-1,50 етилвінілацетат 5,0-15,0, та тим, що термопластичний адгезив наносять на ґрунтувальний шар при ступені зшивки епоксидної грунтовки в інтервалі від 5 % до 95 %. Характерною особливістю запропонованого покриття є присутність в складі термопластичного адгезиву матеріалу з активними поверхневими функціональними групами, які забезпечують високу адгезійну міцність шару термопластичного адгезиву до ґрунтувального шару епоксидної ґрунтовки незалежно від ступеня зшивки ґрунтовки. Застосування розробленого термопластичного адгезиву дозволяє суттєво розширити діапазон технологічного часу його нанесення в широкому інтервалі ступеня зшивки епоксидного ґрунтувального шару від 5 % до 95 % та забезпечити оптимальний час нанесення багатошарового покриття за різним технологічним часом на любий сортимент труб 230-1420 мм. Незважаючи на різний ступінь зшивки грунтовки, при різному технологічному часі нанесення термопластичного адгезиву, забезпечується реалізація потенціальних можливостей адгезиву з досягненням максимального рівня міжшарової адгезії. З іншого боку, запропонований спосіб дозволяє досягти повної зшивки епоксидного шару до технологічного моменту різкого охолодження нанесеного покриття водою (внесення труби з покриттям до камери охолодження). Цей час, в залежності від лінійної швидкості нанесення покриття, також обмежений, як правило, проміжком 50-120 сек. після нанесення верхнього поліетиленового шару. Тому для забезпечення вимог щодо повної зшивки епоксидного шару (-2 °CATg+2 °C) за міжнародними стандартами API RP5L7-2002 та ISO11357-2) необхідно підтримувати температуру труби на рівні 200-220 °C (переважно 210-215 °C). В виявлених аналогах позитивний ефект досягається тільки у вузькому інтервалі (40-60 %) ступеня зшивки епоксидного ґрунтувального шару (Intercoat time). При ступені зшивки епоксидного ґрунтувального шару за межами цього вузького проміжку експлуатаційні характеристики покриття суттєво (в 1,5-2,5 рази) знижуються. Для реалізації запропонованого рішення як епоксидну ґрунтовку застосовують наявні на ринку готові ґрунтувальні композиції: Eurokote712 РР ("BS Coating", Франція), Basepox РЕ 50-1081 ("Basf, Німеччина), Scotchkote226N-11G ("ЗМ", Канада/Росія), Karumel EX4413-L300("KCC Corporation", Корея). Вказані епоксидні смоли вже містять в своїх складах отверджувачі, наповнювачі та інші цільові добавки. Загальна товщина нанесе 63000 6 ного ґрунтувального шару, як правило, складає від 100 до 400 мкм. Другий шар покриття металевих труб, термопластичний твердий адгезив, стабілізований полікарбодиімідом, наносять на порошковий ґрунтувальний шар методом екструзії із розплаву. Як термопластичний твердий адгезив застосовують наявні на ринку композиції на основі співполімерів етилену з вінілацетатом, (мет)акриловою кислотою та ефірами (мет)акрилової кислоти або графтпривиті співполімери поліетилену з малеїновим ангідридом, такі як: Borcoat ME0420 ("Borealis", Фінляндія), Lukalen G3710E ("LyondellBasell", Німеччина), Amplify GR320 ("DOW Plastics", Бельгія), а також адгезиви на поліпропіленовій основі - Hifax ЕР 2015/60 ("LyondellBasell") та Borcoat127E ("Borealis"), що модифіковані термостабілізатором та каталізатором зшивки - ароматичним полікарбодиімідом та етилвінілацетатом. При нанесенні термопластичного твердого адгезиву температура труби складає звичайно 160220 °C. Загальна товщина термопластичного твердого адгезиву складає, як правило, 180-400 мкм. Застосований в складі термопластичного адгезиву термостабілізатор та зшиваючий агент є ароматичний полікарбодиімід Stabaxol P100 загальної формули Ar-N=C=N-[-Ar-N=C=N-]m-Ar, де m=10-50; Аr=2,6-диізопропілфеніл. Вказаний продукт поставляється фірмою "Rhein Chemie" (Німеччина) у вигляді гранульованого десяти або п'ятидесятивідсоткового концентрату в етилвініл ацетаті. В складах