Ливарно-прокатний комплекс металургійного міні-заводу
Номер патенту: 37363
Опубліковано: 25.11.2008
Автори: Медведев Віктор Степанович, Сталінський Дмитро Віталійович, Крюков Юрій Борисович, Рудюк Олексій Сергійович

Формула / Реферат
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку і прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під регульованим тиском, яка оснащена механізмом потокової подачі касет-кристалізаторів для лиття заготовок, піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі або індукційної печі, або електричної печі опору, прокатна ділянка виконана у вигляді напівбезперервного прокатного стана, що складається щонайменше з однієї обтискної реверсивної кліті дуо або нереверсивної кліті тріо та безперервної групи клітей, при цьому безперервна група клітей складається з клітей із горизонтальним і вертикальним розташуванням валків, які чергуються, а за безперервною групою клітей послідовно встановлені установка прискореного охолодження прокату, холодильник, ножиці для порізки прокату на мірні довжини та пристрій для формування пачок готової продукції.
2. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що при обсязі виробництва 10-15 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю, переважно, 6,0 т, в агрегаті розливання сталі в заготовки касети-кристалізатори пристосовані для лиття квадратних заготовок перерізом, переважно, 65х65 м і довжиною, переважно, 4,5 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді індукційної печі, прокатний стан містить обтискну реверсивну кліть дуо 350 або нереверсивну кліть тріо 350, а безперервна група клітей складається, переважно, з шести клітей дуо 250.
3. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що при обсязі виробництва 25-30 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю, переважно, 12,0 т, в агрегаті розливання сталі в заготовки касети-кристалізатори пристосовані для лиття квадратних заготовок перерізом, переважно, 85х85 мм і довжиною, переважно, 4,5 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді індукційної печі, прокатний стан містить обтискну реверсивну кліть дуо 450 або нереверсивну кліть тріо 450, безперервна група клітей складається, переважно, з шести клітей дуо 250, а за установкою прискореного охолодження прокату встановлені летючі ножиці для порізки розкатів на довжину холодильника.
4. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що при обсязі виробництва 50-60 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю, переважно, 20,0-25,0 т, в агрегаті розливання сталі в заготовки касети-кристалізатори пристосовані для лиття квадратних заготовок перерізом, переважно, 100х100 мм і довжиною, переважно, 2,0 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі, прокатний стан містить обтискну реверсивну кліть дуо 550 або нереверсивну кліть тріо 550, безперервна група клітей утворена чорновою групою клітей з двох клітей дуо 400 і чистовою групою клітей, що складається, переважно, з шести клітей дуо 250, а за установкою прискореного охолодження прокату встановлені летючі ножиці для порізки розкатів на довжину холодильника.
5. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що при обсязі виробництва 100-120 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю, переважно, 40,0-50,0 т, в агрегаті розливання сталі в заготовки касети-кристалізатори пристосовані для лиття квадратних заготовок перерізом, переважно, 120х120 мм і довжиною, переважно, 2,0 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі, прокатний стан містить обтискну реверсивну кліть дуо 550 або нереверсивну кліть тріо 550, безперервна група клітей утворена чорновою групою клітей з чотирьох клітей дуо 400 і чистовою групою клітей, що складається, переважно, з шести клітей дуо 250, а за установкою прискореного охолодження прокату встановлені летючі ножиці для порізки розкатів на довжину холодильника.
6. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що комплекс обладнаний газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу перед його введенням в шихту дугової електросталеплавильної печі.
Текст
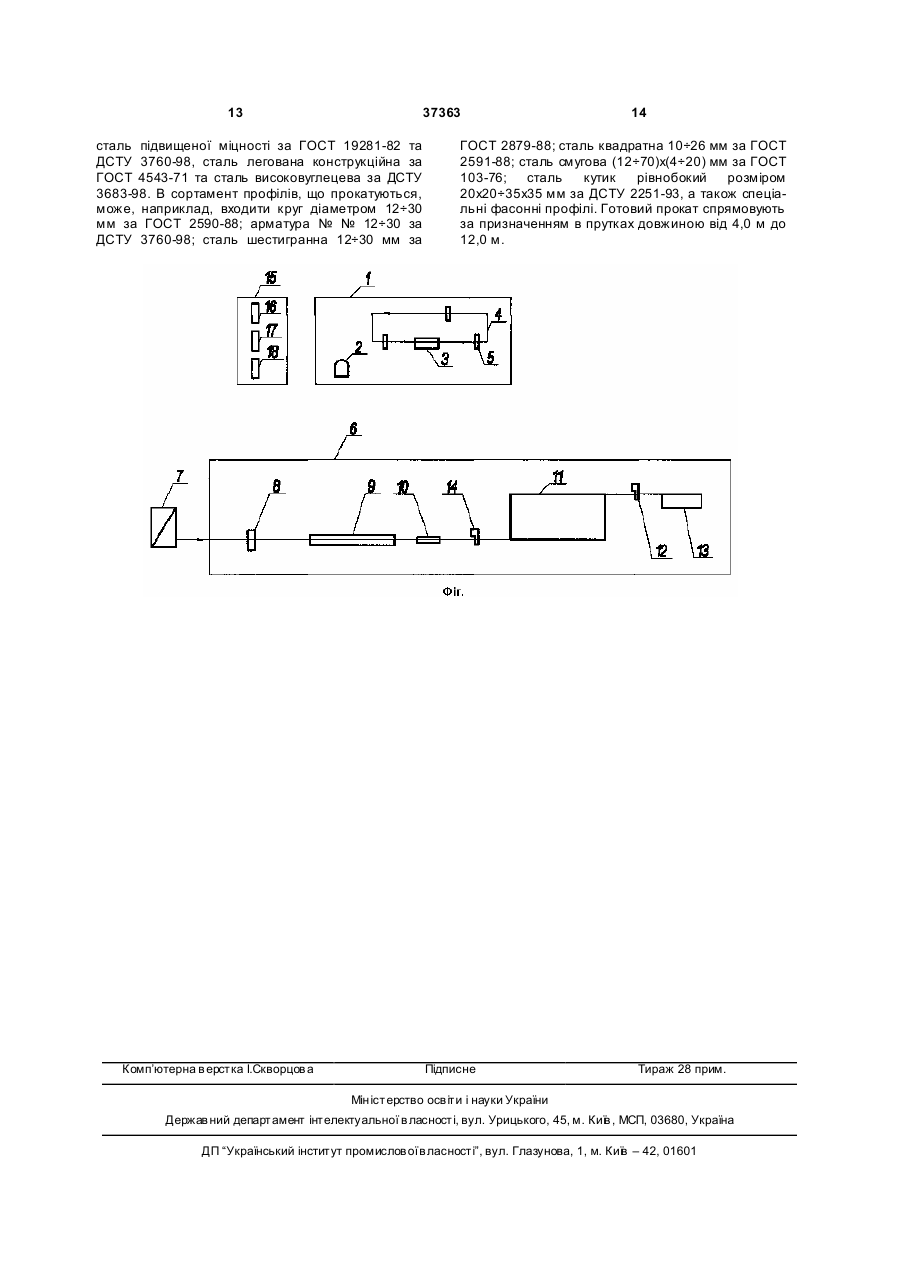
"ЕНЕРГОСТАЛЬ", U A 1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку і прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під регульованим тиском, яка оснащена механізмом потокової подачі касеткристалізаторів для лиття заготовок, піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі або індукційної печі, або електричної печі опору, прокатна ділянка виконана у вигляді напівбезперервного прокатного стана, що складається щонайменше з однієї обтискної реверсивної кліті дуо або нереверсивної кліті тріо та безперервної групи клітей, при цьому безперервна група клітей складається з клітей із горизонтальним і вертикальним розташуванням валків, які чергуються, а за безперервною групою клітей послідовно встановлені установка прискореного охолодження прокату, холодильник, ножиці для порізки прокату на мірні довжини та пристрій для формування пачок готової продукції. 2. