Верстат для виготовлення дерев’яного стінового бруса
Номер патенту: 65742
Опубліковано: 15.04.2004
Автори: Коваленко Михайло Васильович, Білозьоров Володимир Ілліч
Формула / Реферат
1. Верстат для виготовлення дерев'яного стінового бруса, що включає раму з поздовжніми горизонтальними напрямними, робочу каретку з фрезерною головкою та пристрій для фіксації і обертання колоди з затискним та привідним центрами, при цьому робоча каретка встановлена в поздовжніх напрямних рами і споряджена приводом переміщення вздовж них, а фрезерна головка виконана у вигляді шпинделя з фрезою і приводом обертання та встановлена в поступальних напрямних, які розташовані перпендикулярно осі центрів пристрою фіксації і обертання колоди, який відрізняється тим, що каретка споряджена проміжною платформою, яка встановлена в напрямних каретки, розташованих впоперек напрямних рами, а напрямні фрезерної головки розміщені на проміжній платформі, при цьому фреза виконана у вигляді послідовно розташованих на спільному шпинделі торцевої та профільної фрез.
2. Верстат для виготовлення дерев'яного стінового бруса за п. 1, який відрізняється тим, що напрямні фрезерної головки розташовані вертикально, а напрямні проміжної платформи розташовані горизонтально.