покриттів відоме застосування полікарбодиімідів як зшиваючих агентів для поліуретанів та поліакрилатів. Вказані покриття наносяться із водних розчинів або із дисперсій і призначені для нанесення на дерево, кожу та неткані матеріали [13]. Неочікуваним виявилося те, що ароматичний полікарбодиімід проявив високі властивості термостабілізатора та зшиваючого агента в композиціях на основі співполімерів етилену з вінілацетатом, (мет)акриловою кислотою та ефірами (мет)акрилової кислоти або графт-привитих співполімерів поліетилену з малеїновим ангідридом, де значно підвищив в покриттях для металу стабільність адгезійної міцності під дією води та температури. Як верхній захисний шар покриття методом екструзії наносять поліетиленову або поліпропіленову композиції типу: HDPE4206В ("Total Petrochemicals", Франція), Borcoat HE3450 ("Borealis", Фінляндія), Lupolen4552D SW00413 ("Basell Polyolefm GmbH", Німеччина), HDPE12110G ("DOW Europe GmbH", Бельгія), а також поліпропіленові Borcoat BB108E-1199 або Moplen Coat EP/60 ("Basell Polyolefln GmbH", Німеччина). Товщина поліолефінового шару покриття складає звичайно від 1,5 до 3,8 мм. Після нанесення тришарового покриття металеву трубу звичайно охолоджують у водяній ванні. Суть запропонованого рішення пояснюється наступними конкретними прикладами виконання. Приклад 1. 7 Труби діаметром 230 мм обробляють за допомогою дробометного апарата до ступеня очистки порядку Sa 2,5-Sa 3. Глибина шершавості R складає приблизно 50-80 мкм. Потім труби піддаються обробці хроматним водним розчином Gardobond4504PC або фосфатуванню (хімічному структуруванню поверхні) з наступним просушуванням поверхні. Підготовлені труби нагрівають за допомогою індукційної катушки до температури (2105)°С. На поверхню труби електростатичним методом наносять шар порошкової епоксидної ґрунтовки Eurokote712PP. Загальна товщина ґрунтувального шару складає 100-150 мкм. Через 6-8 сек. на порошковий ґрунтувальний шар методом бокової екструзії наносять шар суміші термопластичного твердого адгезиву Lukalen G3710E ("LyondellBasell", Німеччина) з 10 %-ним концентратом полікарбодиіміду у співвідношенні 97,5 мас. частин адгезиву та 2,5 мас. частин концентрату. Концентрація полікарбодиіміду в адгезиві складає 0,25 % мас. Загальна товщина адгезійного шару складає 220-260 мкм. Через 3-5 сек. після екструзії твердого адгезиву методом бокової екструзії при температурі 220+10 °C наносять шар поліолефіну марки Lupolen4552D SW00413 ("Basell Polyolefm GmbH", Німеччина), товщиною приблизно (1,50,2) мм. Через 30-40 сек. після нанесення покриття труби охолоджують холодною водою до кімнатної температури. Ступінь зшивки епоксидної грунтовки на момент нанесення термопластичного твердого адгезиву, контрольована методом DSC калориметрії, складає приблизно 5 %. Приклад 2. Труби діаметром 530 мм готують, як описано в прикладі 1. Підготовлені труби нагрівають за допомогою індукційної катушки до температури (2105)°С. На поверхню труби електростатичним методом наносять шар порошкової епоксидної ґрунтовки Basepox PE50-1081 ("Basf, Німеччина). Загальна товщина ґрунтувального шару складає 190-200 мкм. Через 10-12 сек. на порошковий ґрунтувальний шар методом бокової екструзії наносять шар суміші термопластичного твердого адгезиву Lukalen G3710E ("LyondellBasell", Німеччина) з 10 %-ним концентратом полікарбодиіміду у співвідношенні 85 мас. частин адгезиву та 15 мас. частин концентрату. Концентрація полікарбодиіміду в адгезиві складає 1,5 % мас. Через 5-7 сек. після екструзії термопластичного адгезиву методом бокової екструзії при температурі (22010)°С наносять шар поліолефіну марки Lupolen4552D SW00413 ("Basell Polyolefm GmbH", Німеччина) або Moplen Coat EP/60 ('Basell Polyolefm GmbH'), товщиною приблизно (2,00,2) мм. Через 30-40 сек. після нанесення покриття труби