Спосіб контролю параметрів технологічного процесу
Номер патенту: 6559
Опубліковано: 16.05.2005
Автори: Бантюков Євген Миколайович, Волчков Юрій Іванович, Хохлов Олег Васильович, Саркісов Володимир Олександрович, Лопатін Володимир Олексійович, Коток Валерій Борисович, Колодяжний Валерій Васильович, Волчков Іван Іванович, Олійников Вадим Вікторович, Лінчевський Михайло Петрович
Формула / Реферат
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра об'єкта і їх запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, формування і запам'ятовування коду стану параметра за результатами зазначених видів контролю, запам'ятовування отриманого в даному циклі значення параметра як його дійсного значення при позитивному результаті усіх видів контролю або його значення, обмірюваного в попередньому циклі, при негативному результаті будь-якого з видів контролю, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, то перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про це, а потім перехід до виміру наступного параметра, який відрізняється тим, що введено граничні уставки стану технологічного процесу, граничні прирощення кожного контрольованого параметра при його перебуванні у неаварійних станах технологічного процесу і порівняння обмірюваного значення параметра з граничними уставками, за результатами якого визначають стан технологічного процесу, і, якщо технологічний процес знаходиться в стані "аварія", то оперативному персоналу виводять значення і напрямок зміни параметра підвищеною яскравістю, а, якщо технологічний процес знаходиться в неаварійних станах, то визначають величину і знак прирощення параметра стосовно його базового значення, порівнюють отриману величину прирощення з величиною граничного прирощення параметра, відповідного стану технологічного процесу, і, якщо прирощення параметра не перевищило граничне прирощення, то оперативному персоналові виводять значення параметра і напрямок його зміни звичайною яскравістю, а, якщо перевищило, то оперативному персоналові значення параметра і напрямок його зміни виводять підвищеною яскравістю.
Текст
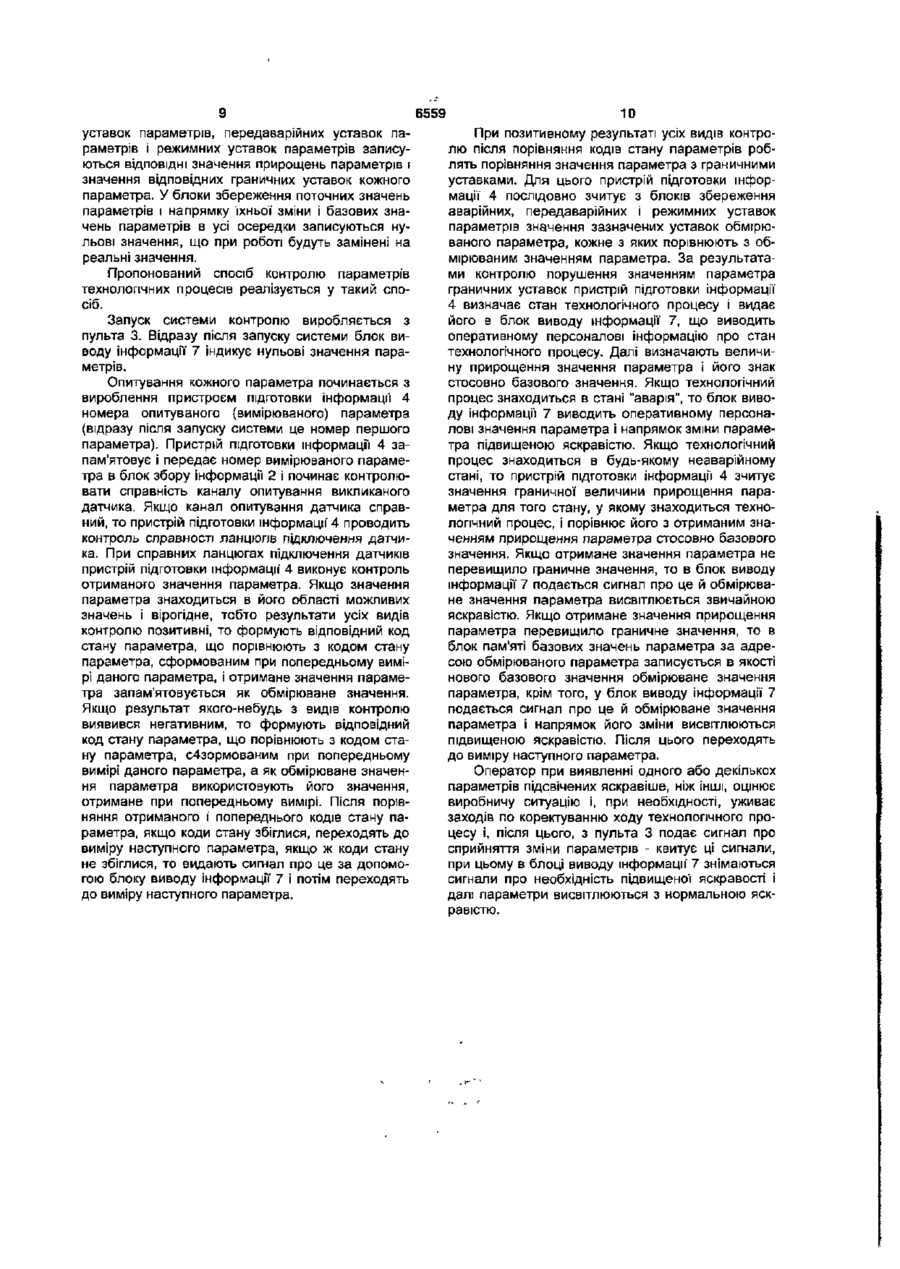
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра об'єкта і їх запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, формування і запам'ятовування коду стану параметра за результатами зазначених видів контролю, запам'ятовування отриманого в даному циклі значення параметра як його дійсного значення при позитивному результаті усіх видів контролю або його значення, обмірюваного в попередньому циклі, при негативному результаті будьякого з видів контролю, порівняння сформованого коду стану параметра з кодом стану цього ж пара метра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, то перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про це, а потім перехід до виміру наступного параметра, який відрізняється тим, що введено граничні уставки стану технологічного процесу, граничні прирощення кожного контрольованого параметра при його перебуванні у неаварійних станах технологічного процесу і порівняння обмірюваного значення параметра з граничними уставками, за результатами якого визначають стан технологічного процесу, і, якщо технологічний процес знаходиться в стані "аварія", то оперативному персоналу виводять значення і напрямок зміни параметра підвищеною яскравістю, а, якщо технологічний процес знаходиться в неаварійних станах, то визначають величину і знак прирощення параметра стосовно його базового значення, порівнюють отриману величину прирощення з величиною граничного прирощення параметра, відповідного стану технологічного процесу, і, якщо прирощення параметра не перевищило граничне прирощення, то оперативному персоналові виводять значення параметра І напрямок його зміни звичайною яскравістю, а, якщо перевищило, то оперативному персоналові значення параметра і напрямок його зміни виводять підвищеною яскравістю. О) ю ю (О Корисна модель відноситься до контрольновимірювальної техніки і може бути використана для контролю процесу виміру параметрів у системах збору і підготовки інформації автоматизованих систем керування технологічними процесами складних виробничих комплексів, зокрема, у газовій, нафтовій і хімічній промисловості. Відомий спосіб оцінки результатів вимірів [А.