Ливарно-прокатний комплекс металургійного міні-заводу
Номер патенту: 63055
Опубліковано: 26.09.2011
Автори: Медведев Віктор Степанович, Крюков Юрій Борисович, Рудюк Олексій Сергійович, Сталінський Дмитро Віталійович

Формула / Реферат
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі з індукційною піччю, агрегату позапічної обробки сталі та агрегату розливання сталі в заготовки на машині безперервного лиття заготовок, прокатну ділянку з піччю для нагрівання безперервнолитих заготовок під прокатку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді послідовно встановлених індукційних плавильних печей, кількість яких кратна двом, агрегат позапічної обробки сталі містить щонайменше одну установку "ківш-піч", причому максимальна кількість установок "ківш-піч" у два рази менша від кількості індукційних плавильних печей, агрегат розливання сталі в заготовки виконаний у вигляді радіальної машини безперервного лиття заготовок, яка обладнана підйомно-поворотним стендом для ковша установки "ківш-піч", піч для нагрівання безперервнолитих заготовок під прокатку виконана у вигляді установки індукційного нагрівання, яка обладнана завантажувальним рольгангом, машина безперервного лиття заготовок обладнана послідовно встановленими пристроєм для порізки безперервнолитих заготовок на мірні довжини, пристроєм для переміщення безперервнолитої передільної заготовки на завантажувальний рольганг установки індукційного нагрівання та пристроєм для охолодження і передачі безперервнолитої товарної заготовки на склад готової продукції, прокатна ділянка виконана у вигляді напівбезперервного прокатного стана, який складається щонайменше з однієї обтискної кліті і щонайменше двох безперервних груп клітей, причому перша за ходом прокатки безперервна група клітей складається з клітей з горизонтальним і вертикальним розташуванням валків, що чергуються, а друга за ходом прокатки безперервна група клітей складається з клітей з горизонтальним розташуванням валків, при цьому після обтискної кліті встановлені ножиці для обрізки переднього кінця розкату, після безперервної групи клітей послідовно встановлені установка термічного зміцнення прокату, летючі ножиці для порізки прокату на довжину холодильника, холодильник, ножиці для порізки прокату на мірні довжини та пристрій для формування пачок готової продукції.
2. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що при обсязі виробництва на рівні 200 тис. т прокату на рік комплекс обладнаний чотирма послідовно встановленими індукційними плавильними печами з номінальною ємністю по сталі 10 т, установкою "ківш-піч" з максимальною ємністю по сталі 20 т та дворівчаковою машиною безперервного лиття заготовок, яка пристосована для лиття товарної квадратної заготовки перерізом переважно 125´125 мм, і круглої заготовки переважно діаметром 125 мм та довжиною переважно до 12,0 м, а також передільної заготовки перерізом переважно 125´125 мм і довжиною переважно 3,0 м.
3. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що комплекс обладнаний газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу перед введенням пилу у шихту індукційних плавильних печей.
Текст
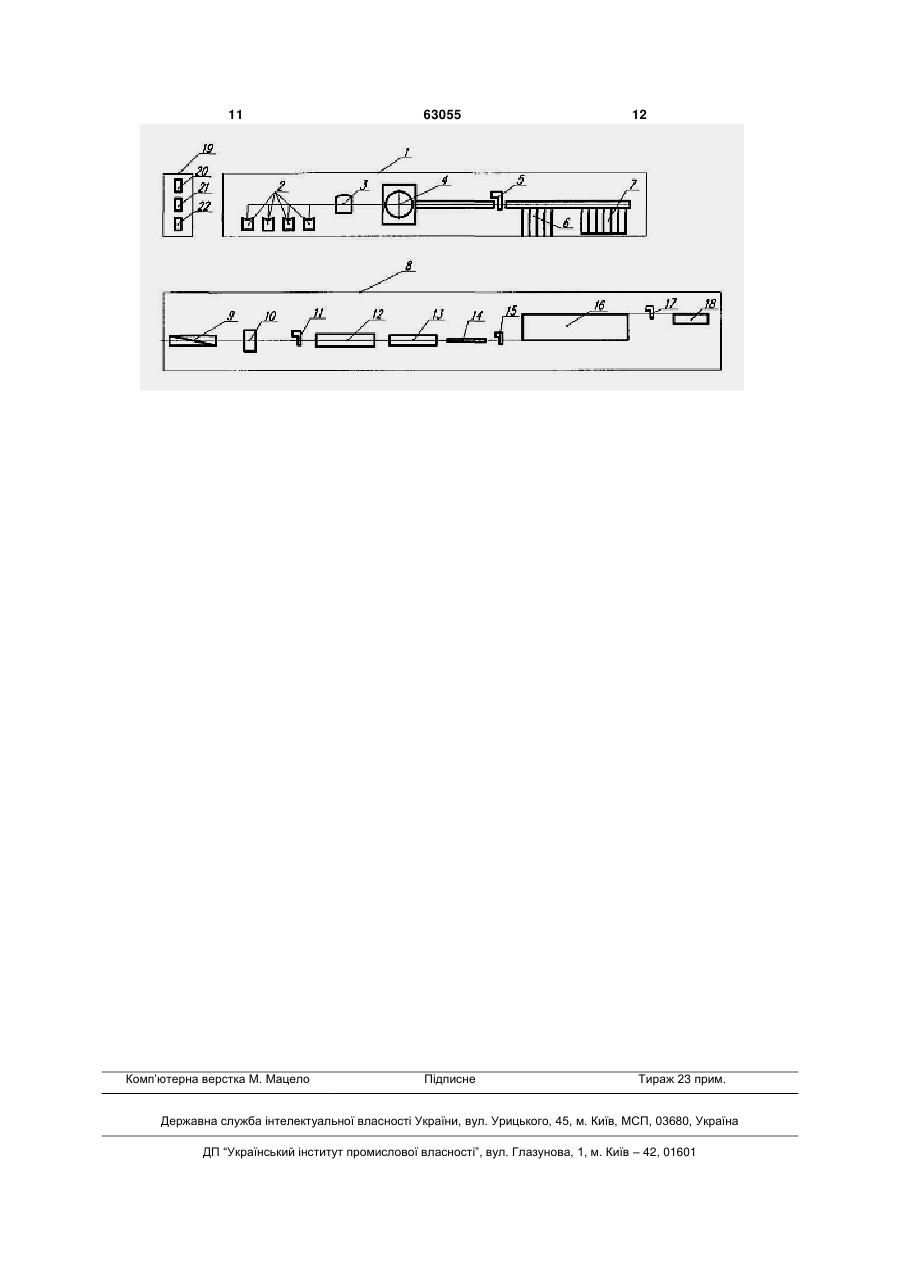
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі з індукційною піччю, агрегату позапічної обробки сталі та агрегату розливання сталі в заготовки на машині безперервного лиття заготовок, прокатну ділянку з піччю для нагрівання безперервнолитих заготовок під прокатку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді послідовно встановлених індукційних плавильних печей, кількість яких кратна двом, агрегат позапічної обробки сталі містить щонайменше одну установку "ківшпіч", причому максимальна кількість установок "ківш-піч" у два рази менша від кількості індукційних плавильних печей, агрегат розливання сталі в заготовки виконаний у вигляді радіальної машини безперервного лиття заготовок, яка обладнана підйомно-поворотним стендом для ковша установки "ківш-піч", піч для нагрівання