Спосіб ремонту акустичної стільникової панелі
Номер патенту: 64980
Опубліковано: 15.09.2005
Автори: Муравченко Федір Михайлович, Ніколаєвський Станіслав Володимирович, Коваленко Максим Владиленович, Мурашкін Євгеній Іванович

Формула / Реферат
1. Залізничний візок, що містить надресорну балку, виконану у виді бруса коробчатого перетину, рівного опору вигину, на верхній горизонтальній поверхні якої виконаний підп'ятник зі зносостійким елементом і встановлені на площадках за допомогою рознімних з'єднань пружні чи пружно - каткові ковзуни постійного контакту, встановлену опорними поверхнями на ресорних комплектах, що включають у себе дворядні пружини підвищеної гнучкості нелінійної чи лінійної характеристики, дві з який установлені під фрикційними клинами зі зносостійкими неметалічними накладками на похилих поверхнях, вертикальними поверхнями взаємодіючих з відповідними поверхнями бічних рам за допомогою планок, що плавають, зі зносостійкого матеріалу, розміщених у центральних прорізах бічних рам, які спираються буксовими прорізами через V - образні багатошарові пружні елементи і, взаємодіючі з ними, адаптери на підшипники касетного типу колісних пар, що загальмовуються за допомогою гальмових колодок, установлених на башмаках, закріплених на триангелях, оснащених пристроєм паралельного відводу колодок, який відрізняється тим, що буксові прорізи бічних рам виконані у виді усіченої зверху багатогранної піраміди, основа якої залишається відкритим, а грані, розташовані під кутом до подовжньої осі бічної рами, виконані таким чином, що мають форму цілком відповідній формі V - образних багатошарових пружних елементів, що передають навантаження від рами через адаптер на буксовий вузол колісної пари.
2. Залізничний візок за п.1, який відрізняється тим, що V - образні багатошарові пружні елементи розташовані в буксовому прорізі бічної рами таким чином, що сприймають не тільки вертикальні навантаження, але і пружно пручаються кутовим переміщенням рами щодо осей колісних пар у площині рівнобіжної поверхні катання рейок.
3. Залізничний візок за п.1, який відрізняється тим, що конструкція буксового прорізу бічної рами у виді нерівностороннього багатогранника симетричного щодо подовжньої осі бічної рами візка й адаптера підшипникового вузла колісної пари, нижній фланець якого виконаний за формою нерівностороннього багатогранника і має на закінченнях прямокутні ділянки, що входять у відповідні гнізда на нижніх закінченнях буксових прорізів, виконані так, що пружне взаємне переміщення підшипникового вузла колісної пари в буксовому прорізі бічної рами візка в подовжньому і поперечному напрямках обмежується зазорами між гранями прорізу і фланця адаптера, а обмеження "перекосу" осі колісної пари стосовно бічної рами обмежується зазорами між прямолінійними закінченнями фланця адаптера і відповідними гніздами в буксових прорізах бічної рами.
