Антикорозійне покриття сталевих труб та спосіб його нанесення
Номер патенту: 20896
Опубліковано: 07.10.1997
Автори: Прудкай Петро Андрійович, Волошкін Анатолій Федорович, Танічев Олексій Григорович, Дерментлі Федір Семенович, Шило Володимир Іванович, Величко Олександр Олексійович, Сковпень Тетяна Петрівна

Формула / Реферат
1. Антикоррозионное покрытие стальных труб, содержащее эпоксидный праймер, связанный с трубой и выдавливаемую ленту из термостабилизировэнного полиэтилена, закрепленную на праймере с помощью клеящего состава на основе сополимера этилена ивинилацетата,отличающееся тем, что в качестве праймера используют порошковую композицию, содержащую твердую эпоксидиановую смолу с массовой долей эпоксидных групп 3,8-5,8 и температурой размягчения 82-104° С, отвердитель - гидроксилсодержащий олигоэфир с массовой долей гидроксильных групп 8,3-10,5 и температурой размягчения 70-90° С, ускоритель отверждения метилимидазол, пригодные наполнители, пигменты и другие целевые добавки при толщине слоя из эпоксидного праймера 80-100 мкм, клеящего состава 0,25-0,8 мм и общей толщине трехслойного покрытия 3,0-4,5 мм.
2. Способ нанесения антикоррозионного покрытия на стальные трубы, включающий подготовку поверхности трубы дробеструйной и химической обработкой, нанесение напылением эпоксидного праймера на обработанную поверхность трубы, клеящего состава на эпоксидное покрытие, а затем выдавливаемой из экструдера полиэтиленовой ленты, отличающийся тем, что напыление эпоксидного праймера проводят вибровихревым методом на нагретую до 180-220° С трубу, эту и остальные операции проводят при окружной скорости вращения трубы 33-45 м/мии и линейной скорости подачи трубы 0,76-1,0 м/мин.