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що при обсязі виробництва 10-15 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю, переважно, 6,0 т, в агрегаті розливання сталі в заготовки касети-кристалізатори пристосовані для лиття квадратних заготовок перерізом, переважно, 65х65 м і довжиною, переважно, 4,5 м, піч для нагрівання 2 (19) 1 3 37363 4 у вигляді газополуменевої печі, прокатний стан містить обтискну реверсивну кліть дуо 550 або нереверсивну кліть тріо 550, безперервна група клітей утворена чорновою групою клітей з чотирьох клітей дуо 400 і чистовою групою клітей, що складається, переважно, з шести клітей дуо 250, а за установкою прискореного охолодження прокату встановлені летючі ножиці для порізки розкатів на довжину холодильника. 6. Ливарно-прокатний комплекс за п. 1, який відрізняється тим, що комплекс обладнаний газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу перед його введенням в шихту дугової електросталеплавильної печі. Об'єкт, що заявляється, відноситься до металургії, а саме до об'єднаних ливарних і прокатних комплексів металургійних заводів та може бути використаний при виробництві дрібносортних простих та фасонних гарячекатаних профілів широкого розмірного та марочного сортаменту на металургійному міні-заводі. Найбільш близьким за сукупністю ознак до об'єкту, що заявляється, є обраний як прототип ливарно-прокатний комплекс металургійного мінізаводу, що включає ливарну ділянку з агрегатом виплавки сталі, агрегатом позапічної обробки сталі та агрегатом розливання сталі на машині безперервного лиття заготовок, піч для нагрівання литих заготовок під прокатку, агрегат розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку, агрегат гідрозмиву окалини і прокатну ділянку, що складається із чорнового та чистового прокатного комплексу, агрегат охолодження та виправлення готового прокату. При цьому агрегат виплавки сталі виконаний у вигляді технологічно зв'язаних між собою, щонайменше, однієї індукційної печі та однієї електродугової печі, а агрегат розливання сталі на машині безперервного лиття заготовок виконаний з можливістю одночасно здійснювати безперервне лиття заготовок рівновеликих перерізів квадратного та/або круглого профілю. Піч для нагрівання литих заготовок під прокатку виконана у ви гляді двомодульного агрегату з індукційною та газополуменевою піччю. Прокатний комплекс містить технологічно зв'язані між собою чорнові кліті стана попередньої деформації, стана з універсальними клітями, стана поперечно-гвинтової прокатки та дротового стана. [Заявка RU № 2005129317 від 22.09.05, опубл. 27.03.07]. В об'єкті, що заявляється, і прототипі збігаються такі суттєві ознаки. Обидва ливарно-прокатні комплекси містять ливарну ділянку, яка складається з агрегату виплавки сталі і агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку та прокатну ділянку. Аналіз технічних властивостей прототипу, обумовлених його ознаками, показує, що одержанню очікуваного технічного результату при використанні прототипу перешкоджають такі причини. Виконання агрегату виплавки у вигляді технологічно зв'язанихміж собою, щонайменше, однієї індукційної печі та однієї електродугової печі, виконання агрегату розливання сталі на машині безперервного лиття заготовок з можливістю одночасного здійснення безперервного лиття за готовок рівновеликих перерізів квадратного та/або круглого профілю, виконання агрегату нагрівання під прокатку двомодульним з індукційною та газополуменевою піччю, виконання прокатного комплексу з технологічно зв'язаними між собою чорновими клітями стана попередньої деформації, стана з універсальними клітями, стана поперечногвинтової прокатки та дротового стана ускладнює в цілому конструкцію ливарно-прокатного комплексу міні-заводу. З урахуванням значної різниці між швидкістю розливання сталі та швидкістю прокатки, стикування машини безперервного лиття заготовок і прокатного стана здійснюється з використанням обтискної планетарної кліті. Такі агрегати доцільно використовува ти тільки при виробництві однорідної продукції великими партіями, в основному, арматури, круглої або квадратної сталі, і не ефективно використовувати при виробництві фасонних профілів малотоннажними партіями через часті простої прокатного стана при перевалках для зміни розмірного та марочного сортаменту профілів. Для станів, що прокатують фасонні профілі широкого розмірного та марочного сортаменту невеликими партіями, схема прямого сполучення машини безперервного лиття заготовок і прокатного стана практично не реалізується через технічні складнощі: формування фланцевих фасонних профілів ефективно здійснюється тільки з підкатів прямокутного перерізу, а на планетарних клітях одержують підкати тільки круглого перерізу. Крім того, машини безперервного лиття заготовок ефективні при виготовленні круглих заготовок відносно великого перерізу (діаметром більше 100 мм), а для ефективної роботи напівбезперервного прокатного стана при прокатці досить широкого сортаменту фланцевих фасонних профілів необхідна квадратна заготовка меншого перерізу (наприклад, квадрат 65÷85 мм). Для