безперервнолитих заготовок під прокатку виконана у вигляді установки індукційного нагрівання, яка обладнана завантажувальним рольгангом, машина безперервного лиття заготовок обладнана послідовно встановленими пристроєм для порізки безперервнолитих заготовок на мірні довжини, пристроєм для переміщення безперервнолитої передільної заготовки на завантажувальний рольганг установки індукційного нагрівання та пристроєм для охолодження і U 2 (19) 1 3 63055 4 Найбільш близьким за сукупністю ознак до кількість параметрів, що змінюються, неможливо об'єкта, що заявляється, є ливарно-прокатний забезпечити ефективне виробництво сортових комплекс металургійного міні-заводу, що включає профілів широкого розмірного та марочного сорливарну ділянку, яка складається з агрегату витаменту невеликими партіями. плавки сталі, що включає індукційну піч, з агрегату В основу об'єкта, що заявляється, поставлена позапічної обробки сталі та з агрегату розливання задача створити такий ливарно-прокатний комсталі в заготовки на машині безперервного лиття плекс металургійного міні-заводу, в якому удоскозаготовок. Комплекс також містить агрегат гідрозналення шляхом введення нових елементів домивання окалини, прокатну ділянку, яка складазволять при використанні об'єкта, що заявляється, ється з чорнового та чистового прокатного комзабезпечити досягнення технічного результату, плексу, агрегат охолодження та правки готового який полягає у спрощенні конструкції та підвищенпрокату. При цьому агрегат виплавки сталі виконі ефективності ливарно-прокатного комплексу наний у вигляді технологічно зв'язаних між собою, міні-заводу при виробництві сортових профілів щонайменше, однієї індукційної печі та однієї елеширокого розмірного та марочного сортаменту. ктродугової печі, а агрегат розливання сталі в заПоставлена задача вирішується так. Ливарноготовки на машині безперервного лиття заготовок прокатний комплекс металургійного міні-заводу, виконаний з можливістю одночасно здійснювати що заявляється, містить ливарну ділянку, що безперервне лиття заготовок рівновеликих переріскладається з агрегату виплавки сталі з індукційзів квадратного та/або круглого профілю. Піч для ною піччю, агрегату позапічної обробки сталі та нагрівання литих заготовок під прокатку виконана агрегату розливання сталі в заготовки на машині у вигляді двомодульного агрегату з індукційною та безперервного лиття заготовок, а також прокатну газополуменевою піччю. Прокатний комплекс місділянку з піччю для нагрівання безперервнолитих тить технологічно зв'язані між собою чорнові кліті заготовок під прокатку. Відмітною рисою об'єкта, стану попередньої деформації, стану з універсащо заявляється, є наступне. Агрегат виплавки льними клітями, стану поперечно-гвинтової прокасталі виконаний у вигляді послідовно встановлетки та дротового стану. (Заявка RU № 2005129317 них індукційних плавильних печей, кількість яких від 22.09.05, опубл. 27.03.07). кратна двом. Агрегат позапічної обробки сталі місВ об'єкті, що заявляється, і найближчому анатить, щонайменше, одну установку «ківш-піч», логу співпадають такі суттєві ознаки. Обидва липричому максимальна кількість установок «ківшварно-прокатні комплекси містять ливарну ділянку, піч» у два рази менша від кількості індукційних яка складається з агрегату виплавки сталі, що плавильних печей. Агрегат розливання сталі в включає індукційну піч, з агрегату позапічної оброзаготовки виконаний у вигляді радіальної машини бки сталі та з агрегату розливання сталі в заготовбезперервного лиття заготовок, яка обладнана ки на машині безперервного лиття заготовок, а підйомно-поворотним стендом для ковша установтакож прокатну ділянку з піччю для нагрівання ки «ківш-піч». Піч для нагрівання безперервнолибезперервнолитих заготовок під прокатку. тих заготовок під прокатку виконана у вигляді Аналіз технічних властивостей найближчого установки індукційного нагрівання, яка обладнана аналога, обумовлених його ознаками, показує, що завантажувальним рольгангом. Машина безпереодержанню