3. Способ нанесения антикоррозионного покрытия на стальные трубы по п.2, отличающийся тем, что время желатинизации эпоксидного праймера составляет от 30 до 50 с, а индекс расплава клеящего состава от 4г/10 мин до 7г/10 мин при температуре (190 ±2)°С.
Текст
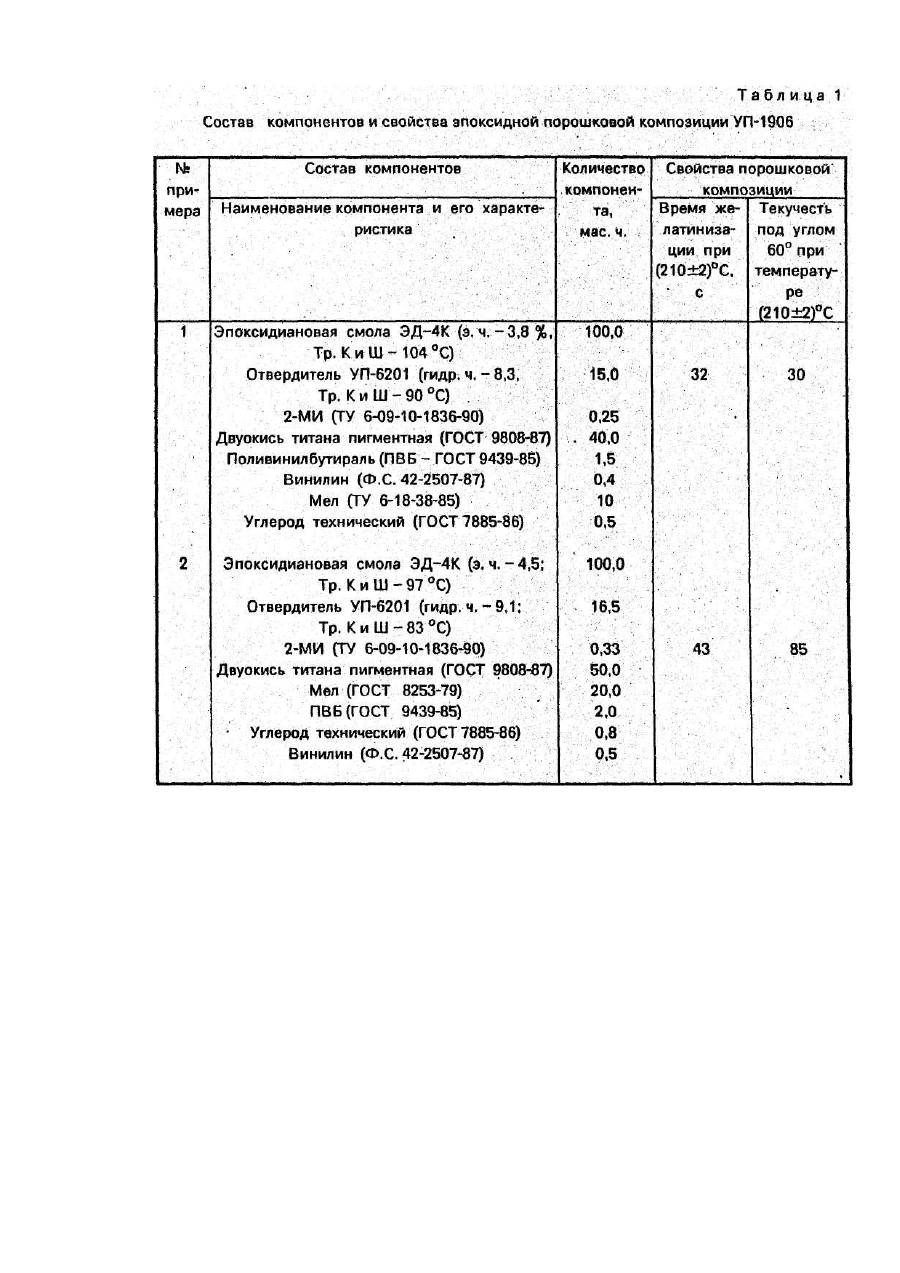
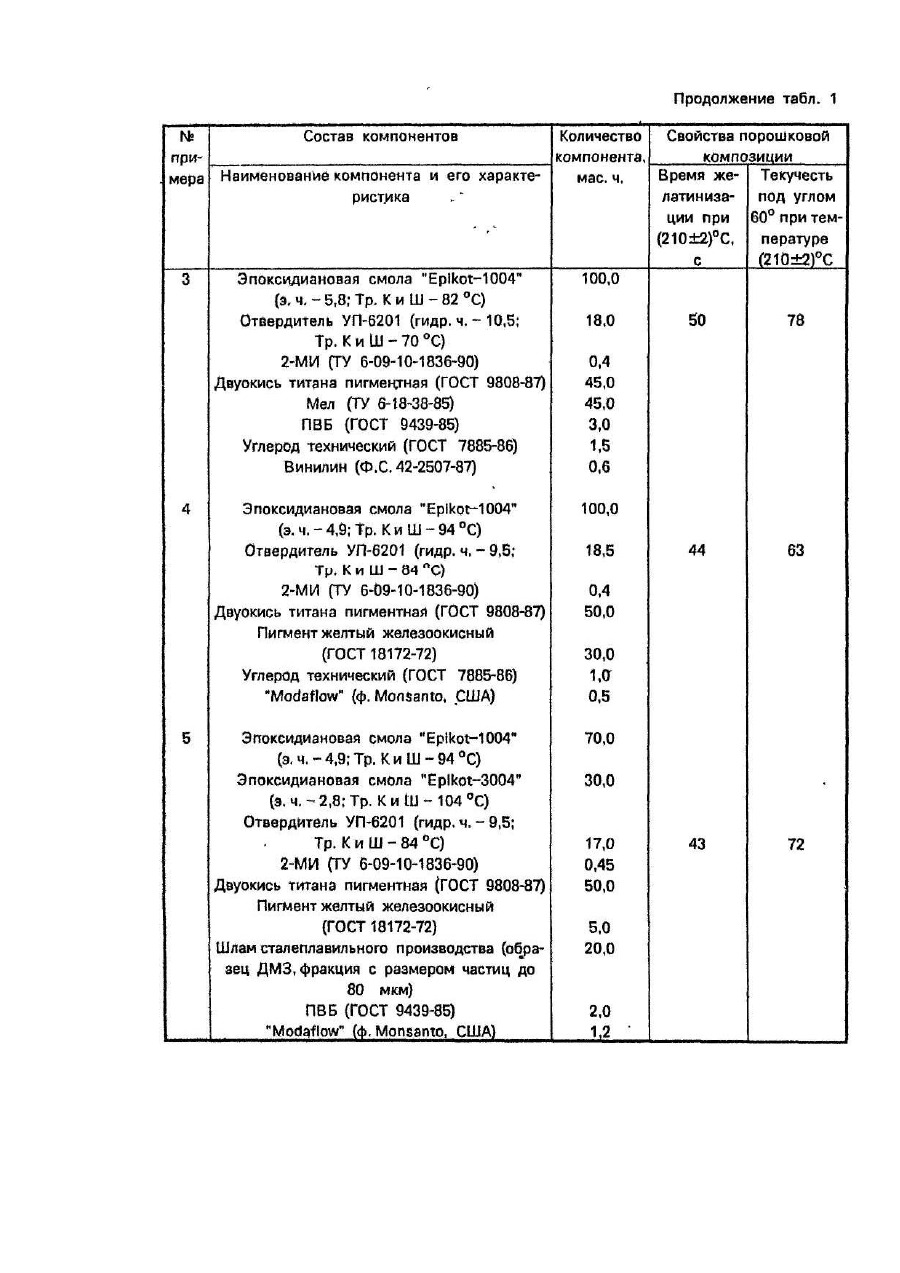
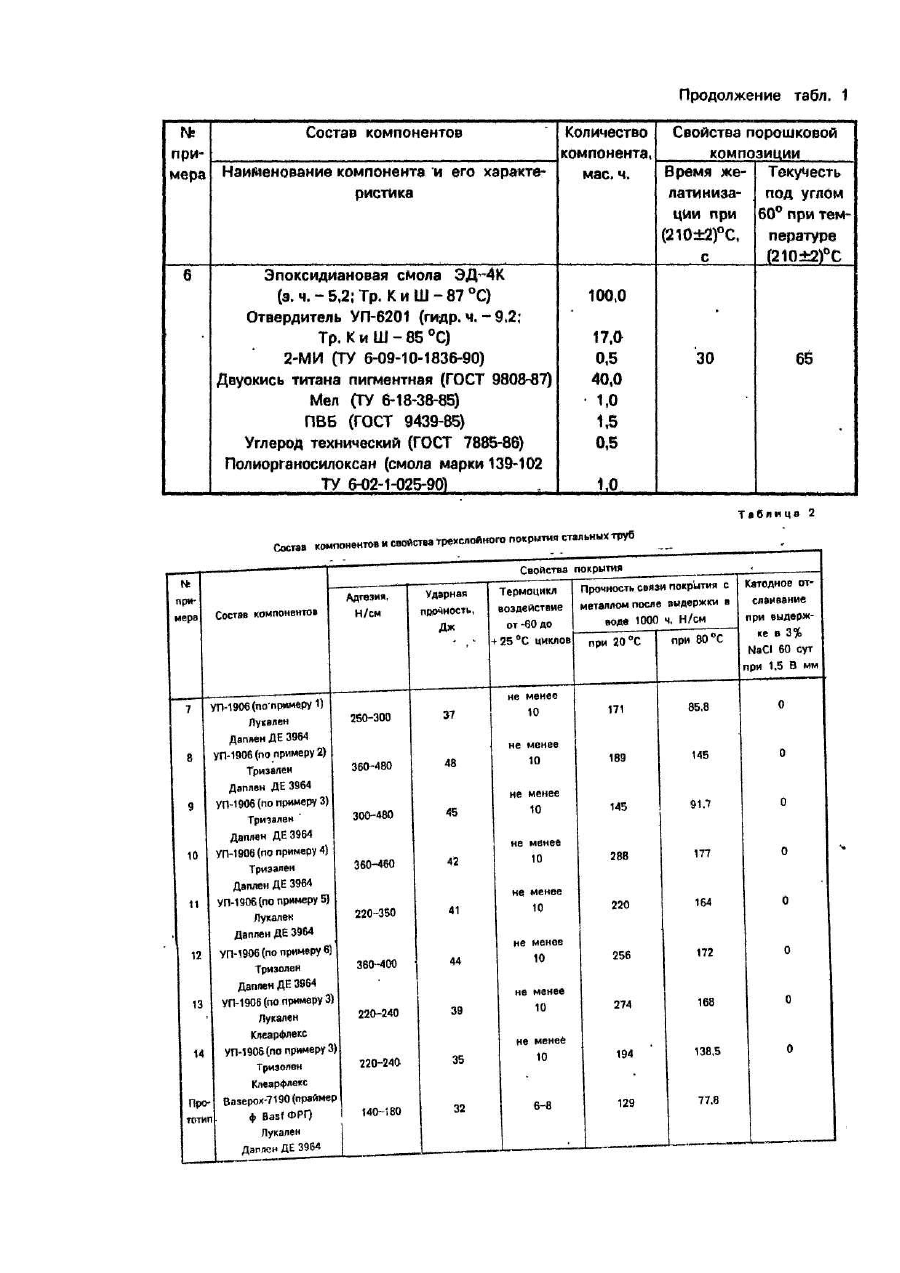
Изобретение относится к области полимерных антикоррозионных покрытий, наносимых на металлические изделия, преимущественно на стальные трубы пригодные для магистральных нефте- и газопроводов. Известны антикоррозионные покрытия для трубопровода, полученные путем электростатического напыления эпоксидной порошковой композиции(ЭПК) на поверхность трубы нанесения на ЭПК сополимера олефина (преимущественно этилена) с винилацетатом [1], дикарбоновой кислотой [2], акрилатом или бутилакрилатом [1, 3] и далее выдавливаемой термопластичной ленты (преимущественно полиэтилена). Наиболее близким к предлагаемому является техническое решение по заявке 3508811 ф.Манесман (ФРГ) [4], согласно которому при получении трехслойного покрытия перед нанесением эпоксидной грунтовки поверхность трубы подвергается дробеструйной обработке, а затем хромати-рованию и тщательной осушке. Далее на эпоксидную грунтовку наносят адгезив из сополимеров этилена толщиной 0,003 мм и полиэтиленовый слой толщиной 2,5-3,0 мм. Полученное таким способом покрытие имеет хорошие прочностные свойства (прочность при ударе при температуре от минус 45° С до 25° С не менее 2 Нм), адгезию (прочность связи покрытия с металлом трубы не менее 0,7 Нм), водостойкость (сохранение прочности и адгезии покрытия после выдержки в воде о течение 1000 ч не менее чем на 60%), а также стойкость к катодному отслаиванию (после 60 сут выдержки в 3% растворе NaCI при потенциале поляризации минус 1,5 В и температуре (20±5)° С - 5-7 мм). В основу предлагаемого изобретения поставлена задача