перетворення круглих заготовок великого перерізу у квадратні заготовки меншого перерізу необхідно збільшувати кількість клітей прокатного стана. В процесі роботи ливарнопрокатного комплексу за прототипом через велику кількість параметрів, що змінюються, неможливо забезпечить ефективне виробництво невеликими партіями фасонних профілів широкого розмірного та марочного сортаменту. В основу об'єкта, що заявляється, поставлена задача створити такий ливарно-прокатний комплекс металургійного міні-заводу, в якому удосконалення шляхом введення нових елементів дозволять при використанні об'єкта, що заявляється, 5 37363 забезпечити досягнення технічного результату, який полягає у спрощенні конструкції та підвищенні ефективності ливарно-прокатного комплексу міні-заводу при виробництві невеликими партіями простих та фасонних профілів широкого розмірного та марочного сортаменту. Поставлена задача вирішується за рахунок того, що ливарно-прокатний комплекс металургійного міні-заводу включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку і прокатну ділянку. Відмітною рисою об'єкта, що заявляється, є те, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під регульованим тиском, яка оснащена механізмом потокової подачі касеткристалізаторів для лиття заготовок. Піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі, або індукційної печі, або електричної печі опору. Прокатна ділянка виконана у вигляді напівбезперервного прокатного стана, що складається, щонайменше, з однієї обтискної реверсивної кліті дуо або нереверсивної кліті тріо та безперервної групи клітей. При цьому безперервна група клітей складається з клітей із горизонтальним і вертикальним розташуванням валків, що чергуються. За безперервною групою клітей послідовно встановлені установка прискореного охолодження прокату, холодильник, ножиці для порізки прокату на мірні довжини та пристрій для формування пачок готової продукції. В окремих випадках виконання об'єкт, що заявляється, характеризується такими відмітними від прототипу ознаками: - при обсязі виробництва 10÷15 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю, переважно, 6,0 т, в агрегаті розливання сталі в заготовки касетикристалізатори пристосовані для лиття квадратних заготовок з перерізом, переважно, 65х65 мм та довжиною, переважно, 4,5 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді індукційної печі, прокатний стан містить обтискну реверсивну кліть дуо 350 або нереверсивну кліть тріо 350, а безперервна група клітей складається, переважно, з шести клітей дуо 250; - при обсязі виробництва 25÷30 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю, переважно, 12,0 т, в агрегаті розливання сталі в заготовки касетикристалізатори пристосовані для лиття квадратних заготовок з перерізом, переважно, 85х85 мм та довжиною, переважно, 4,5 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді індукційної печі, прокатний стан містить обтискну реверсивну кліть дуо 450 або нереверсивну кліть тріо 450, безперервна група клітей складається, переважно, з шести клітей дуо 250, а за установкою прискореного охолодження прокату встановлені летючі ножиці для порізки розкатів на довжину холодильника; - при обсязі виробництва 50÷60 тис. т прокату на рік дугова електросталеплавильна піч виконана 6 з номінальною ємністю, переважно, 20,0÷25,0 т, в агрегаті розливання сталі в заготовки касетикристалізатори пристосовані для лиття квадратних заготовок перерізом, переважно, 100х100 мм та довжиною, переважно, 2,0 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі, прокатний стан містить обтискну реверсивну кліть дуо 550 або нереверсивну кліть тріо 550, безперервна група клітей утворена чорновою групою клітей з двох клітей дуо 400 і чистовою групою клітей, що складається, переважно, з шести клітей дуо 250, а за установкою прискореного охолодження прокату встановлені летючі ножиці для порізки розкатів на довжину холодильника; - при обсязі виробництва 100÷120 тис. т прокату на рік дугова електросталеплавильна піч виконана з номінальною ємністю переважно, 40,0÷50,0 т, в агрегаті розливання сталі в заготовки касетикристалізатори пристосовані для лиття квадратних заготовок перерізом, переважно, 120х120 мм та довжиною, переважно, 2,0 м, піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі, прокатний стан містить обтискну реверсивну кліть дуо 550 або нереверсивну кліть тріо 550, безперервна група клітей утворена чорновою групою клітей з чотирьох клітей дуо 400 і чистовою групою клітей, що складається, переважно, з шести клітей дуо 250, а за установкою прискореного охолодження прокату встановлені летючі ножиці для порізки розкатів на довжину холодильника; - ливарно-прокатний комплекс обладнаний газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу перед його введенням в шихту дугової електросталеплавильної печі. При використанні об'єкта, що заявляється, забезпечується досягнення технічного, результату, який полягає у спрощенні конструкції та підвищенні ефективності ливарно-прокатного комплексу міні-заводу при виробництві невеликими партіями