очікуваного технічного результату при рвного лиття заготовок обладнана послідовно його використанні перешкоджають такі причини. встановленими пристроєм для порізки безперервВиконання агрегату виплавки сталі у вигляді технолитих заготовок на мірні довжини, пристроєм нологічно зв'язаних між собою, щонайменше, однідля переміщення безперервнолитої передільної єї індукційної печі та однієї електродугової печі, заготовки на завантажувальний рольганг установвиконання агрегату розливання сталі в заготовки ки індукційного нагрівання та пристроєм для охона машині безперервного лиття заготовок з можлодження і передачі безперервнолитої товарної ливістю одночасного здійснення безперервного заготовки з кантуючуго холодильника машини безлиття заготовок рівновеликих перерізів квадратноперервного лиття заготовок на склад готової прого та/або круглого профілю, виконання агрегату дукції. Прокатна ділянка містить напівбезперервнагрівання під прокатку двомодульним з індукційний прокатний стан, що складається, ною та газополуменевою піччю, виконання прокатщонайменше, з однієї обтискної кліті та, щонайменого комплексу з технологічно зв'язаними між сонше, двох безперервних груп клітей. Причому пебою чорновими клітями стану попередньої рша за ходом прокатки безперервна група клітей деформації, стану з універсальними клітями, стану складається з клітей з горизонтальним і вертикапоперечно-гвинтової прокатки та дротового стану льним розташуванням валків, що чергуються, а в цілому ускладнює конструкцію ливарнодруга за ходом прокатки безперервна група клітей прокатного комплексу міні-заводу. Такі агрегати є складається з клітей з горизонтальним розташускладними та дорогими в експлуатації, їх доцільно ванням валків. Після обтискної кліті встановлені використовувати тільки при виробництві однорідножиці для обрізки переднього кінця розкату. Після ної продукції великими партіями, в основному, безперервної групи клітей послідовно встановлені арматури, круглої або квадратної сталі, та не ефеустановка термічного зміцнення прокату, летючі ктивно використовувати при виробництві сортових ножиці для порізки прокату на довжину холодильпрофілів малотоннажними партіями через велику ника, холодильник, ножиці для порізки прокату на кількість простоїв прокатного стану під час перемірні довжини та пристрій для формування пачок валок для зміни розмірного та марочного сортамеготової продукції. нту профілів. В процесі роботи ливарноВ окремих випадках виконання об'єкт, що заяпрокатного комплексу за прототипом через велику вляється, характеризується такими ознаками: 5 63055 6 - при обсязі виробництва на рівні 200 тис. т Виконання прокатної ділянки у вигляді напівпрокату на рік комплекс обладнаний чотирма посбезперервного прокатного стану, який складаєтьлідовно встановленими індукційними плавильними ся, щонайменше, з однієї обтискної кліті та, щопечами з номінальною ємністю по сталі 10 т і устанайменше, двох безперервних груп клітей, новкою «ківш-піч» з максимальною ємністю по причому перша за ходом прокатки безперервна сталі 20 т; група клітей складається з клітей з горизонталь- машина безперервного лиття заготовок виним і вертикальним розташуванням валків, які черконана дворівчаковою та пристосована для лиття гуються, а друга за ходом прокатки безперервна товарної квадратної заготовки перерізом, перевагрупа клітей складається з клітей з горизонтальним розташуванням валків, при цьому після обтисжно 125125 мм, і довжиною, переважно до 12,0 м, кної кліті встановлені ножиці для обрізки передкруглої заготовки, переважно діаметром 125 мм, і нього кінця розкату, після безперервної групи довжиною, переважно до 12,0 м, а також передіклітей послідовно встановлені установка термічнольної заготовки перерізом, переважно 125125 го зміцнення прокату, летючі ножиці для порізки мм, і довжиною, переважно 3,0 м; прокату на довжину холодильника, холодильник, - комплекс обладнаний газоочисною спорудою ножиці для порізки прокату на мірні довжини та з рукавними фільтрами, збірним