4. Залізничний візок за п.1, який відрізняється тим, що між адаптером і верхньою полицею буксового прорізу бічної рами поміщений пружний елемент, який представляє собою тіло заданої товщини, у плані відповідне верхньому обрису адаптера і виконує функції обмежника деформацій V-образних багатошарових пружних елементів, у нижній частині два подовжніх виступи, що має, розташовувані у вертикальних пазах адаптера і фіксуючі положення пружного елемента щодо подовжньої і поперечної осей буксового прорізу, а на верхній поверхні мається виступаючий стрижень циліндричної форми, що проходить через відповідне отвір у горизонтальній полиці буксового прорізу і служить для візуальної оцінки цілісності багатошарових пружних елементів.
Текст
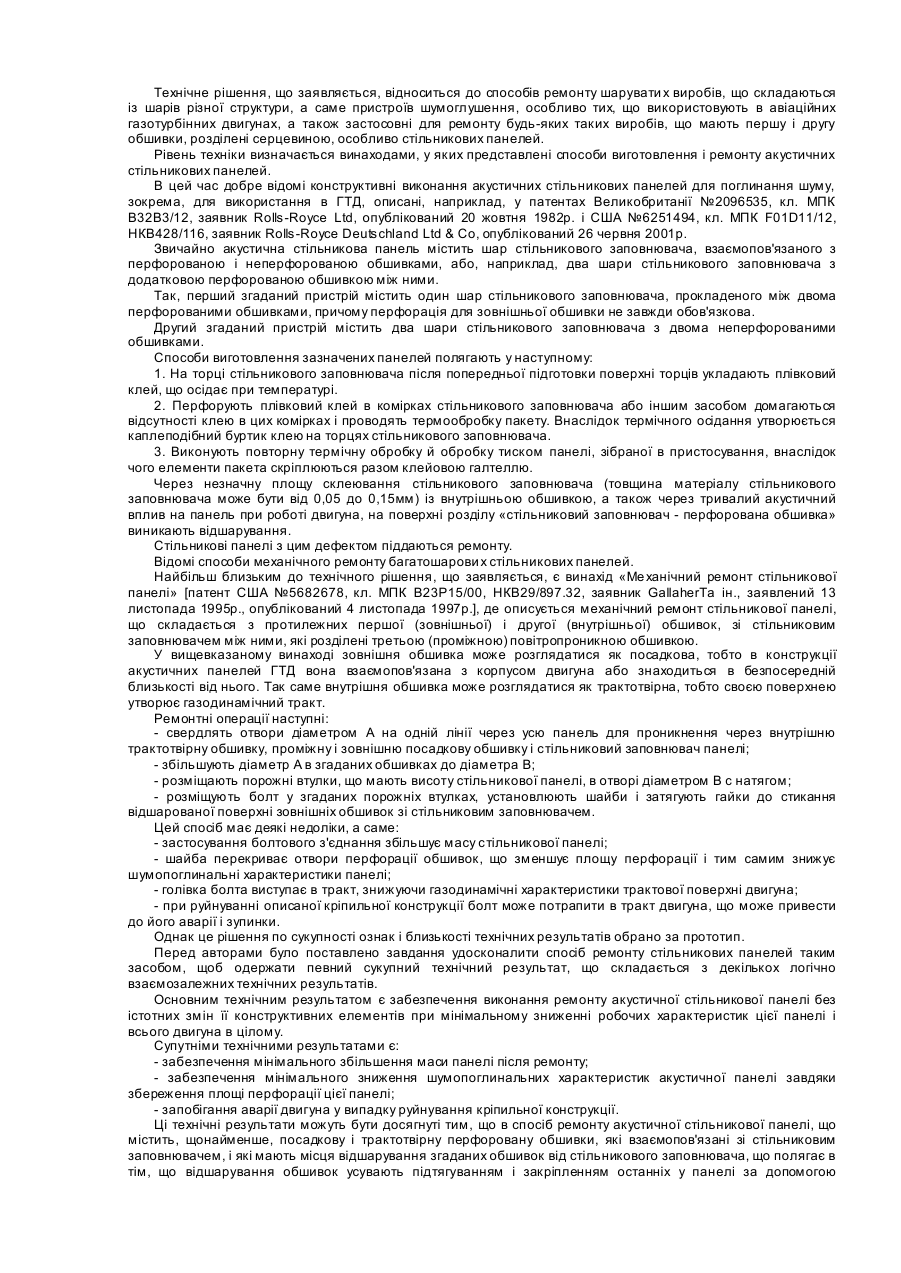
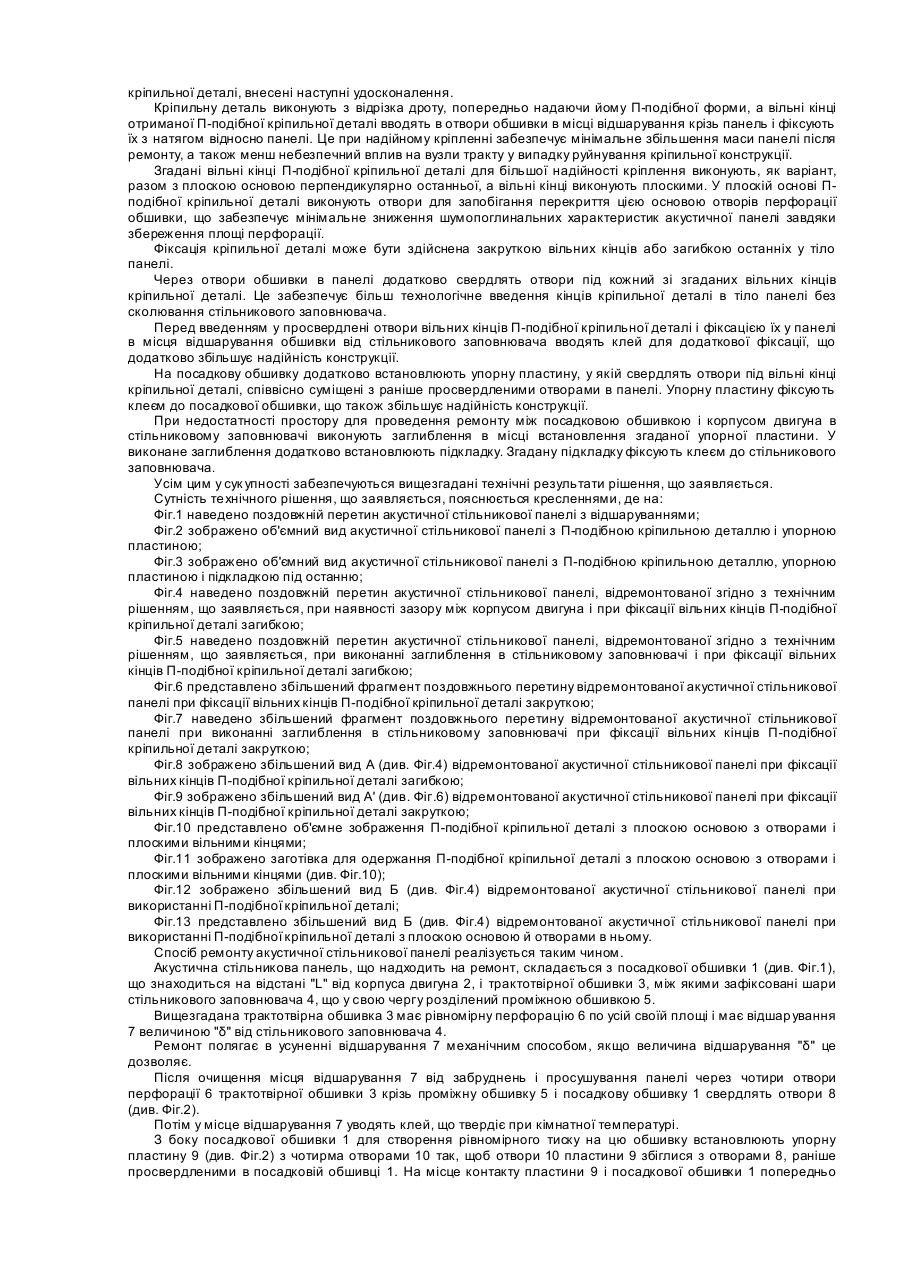
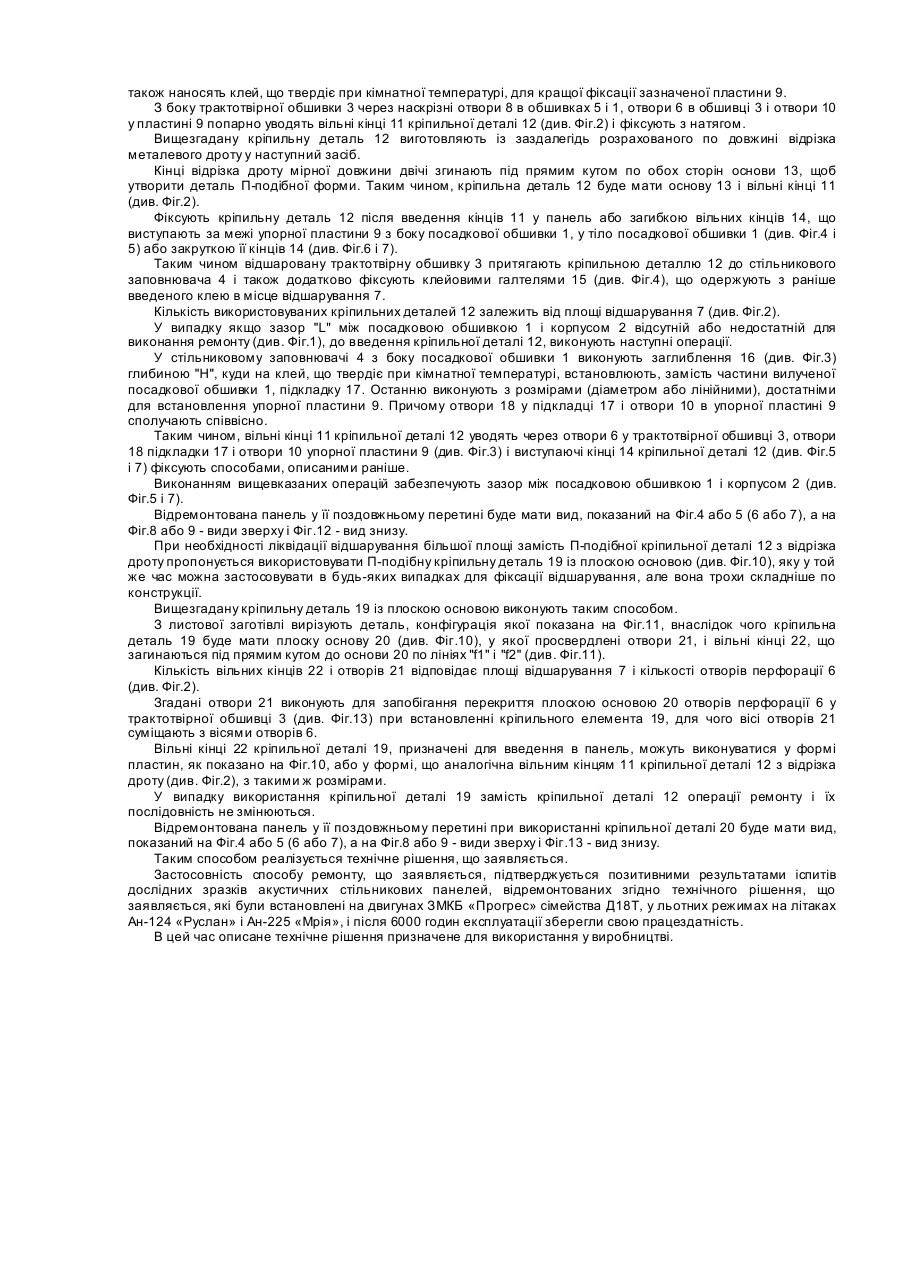
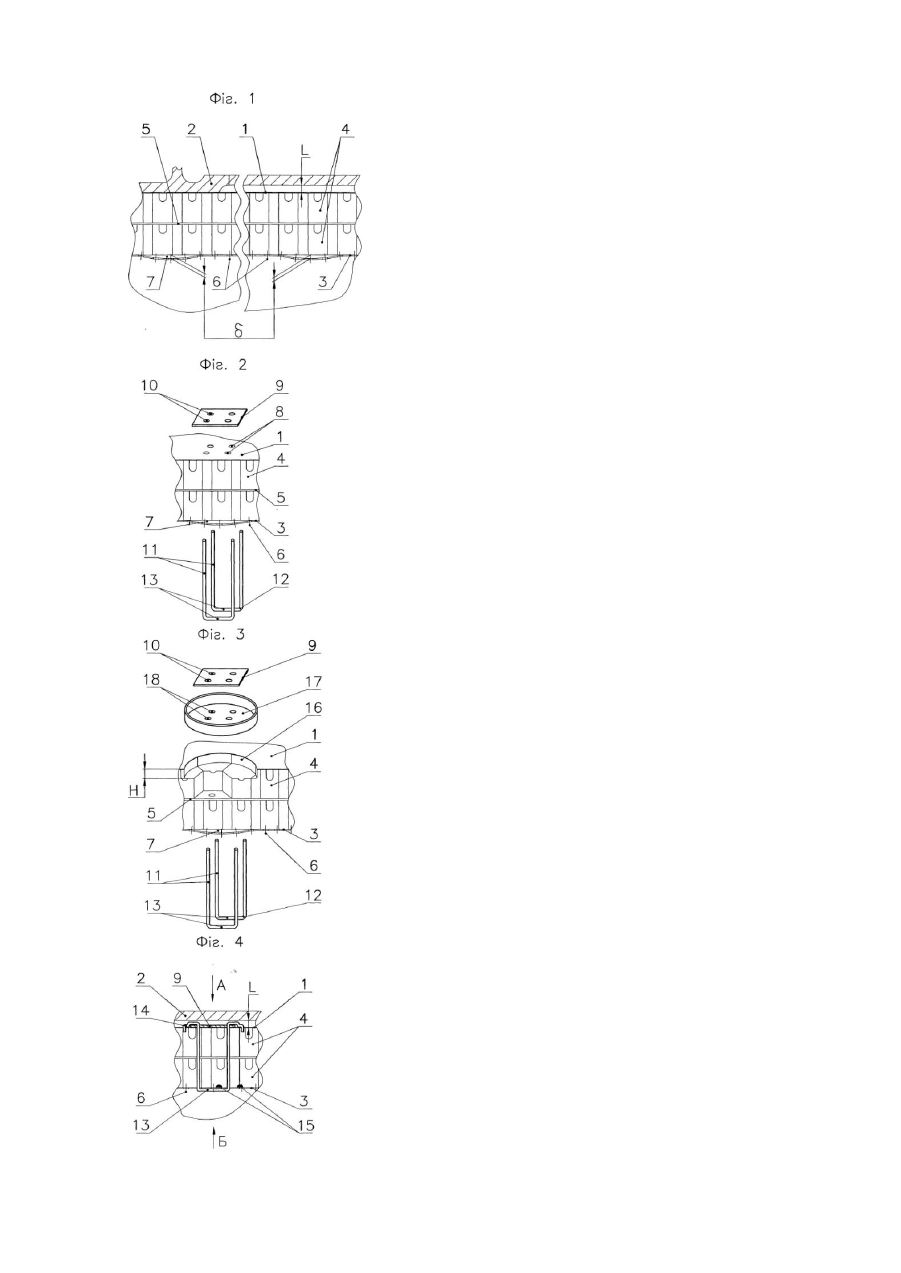
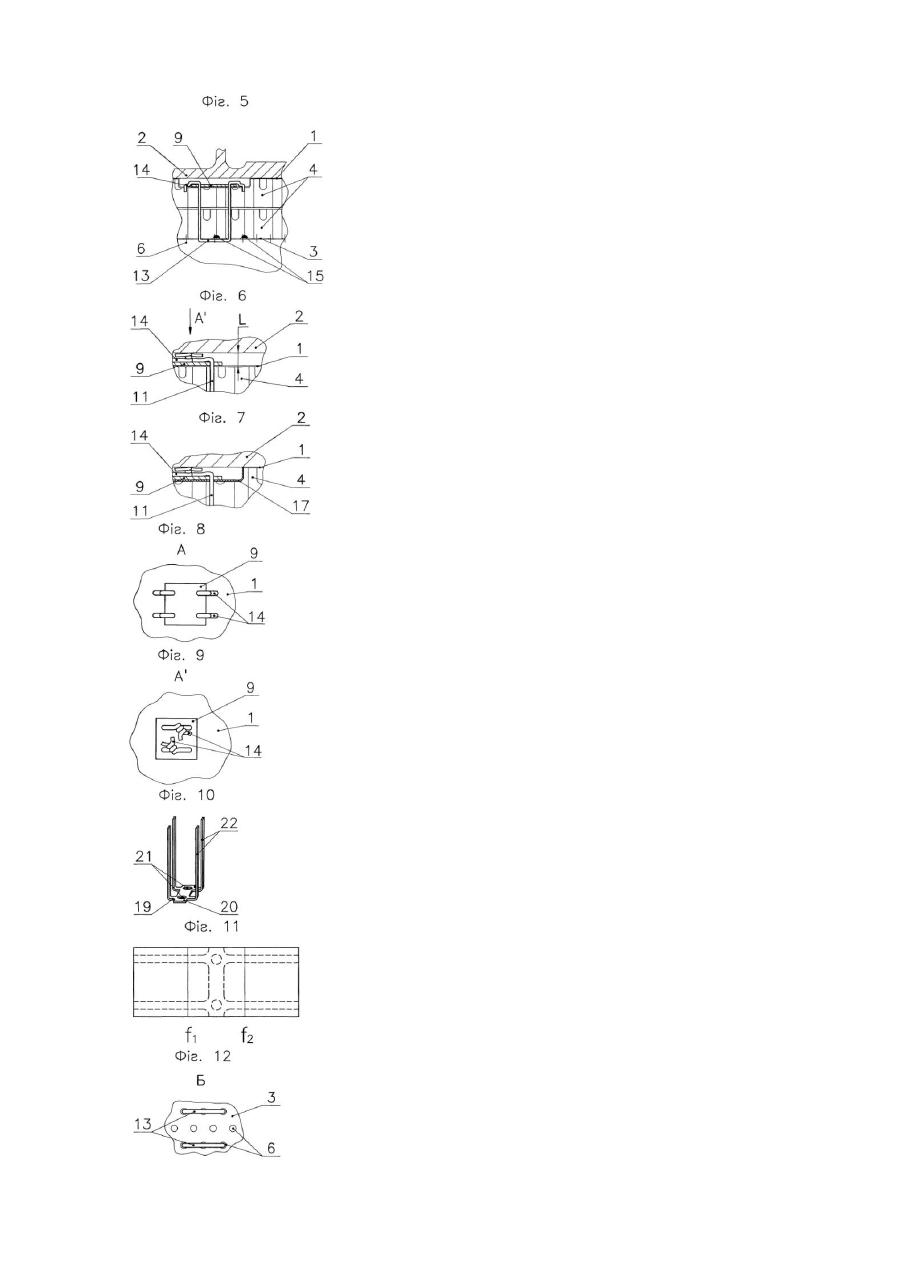
Технічне рішення, що заявляється, відноситься до способів ремонту шарувати х виробів, що складаються із шарів різної структури, а саме пристроїв шумоглушення, особливо тих, що використовують в авіаційних газотурбінних двигунах, а також застосовні для ремонту будь-яких таких виробів, що мають першу і другу обшивки, розділені серцевиною, особливо стільникових панелей. Рівень техніки визначається винаходами, у яких представлені способи виготовлення і ремонту акустичних стільникових панелей. В цей час добре відомі конструктивні виконання акустичних стільникових панелей для поглинання шуму, зокрема, для використання в ГТД, описані, наприклад, у патентах Великобританії №2096535, кл. МПК В32В3/12, заявник Rolls-Royce Ltd, опублікований 20 жовтня 1982р. і США №6251494, кл. МПК F01D11/12, НКВ428/116, заявник Rolls-Royce Deutschland Ltd & Co, опублікований 26 червня 2001p. Звичайно акустична стільникова панель містить шар стільникового заповнювача, взаємопов'язаного з перфорованою і неперфорованою обшивками, або, наприклад, два шари стільникового заповнювача з додатковою перфорованою обшивкою між ними. Так, перший згаданий пристрій містить один шар стільникового заповнювача, прокладеного між двома перфорованими обшивками, причому перфорація для зовнішньої обшивки не завжди обов'язкова. Другий згаданий пристрій містить два шари стільникового заповнювача з двома неперфорованими обшивками. Способи виготовлення зазначених панелей полягають у наступному: 1. На торці стільникового заповнювача після попередньої підготовки поверхні торців укладають плівковий клей, що осідає при температурі. 2. Перфорують плівковий клей в комірках стільникового заповнювача або іншим засобом домагаються відсутності клею в цих комірках і проводять термообробку пакету. Внаслідок термічного осідання утворюється каплеподібний буртик клею на торцях стільникового заповнювача. 