с. СРСР №1541561, кл. G05B23/02, БИ №5, 1990), що полягає в багаторазовому вимірі фізичного параметра з наступним виключенням помилкових результатів і прийнятті за істинне значення величини параметра статистичної оцінки середнього значення за результатами, що залишились, різниця між якими менше заданої уставки, при цьому спочатку роблять два виміри, порівнюють різницю результатів виміру із заданою уставкою і встановлюють безпомилковість результатів виміру, при помилковості результату роблять додаткові виміри до одержання безпомилкових результатів, оціню Оі 6559 ють середнє значення за результатами вимірів, що не містять помилок. Даний спосіб оцінки результатів вимірів так само, як і спосіб контролю параметрів технологічних процесів, що заявляється, включає вимір параметрів об'єкта. Однак, відсутність контролю справності каналу опитування датчиків і контролю отриманого значення параметра, формування за результатами усіх видів контролю коду стану обмірюваного параметра, його порівняння з попереднім кодом стану цього ж параметра і видачі сигналу при їхній розбіжності, а також відсутність граничних уставок стану технологічного процесу, граничних прирощень кожного контрольованого параметра, визначення стану технологічного процесу, визначення прирощення параметра стосовно його базового значення, порівняння отриманого прирощення з граничним значенням і виведення значень параметра оперативному персоналові в залежності від співвідношення величин отриманого і граничного прирощення різко звужує функціональні можливості відомого способу, знижує вірогідність отриманого результату виміру значення параметра і збільшує завантаження оперативного персоналу. Відомий спосіб контролю параметрів технічного об'єкта, реалізований у системі контролю параметрів газотурбінного двигуна [Патент України №33516, кл. G06F15/00, F02C9/28, Бюл. №11, 2000], що включає попередній контроль справності вимірювального тракту шляхом подачі еталонних сигналів на його вхід і контроль отриманих значень на виході, послідовний вимір параметрів газотурбінного двигуна і їхнє запам'ятовування, контроль справності вхідних ланцюгів при виконанні вимірів, формування інформації про значення параметрів газотурбінного двигуна і стан вимірювального тракту і його вхідних ланцюгів, і видачу цієї інформації оперативному персоналові. Даний спосіб контролю параметрів технічного об'єкта також, як і спосіб контролю параметрів технологічних процесів, що заявляється, включає циклічний (послідовний) вимір параметрів об'єкта і їхнє запам'ятовування, контроль справності ланцюгів підключення датчиків при виконанні виміру кожного параметра, формування коду стану параметра (інформації про стан вимірювального тракту і його вхідних ланцюгів) Однак відсутність контролю справності каналу опитування датчиків і контролю отриманого значення параметра, формування коду стану параметра за результатами усіх видів контролю після їхнього закінчення, якщо результати усіх видів контролю виявилися позитивними, або після закінчення виду контролю, результат якого виявився негативним, порівняння сформованого коду стану параметра з кодом стану цього параметра, отриманим при попередньому вимірі, і видачі сигналу, якщо порівнювані коди стану параметра не збігаються, а також відсутність граничних уставок стану технологічного процесу, граничних прирощень кожного контрольованого параметра, визначення стану технологічного процесу, визначення прирощення параметра стосовно його базового значення, порівняння отриманого прирощення з граничним значенням і виведення значень параметра оперативному персоналові в залежності від співвідношення величин отриманого і граничного прирощень істотно знижує функціональні можливості відомого способу і, як наслідок, знижує вірогідність отриманої інформації про стан об'єктів і технологічного процесу в цілому і збільшує завантаження оперативного персоналу, що може привести до прийняття оператором не оптимальних рішень з