бункером для пристрій для формування пачок готової продукції, пилу та пристроєм для згрудкування пилу перед дозволяє конструктивно відносно просто при виковведенням пилу у шихту індукційних плавильних ристанні мінімальної кількості клітей забезпечити печей. високоефективне виробництво з квадратної безПри використанні об'єкта, що заявляється, заперервнолитої заготовки сортових профілів широбезпечується досягнення технічного результату, кого розмірного та марочного сортаменту при збіякий полягає у спрощенні конструкції та підвищенльшенні виходу придатного. ні ефективності ливарно-прокатного комплексу Обладнання ливарно-прокатного комплексу міні-заводу при виробництві сортових профілів металургійного міні-заводу газоочисною спорудою широкого розмірного та марочного сортаменту. з рукавними фільтрами, збірним бункером для Між сукупністю суттєвих ознак об'єкта, що заяпилу та пристроєм для згрудкування пилу перед вляється, та технічним результатом, який досягавведенням пилу у шихту індукційних плавильних ється, існує такий причино-наслідковий зв'язок. печей, поліпшуючи екологічну обстановку, сприяє Виконання агрегату виплавки сталі у вигляді подальшому підвищенню ефективності роботи послідовно встановлених індукційних плавильних ливарно-прокатного комплексу шляхом викориспечей, кількість яких кратна двом, та здійснення тання уловленого в рукавних фільтрах пилу в шихпозапічної обробки сталі в установці «ківш-піч», ті індукційних плавильних печей. максимальна кількість яких у два рази менша від Оптимальні значення номінальної ємності по кількості індукційних плавильних печей, дозволяє сталі індукційних плавильних печей і ковша устаконструктивно відносно просто, використовуючи новки «ківш-піч», перерізів та довжини безперервшихту тільки на основі металобрухту та здійснююнолитих квадратних та круглих заготовок визначечи одночасно позапічну обробку сталі від двох ні на підставі розрахунків, виходячи з результатів індукційних плавильних печей в одному ковші, моделювання. забезпечити якісну виплавку марок сталей широСуть об'єкта, що заявляється, пояснюється кого сортаменту. Крім того, зважаючи на те, що графічним матеріалом, на якому зображена блокцикл виплавки сталі в індукційній плавильній печі у схема ливарно-прокатного комплексу металургійдва рази більший від циклу обробки сталі в устаного міні-заводу. новці «ківш-піч», таке технічне рішення дозволяє На графічних матеріалах проставлені такі позорганізувати безперервний процес виплавки сталі начення: при максимальному завантаженні як індукційних 1 - ливарна ділянка; плавильних печей, так і установки «ківш-піч». 2 - індукційні плавильні печі; Виконання агрегату розливання сталі в заго3 - установка «ківш-піч»; товки у вигляді радіальної машини безперервного 4 - машина безперервного лиття заготовок; лиття заготовок, яка обладнана підйомно5 - пристрій для порізки безперервнолитих заповоротним стендом для ковша установки «ківшготовок на мірні довжини; піч» та обладнана послідовно встановленими при6 - пристрій для переміщення безперервнолистроєм для порізки безперервнолитих заготовок на тої передільної заготовки на завантажувальний мірні довжини, пристроєм для переміщення безрольганг установки індукційного нагрівання; перервнолитої передільної заготовки на заванта7 - пристрій для охолодження та передачі безжувальний рольганг установки індукційного нагріперервнолитої товарної заготовки на склад готової вання та пристроєм для охолодження і передачі продукції; безперервнолитої товарної заготовки на склад 8 - прокатна ділянка; готової продукції, дозволяє конструктивно віднос9 - установка індукційного нагрівання заготоно просто забезпечити одержання якісної круглої вок під прокатку; та квадратної товарної заготовки, яка відразу на10 - обтискна кліть; правляється на склад готової продукції, а також 11 - ножиці для обрізки переднього кінця розякісної квадратної передільної заготовки, яка у кату; гарячому стані направляється на завантажуваль12 - безперервна група клітей з