3. Виконують повторну термічну обробку й обробку тиском панелі, зібраної в пристосування, внаслідок чого елементи пакета скріплюються разом клейовою галтеллю. Через незначну площу склеювання стільникового заповнювача (товщина матеріалу стільникового заповнювача може бути від 0,05 до 0,15мм) із внутрішньою обшивкою, а також через тривалий акустичний вплив на панель при роботі двигуна, на поверхні розділу «стільниковий заповнювач - перфорована обшивка» виникають відшарування. Стільникові панелі з цим дефектом піддаються ремонту. Відомі способи механічного ремонту багатошарови х стільникових панелей. Найбільш близьким до технічного рішення, що заявляється, є винахід «Ме ханічний ремонт стільникової панелі» [патент США №5682678, кл. МПК В23Р15/00, НКВ29/897.32, заявник GallaherTa ін., заявлений 13 листопада 1995p., опублікований 4 листопада 1997p.], де описується механічний ремонт стільникової панелі, що складається з протилежних першої (зовнішньої) і другої (внутрішньої) обшивок, зі стільниковим заповнювачем між ними, які розділені третьою (проміжною) повітропроникною обшивкою. У вищевказаному винаході зовнішня обшивка може розглядатися як посадкова, тобто в конструкції акустичних панелей ГТД вона взаємопов'язана з корпусом двигуна або знаходиться в безпосередній близькості від нього. Так саме внутрішня обшивка може розглядатися як трактотвірна, тобто своєю поверхнею утворює газодинамічний тракт. Ремонтні операції наступні: - свердлять отвори діаметром А на одній лінії через усю панель для проникнення через внутрішню трактотвірну обшивку, проміжну і зовнішню посадкову обшивку і стільниковий заповнювач панелі; - збільшують діаметр А в згаданих обшивках до діаметра В; - розміщають порожні втулки, що мають висоту стільникової панелі, в отворі діаметром В с натягом; - розміщують болт у згаданих порожніх втулках, установлюють шайби і затягують гайки до стикання відшарованої поверхні зовнішніх обшивок зі стільниковим заповнювачем. Цей спосіб має деякі недоліки, а саме: - застосування болтового з'єднання збільшує масу стільникової панелі; - шайба перекриває отвори перфорації обшивок, що зменшує площу перфорації і тим самим знижує шумопоглинальні характеристики панелі; - голівка болта виступає в тракт, знижуючи газодинамічні характеристики трактової поверхні двигуна; - при руйнуванні описаної кріпильної конструкції болт може потрапити в тракт двигуна, що може привести до його аварії і зупинки. Однак це рішення по сукупності ознак і близькості технічних результатів обрано за прототип. Перед авторами було поставлено завдання удосконалити спосіб ремонту стільникових панелей таким засобом, щоб одержати певний сукупний технічний результат, що складається з декількох логічно взаємозалежних технічних результатів. Основним технічним результатом є забезпечення виконання ремонту акустичної стільникової панелі без істотних змін її конструктивних елементів при мінімальному зниженні робочих характеристик цієї панелі і всього двигуна в цілому. Супутніми технічними результатами є: - забезпечення мінімального збільшення маси панелі після ремонту; - забезпечення мінімального зниження шумопоглинальних характеристик акустичної панелі завдяки збереження площі перфорації цієї панелі; - запобігання аварії двигуна у випадку руйнування кріпильної конструкції. Ці технічні результати можуть бути досягнуті тим, що в спосіб