охолоджують холодною водою до кімнатної температури. Ступінь зшивки епоксидної ґрунтовки на момент нанесення розплаву термопластичного адгезиву, контрольована методом DSC калориметрії, складає приблизно 15 %. Приклад 3. Труби діаметром 720 мм готують, як описано в прикладі 1. Підготовлені труби нагрівають за допомогою індукційної катушки до температури (210+5)°С. На поверхню труби електростатичним 63000 8 методом наносять шар порошкової епоксидної ґрунтовки Scotchkote226N-11G ("ЗМ", Канада/Росія). Загальна товщина ґрунтувального шару складає 150-180 мкм. Через 13-15 сек. на порошковий ґрунтувальний шар методом бокової екструзії наносять суміші термопластичного твердого адгезиву Lukalen G3710E ("LyondellBasell", Німеччина) з 10 %-ним концентратом полікарбодиіміду у співвідношенні 92,5 мас. частин адгезиву та 7,5 мас. частин концентрату. Концентрація полікарбодиіміду в адгезиві складає 0,75 % мас. Через 5-7 сек. після екструзії термопластичного адгезиву методом бокової екструзії при температурі (22010)°С наносять шар поліолефіну марки HDPE4206В ("Total Petrochemicals", Франція), товщиною близько (2,50,2) мм. Через 30-40 сек. після нанесення покриття труби охолоджують холодною водою до кімнатної температури. Ступінь зшивки епоксидної грунтовки на момент нанесения термопластичного адгезиву, контрольована методом DSC калориметрії, складає приблизно 45 %. Приклад 4. Труби діаметром 1220 мм готують, як описано в прикладі 1. Підготовлені труби нагрівають за допомогою індукційної катушки до температури (2105)°С. На поверхню труб електростатичним методом наносять шар порошкової епоксидної ґрунтовки Eurokote712 РР ("BS Coating", Франція). Загальна товщина ґрунтувального шару складає 160-220 мкм. Через 18-20 сек. на порошковий ґрунтувальний шар методом бокової екструзії наносять шар суміші термопластичного твердого адгезиву Lukalen G3710E ("LyondellBasell", Німеччина) з 10 %-ним концентратом полікарбодиіміду у співвідношенні 90 мас. частин адгезиву та 10 мас. частин концентрату. Концентрація полікарбодиіміду в адгезиві складає 1,0 % мас. Через 5-7 сек. після екструзії твердого адгезиву методом боковой екструзії при температурі (22010)°С наносять шар поліолефіну марки HDPE4206B ("Total Petrochemicals", Франція), товщиною приблизно (3,50,2) мм. Через 30-40 сек. після нанесення покриття труби охолоджують холодною водою до кімнатної температури. Ступінь зшивки епоксидної грунтовки на момент нанесения розплаву термопластичного адгезиву, контрольована методом DSC калориметрії, складає приблизно 55 %. Приклад 5. Труби діаметром 1420 мм готують, як описано в прикладі 1. Підготовлені труби нагрівають за допомогою індукційної катушки до температури (2105)°С. На поверхню труби електростатичним методом наносять шар порошкової епоксидної грунтовки Scotchkote226N-11G ("ЗМ", Канада/Росія). Загальна товщина ґрунтувального шару складає 140-180 мкм. Через 22-24 сек. на порошковий ґрунтувальний шар методом бокової екструзії наносять суміші термопластичного твердого адгезиву Lukalen G3710E ("LyondellBasell", Німеччина) з 10 %-ним концентратом полікарбодиіміду у співвідношенні 92,5 мас. частин адгезиву та 7,5 мас. частин концентрату. Концентрація полікарбодиіміду в адгезиві складає 0,75 % мас. Через 5-7 сек. після екструзії термопластичного адгезиву методом бокової екструзії при температурі 9 63000 10 адгезиву, контрольована методом DSC калориметрії, складає приблизно 80 %. Приклад 7. Труби діаметром 1420 мм готують, як описано в прикладі 1. Підготовлені труби нагрівають за допомогою індукційної катушки до температури (2105)°С. На поверхню труби електростатичним методом наносять шар порошкової епоксидної ґрунтовки Basepox PE50-1081 ("Basf", Німеччина). Загальна товщина ґрунтувального шару складає 220-310 мкм. Через 29-32 сек. на порошковий ґрунтувальний шар