горизонтальний рольганг установки індукційного нагрівання ним і вертикальним розташуванням валків, що для подальшої прокатки. чергуються; 7 63055 8 13 - безперервна група клітей з горизонтальсталі 20 т та дворівчаковою машиною безперервним розташуванням валків; ного лиття заготовок, яка пристосована для лиття 14 - установка термічного зміцнення прокату; товарної квадратної заготовки перерізом, перева15 - летючі ножиці для порізки прокату на довжно 125125 мм, і довжиною, переважно до 12,0 м, жину холодильника; круглої заготовки, переважно діаметром 125 мм, і 16 - холодильник; довжиною, переважно до 12,0 м, а також для лиття 17 - ножиці для порізки прокату на мірні довпередільної заготовки перерізом, переважно жини; 125125 мм, та довжиною, переважно 3,0 м. 18 - пристрій для формування пачок готової Ливарно-прокатний комплекс металургійного продукції; міні-заводу працює так. Металобрухт, який надхо19 - газоочисна споруда; дить на завод, повинен відповідати вимогам дію20 - рукавні фільтри; чого стандарту. Склад металобрухту розташову21 - збірний бункер для пилу; ється в шихтовому прольоті, де здійснюється 22 - пристрій для згрудкування пилу. прийом, складування, зберігання та підготовка В конкретному прикладі виконання ливарнометалобрухту. Виплавку сталі здійснюють у чотипрокатний комплекс металургійного міні-заводу, рьох послідовно встановлених індукційних плавищо заявляється, містить ливарну ділянку 1, яка льних печах 2 типу GWE 10-6000-0.2 з масою плавключає агрегат виплавки сталі, виконаний у вивки 10 т. Індукційна піч GWE 10-6000-0.2 виконана гляді послідовно встановлених індукційних плавиу вигляді двопостової плавильної печі, яка працює льних печей 2, кількість яких кратна двом, агрегат з розподілом потужності між плавильними вузлапозапічної обробки сталі, що містить, щонайменми. Плавильні вузли включаються по черзі за схеше, одну установку «ківш-піч» 3, та агрегат розлимою «плавка на плавку». Тривалість плавки ставання сталі в заготовки, який виконаний у вигляді новить 80-90 хвилин. Виплавлена в одній радіальної машини безперервного лиття заготовок індукційній печі плавка об'ємом 10 т зливається в 4, яка обладнана підйомно-поворотним стендом сталерозливний ківш ємністю 20 т. Ківш спрямовудля ковша установки «ківш-піч» 3. Машина безпеється до другої індукційної печі, де у ківш здійснюрервного лиття заготовок 4 обладнана послідовно ється зливання другої плавки об'ємом 10 т. Потім встановленими пристроєм 5 для порізки безпереківш з 20 т металу подається на установку «ківшрвнолитих заготовок на мірні довжини, пристроєм піч» 3, де метал доводиться до необхідного хіміч6 для переміщення безперервнолитої передільної ного складу та температури. Тривалість обробки в заготовки на завантажувальний рольганг установустановці «ківш-піч» 3 становить 3040 хвилин. ки індукційного нагрівання безперервнолитих загоКівш з обробленою рідкою сталлю передаєтьтовок під прокатку та пристроєм 7 для охолодженся на підйомно-поворотний стенд дворівчакової ня і передачі безперервнолитої товарної заготовки машини безперервного лиття заготовок 4 для одена склад готової продукції. Прокатна ділянка 8 ржання товарної заготовки перерізом 125125 мм і містить піч для нагрівання безперервнолитих загодовжиною до 12 м, круглої заготовки діаметром товок під прокатку, виконану у вигляді установки 125 мм і довжиною до 12 м, а також передільної індукційного нагрівання 9, яка обладнана завантаквадратної заготовки перерізом 125125 мм і довжувальним рольгангом. Прокатна ділянка 8 місжиною 3 м. Швидкість розливання становить 4,0 тить напівбезперервний прокатний стан, який м/хв. Після порізки на мірні довжини на ножицях 5 складається, щонайменше, з однієї обтискної кліті передільні квадратні заготовки перерізом 125125 10, після якої встановлені ножиці для обрізки пемм і довжиною 3 м за допомогою пристрою 6 переднього кінця розкату 11, та, щонайменше, з двох реміщуються на завантажувальний рольганг устабезперервних груп клітей. Причому перша за хоновки