простих та фасонних профілів широкого розмірного та марочного сортаменту. Між сукупністю суттєвих ознак об'єкта, що заявляється, та технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Виконання агрегату виплавки сталі у вигляді дугової електросталеплавильної печі, а агрегату розливання сталі в заготовки у вигляді установки для розливання сталі під регульованим тиском, яка оснащена механізмом потокової подачі касеткристалізаторів для лиття заготовок дозволяє конструктивно просто, використовуючи ши хту на основі металевого брухту, забезпечити виплавку марок сталей широкого сортаменту. Дуго ві електросталеплавильні печі постійного або перемінного струму можуть працювати з повним зливом металу, допускають його частковий злив, а також можуть працювати як міксер. За рахунок можливості використання електрохімічних реакцій на постійному струмі для видалення шкідливих домішок, поліпшення перемішування металу та стабільності пічного процесу поліпшується якість металу, що виплавляється. Низька ерозія графітизованих еле 7 37363 ктродів дозволяє виплавляти сталь з низьким вмістом вуглецю. Рівень навуглецьовування не перевищує 0,005 %. Виконання печі для нагрівання литих заготовок під прокатку у вигляді газополуменевої печі, або індукційної печі, або електричної печі опору, а прокатної ділянки у вигляді напівбезперервного прокатного стана, який складається, щонайменше, з однієї обтискної реверсивної кліті дуо або нереверсивної кліті тріо і безперервної групи клітей, та виконання при цьому безперервної групи клітей з клітей із горизонтальним і вертикальним розташуванням валків, що чергуються, розташування за безперервною групою клітей послідовно встановлених установки прискореного охолодження прокату, холодильника, ножиців для порізки прокату на мірні довжини та пристрою для формування пачок готової продукції дозволяє конструктивно просто при використанні мінімальної кількості прокатних клітей забезпечити високоефективне виробництво з квадратної заготовки невеликими партіями, простих та фасонних профілів широкого розмірного та марочного сортаменту. Констр уктивно просто забезпечується високоефективне виробництво 10÷120 тис. т готового прокату на рік широкого сортаменту (круг, квадрат, шестигранник, штаба, кутик та спеціальні фасонні профілі) високої якості з таких марок сталі, як, наприклад, сталь вуглецева звичайної якості, сталь вуглецева якісна конструкційна, сталь підвищеної міцності, сталь легована конструкційна або сталь високовуглецева. Обладнання ливарно-прокатного комплексу металургійного міні-заводу газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу перед його введенням в шихту дугової електросталеплавильної печі, поліпшуючи екологічну обстановку, сприяє подальшому підвищенню ефективності роботи ливарно-прокатного комплексу шляхом використання уловленого в рукавних фільтрах пилу в шихті для дугової електросталеплавильної печі. Оптимальні значення номінальної ємності електросталеплавильної печі, перерізів та довжин литих квадратних заготовок залежно від річного обсягу виробництва прокату визначені дослідним шляхом за результатами моделювання. Суть об'єкта, що заявляється, пояснюється графічним матеріалом, на якому зображена блоксхема ливарно-прокатного комплексу металургійного міні-заводу. На графічних матеріалах проставлені такі позначення: 1 - ливарна ділянка; 2 - дугова електросталеплавильна піч; 3 - установка для розливання сталі під регульованим тиском; 4 - механізм потокової подачі касеткристалізаторів; 5 - касета-кристалізатор; 6 - прокатна ділянка; 7 - піч для нагрівання литих заготовок під прокатку; 8 - обтискна кліть; 8 9 - безперервна група клітей; 10 - установка прискореного охолодження прокату; 11 - холодильник; 12 - ножиці для порізки прокату на мірні довжини; 13 - пристрій для формування пачок готової продукції; 14 - летючі ножиці; 15 - газоочисна споруда; 16 - рукавні фільтри; 17 - збірний бункер для пилу; 18 - пристрій для згрудкування пилу. В конкретному прикладі виконання ливарнопрокатний комплекс металургійного міні-заводу, що заявляється, містить ливарну ділянку 1, що включає агрегат виплавки сталі, який виконаний у вигляді дугової електросталеплавильної печі 2. Агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під регульованим тиском 3. Ця установка оснащена механізмом потокової подачі касет-кристалізаторів 4 для лиття заготовок. Зазначений механізм забезпечує послідовну подачу в установку для розливання сталі під регульованим тиском 3 касеткристалізаторів 5. Перед прокатною ділянкою 6 установлена піч для нагрівання литих заготовок під прокатку 7. Прокатна ділянка 6 виконана у вигляді напівбезперервного прокатного стана, який складається з обтискної кліті 8 та безперервної групи клітей 9. При цьому безперервна група клітей 9 складається з клітей із горизонтальним і вертикальним розташуванням валків, що чергуються. За безперервною групою клітей 9 послідовно встановлені: установка прискореного охолодження прокату 10, холодильник 11, ножиці для порізки прокату на мірні довжини 12 та пристрій для формування