методом бокової екструзії наносять шар суміші термопластичного твердого адгезиву Amplify GR320 ("DOW Plastics", Бельгія) з 10 %-ним концентратом полікарбодиіміду у співвідношенні 90 мас. частин адгезиву та 10 мас. частин концентрату. Концентрація полікарбодиіміду в адгезиві складає 1,0 % мас. Через 5-7 сек. після екструзії термопластичного адгезиву методом бокової екструзії при температурі (22010)°С наносять шар поліолефіну марки HDPE12110G ("DOW Europe GmbH", Бельгія) товщиною приблизно (2,50,2) мм. Через 30-40 сек. після нанесення покриття труби охолоджують холодною водою до кімнатної температури. Ступінь зшивки епоксидної ґрунтовки на момент нанесения термопластичного адгезиву, контрольована методом DSC калориметрії, складає приблизно 95 %. Виготовлені покриття були випробувані на опір відшаруванню згідно з ДСТУ 4219, стандартам DIN30670 та ГОСТ Р 51164. Результати випробувань представлені в таблиці. (22010)°С наносять шар поліолефіну марки HDPE4206B ("Total Petrochemicals", Франція) товщиною близько (3,50,2) мм. Через 30-40 сек. після нанесення покриття труби охолоджують холодною водою до кімнатної температури. Ступінь зшивки епоксидної ґрунтовки на момент нанесения термопластичного адгезиву, контрольована методом DSC калориметрії, складає приблизно 65 %. Приклад 6. Труби діаметром 1420 мм готують, як описано в прикладі 1. Підготовлені труби нагрівають за допомогою індукційної катушки до температури (2105)°С. На поверхню труби електростатичним методом наносять шар порошкової епоксидної грунтовки Karumel EX4413-L300("KCC Corporation", Корея). Загальна товщина ґрунтувального шару складає 190-210 мкм. Через 25-28 сек. на порошковий ґрунтувальний шар методом бокової екструзії наносять суміш термопластичного твердого адгезиву Borcoat ME0420 ("Borealis", Фінляндія) з 10 %-ним концентратом полікарбодиіміду у співвідношенні 87,5 мас. частин адгезиву та 12,5 мас. частин концентрату. Концентрація полікарбодиіміду в адгезиві складає 1,25 % мас. Через 5-7 сек. після екструзії термопластичного адгезиву методом бокової екструзії при температурі (22010)°С наносять шар поліолефіну марки Borcoat HE3450 ("Borealis", Фінляндія) товщиною приблизно (2,50,2) мм. Через 30-40 сек. після нанесення покриття труби охолоджують холодною водою до кімнатної температури. Ступінь зшивки епоксидної ґрунтовки на момент нанесения термопластичного Таблиця Фізико-хімічні показники покриттів Назва показника 1 Співвідношення: термопластичний адгезив-10 %97,5:2,5 ний концентрат полікарбодиіміду, % мас. Концентрація полікарбодиіміду в термопластичному 0,25 адгезиві, % мас. Ступінь зшивки епоксидної 5 ґрунтовки, % Адгезія до сталі за темпе295 ратури 20 °C, Н/см Адгезія до сталі після витримки зразків у воді протягом 1000 годин (6 тижнів), Н/см, за температури: - 20 °C 255 - 80 °C 245 Стійкість до катодного відшарування після витримки зразків в 0,5 М розчині NaCl, mm, за температури: - 20 °C, 30 діб 3,0 - 65 °C, 14 діб 4,5 - 65 °C, 30 діб 9,0 Значення показника за прикладами 2 3 4 5 6 90:10 92,5:7,5 87,5:12,5 7 90:10 Прототип 85:15 92,5:7,5 1,5 0,75 1,0 0,75 1,25 1,0 15 45 55 65 80 95 40-60 380 395 395 390 380 385 >40 375 265 385 275 380 268 385 275 374 265 370 260 20-25 2,1 3,5 7,5 1,3 3,0 6,0 1,0 3,0 5,6 0,8 2,5 4,8 1,5 3,0 5,3 1,8 4,0 7,5 1-4 (23 °C) 4-5 11 Випробувані важливі експлуатаційні властивості виготовлених покриттів - стабільність адгезійної міцності під дією води та температури. Водостійкість адгезії випробовують на зразках - темплетах розміром 100 × 200 мм, вирізаних із труб з покриттям, після витримки їх протягом 1000 годин (6 тижнів) у воді при температурі 20 °C та 80 °C. Результати випробувань представлені в таблиці 1. Слід зазначити, що при відшаруванні зразків покриття від металу, руйнування (відрив) відбувається виключно когезійно, по шару