керування технологічним процесом. Найбільш близьким по технічній сутності є спосіб контролю параметрів технологічних процесів [Заявка України №20040604996 від 23.06.2004 на видачу патенту на корисну модель, по якій прийняте рішення про видачу патенту від 30.06.2004], що включає циклічний вимір значень кожного параметра об'єкта та їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра при виконанні виміру кожного значення параметра, формування і запам'ятовування коду стану параметра за результатами зазначених видів контролю, запам'ятовування обмірюваного значення параметра як дійсне значення параметра при позитивному результаті усіх видів контролю або його значення, обмірюваного в попередньому циклі, при негативному результаті будь-якого з видів контролю, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збігаються, то перехід до виміру наступного параметра, а, якщо не збігаються, то видачу сигналу про це, а потім перехід до виміру наступного параметра. Даний спосіб контролю параметрів технологічних процесів також, як і спосіб контролю параметрів технологічних процесів, що заявляється, включає циклічний вимір значень кожного параметра об'єкта і їх запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, формування і запам'ятовування коду стану параметра за результатами зазначених видів контролю, запам'ятовування отриманого в даному циклі значення параметра як його дійсного значення при позитивному результаті всіх видів контролю або його значення, обмірюваного в попередньому циклі, при негативному результаті будь-якого з видів контролю, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збігаються, то перехід до виміру наступного параметра, а, якщо не збігаються, то видачу сигналу про це, а потім перехід до виміру наступного параметра. Однак, відсутність граничних уставок стану технологічного процесу, граничних прирощень кожного контрольованого параметра, порівняння обмірюваного значення параметра з граничними уставками, за результатами якого визначають стан технологічного процесу, визначення прирощення параметра стосовно його базового значення, виведення оперативному персоналові значення параметра звичайною або підвищеною яскравістю, у залежності від стану 6559 технологічного процесу і від результатів порівняння величини прирощення обмірюваного значення параметра стосовно його базового значення і величини граничного прирощення параметра, що відповідає станові технологічного процесу, істотно знижує функціональні можливості відомого способу і, як наслідок, збільшує завантаження оперативного персоналу, що може привести до зниження якості керування технологічним процесом і до прийняття оператором не оптимальних рішень з керування технологічним процесом. В основу корисної моделі поставлена задача удосконалення способу контролю параметрів технологічних процесів шляхом розширення функціональних можливостей способу за рахунок виведення оперативному персоналові значення параметра звичайною або підвищеною яскравістю і зниження, унаслідок цього, завантаження оперативного персоналу, що дозволяє підвищити якість керування технологічним процесом. Поставлена задача вирішується тим, що у відомому способі контролю параметрів технологічних процесів, що включає циклічний вимір значень кожного параметра об'єкта і їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, формування і запам'ятовування коду стану параметра за результатами зазначених видів контролю, запам'ятовування отриманого в даному циклі значення параметра як його дійсного значення при позитивному результаті усіх видів контролю або його значення, обмірюваного в попередньому циклі, при негативному результаті будь-якого з видів контролю, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, отриманим при попередньому вимірі, і, якщо порівнювані коди стану параметра збіглися, то перехід до виміру наступного параметра, а, якщо не збіглися, то видачу сигналу про це, а потім перехід до виміру наступного параметра, відповідно до корисної моделі, введені граничні уставки стану технологічного процесу, граничні прирощення кожного контрольованого параметра при його перебуванні