пачок готової продукції 13. В ряді випадків між установкою прискореного охолодження прокату 10 і холодильником 11 можуть бути встановлені летючі ножиці 14. Ливарно-прокатний комплекс обладнаний газоочисною спорудою 15, що містить рукавні фільтри 16, збірний бункер для пилу 17 та пристрій для згрудкування пилу 18 перед його введенням в шихту дугової електросталеплавильної печі 2. При обсязі виробництва 10÷15 тис. т прокату на рік дугова електросталеплавильна піч 2 виконана з номінальною ємністю, переважно, 6,0 т. В установці для розливання сталі під регульованим тиском 3 касети-кристалізатори 5 пристосовані для лиття квадратних заготовок з перерізом, переважно, 65х65 мм та довжиною, переважно, 4,5 м. Піч для нагрівання литих заготовок під прокатку 7 виконана у вигляді індукційної печі. Прокатний стан містить обтискну реверсивну кліть дуо 350 або нереверсивну кліть тріо 350, а безперервна група клітей 9 складається, переважно, з шести клітей дуо 250. При обсязі виробництва 25÷30 тис. т прокату на рік дугова електросталеплавильна піч 2 виконана з номінальною ємністю, переважно, 12,0 т. В установці для розливання сталі під регульованим тиском 3 касети-кристалізатори 5 пристосовані для лиття квадратних заготовок з перерізом, переваж 9 37363 но, 85х85 мм та довжиною, переважно, 4,5 м. Піч для нагрівання литих заготовок під прокатку 7 виконана у вигляді індукційної печі. Прокатний стан містить обтискну реверсивну кліть дуо 450 або нереверсивну кліть тріо 450. Безперервна група клітей 9 складається, переважно, з шести клітей дуо 250. За установкою прискореного охолодження прокату 10 установлені летючі ножиці 14 для порізки розкатів на довжину холодильника 11. При обсязі виробництва 50÷60 тис. т прокату на рік дугова електросталеплавильна піч 2 виконана з номінальною ємністю переважно, 20,0÷25,0 т, В установці для розливання сталі під регульованим тиском 3 касети-кристалізатори 5 пристосовані для лиття квадратних заготовок з перерізом, переважно, 100х100 мм та довжиною, переважно, 2,0 м. Піч для нагрівання литих заготовок під прокатку 7 виконана у вигляді газової нагрівальної печі. Прокатний стан містить обтискну реверсивну кліть дуо 550 або нереверсивну кліть тріо 550. Безперервна група клітей 9 утворена чорновою групою клітей з двох клітей дуо 400 і чистовою групою клітей, яка складається, переважно, з шести клітей дуо 250. За установкою прискореного охолодження прокату 10 установлені летючі ножиці 14 для порізки розкатів на довжину холодильника 11. При обсязі виробництва 100÷120 тис. т прокату на рік дугова електросталеплавильна піч 2 виконана з номінальною ємністю переважно, 40,0÷50,0 т. В установці для розливання сталі під регульованим тиском 3 касети-кристалізатори 5 пристосовані для лиття квадратних заготовок з перерізом, переважно, 120х120 мм і довжиною, переважно, 2,0 м. Піч для нагрівання литих заготовок під прокатку 7 виконана у вигляді газової нагрівальної печі. Прокатний стан містить обтискну реверсивну кліть дуо 550 або нереверсивну кліть тріо 550. Безперервна група клітей 9 утворена чорновою групою клітей з чотирьох клітей дуо 400 і чистовою групою клітей, що складається, переважно, з шести клітей дуо 250. За установкою прискореного охолодження прокату 10 установлені летючі ножиці 14 для порізки розкатів на довжину холодильника. Ливарно-прокатний комплекс металургійного міні-заводу з обсягом виробництва, наприклад, 10÷15 тис. т сортового прокату на рік працює так. Заготовки для прокатки відливають на ливарній ділянці 1 де розташовані основні агрегати: дугова електросталеплавильна піч 2 з номінальною ємністю, переважно, 6,0 т при максимальній температурі розплаву 1650°С, яка працює на постійному струмі, та установка для розливання сталі під регульованим тиском 3. Транспортування металобрухту до дугової електросталеплавильної печі 2 здійснюється в завалочному цебрі за допомогою самохідного візка. Об'єм завалочного цебра 10,0 м 3. Маса металобрухту на одну плавку - 6,3 т. Насипна щільність металобрухту не менше 0,8 т/м 3. Загальне забруднення металобрухту не повинно перевищувати 1,5 %. Металевий брухт, який надходить на міні-завод, повністю піддається радіаційному контролю. Металобрухт повинен відповідати вимогам ДСТУ 4121-2002. Завантаження 10 металобрухту у завалочні цебра здійснюються з забезпеченням чергування в певному порядку шарів різних видів металобрухту та інших ши хтових матеріалів. В процесі роботи дугової електросталеплавильної печі 2 здійснюється розплавлювання металевої шихти, доведення сталі до заданого хімічного складу та забезпечення необхідного температурного режиму випуску сталі в сталерозливний ківш ємністю 6,0 т. Робота дугової електросталеплавильної печі 2 планується при використанні 100 % металобрухту. Передбачено технічну можливість роботи електросталеплавильної печі з використанням для завалки брикетів заліза прямого відновлення, згрудкованого пилу газоочистки, чавун у та скрапу, сепарованого зі шлаків. Розливання рідкого металу роблять на установці для розливання сталі під регульованим тиском 3 з