ремонту акустичної стільникової панелі, що містить, щонайменше, посадкову і трактотвірну перфоровану обшивки, які взаємопов'язані зі стільниковим заповнювачем, і які мають місця відшарування згаданих обшивок від стільникового заповнювача, що полягає в тім, що відшарування обшивок усувають підтягуванням і закріпленням останніх у панелі за допомогою кріпильної деталі, внесені наступні удосконалення. Кріпильну деталь виконують з відрізка дроту, попередньо надаючи йому П-подібної форми, а вільні кінці отриманої П-подібної кріпильної деталі вводять в отвори обшивки в місці відшарування крізь панель і фіксують їх з натягом відносно панелі. Це при надійному кріпленні забезпечує мінімальне збільшення маси панелі після ремонту, а також менш небезпечний вплив на вузли тракту у випадку руйнування кріпильної конструкції. Згадані вільні кінці П-подібної кріпильної деталі для більшої надійності кріплення виконують, як варіант, разом з плоскою основою перпендикулярно останньої, а вільні кінці виконують плоскими. У плоскій основі Пподібної кріпильної деталі виконують отвори для запобігання перекриття цією основою отворів перфорації обшивки, що забезпечує мінімальне зниження шумопоглинальних характеристик акустичної панелі завдяки збереження площі перфорації. Фіксація кріпильної деталі може бути здійснена закруткою вільних кінців або загибкою останніх у тіло панелі. Через отвори обшивки в панелі додатково свердлять отвори під кожний зі згаданих вільних кінців кріпильної деталі. Це забезпечує більш технологічне введення кінців кріпильної деталі в тіло панелі без сколювання стільникового заповнювача. Перед введенням у просвердлені отвори вільних кінців П-подібної кріпильної деталі і фіксацією їх у панелі в місця відшарування обшивки від стільникового заповнювача вводять клей для додаткової фіксації, що додатково збільшує надійність конструкції. На посадкову обшивку додатково встановлюють упорну пластину, у якій свердлять отвори під вільні кінці кріпильної деталі, співвісно суміщені з раніше просвердленими отворами в панелі. Упорну пластину фіксують клеєм до посадкової обшивки, що також збільшує надійність конструкції. При недостатності простору для проведення ремонту між посадковою обшивкою і корпусом двигуна в стільниковому заповнювачі виконують заглиблення в місці встановлення згаданої упорної пластини. У виконане заглиблення додатково встановлюють підкладку. Згадану підкладку фіксують клеєм до стільникового заповнювача. Усім цим у сук упності забезпечуються вищезгадані технічні результати рішення, що заявляється. Сутність технічного рішення, що заявляється, пояснюється кресленнями, де на: Фіг.1 наведено поздовжній перетин акустичної стільникової панелі з відшаруваннями; Фіг.2 зображено об'ємний вид акустичної стільникової панелі з П-подібною кріпильною деталлю і упорною пластиною; Фіг.3 зображено об'ємний вид акустичної стільникової панелі з П-подібною кріпильною деталлю, упорною пластиною і підкладкою під останню; Фіг.4 наведено поздовжній перетин акустичної