в неаварійних станах технологічного процесу і порівняння обмірюваного значення параметра з граничними уставками після закінчення порівняння кодів стану параметра, за результатами якого визначають стан технологічного процесу, і, якщо технологічний процес знаходиться в стані "аварія", то, порівнюючи обмірюване і попередні значення параметра, визначають напрямок зміни параметра і виводять оперативному персоналові значення і напрямок зміни параметра підвищеною яскравістю, а, якщо технологічний процес знаходиться в неаварійних станах, то визначають величину і знак прирощення параметра стосовно його базового значення, порівнюють отриману величину прирощення з величиною граничного прирощення параметра, що відповідає станові технологічного процесу, і, якщо прирощення параметра не перевищило граничне прирощення, то оперативному персоналові виводять значення параметра і напрямок його зміни звичайною яскравістю, а, якщо перевищило, то оперативному персоналові значення параметра і напрямку його зміни виводять підвищеною яскравістю. Уведення граничних уставок стану технологічного процесу, граничних прирощень кожного контрольованого параметра при його перебуванні в неаварійних станах технологічного процесу, порівняння обмірюваного значення параметра з граничними уставками, за результатами якого визначають стан технологічного процесу, і, якщо технологічний процес знаходиться в стані "аварія", то виведення оперативному персоналові значення і напрямку зміни параметра підвищеною яскравістю, а, якщо технологічний процес знаходиться в неаварійних станах, то визначення величини і знака прирощення параметра по відношенню до його базового значення, порівняння отриманої величини прирощення з величиною граничного прирощення параметра, що відповідає станові технологічного процесу, і, якщо прирощення параметра не перевищило граничне прирощення, то виведення оперативному персоналові значення параметра і напрямку його зміни звичайною яскравістю, а, якщо перевищило, то виведення оперативному персоналові значення параметра і напрямку його зміни підвищеною яскравістю істотно розширює функціональні можливості пропонованого способу і, як наслідок, зменшує завантаження оперативного персоналу, тому що йому подається сигнал прирощенням яскравості виведеного значення параметра і напрямку його зміни тільки тоді, коли прирощення параметра перевищило встановлене граничне прирощення, при цьому також підвищується інформативність контролю параметра, тому що операторові видається більш точна і конкретна інформація, що дозволяє операторові приділяти менше часу контролю за значеннями параметрів технологічного процесу, а більш чітко контролювати технологічний процес у цілому, що відповідно веде до підвищення якості керування технологічним процесом. На кресленні приведена система, що реалізує запропонований спосіб (приклад виконання). Система контролю, що реалізує пропонований спосіб - Фіг., МІСТИТЬ датчики виміру параметрів 11, 1-2,...,1-п, блок збору інформації 2, до інформаційних входів якого підключені датчики 1-1, 12,...,1-п, пульт оператора 3, пристрій підготовки інформації 4, першу шину 5, що з'єднує пристрій підготовки інформації 4 і пульт оператора 3, другу шину 6, що з'єднує пристрій підготовки інформації 4 І блок збору інформації 2, блок виводу Інформації' 7, третю шину 8, що з'єднує блок виводу інформації 7 і пристрій підготовки інформації 4. В окремому випадку блок виводу інформації 7 може бути реалізований за допомогою одного або декількох дисплеїв. Блок збору інформації 2 призначений для видачі по сигналу виклику від пристрою підготовки інформації 4 коду значення вихідної величини викликаного датчика в пристрій підготовки інформації 4. Пристрій підготовки інформації 4 являє собою програмний пристрій, що організовує циклічне опитування датчиків і перетворення коду вихідної величини датчика, отриманого від блоку збору інформації 2, у значення параметра. Пристрій під 6559 готовки інформації 4 може бути реалізований на базі мікропроцесорного комплекту або на базі стандартної ЕОМ Канал опитування датчиків включає ланцюги блоку збору інформації 