нерухомою розпивочною камерою та механізмом потокової подачі касет-кристалізаторів 4. Сталерозливний ківш з рідкою сталлю за допомогою крана встановлюють у розливну камеру, яку накривають кришкою з вмонтованим в неї металопроводом, та герметизують. Далі до кришки камери підводять касету-кристалізатор 5 таким чином, щоб вісь каналу металопроводу та вісь каналу затворного пристрою касети-кристалізатора 5 збігалися. В камеру подають стиснене повітря, яке витісняє метал з ковша вгору по металопроводу та далі по каналу затворного пристрою в касетукристалізатор. Після заповнення металом всіх касет-кристалізаторів та додатків включають привод затворного пристрою, перекривають канал, за яким підводиться метал, скидають тиск повітря в камері та просувають вперед візок з касетоюкристалізатором. На її місце механізмом потокової подачі касет-кристалізаторів 4 встановлюють наступну касету-кристалізатор 5 зі своїм затворним пристроєм, і цикл повторюється до завершення розливання металу, який знаходиться в ковші. В одній касеті-кристалізаторі 5 одночасно відливають шість заготовок перерізом 65 х 65 мм довжиною 4500 мм. Загальна маса шести заготовок становить 900 кг. Металом з одного ковша заповнюють сім касет-кристалізаторів 5. Після цього з розпивочної камери установки для розливання сталі під регульованим тиском 3 знімають кришку з металопроводом і встановлюють її в піч попереднього нагрівання. Сталерозливний ківш піднімають та зливають залишок металу. Далі ківш направляють на огляд та підготовку до наступної плавки. Візок з касетами-кристалізаторами 5 спрямовують за межі ділянки розливання сталі для остигання під навісом. Після остигання до температури, прийнятної для розбирання, касетикристалізатори передають на ділянку їхнього розбирання та зборки. З нижньої частини касети за допомогою спеціального пристрою піднімають відлиті заготовки та укладають на стелаж для видалення літників та порізки на мірні довжини. Порізку заготовок та видалення літників роблять газовими різаками. Цикл завершується повною підготовкою касет-кристалізаторів до розливання сталі. Мірні 11 37363 заготовки передають на прокатну ділянку 6 для прокатки на сортовий прокат. В основу технічних і проектних рішень по прокатному виробництву покладені вимоги одержання з відлитих квадратних заготовок 65х65 мм сортового прокату заданого сортаменту при мінімальних витратах. При цьому конструкція стана повинна бути простою з мінімальною металоємністю та вартістю устатк ування. Прокатне виробництво представлене прокатним комплексом 6 з одним дрібносортним станом 250 напівбезперервного типу. Стан працює з використанням "холодного" посаду заготовок. В якості заготовок для прокатного стана використовуються литі заготовки перерізом 65х65 мм та довжиною від 1000 до 1450 мм, залежно від розміру профілю, що прокатується, або замовленої довжини готових профілів. Піч для нагрівання литих заготовок під прокатку 7 виконана у вигляді індукційної печі. Прокатний стан 250 розташований в одну лінію та складається з однієї обтискної кліті 8 і безперервної групи клітей 9. Обтискна нереверсивна кліть тріо має діаметр валків 350 мм та довжину бочки 1000 мм. Валки кліті обертаються з частотою 100 об/хв. Привід валків від асинхронного електродвигуна потужністю 300 кВт через редуктор. Частота обертання валків в процесі прокатки не регулюється. Безперервна група клітей складається, переважно, з шести клітей дуо 250. Всі кліті безперервної групи є клітями дуо з чергуванням горизонтальних і вертикальних валків. Діаметр валків всіх клітей безперервної групи складає 250 мм. Привід клітей регульований, частота обертання валків задається автоматичною системою регулювання. Литі заготовки 65х65 мм нагрівають в печі до температури 1180÷1250°С залежно від марки сталі. Після видачі з печі нагріті заготовки надходять по рольгангу до обтискної кліті 8 тріо 350. В кліті тріо при виробництві простих профілів (круглої, квадратної та арматурної сталі або штаби) відлиті заготовки перерізом 65х65 мм прокатують за 3÷7 проходи до квадратного перерізу від 47х47 мм до 25х25 мм. Прокатку здійснюють в системах ящикових калібрів та калібрів "шестигранник-квадрат". Передача розкатів на верхній рівень кліті тріо здійснюється за допомогою піднімального стола. Передача розкатів від калібру до калібру вздовж бочки кліті та їхнє кантування з переднього боку кліті здійснюється арматурами. При виробництві кутової сталі та спеціальних фасонних профілів в кліті тріо розташовують фасонні розрізні калібри. Після прокатки в обтискній кліті 8 розкат по рольгангу задають у безперервну групу клітей 9, що складається з шести клітей з горизонтальним і вертикальним розташуванням валків, що чергуються. Прокатку в клітях чистової групи здійснюють в безперервному режимі без петлі та натягу розкатів між клітями. Прокатку здійснюють без кантування розкатів у системах калібрів "шестигранник - квадрат", "овал - коло", або фасонних калібрах. Максимальна швидкість прокатки по чистовій кліті обмежена 4 м/с, що досить для забезпечення заданої продуктивності та забезпечує значне зменшення потужності приводів клітей. 