стільникової панелі, відремонтованої згідно з технічним рішенням, що заявляється, при наявності зазору між корпусом двигуна і при фіксації вільних кінців П-подібної кріпильної деталі загибкою; Фіг.5 наведено поздовжній перетин акустичної стільникової панелі, відремонтованої згідно з технічним рішенням, що заявляється, при виконанні заглиблення в стільниковому заповнювачі і при фіксації вільних кінців П-подібної кріпильної деталі загибкою; Фіг.6 представлено збільшений фрагмент поздовжнього перетину відремонтованої акустичної стільникової панелі при фіксації вільних кінців П-подібної кріпильної деталі закруткою; Фіг.7 наведено збільшений фрагмент поздовжнього перетину відремонтованої акустичної стільникової панелі при виконанні заглиблення в стільниковому заповнювачі при фіксації вільних кінців П-подібної кріпильної деталі закруткою; Фіг.8 зображено збільшений вид А (див. Фіг.4) відремонтованої акустичної стільникової панелі при фіксації вільних кінців П-подібної кріпильної деталі загибкою; Фіг.9 зображено збільшений вид А' (див. Фіг.6) відремонтованої акустичної стільникової панелі при фіксації вільних кінців П-подібної кріпильної деталі закруткою; Фіг.10 представлено об'ємне зображення П-подібної кріпильної деталі з плоскою основою з отворами і плоскими вільними кінцями; Фіг.11 зображено заготівка для одержання П-подібної кріпильної деталі з плоскою основою з отворами і плоскими вільними кінцями (див. Фіг.10); Фіг.12 зображено збільшений вид Б (див. Фіг.4) відремонтованої акустичної стільникової панелі при використанні П-подібної кріпильної деталі; Фіг.13 представлено збільшений вид Б (див. Фіг.4) відремонтованої акустичної стільникової панелі при використанні П-подібної кріпильної деталі з плоскою основою й отворами в ньому. Спосіб ремонту акустичної стільникової панелі реалізується таким чином. Акустична стільникова панель, що надходить на ремонт, складається з посадкової обшивки 1 (див. Фіг.1), що знаходиться на відстані "L" від корпуса двигуна 2, і трактотвірної обшивки 3, між якими зафіксовані шари стільникового заповнювача 4, що у свою чергу розділений проміжною обшивкою 5. Вищезгадана трактотвірна обшивка 3 має рівномірну перфорацію 6 по усій своїй площі і має відшар ування 7 величиною "δ" від стільникового заповнювача 4. Ремонт полягає в усуненні відшарування 7 механічним способом, якщо величина відшарування "δ" це дозволяє. Після очищення місця відшарування 7 від забруднень і просушування панелі через чотири отвори перфорації 6 трактотвірної обшивки 3 крізь проміжну обшивку 5 і посадкову обшивку 1 свердлять отвори 8 (див. Фіг.2). Потім у місце відшарування 7 уводять клей, що твердіє при кімнатної температурі. З боку посадкової обшивки 1 для створення рівномірного тиску на цю обшивку встановлюють упорну пластину 9 (див. Фіг.2) з чотирма отворами 10 так, щоб отвори 10 пластини 9 збіглися з отворами 8, раніше просвердленими в посадковій обшивці 1. На місце контакту пластини 9 і посадкової обшивки 1 попередньо також наносять клей, що твердіє при