2 від його входу до виходу, канал зв'язку - другу шину 6 і ланцюги пристрою підготовки інформації 4 Процес виміру значення параметра по пропонованому способу включає наступні етапи - подачу пристроєм підготовки інформації 4 сигналу виклику параметра в блок збору інформації 2, - прийом і розшифровку сигналу виклику параметра блоком збору інформації 2 і видачу коду з виходу аналогоцифрового перетворювача (АЦП на кресленні не показаний} викликаного датчика в пристрій підготовки інформації 4, - прийом і аналіз пристроєм підготовки інформації 4 отриманого коду сигналу з виходу викликаного датчика, - перетворення отриманого коду в значення параметра, - запам'ятовування отриманого значення параметра, - визначення стану технологічного процесу й аналіз величини прирощення параметра стосовно його базового значення, - виведення значення параметра операторові Пропонований спосіб передбачає наступні види контролю, виконувані в приведеному нижче порядку - контроль справності каналів опитування датчиків, - контроль ланцюгів підключення датчиків, - контроль отриманого значення параметра, що включає контроль перебування отриманого значення параметра в області можливих значень параметра і контроль вірогідності отриманого значення параметра, - контроль величини прирощення параметра стосовно його базового значення Зазначеним вище несправностям або помилкам привласнюють коди, що формують при виявленні відповідної несправності і записують у ВІДПОВІДНІ розряди коду стану параметра При реалізації пропонованого способу контролю для технологічного процесу встановлені, наприклад, шість граничних уставок стану технологічного процесу верхня і нижня аварійна, верхня і нижня передаварійна; верхня і нижня режимна При зазначених граничних уставках технологічний процес має наступні стани режим - неаварійний стан, при якому в ході технологічного процесу значення контрольованих параметрів не порушують установлені режимні уставки, значення яких визначають виходячи з вимоги оптимальності технологічного процесу при наявних ресурсах і обмеженнях, порушення режиму - неаварійний стан, при якому в ході технолопчного процесу значення хоча б одного контрольованого параметра порушило одну з режимних уставок, але не порушило ні одну передаварійну уставку, 8 передаварія - неаварійний стан, при якому в ході технолопчного процесу значення хоча б одного контрольованого параметра порушило одну з передаварійних уставок, аварія - стан, при якому в ході технологічного процесу значення хоча б одного контрольованого параметра порушило одну з аварійних уставок Значення граничних уставок - аварійних, передаварійних і режимних усіх контрольованих параметрів вибираються виходячи з вимог регламенту технологічного процесу Під граничним значенням прирощення розуміється така усереднена величина прирощення параметра, не прив'язана до часу, у кожному зі станів технологічного процесу, яка вимагає, щоб про її досягнення прирощенням параметра був поданий сигнал операторові, що повинний вирішити приймати чи ні які-небудь заходи Граничні значення прирощення кожного параметра вибираються для кожного зі станів технологічного процесу, за винятком стану "аварія", виходячи з вимог регламенту технологічного процесу і меж зміни параметра в конкретному стані технологічного процесу Вибір значень граничних значень може бути виконаний, наприклад, експертним методом, при якому шляхом опитування оперативного персоналу визначають можливі значення граничним прирощень кожного з параметрів, що характеризує технологічний процес, у кожному з установлених станів технологічного процесу, отримані значення усереднюють, і середні значення приймають за граничні значення прирощення ВІДПОВІДНИХ параметрів при відповідному стані технологічного процесу Величина граничного прирощення при аварійному стані технологічного процесу встановлена, рівною "0" Початкове базове значення параметра в неаварійних ситуаціях приймається рівним "0 й , а кожне наступне базове значення приймається рівним тому поточному значенню параметра, що відрізняється від попереднього базового на величину граничного прирощення, якщо технологічний