термопластичного твердого адгезиву для всіх випробуваних зразків. Визначено один із найважливіших показників виготовлених покриттів - стійкість до катодного відшарування. З цією метою із труб з нанесеним на них тришаровим покриттям вирізають сегменти розміром 120 × 200 мм. Зразки покриттів випробовують на відшарування під дією катодної поляризації (CD-Test=cathode delamination test) згідно з стандартом DIN30671, ГОСТ Р 51164 та ДСТУ 4219 для чого їх витримують у відповідних умовах, а саме, протягом 30 діб при кімнатній температурі, протягом 2 днів при температурі 65 °C, а також протягом 14 діб та 30 діб при температурі 65 °C в 0,5 молярному розчині кухонної солі при потенціалі поляризації мінус 1,5 вольта. Далі визначають опір відшаруванню згідно з ДСТУ 4219, ГОСТ Р 51164 або згідно з стандартом DIN30670. Результати випробувань представлені в таблиці. Руйнування покриттів при відшаруванні має когезійний характер, по шару термопластичного твердого адгезиву. Наведені в таблиці дані свідчать про те, що запропоноване захисне покриття в порівнянні з Комп’ютерна верстка І. Скворцова 63000 12 відомим, взятим як прототип, має наступні переваги: 1) адгезійна міцність до поверхні металу при 20 °C вища в 6-8 разів; 2) водостійкість адгезії при 80 °C вища в 10 разів; 3) вища стійкість покриття до катодного відшарувння; 4)високі захисні та експлуатаційні властивості покриття зберігаються при ступені зшивки епоксидної грунтовки в діапазоні від 5 % до 95 %. Таким чином, за сукупністю корисних ознак, запропоноване багатошарове полімерне покриття металевих труб набуває якісно нових властивостей, що є підтвердженням новизни технічного рішення. Джерела інформації: 1. ДСТУ 4219-2003 Трубопроводи сталеві магістральні. Загальні вимоги до захисту від корозії. 2. ГОСТ Р 51164-99 Трубопроводы стальные магистральные. Общие требования к защите от коррозии. 3. ГОСТ Р 52568-2006 Трубы стальные с защитными наружными покрытиями для магистральных газонефтепроводов. Технические условия. 4. Заявка ЕР-А 57823. 5. Патент Великобританії GB1542333. 6. Заявка Німеччини DE-A2222911. 7. Заявка Німеччини DE-A2257135. 8. Заявка Німеччини DE-A1965802. 9. Заявка Німеччини DE-A2944809. 10. Заявка Німеччини DE-A3230955. 11. Патент Японії JP-A-3073340. 12. Патент РФ № 2131308, опубл. 10.06.1999. 13. Патент РФ № 2135525, опубл. 27.08.1999. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMulti-layer polymer coating of metal pipes
Автори англійськоюKoniushenko Volodymyr Petrovych, Klymchuk Liubov Serhiivna, Klymchuk Valerii Mykolaiovych, Matiusha Ivan Ivanovych
Назва патенту російськоюМногослойное полимерное покрытие металлических труб
Автори російськоюКонюшенко Владимир Петрович, Климчук Любовь Сергеевна, Климчук Валерий Николаевич, Матюша Иван Иванович
МПК / Мітки
МПК: B05D 7/14
Мітки: сталевих, труб, багатошарове, полімерне, покриття
Код посилання
<a href="https://ua.patents.su/6-63000-bagatosharove-polimerne-pokrittya-stalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Багатошарове полімерне покриття сталевих труб</a>
Поліестерна композиція для антикорозійного покриття сталевих труб
Номер патенту: 52002
Опубліковано: 10.08.2010
Автори: Климчук Валерій Миколайович, Конюшенко Володимир Петрович
МПК: C09D 167/02, C09D 167/00, C08L 7/00
Мітки: поліестерна, композиція, сталевих, труб, покриття, антикорозійного
Формула / Реферат:
Поліестерна композиція для антикорозійного покриття сталевих труб, що включає поліетилентерефталат, пластифікатор та наповнювач, яка відрізняється тим, що вона виготовляється із застосуванням вторинного поліетилентерефталату та містить як пластифікатор фталатний пластифікатор - ефіри фталевої кислоти або їх суміші, а як наповнювач - тальк або воластоніт і додатково містить термопластичний адгезив на основі співполімеру етилену з метакриловою...