індукційного нагрівання 9 для подальшої дом прокатки безперервна група клітей 12 складапрокатки. Порізані на мірні довжини на пристрої 5 ється з клітей з горизонтальним і вертикальним безперервнолиті товарні заготовки перерізом розташуванням валків, які чергуються, а друга за 125125 мм і довжиною до 12 м та круглі заготовки ходом прокатки безперервна група клітей 13 складіаметром 125 мм і довжиною до 12 м охолоджудається з клітей з горизонтальним розташуванням ються в пристрої 7 та спрямовуються на склад валків. Після безперервної групи клітей 13 посліготової продукції. довно встановлені установка термічного зміцнення В основу технічних і проектних рішень прокатпрокату 14, летючі ножиці 15 для порізки прокату ного виробництва покладені вимоги одержання з на довжину холодильника, холодильник 16, ножиці безперервнолитих квадратних заготовок перерідля порізки прокату на мірні довжини 17 та призом 125125 мм сортових профілів широкого розстрій 18 для формування пачок готової продукції. мірного та марочного сортаменту при мінімальних Ливарно-прокатний комплекс, що заявляється, витратах. При цьому конструкція стану повинна обладнаний газоочисною спорудою 19, яка вклюбути простою з мінімальною металоємністю та чає рукавні фільтри 20, збірний бункер для пилу вартістю устаткування. 21 та пристрій для згрудкування пилу 22 перед Прокатне виробництво представлене одним введенням пилу у шихту індукційних плавильних сортовим напівбезперервним станом 250. Вихідна печей 2. заготовка - безперервнолита заготовка перерізом При обсязі виробництва на рівні 200 тис. т 125125 мм і довжиною 3 м. Перед прокаткою запрокату на рік комплекс обладнаний чотирма посготовку нагрівають в установці 9 індукційного налідовно встановленими індукційними плавильними грівання безперервнолитих заготовок під прокатку. печами з номінальною ємністю по сталі 10 т, устаПередача заготовок від рольганга машини безпеновкою «ківш-піч» з максимальною ємністю по рервного лиття заготовок 4 до завантажувального 9 63055 10 рольганга установки індукційного нагрівання 9, а чистовою кліттю 13. Довжина установки - 8 м. Ця також нагрітої заготовки до розкатного рольганга установка забезпечує зміцнення прокату в процесі кліті тріо здійснюється шлеперами. Основний вид прокатки в одну або дві нитки. Після установки 14 посаду - гарячий. Потужність індукційної нагріватермічного зміцнення розташовані летючі ножиці льної установки для нагрівання заготовки під про15 для порізки прокату на довжину холодильника. катку становить 3,0 МВт, витрата води на охолоВідстань від ножиців до холодильника - 25 м. Далі 3 дження - 20 м на годину, площа для розміщення прокат переміщують на рейковий холодильник 16, установки 616 м. Продуктивність установки при який має розміри 548 м. На відвідному рольгангу гарячому посаді - 30 т/г. Температура нагрівання холодильника 16 встановлені ножиці 17 для поріззаготовок - 1150 °С. ки прокату на мірні довжини з зусиллям холодного Напівбезперервний прокатний стан 250 розрізання 160 т. Після охолодження на холодильнику ташований в одну лінію та складається з обтискної 16 та порізки на мірні довжини прокат скидають у кліті 10 тріо та двох безперервних груп клітей: чокармани пристрою 18 для формування пачок готорнової 12 (безперервна група клітей з горизонтавої продукції. Кожна пачка готової продукції обв'яльним і вертикальним розташуванням валків, що зується за допомогою ручних обв'язувальних мачергуються) і чистової 13 (безперервна група клішинок (на кресленнях не позначені). Готовий пакет тей з горизонтальним розташуванням валків). Діазважується крановими вагами, на пакет навішуметр валків кліті тріо 550 мм, довжина бочки 1600 ється бирка і він транспортується краном на склад мм. Частота обертання валків - 100 об./хв. Кліть 10 готової продукції. оснащена підйомно-хитним столом. Кантування Ливарно-прокатний комплекс металургійного розкатів - валковими арматурами. Прокатка здійсміні-заводу, що заявляється, для очищення технонюється без перекриття. Перевалка