процес не змінив свого стану, якщо технологічний процес змінив свій стан, то за базове приймається перше обмірюване значення параметра при новому стані технологічного процесу При стані технологічного процесу "аварія" кожне обмірюване значення параметра вважається базовим При використанні системи - Фіг, що реалізує спосіб, попередньо в пам'яті пристрою підготовки інформації 4 виділяють блоки пам'яті, осередки усередині яких нумеруються однаково - блок збереження аварійних уставок параметрів, блок збереження передаварійних уставок параметрів, блок збереження режимних уставок параметрів, блок збереження граничних значень прирощень параметрів при стані технологічного процесу 'передаварія", блок збереження граничних значень прирощень параметрів при стані технолопчного процесу 'відсутність режиму", блок збереження граничних значень прирощень параметрів при стані технологічного процесу "режим", блок збереження поточних значень параметрів і напрямку їхньої зміни, блок збереження базових значень параметрів Попередньо в блоки збереження граничних значень прирощень параметрів, аварійних 6559 уставок параметрів, передаварійних уставок параметрів і режимних уставок параметрів записуються ВІДПОВІДНІ значення прирощень параметрів і значення відповідних граничних уставок кожного параметра. У блоки збереження поточних значень параметрів і напрямку їхньої зміни і базових значень параметрів в усі осередки записуються нульові значення, що при роботі будуть замінені на реальні значення. Пропонований спосіб контролю параметрів технологічних процесів реалізується у такий спосіб. Запуск системи контролю виробляється з пульта 3. Відразу після запуску системи блок виводу інформації 7 індикує нульові значення параметрів. Опитування кожного параметра починається з вироблення пристроєм підготовки інформації 4 номера опитуваного (вимірюваного) параметра (відразу після запуску системи це номер першого параметра). Пристрій підготовки інформації 4 запам'ятовує і передає номер вимірюваного параметра в блок збору інформації 2 і починає контролювати справність каналу опитування викликаного датчика. Якщо канал опитування датчика справний, то пристрій підготовки інформації' 4 проводить контроль справності ланцюгів підключення датчика. При справних ланцюгах підключення датчиків пристрій підготовки інформації' 4 виконує контроль отриманого значення параметра. Якщо значення параметра знаходиться в його області можливих значень і вірогідне, тобто результати усіх видів контролю позитивні, то формують відповідний код стану параметра, що порівнюють з кодом стану параметра, сформованим при попередньому вимірі даного параметра, і отримане значення параметра запам'ятовується як обмірюване значення. Якщо результат якого-небудь з видів контролю виявився негативним, то формують відповідний код стану параметра, що порівнюють з кодом стану параметра, с4зормованим при попередньому вимірі даного параметра, а як обмірюване значення параметра використовують його значення, отримане при попередньому вимірі. Після порівняння отриманого і попереднього кодів стану параметра, якщо коди стану збіглися, переходять до виміру наступного параметра, якщо ж коди стану не збіглися, то видають сигнал про це за допомогою блоку виводу інформації 7 і потім переходять до виміру наступного параметра. 10 При позитивному результаті усіх видів контролю після порівняння кодів стану параметрів роблять порівняння значення параметра з граничними уставками. Для цього пристрій підготовки інформації 4 послідовно зчитує з блоків збереження аварійних, передаварійних і режимних уставок параметрів значення зазначених уставок обмірюваного параметра, кожне з яких порівнюють з обмірюваним значенням параметра. За результатами контролю порушення значенням параметра граничних уставок пристрій підготовки інформації 4 визначає стан технологічного процесу і видає його в блок виводу інформації 7, що виводить оперативному персоналові інформацію про стан технологічного процесу. Далі визначають величину прирощення значення параметра і його знак стосовно базового значення. Якщо технологічний процес знаходиться