Поліестерна композиція для антикорозійного покриття сталевих труб
Номер патенту: 94523
Опубліковано: 10.05.2011
Автори: Конюшенко Володимир Петрович, Климчук Валерій Миколайович
МПК: C08L 67/00, F16L 58/10, C09D 123/00, F16L 58/02, C09D 167/00, C09J 167/00
Мітки: антикорозійного, покриття, сталевих, композиція, труб, поліестерна
Формула / Реферат:
Поліестерна композиція для антикорозійного покриття сталевих труб, що містить поліетилентерефталат, пластифікатор та наповнювач, яка відрізняється тим, що як поліетилентерефталат композиція містить вторинний поліетилентерефталат та як пластифікатор містить фталатний пластифікатор - ефіри фталевої кислоти або їх суміші, а як наповнювач - тальк або воластоніт і додатково містить термопластичний адгезив на основі співполімеру етилену з...
Полімерне антикорозійне покриття “поліпромсинтез”
Номер патенту: 38965
Опубліковано: 15.12.2004
Автори: Башун Вадим Васильович, Кадай Сергій Іванович
МПК: F16L 58/02
Мітки: покриття, поліпромсинтез, антикорозійне, полімерне
Формула / Реферат:
1. Полімерне антикорозійне покриття, що містить ґрунтувальний шар на основі поліефірної смоли та покривну основу з армувального матеріалу зі склотканини і поліефірної смоли, яке відрізняється тим, що в покривну основу додатково введений шар армувального матеріалу у вигляді скломати, причому покривна основа виконана багатошаровою з нанесенням на кожний шар армувального матеріалу поліефірної смоли, а зовнішній шар покриття виконаний із...
Збірна теплиця аронова “ags & s” арочної форми із сталевих труб або профілів під подвійне надувне плівкове покриття

Номер патенту: 18084
Опубліковано: 16.10.2006
Автор: Аронов Григорій Семенович
МПК: A01G 9/14
Мітки: плівкове, аронова, подвійне, покриття, арочної, труб, форми, збірна, сталевих, надувне, профілів, теплиця
Формула / Реферат:
Збірна теплиця, яка містить закріплений на грунті каркас, утворений напівкруглими дугами з труб або профілів, утворюючих арки, і світлопроникне суцільне плівкове покриття, яке прикріплене до каркаса, а на торці теплиці встановлені двері, яка відрізняється тим, що всі дуги каркаса зв’язані між собою за допомогою подовжньої стельової труби (ригеля) і виконані подвійними із зазорами між трубами, в яких розташована одна або більш секцій...
Антикорозійне покриття сталевих труб та спосіб його нанесення

Номер патенту: 20896
Опубліковано: 07.10.1997
Автори: Дерментлі Федір Семенович, Шило Володимир Іванович, Волошкін Анатолій Федорович, Величко Олександр Олексійович, Танічев Олексій Григорович, Прудкай Петро Андрійович, Сковпень Тетяна Петрівна
МПК: F16L 58/02
Мітки: спосіб, покриття, труб, антикорозійне, сталевих, нанесення
Формула / Реферат:
1. Антикоррозионное покрытие стальных труб, содержащее эпоксидный праймер, связанный с трубой и выдавливаемую ленту из термостабилизировэнного полиэтилена, закрепленную на праймере с помощью клеящего состава на основе сополимера этилена ивинилацетата,отличающееся тем, что в качестве праймера используют порошковую композицию, содержащую твердую эпоксидиановую смолу с массовой долей эпоксидных групп 3,8-5,8 и температурой размягчения 82-104° С,...
Попередній патент: Триквей
Наступний патент: Отоплювально-варильний водогрійний котел
Випадковий патент: Спосіб сорбційно-спектрофотометричного визначення заліза (ііі) у воді