повышения антикоррозионных защитных свойств (прочностных, адгезионных, водостойкости, сопротивления катодному отслаиванию и др.) путем использования при получении трехслойного полимерного покрытия в качестве эпоксидной грунтовки (праймера) порошковой композиции марки УП-1906 на основе твердой диановой смолы (с массовой долей эпоксидных групп 3,8-5,8% и температурой размягчения по методу "Кольцо и Шар" 82-104° С), отвер-дителя гидроксилсодержащего олигоэфира (с массовой долей гидроксильных групп 8,3-10,5 и температурой размягчения по методу "Кольцо и Шар 70-90° С), ускорителя 2-метилимидазола (2-МИ), пригодных наполнителей и пигментов (например мела, диоксида титана, пигмента железоокисного, технического углерода, отходов сталеплавильного производства и др.), а также других целевых добавок. В качестве адгезива (клеящего состава по предлагаемому изобретению используют модифицированный сополимер этилена с вйнилацетатом марок "Тризолен" и "Лука-лен" ф. "Bosf" и ф. "Sow Levna Olefinverbund" cooombemc, а для наружного слоя используют термостабилизированный полиэтилен (ТС ПЭ) марок "Daplen ДЕ 3964" и Clearflex SF 688" ф. "RSD Polymere" и "Enichem" coombemcmb. Трехслойное полимерное покрытие получают способом предварительной дробеструйной и химической обработки поверхности трубы, нагрева ее конвекционным методом до температуры 180-220° С, дальнейшего нанесения на обработанную и нагретую трубу праймера (порошковой эпоксидной композиции УП-1906) вибровихревым методом и затем нанесения клеящего и полиэтиленового слоя экструзионным выдавливанием в виде ленты при температуре в зонах обогрева экструдера для клеящего состава 100-180° С, для ТС ПЭ - 90-200° С и при линейной скорости подави трубы 0,76-1,0 м/мин, а окружной скорости вращения трубы 33-45 м/мин. распыление праймера производят при