кліті - валкалогічних газів, які утворюються на ливарній 1 і проми. Після кліті 10 тріо встановлені стаціонарні нокатній 8 ділянках, обладнаний газоочисною споружиці для обрізки переднього кінця розкату 11. дою 19 з рукавними фільтрами 20. Пил, уловлений рукавними фільтрами 20, за допомогою системи Максимальний переріз розкату для обрізки - 8080 конвеєрів направляється в збірний бункер 21 для мм. Відстань від осі кліті 10 тріо до ножиців - 15 м. пилу, згрудковується в пристрої 22 для згрудкуЧорнова група клітей 12 складається з шести вання пилу і потім направляється в сталеплавильгоризонтальних і вертикальних клітей, що чергуний цех для додавання в шихту індукційних плавиються. Відстань між осями клітей у групі - 2000 мм. льних печей 2. Залізовмісні відходи виробництва Діаметр валків перших двох клітей чорнової групи (окалина, пил) грудкують та додають в шихту для - 450 мм, інших - 350 мм, довжина бочки 800 мм. виплавки сталі. Також як добавка в шихту для виПеревалка клітей - касетами. Прокатка в клітях плавки сталі використовується скрап, відокремлечорнової групи 12 здійснюється в одну нитку без ний від шлаків, відходи безперервнолитої заготовкантування розкатів. ки та ківшевий скрап. Щебінь і пісок після Чистова безперервна група клітей 13 складапереробки та сепарації шлаків направляються ється з шести горизонтальних клітей. Відстань між споживачам. осями клітей у групі - 3000 мм. Діаметр валків кліТаким чином, при відносно простій конструкції тей чистової групи - 250 мм, довжина бочки - 600 ливарно-прокатного комплексу металургійного мм. Перевалка клітей - касетами. Прокатка в кліміні-заводу, забезпечується високоефективне витях чистової групи 13 здійснюється в одну або дві робництво до 200 тис. т на рік готового прокату нитки з кантуванням розкатів валковими арматуширокого сортаменту та високої якості при збільрами. шенні на 12-18 % виходу придатного, зниженні У чорновій 12 і чистовій 13 групах прокатка витрат сталі на виробництво прокату в середньому здійснюється в безперервному режимі без петлі та на 200-289 кг/т в порівнянні з виробництвом проканатягу розкатів у проміжках між клітями. Такий ту на металургійному підприємстві з повним цикрежим забезпечується системою автоматизації лом при розливанні сталі у виливниці, а також при другого класу. Максимальна швидкість прокатки в зменшенні на 20-40 % витрат на паливночистовій кліті - 10 м/с. Контроль розмірів готового енергетичні ресурси. Застосування безперервнопрокату здійснюється шаблонами шляхом вимірюлитих заготовок дозволяє заощаджувати до 170 кг вання проб. умовного палива та близько 80 кВтг електроенерГотовий прокат направляють в установку 14 термічного зміцнення прокату, яка розташована за гії на одній тонні готового прокату. 11 Комп’ютерна верстка М. Мацело 63055 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting and rolling complex of metallurgical mini-works
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Rudiuk Oleksii Serhiiovych, Medvedev Viktor Stepanovych, Kriukov Yurii Borysovych
Назва патенту російськоюЛитейно-прокатный комплекс металлургического мини-завода
Автори російськоюСталинский Дмитрий Витальевич, Рудюк Алексей Сергеевич, Медведев Виктор Степанович, Крюков Юрий Борисович
МПК / Мітки
МПК: B21B 1/46
Мітки: комплекс, ливарно-прокатний, міні-заводу, металургійного
Код посилання
<a href="https://ua.patents.su/6-63055-livarno-prokatnijj-kompleks-metalurgijjnogo-mini-zavodu.html" target="_blank" rel="follow" title="База патентів України">Ливарно-прокатний комплекс металургійного міні-заводу</a>
Ливарно-прокатний комплекс металургійного міні-заводу
Номер патенту: 37363
Опубліковано: 25.11.2008
Автори: Сталінський Дмитро Віталійович, Медведев Віктор Степанович, Крюков Юрій Борисович, Рудюк Олексій Сергійович
МПК: B21B 1/46
Мітки: міні-заводу, ливарно-прокатний, комплекс, металургійного
Формула / Реферат:
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку і прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під...