12 Після виходу з чистової кліті розкати охолоджують на установці прискореного охолодження прокату 10 для підвищення механічних властивостей прокату та поліпшення умов транспортування розкатів малих перерізів до холодильника. Далі розкати транспортують на рейковий холодильник 11. Для підвищення пропускної здатності холодильника 11 профілі малого перерізу можна укладати по дві штаби в кожний осередок. В ряді випадків, при прокатці квадратних заготовок з перерізом більшим ніж 65х65 мм, за установкою прискореного охолодження прокату 10 встановлюють летючі ножиці 14 для порізки розкатів на довжину холодильника 11. Після охолодження в холодильнику 11 прокат ріжуть на ножицях для порізки прокату на мірні довжини 12 і направляють у пристрій для формування пачок готової продукції 13. Кожну пачку готової продукції обв'язують ручними обв'язувальними машинками. Готовий пакет зважують крановими вагами, на пакет навішують бирку та транспортують його краном на склад готової продукції. На ливарно-прокатному комплексі металургійного міні-заводу, що заявляється, передбачена газоочисна споруда 15 з рукавними фільтрами 16. Запропонована газоочистка призначена для очищення: - технологічних і неорганізованих викидів від дугової електросталеплавильної печі; - газоповітряної суміші, що відсмоктується від установок сушіння та розігрівання сталерозливних ковшів; - пилегазоповітряної суміші, що відсмоктується від установки для розливання сталі під регульованим тиском; - пилоповітряної суміші, що відсмоктується від стенда ламання футеровки сталерозливних ковшів; - аспіраційних викидів системи транспортування матеріалів. Крім того, в шихтовому прольоті передбачена газоочистка для очищення запиленого повітря на ділянках підготовки сипких матеріалів. Пил, вловлений рукавним фільтром 16, за допомогою системи конвеєрів направляють в збірний бункер для пилу 17, згрудковується в пристрої для згрудкування пилу 18 і потім вивозять в електросталеплавильний цех для використання в якості додаткового матеріалу в ши хту дугової електросталеплавильної печі 2. Залізовмісні відходи виробництва (окалина, пил газоочисток і аспіраційних установок) грудкують та вводять в шихту для виплавки сталі. Також як добавка в шихту для виплавки сталі використовується скрап, витягнутий зі шлаків, відходи литої заготовки та ківшевий скрап. Щебінь і пісок після переробки та сепарації шлаків відвантажується споживачам. Таким чином, проста конструкція ливарнопрокатного комплексу металургійного міні-заводу, що заявляється, забезпечує високоефективне виробництво 10÷120 тис. т. готового прокату на рік широкого сортаменту і високої якості з таких марок сталі як, наприклад: сталь вуглецева звичайної якості за ДСТУ 2651-94, сталь вуглецева якісна конструкційна за ГОСТ 1050-88 та ДСТУ 3683-98, 13 37363 сталь підвищеної міцності за ГОСТ 19281-82 та ДСТУ 3760-98, сталь легована конструкційна за ГОСТ 4543-71 та сталь високовуглецева за ДСТУ 3683-98. В сортамент профілів, що прокатуються, може, наприклад, входити круг діаметром 12÷30 мм за ГОСТ 2590-88; арматура № № 12÷30 за ДСТУ 3760-98; сталь шестигранна 12÷30 мм за Комп’ютерна в ерстка І.Скворцов а 14 ГОСТ 2879-88; сталь квадратна 10÷26 мм за ГОСТ 2591-88; сталь смугова (12÷70)х(4÷20) мм за ГОСТ 103-76; сталь кутик рівнобокий розміром 20х20÷35х35 мм за ДСТУ 2251-93, а також спеціальні фасонні профілі. Готовий прокат спрямовують за призначенням в прутках довжиною від 4,0 м до 12,0 м. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting-rolling complex of metallurgical mini-plant
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Rudiuk Oleksii Serhiiovych, Medvedev Viktor Stepanovych, Kriukov Yurii Borysovych
Назва патенту російськоюЛитейно-прокатный комплекс металлургического мини-завода
Автори російськоюСталинский Дмитрий Витальевич, Рудюк Алексей Сергеевич, Медведев Виктор Степанович, Крюков Юрий Борисович
МПК / Мітки
МПК: B21B 1/46
Мітки: металургійного, комплекс, ливарно-прокатний, міні-заводу
Код посилання
<a href="https://ua.patents.su/7-37363-livarno-prokatnijj-kompleks-metalurgijjnogo-mini-zavodu.html" target="_blank" rel="follow" title="База патентів України">Ливарно-прокатний комплекс металургійного міні-заводу</a>
Спосіб і ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої заготовки
Номер патенту: 79621
Опубліковано: 10.07.2007
Автори: Флеммінг Гюнтер, Штройбель Ханс, Швелленбах Йоахім
МПК: B21B 13/22, B21B 1/46
Мітки: металевої, агрегат, прокатки, неперервнолитої, напівнескінченної, спосіб, заготовки, ливарно-прокатний, нескінченної
Формула / Реферат:
1. Спосіб напівнескінченної або нескінченної прокатки неперервнолитої металевої, зокрема стальної заготовки (1а), яку після твердіння розрізають упоперек і мірні довжини (20) заготовки направляють у піч (2) з роликовим подом для нагрівання до температури прокатки і вирівнювання температури в заготовці і мірні довжини (20) заготовки з температуроюпрокатки вводять в лінію прокатного стана (3) для прокатки, причому між закінченням прокатки...