давлении 0,3-0,1 МПа. При этом получают эпоксидную грунтовку толщиной 70-100 мкм, адгезив толщиной 0,25-0,8 мм, трехслойное покрытие толщиной 30-4,5 мм. Праймер (порошковую композицию УП-1906) по примерам 1-6 (табл.1) получают путем "сухого" смешения компонентов в центробежном смесителе, гомогенизации на вальцах или шнековом смесителе при температуре 60-115° С, охлаждения гомогенизированной массы до температуры окружающей среды, измельчения до частиц размеров до 0,3 мм любым из известных способов и отбора фракции порошка с размером частиц не более 150 мкм рассевом на вибросите или сепарацией в воздушном потоке. Трехслойное покрытие на трубах диаметром 1220-1420 мм получают следующим образом. Стальную трубу подают с линейной скоростью 33-45 м/мин и окружной скоростью вращения 0,76-1,0 м/мин на дробеструйную, а затем на химическую обработку ее поверхности раствором хромовой кислоты. Затем трубу при тех же скоростях подачи и вращения нагревают в тоннельной электропечи до температуры 180-220° С и на высушенную нагретую поверхность наносят вибровихревым напылением эпоксидный праймер (порошковая композиция (УП-1906 по примерам 1-6) и далее на эпоксидное покрытие выдавливаемую из экструдера (температура в рабочей зоне 100-180° С) ленту клеящего состава и на адгезию наносят выдавливаемую из экструдера.(температура в рабочей зоне 90-200° С) ленту из ТС ПЭ шириной 400 мм, причем соотношение скорости подачи трубы и ее вращения позволяет наносить слой ПЭ-покрытия внахлест, при этом общая толщина защитного покрытия составляет 3,0-4,5 мм. Далее трубу с нанесенным покрытием охлаждают проточной водой и подвергают кондиционированию при нормальных условиях в течение не менее 24 ч, после чего из нее вырезают образцы и испытывают их по методикам соответствующих ГОСТов. Состав компонентов