кімнатної температурі, для кращої фіксації зазначеної пластини 9. З боку трактотвірної обшивки 3 через наскрізні отвори 8 в обшивках 5 і 1, отвори 6 в обшивці 3 і отвори 10 у пластині 9 попарно уводять вільні кінці 11 кріпильної деталі 12 (див. Фіг.2) і фіксують з натягом. Вищезгадану кріпильну деталь 12 виготовляють із заздалегідь розрахованого по довжині відрізка металевого дроту у наступний засіб. Кінці відрізка дроту мірної довжини двічі згинають під прямим кутом по обох сторін основи 13, щоб утворити деталь П-подібної форми. Таким чином, кріпильна деталь 12 буде мати основу 13 і вільні кінці 11 (див. Фіг.2). Фіксують кріпильну деталь 12 після введення кінців 11 у панель або загибкою вільних кінців 14, що виступають за межі упорної пластини 9 з боку посадкової обшивки 1, у тіло посадкової обшивки 1 (див. Фіг.4 і 5) або закруткою її кінців 14 (див. Фіг.6 і 7). Таким чином відшаровану трактотвірну обшивку 3 притягають кріпильною деталлю 12 до стільникового заповнювача 4 і також додатково фіксують клейовими галтелями 15 (див. Фіг.4), що одержують з раніше введеного клею в місце відшарування 7. Кількість використовуваних кріпильних деталей 12 залежить від площі відшарування 7 (див. Фіг.2). У випадку якщо зазор "L" між посадковою обшивкою 1 і корпусом 2 відсутній або недостатній для виконання ремонту (див. Фіг.1), до введення кріпильної деталі 12, виконують наступні операції. У стільниковому заповнювачі 4 з боку посадкової обшивки 1 виконують заглиблення 16 (див. Фіг.3) глибиною "Н", куди на клей, що твердіє при кімнатної температурі, встановлюють, замість частини вилученої посадкової обшивки 1, підкладку 17. Останню виконують з розмірами (діаметром або лінійними), достатніми для встановлення упорної пластини 9. Причому отвори 18 у підкладці 17 і отвори 10 в упорної пластині 9 сполучають співвісно. Таким чином, вільні кінці 11 кріпильної деталі 12 уводять через отвори 6 у трактотвірної обшивці 3, отвори 18 підкладки 17 і отвори 10 упорної пластини 9 (див. Фіг.3) і виступаючі кінці 14 кріпильної деталі 12 (див. Фіг.5 і 7) фіксують способами, описаними раніше. Виконанням вищевказаних операцій забезпечують зазор між посадковою обшивкою 1 і корпусом 2 (див. Фіг.5 і 7). Відремонтована панель у її поздовжньому перетині буде мати вид,показаний на Фіг.4 або 5 (6 або 7), а на Фіг.8 або 9 - види зверху і Фіг.12 - вид знизу. При необхідності ліквідації відшарування більшої площі замість П-подібної кріпильної деталі 12 з відрізка дроту пропонується використовувати П-подібну кріпильну деталь 19 із плоскою основою (див. Фіг.10), яку у той же час можна застосовувати в будь-яких випадках для фіксації відшарування, але вона трохи складніше по конструкції. Вищезгадану кріпильну деталь 19 із плоскою основою виконують таким способом. З листової заготівлі вирізують деталь, конфігурація якої показана на Фіг.11, внаслідок чого кріпильна деталь 19 буде мати плоску основу 20 (див. Фіг.10), у якої просвердлені отвори 21, і вільні кінці 22, що загинаються під прямим кутом до основи 20 