Ливарно-прокатний агрегат
Номер патенту: 72257
Опубліковано: 15.02.2005
Автори: Білобров Юрій Миколайович, Остапенко Арнольд Леонтійович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Каушанський Ігор Борисович
МПК: B22D 11/12, B21B 1/46
Мітки: агрегат, ливарно-прокатний
Формула / Реферат:
Ливарно-прокатний агрегат, до складу якого входять дві паралельно розташовані технологічні лінії одержання слябів, кожна з яких складається із співвісно встановлених машини безупинного лиття слябів, підігрівальної печі, поворотної термостатуючої печі з віссю повороту, розміщеною з боку, протилежного вікну завантаження, і встановлена поміж технологічними лініями одержання слябів технологічна лінія передачі і нагромадження слябів з поворотною...
Універсальний ливарно-прокатний стан

Номер патенту: 50818
Опубліковано: 15.11.2002
Автори: Шрамко Микола Карпович, Мірошніченко Сергій Павлович, Работніков Петро Олександрович, Шестопалов Олександр Васильович, Фаренбрух Альберт Володимирович, Донченко Анатолій Григорович, Ткаченко Олександр Павлович, Рудь Володимир Павлович, Хейфец Григорій Рувимович
Мітки: ливарно-прокатний, стан, універсальний
Формула / Реферат:
1. Універсальний ливарно-прокатний стан, який має ділянки відділення неперервного лиття заготовок, яке містить печі неперервного плавлення металу, міксери неперервного плавлення металу, машину неперервного лиття заготовок з кристалізатором, кліть обтискну, ножиці летючі, рольганги стана і транспортні рольганги, також ділянки стана гарячої прокатки, який містить піч для нагріву зливків, реверсивну кліть ДУО, рольганги стана та завантажувальні...
Ливарно-прокатний модуль
Номер патенту: 41954
Опубліковано: 15.10.2001
Автори: Стеч Володимир Станіславович, Бейгельзімер Емануіл Юхимович, Дюдкін Дмитро Олександрович, Белобров Юрій Миколайович, Остапенко Арнольд Леонтійович, Деркач Дмитро Олександрович
МПК: B22D 11/128, B21B 1/46, B22D 11/14
Мітки: модуль, ливарно-прокатний
Формула / Реферат:
1.Литейно-прокатный модуль, включающий несколько паралельно расположенных технологических линий получения слябов (ТЛПС), каждая из которых состоит из соосно расположенных машины непрерывного литья слябов, подогревательной печи, подвижной термостатирующей печи, выполненной с возможностью поворота, и прокатный стан, соосно расположенный с одной из ТЛПС, отличающийся тем, что между технологическими линиями получения слябов и параллельно им...
Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, виконаної у перерізі як тонкий сляб і вертикально відлитої з певною швидкістю розливу, та ливарно-прокатний агрегат для здійснення
Номер патенту: 84128
Опубліковано: 25.09.2008
Автори: Колаковскі Манфред, Хеннінг Вольфганг, Ріттнер Карл, Альтунтоп Зіткі
МПК: B22D 11/12, B21B 1/46
Мітки: спосіб, певною, ливарно-прокатний, стальної, перерізі, сляб, вертикальної, агрегат, розливу, швидкістю, безперервної, виконано, тонкий, здійснення, відлитої, прокатки, металевої, заготовки, зокрема
Формула / Реферат:
1. Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, вертикально відлитої з певною швидкістю розливу та виконаної у перерізі як тонкий сляб, при якому заготовку при охолодженні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють в першу прокатну кліть для прокатки, який відрізняється тим, що після ділянки підтримки вертикально відлитої та затверділої заготовки, яка...
Попередній патент: Повітронагрівач доменної печі
Наступний патент: Спосіб комплексного лікування гнійно-запальних захворювань в хірургії
Випадковий патент: Спосіб компенсації взаємовпливу неоднорідних електричних мереж