Ливарно-прокатний комплекс металургійного міні-заводу

Номер патенту: 89448
Опубліковано: 25.01.2010
Автори: Медведев Віктор Степанович, Сталінський Дмитро Віталійович, Крюков Юрій Борисович, Рудюк Олексій Сергійович
МПК: B21B 1/46, B21B 13/22
Мітки: міні-заводу, ливарно-прокатний, комплекс, металургійного
Формула / Реферат:
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку та прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під...
Спосіб і ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої заготовки
Номер патенту: 79621
Опубліковано: 10.07.2007
Автори: Швелленбах Йоахім, Штройбель Ханс, Флеммінг Гюнтер
МПК: B21B 13/22, B21B 1/46
Мітки: агрегат, неперервнолитої, заготовки, нескінченної, напівнескінченної, прокатки, металевої, спосіб, ливарно-прокатний
Формула / Реферат:
1. Спосіб напівнескінченної або нескінченної прокатки неперервнолитої металевої, зокрема стальної заготовки (1а), яку після твердіння розрізають упоперек і мірні довжини (20) заготовки направляють у піч (2) з роликовим подом для нагрівання до температури прокатки і вирівнювання температури в заготовці і мірні довжини (20) заготовки з температуроюпрокатки вводять в лінію прокатного стана (3) для прокатки, причому між закінченням прокатки...
Універсальний ливарно-прокатний стан

Номер патенту: 50818
Опубліковано: 15.11.2002
Автори: Шестопалов Олександр Васильович, Рудь Володимир Павлович, Фаренбрух Альберт Володимирович, Мірошніченко Сергій Павлович, Работніков Петро Олександрович, Шрамко Микола Карпович, Донченко Анатолій Григорович, Ткаченко Олександр Павлович, Хейфец Григорій Рувимович
Мітки: ливарно-прокатний, стан, універсальний
Формула / Реферат:
1. Універсальний ливарно-прокатний стан, який має ділянки відділення неперервного лиття заготовок, яке містить печі неперервного плавлення металу, міксери неперервного плавлення металу, машину неперервного лиття заготовок з кристалізатором, кліть обтискну, ножиці летючі, рольганги стана і транспортні рольганги, також ділянки стана гарячої прокатки, який містить піч для нагріву зливків, реверсивну кліть ДУО, рольганги стана та завантажувальні...
Спосіб високошвидкісного безперервного лиття тонких металевих заготовок з подальшим гарячим прокатуванням і відповідний ливарно-прокатний пристрій
Номер патенту: 89975
Опубліковано: 25.03.2010
Автори: Зайдель Юрген, Клекнер Юрген
МПК: B21B 1/46, B21B 37/74
Мітки: тонких, металевих, подальшим, спосіб, ливарно-прокатний, лиття, високошвидкісного, пристрій, заготовок, безперервного, прокатуванням, гарячим, відповідний
Формула / Реферат:
1. Спосіб високошвидкісного безперервного лиття тонких металевих заготовок (1) з подальшим гарячим прокатуванням з низькою швидкістю до одержання тонкої штаби (2), при якому в багатоклітьовій лінії (3) чистового прокатування штаби здійснюють регулювання температури робочих валків (4), який відрізняється тим, що при швидкостях лиття від 4 м/хв до 12 м/хв і з урахуванням товщини тонких відлитих заготовок регулюють швидкості прокатування, при...
Попередній патент: Пристрій для встановлення конструкційної вставки в експлуатаційну колону свердловини
Наступний патент: Муфта інерційно-фрикційна
Випадковий патент: Котел газогенераторний твердопаливний