по лініях "f1" і "f2" (див. Фіг.11). Кількість вільних кінців 22 і отворів 21 відповідає площі відшарування 7 і кількості отворів перфорації 6 (див. Фіг.2). Згадані отвори 21 виконують для запобігання перекриття плоскою основою 20 отворів перфорації 6 у трактотвірної обшивці 3 (див. Фіг.13) при встановленні кріпильного елемента 19, для чого вісі отворів 21 суміщають з вісями отворів 6. Вільні кінці 22 кріпильної деталі 19, призначені для введення в панель, можуть виконуватися у формі пластин, як показано на Фіг.10, або у формі, що аналогічна вільним кінцям 11 кріпильної деталі 12 з відрізка дроту (див. Фіг.2), з такими ж розмірами. У випадку використання кріпильної деталі 19 замість кріпильної деталі 12 операції ремонту і їх послідовність не змінюються. Відремонтована панель у її поздовжньому перетині при використанні кріпильної деталі 20 буде мати вид, показаний на Фіг.4 або 5 (6 або 7), а на Фіг.8 або 9 - види зверху і Фіг.13 - вид знизу. Таким способом реалізується технічне рішення, що заявляється. Застосовність способу ремонту, що заявляється, підтверджується позитивними результатами іспитів дослідних зразків акустичних стільникових панелей, відремонтованих згідно технічного рішення, що заявляється, які були встановлені на двигунах ЗМКБ «Прогрес» сімейства Д18Т, у льотних режимах на літаках Ан-124 «Руслан» і Ан-225 «Мрія», і після 6000 годин експлуатації зберегли свою працездатність. В цей час описане технічне рішення призначене для використання у виробництві.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of acoustic cellular panel
Автори англійськоюNikolaievskyi Stanislav Volodymyrovych, Muravchenko Fedir Mykhailovych
Назва патенту російськоюСпособ ремонта акустической сотовой панели
Автори російськоюНиколаевський Станислав Владимирович, Муравченко Федор Михайлович
МПК / Мітки
МПК: B32B 3/12, B23P 6/00, B23P 15/00
Мітки: стільникової, ремонту, спосіб, акустичної, панелі
Код посилання
<a href="https://ua.patents.su/6-64980-sposib-remontu-akustichno-stilnikovo-paneli.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту акустичної стільникової панелі</a>
Спосіб виготовлення бджолиної стільникової годівниці для ранньовесняної підгодівлі бджіл

Номер патенту: 36473
Опубліковано: 17.06.2002
Автор: Ульяніч Микола Васильович
МПК: A01K 47/06
Мітки: спосіб, підгодівлі, ранньовесняної, виготовлення, стільникової, бджіл, годівниці, бджолиної
Формула / Реферат:
1. Спосіб виготовлення бджолиної стільникової годівниці для ранньовесняної підгодівлі бджіл, що включає виготовлення корпусу годівниці з деревини і розміщення всередині корпусу місткості для корму з алюмінію, який відрізняється тим, що місткість для корму виконують вальцюванням на шаблоні обробленої алюмінієвої заготовки і формуванням її у вигляді прямокутної тарілки глибиною 10 мм, всередині корпусу закріплюють на бокових стінках щонайменше...
Спосіб виготовлення бджолиної стільникової годівниці для ранньовесняної підкормки бджіл

Номер патенту: 36473
Опубліковано: 16.04.2001