антикоррозионного покрытия стальных труб и результаты испытаний образцов из труб с этим покрытием приведены в табл.2. Использование антикоррозионного покрытия по предлагаемому изобретению позволит повысить надежность, эксплуатационные характеристики и срок службы магистральных трубопроводов.
ДивитисяДодаткова інформація
Автори англійськоюPrudkai Petro Andriiovych, Voloshkin Anatolii Fedorovych, Dermentli Fedir Semenovych, Tanichev Oleksii Hryhorovych, Velychko Oleksandr Oleksiiovych, Shylo Volodymyr Ivanovych, Skovpen Tetiana Petrivna
Автори російськоюПрудкай Петр Андреевич, Волошкин Анатолий Федорович, Дерментли Федор Семенович, Таничев Алексей Григорьевич, Величко Александр Алексеевич, Шило Владимир Иванович, Сковпень Татьяна Петровна
МПК / Мітки
МПК: F16L 58/02
Мітки: покриття, труб, сталевих, спосіб, антикорозійне, нанесення
Код посилання
<a href="https://ua.patents.su/4-20896-antikorozijjne-pokrittya-stalevikh-trub-ta-sposib-jjogo-nanesennya.html" target="_blank" rel="follow" title="База патентів України">Антикорозійне покриття сталевих труб та спосіб його нанесення</a>
Зносостійке антикорозійне покриття
Номер патенту: 12401
Опубліковано: 28.02.1997
Автори: Гнатенко Дмитро Йосипович, Новіков Василій Васільєвіч, Меркін Валентин Маркович, Шкуров Алєксандр Лєонтієвіч
МПК: F16L 58/02
Мітки: антикорозійне, зносостійке, покриття
Формула / Реферат:
1. Износостойкое антикоррозионное покрытие, содержащее слой из материала на основе алюминия, связанный с защищаемым материалом, отличающееся тем, что покрытие дополнительно содержит слой из керамического материала с силой сцепления с подложкой 20-40 МПа, с параметрами эрозионного износа не хуже 0,2 мг на 1000 циклов по тесту Тейбора и образующего с первым слоем систему переходного объемного электрического сопротивления от более 10х1016ом.м...