в стані "аварія", то блок виводу інформації 7 виводить оперативному персоналові значення параметра і напрямок зміни параметра підвищеною яскравістю. Якщо технологічний процес знаходиться в будь-якому неаварійному стані, то пристрій підготовки інформацм 4 зчитує значення граничної величини прирощення параметра для того стану, у якому знаходиться технологічний процес, і порівнює його з отриманим значенням прирощення параметра стосовно базового значення. Якщо отримане значення параметра не перевищило граничне значення, то в блок виводу інформації 7 подається сигнал про це й обмірюване значення параметра висвітлюється звичайною яскравістю. Якщо отримане значення прирощення параметра перевищило граничне значення, то в блок пам'яті базових значень параметра за адресою обмірюваного параметра записується в якості нового базового значення обмірюване значення параметра, крім того, у блок виводу інформації 7 подається сигнал про це й обмірюване значення параметра і напрямок його зміни висвітлюються підвищеною яскравістю. Після цього переходять до виміру наступного параметра. Оператор при виявленні одного або декількох параметрів підсвічених яскравіше, ніж інші, оцінює виробничу ситуацію і, при необхідності, уживає заходів по коректуванню ходу технологічного процесу і, після цього, з пульта 3 подає сигнал про сприйняття зміни параметрів - квитує ці сигнали, при цьому в блоці виводу інформації' 7 знімаються сигнали про необхідність підвищеної яскравості і далі параметри висвітлюються з нормальною яскравістю. 6559 11 12 Пульт і-г ьз • •л т 2 Фіг. Коми ютерна верстка Л Литвмненко Підписне Тираж 28 лрим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Украґна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for monitoring engineering process variables
Автори англійськоюLinchevskyi Mykhailo Petrovych, Lopatin Volodymyr Oleksiiovych, Sarkisov Volodymyr Oleksandrovych, Kolodiazhnyi Valerii Vasyliovych, Kotok Valerii Bronislavovych, Volchkov Ivan Ivanovych, Khokhlov Oleh Vasyliovych, Oliinykov Vadym Viktorovych, Bantiukov Yevhen Mykolaiovych
Назва патенту російськоюСпособ контроля параметров технологического процесса
Автори російськоюЛинчевский Михаил Петрович, Лопатин Владимир Алексеевич, Саркисов Владимир Александрович, Колодяжный Валерий Васильевич, Коток Валерий Борисович, Волчков Иван Иванович, Хохлов Олег Васильевич, Олийников Вадим Викторович, Бантюков Евгений Николаевич
МПК / Мітки
МПК: F02C 9/28, G06F 15/00, G05B 23/00
Мітки: спосіб, технологічного, процесу, контролю, параметрів
Код посилання
<a href="https://ua.patents.su/6-6559-sposib-kontrolyu-parametriv-tekhnologichnogo-procesu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю параметрів технологічного процесу</a>
Спосіб контролю параметрів технологічного процесу
Номер патенту: 2880
Опубліковано: 16.08.2004
Автори: Бантюков Євген Миколайович, Лінчевський Михайло Петрович, Олійников Вадим Вікторович, Хохлов Олег Васильович, Пітірімов Олександр Вікторович, Саркісов Володимир Олександрович, Старовойтов Володимир Гербертович, Коток Валерій Борисович, Волчков Іван Іванович, Лопатін Володимир Олексійович
МПК: G05B 23/00, G06F 17/00
Мітки: параметрів, процесу, технологічного, контролю, спосіб
Формула / Реферат:
Система контролю та вимірювання технологічних параметрів процесу буріння
Номер патенту: 49044
Опубліковано: 16.09.2002
Автори: Карпенко Василь Миколайович, Миргородський Михайло Мефодійович, Нагорний Анатолій Петрович, Іващенко Роман Олександрович, Політучий Олександр Іванович
МПК: E21B 44/00, G06F 11/30, G06F 17/00
Мітки: параметрів, процесу, контролю, вимірювання, технологічних, буріння, система
Формула / Реферат:
Система контролю та вимірювання технологічних параметрів процесу буріння, яка містить окремі (автономні) модулі контролю та вимірювання кожного параметра з відповідними датчиками, блок узгодження виходів модулів, блок накопичення результатів вимірювання, самописні прилади, цифрові індикатори та адаптери датчиків, яка відрізняється тим, що блок накопичення містить відокремлюваний електронний носій інформації, яку зчитують з нього на сторонній...