Автор: Ульяніч Микола Васильович
МПК: A01K 47/06
Мітки: бджіл, виготовлення, спосіб, ранньовесняної, бджолиної, годівниці, стільникової, підкормки
Формула / Реферат:
1. Спосіб виготовлення бджолиної стільникової годівниці для ранньовесняної підгодівлі бджіл, що включає виготовлення корпусу годівниці з деревини і розміщення всередині корпусу місткості для корму з алюмінію, який відрізняється тим, що місткість для корму виконують вальцюванням на шаблоні обробленої алюмінієвої заготовки і формуванням її у вигляді прямокутної тарілки глибиною 10 мм, всередині корпусу закріплюють на бокових стінках щонайменше...
Спосіб визначення координат дефектів методом акустичної емісії
Номер патенту: 43125
Опубліковано: 15.11.2001
Автори: Прохоренко Сергій Вікторович, Горошко Андрій Володимирович, Ковтун Ігор Іванович, Ройзман Вілен Петрович
МПК: G01N 29/14
Мітки: визначення, спосіб, дефектів, методом, координат, емісії, акустичної
Формула / Реферат:
Спосіб визначення координат дефектів методом акустичної емісії (АЕ), що полягає у реєстрації хвиль акустичного діапазону, генерованих досліджуваним об'єктом під впливом зовнішньої енергетичної дії, за допомогою групи скорельованих акустичних давачів та визначенні різниці часу приходу переднього фронту хвилі, утвореного у місці розташування дефектоутворюючої неоднорідності у матеріалі об'єкта, обчисленні координат джерела реєстрованого...
Спосіб акустичної обробки п’єзоелектричних кристалічних матеріалів
Номер патенту: 40800
Опубліковано: 15.08.2001
Автори: Мигаль Валерій Павлович, Клименко Ігор Андрійович
МПК: H01L 21/00, H01L 21/26
Мітки: спосіб, акустичної, обробки, п'єзоелектричних, кристалічних, матеріалів
Формула / Реферат:
1. Спосіб акустичної обробки п'єзоелектричних кристалічних матеріалів шляхом збудження акустичних коливань, який відрізняється тим, що в кристалічному зразку, вміщеному в змінне електричне поле, за рахунок зворотного п'езоефекту збуджують низькочастотні власні пружні коливання, вимірюючи при цьому їх частоти, амплітуди та стабільність в часі, далі визначають сильні п'езорезонанси, швидкість зміни частоти яких з часом максимальна, і послідовно...
Спосіб виділення сигналів акустичної емісії на фоні завад
Номер патенту: 47257
Опубліковано: 17.06.2002
Автори: Бабак Віталій Павлович, Філоненко Сергій Федорович
МПК: G01N 29/14
Мітки: емісії, фоні, виділення, сигналів, спосіб, акустичної, завад
Формула / Реферат:
Спосіб виділення сигналів акустичної емісії на фоні завад, що включає встановлення порога обмеження, реєстрацію сигналів акустичної емісії з одночасним вимірюванням їх характеристик, за якими здійснюється виділення сигналів акустичної емісії на фоні завад, який відрізняється тим, що встановлюються додатково ще три пороги обмеження, які відповідають мінімальній амплітуді, мінімальній та максимальній тривалості сигналів завад, що забезпечує...
Попередній патент: Задній пояс кріплення газотурбінного двигуна
Наступний патент: Зварювальний трансформатор
Випадковий патент: Спосіб конвективного сушіння овочів і фруктів