Спосіб нанесення цинкоалюмінієвих покриттів на зовнішню поверхню труб
Номер патенту: 9795
Опубліковано: 30.09.1996
Автори: Проскуркін Євгеній Васильович, Таранець Микола Федорович, Сергєєв Віктор Володимирович, Тичінін Анатолій Івановіч, Пархоменко Віктор Валентинович, Ткач Валер'ян Іванович, Кокоріна Олена Клавдіївна, Мітніков Ілля Юхимович, Норвилло Надія Юріївна
Мітки: покриттів, цинкоалюмінієвих, поверхню, труб, нанесення, спосіб, зовнішню
Формула / Реферат:
(57) Способ нанесения цинкалюминиевых покрытий на наружную поверхность труб, включающий подготовку поверхности, нагрев, контактирование с расплавом металлопокрытия в среде защитного газа и охлаждение, отличающийся тем, что расплав подают сплошными струями на наружную поверхность вращающейся трубы, при этом отношение температуры трубы к числу ее оборотов составляет 0,7 - 2,3.
Склад для нанесення алюмоцинкового покриття на сталеві вироби
Номер патенту: 3752
Опубліковано: 27.12.1994
Автори: Власова Валентина Петрівна, Вєдєрніков Алєксандр Константіновіч,, Гладуш Василь Макарович, Мітніков Ілля Юхимович, Зехов Сергій Васильович, Багаутдінов Анас Ахатовіч, Сухомлін Андрій Іванович, Проскуркін Євген Васильович
Мітки: склад, алюмоцинкового, покриття, вироби, сталеві, нанесення
Формула / Реферат:
Состав для нанесения алюмоцинкового покрытия на стальные изделия, преимущественно на трубы, содержащий цинк, алюминий, кремний и титан, отличающийся тем, что он дополнительно содержит свинец и магний при следующем соотношении компонентов, мас. %: алюминий 30-90 кремний 0,2-2,0 титан 0,005-0,02 магний 0,01-0,1 ...
Спосіб нанесення мідного покриття на діелектричний підшарок
Номер патенту: 14553
Опубліковано: 20.01.1997
Автор: Александрук Валерій Євгенович
МПК: C03C 17/34
Мітки: спосіб, мідного, покриття, підшарок, діелектричний, нанесення
Формула / Реферат:
Способ нанесения медного покрытия на диэлектрическую подложку, включающий активирование подложки и меднение, отличающийся тем, что вначале технологического процесса на подложку наносят слой оксида цинка толщиной 0,6-0,8 мкм, а активирование проводят в 0,002-0,08 вес. % растворе хлористого палладия.
Склад для нанесення алюмоцинкового покриття на сталеві труби
Номер патенту: 3766
Опубліковано: 27.12.1994
Автори: Мітніков Ілля Юхимович, Зехов Сергій Васильович, Проскуркін Євген Васильович, Гладуш Василь Макарович, Мартинов Анатолій Павлович, Хаустов Георгій Йосипович
Мітки: алюмоцинкового, нанесення, покриття, склад, сталеві, трубі
Формула / Реферат:
Состав для нанесения алюмоцинкового покрытия на стальные трубы, содержащий алюминий, цинк, кремний и титан, отличающийся тем, что он дополнительно содержит марганец и магний при следующем соотношении компонентов, мас. %: Цинк 1,0-7,4 Кремний 0,1-2,0 Магний 0,01-0,1 Титан 0,005-0,02 Марганец ...
Попередній патент: Спосіб купіровання психічних і поведінкових розладів, обумовлених вживанням психоактивних речовин
Наступний патент: Спосіб обробки рідин та пристрій для його здійснення
Випадковий патент: Кулькова запобіжна муфта