Спосіб контролю протікання технологічного процесу в сільськогосподарських машинах
Номер патенту: 42281
Опубліковано: 15.10.2001
Автор: Сакало Віктор Миколайович
Мітки: сільськогосподарських, процесу, спосіб, машинах, технологічного, протікання, контролю
Формула / Реферат:
1. Спосіб контролю протікання технологічного процесу в сільськогосподарських машинах, що включає реєстрацію проходження об'єктів по каналу контролю, шляхом формування імпульсів від кожного об'єкта, заданиям порогових рівней кількості імпульсів і порівняння з кількістю імпульсів від об'єктів в каналі контролю та формування вихідних сигналів, який відрізняється тим, що пройдений машиною шлях фіксують числом імпульсів, фіксують порогові рівні...
Спосіб контролю режиму роботи технологічного об’єкта магістрального газопроводу
Номер патенту: 4185
Опубліковано: 17.01.2005
Автори: Кучмій Євген Антонович, Тисяк Володимир Михайлович, Беккер Михайло Вікторович, Гавришенко Віктор Миколайович, Пітірімов Олександр Вікторович, Олійников Вадим Вікторович, Іванишин Володимир Петрович, Сендеров Олег Олександрович, Бантюков Євген Миколайович, Ковалів Євстахій Осипович, Коток Валерій Борисович, Волчков Іван Іванович
МПК: F17D 5/02
Мітки: технологічного, роботи, магістрального, об'єкта, режиму, контролю, газопроводу, спосіб
Формула / Реферат:
1. Спосіб контролю режиму роботи технологічного об'єкта магістрального газопроводу, що включає циклічний вимір значень параметра, що характеризує режим роботи технологічного об'єкта, у контрольованих вузлах газопроводу, запам'ятовування обмірюваних значень параметра, порівняння обмірюваного значення параметра з його режимними і граничними уставками, класифікацію ситуації або режиму при порушенні кожної з граничних або режимних уставок, який...
Пристрій для контролю технологічного процесу переробки сирих мулів стічних вод
Номер патенту: 3732
Опубліковано: 27.12.1994
Автор: Красніков Євгеній Аркадійович
МПК: C02F 1/30, G01N 11/00
Мітки: переробки, стічних, процесу, сирих, технологічного, вод, мулів, пристрій, контролю
Формула / Реферат:
Устройство для контроля технологического процесса переработки сырых осадков сточных вод при облучении последних ускоренными электронами, содержащее наклонную рабочую плиту, дозатор осадков, датчик толщины дозируемого слоя и электродвигатель, кинематически связанный с датчиком толщины слоя, отличающееся тем, что, с целью оптимизации процесса переработки путем непрерывной фиксации изменения вязкости перерабатываемой среды, край рабочей плиты...
Попередній патент: Пристрій для підвищення тягової і гальмової здатності колеса
Наступний патент: Вузол підшипника ковзання
Випадковий патент: Інгалятор сухих лікарських засобів ультразвуковий