3. Верстат для виготовлення дерев'яного стінового бруса за п. 1, який відрізняється тим, що напрямні фрезерної головки розташовані горизонтально, а напрямні проміжної платформи розташовані вертикально.
4. Верстат для виготовлення дерев'яного стінового бруса за п. 1, який відрізняється тим, що напрямні пристрою фіксації і обертання колоди розташовані між напрямними каретки.
Текст
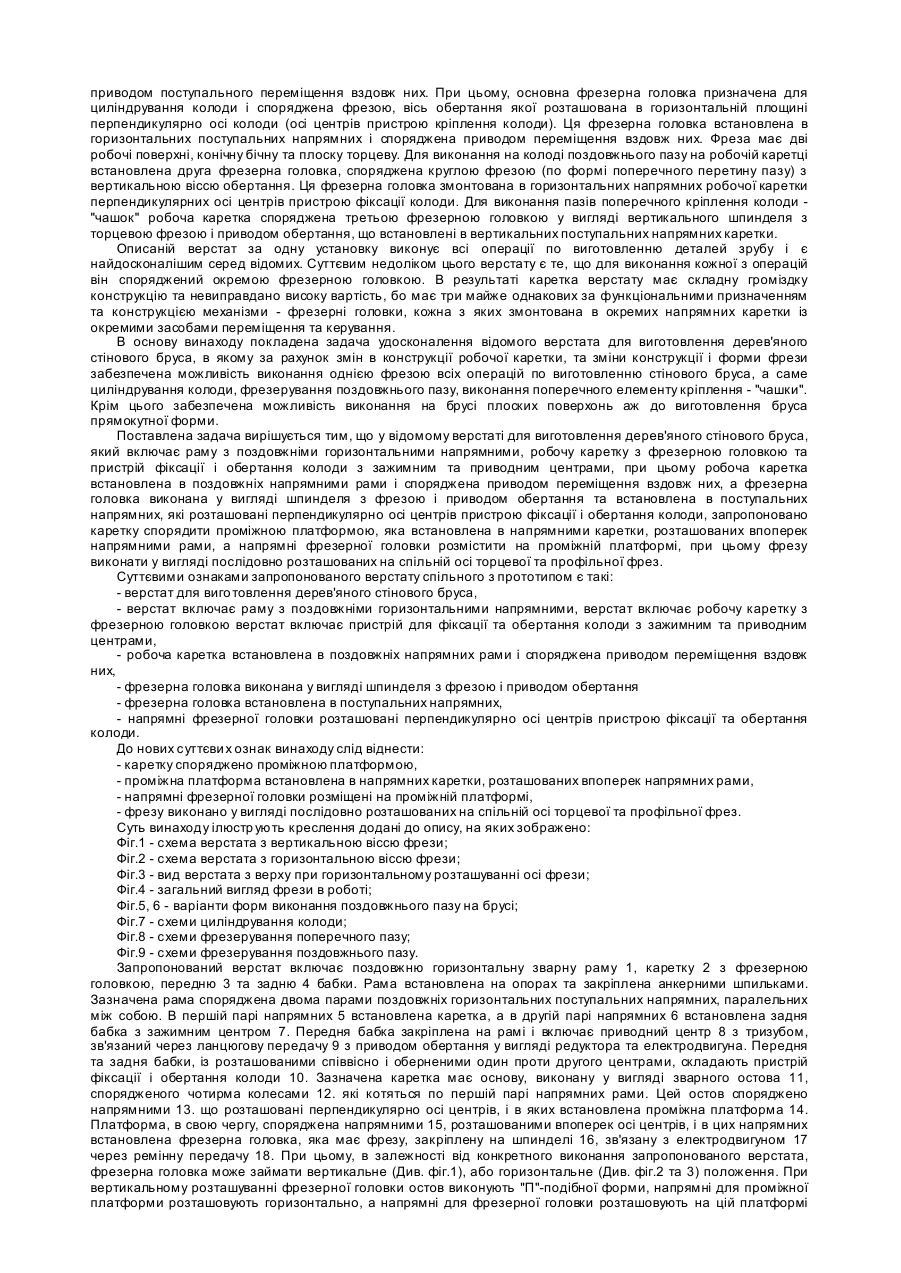
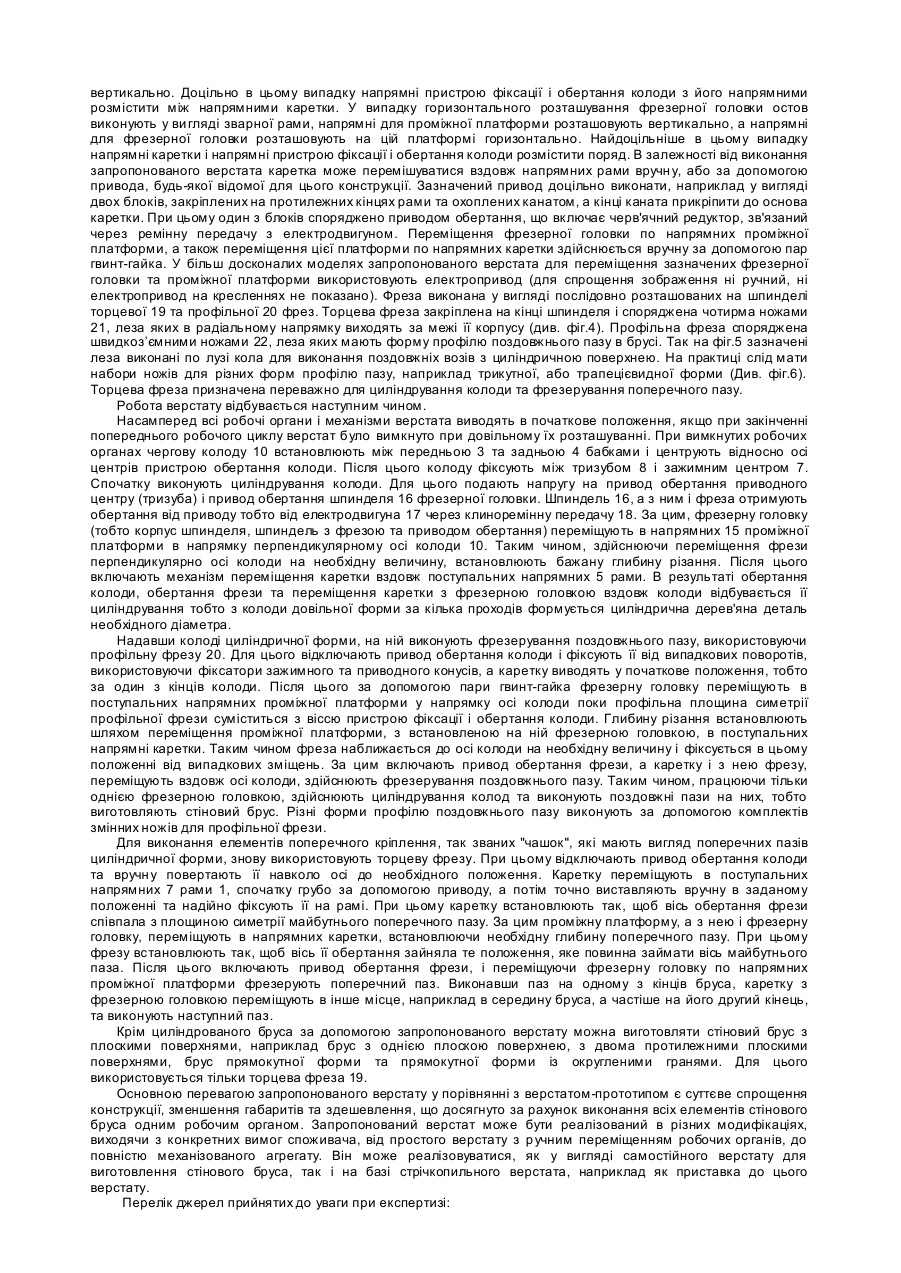
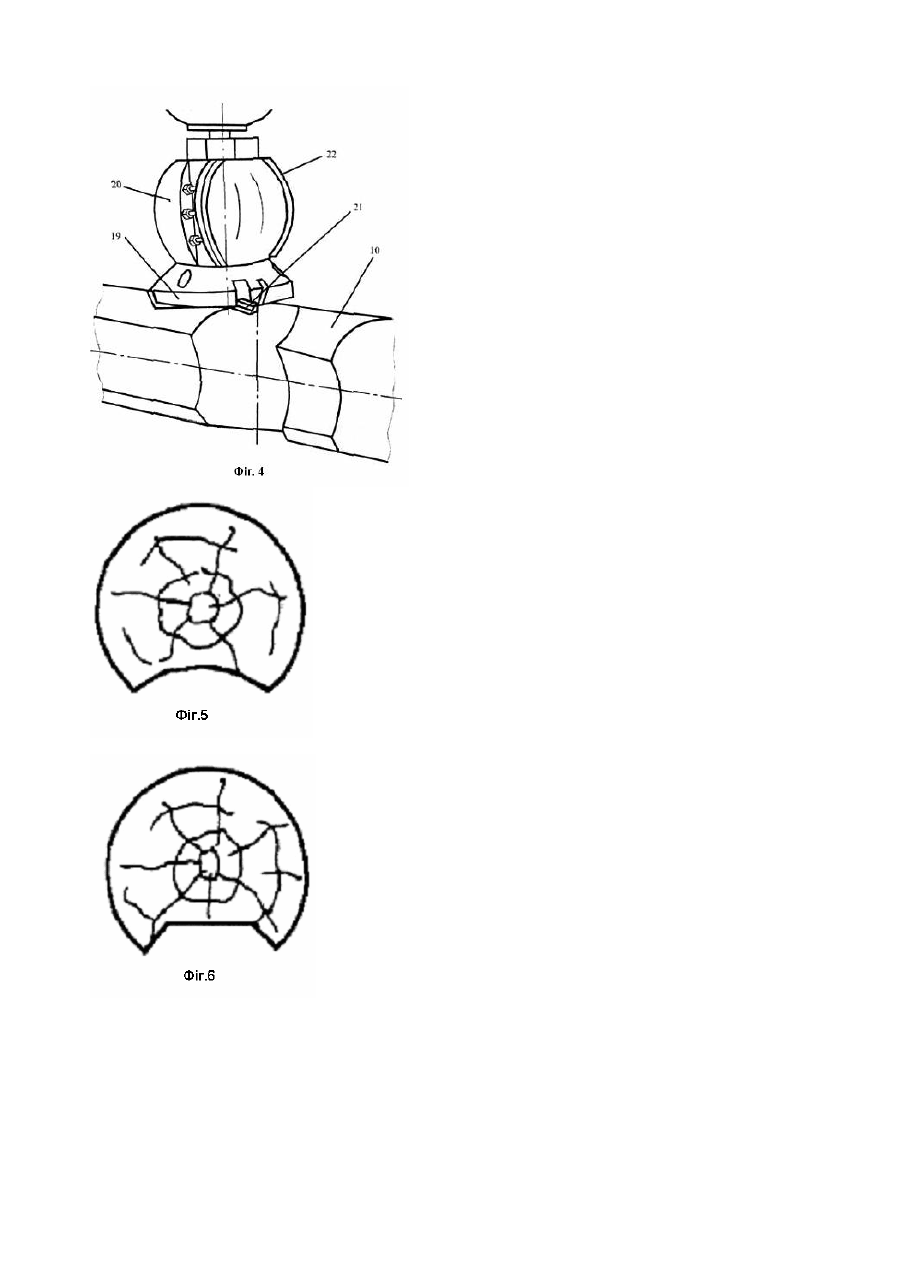
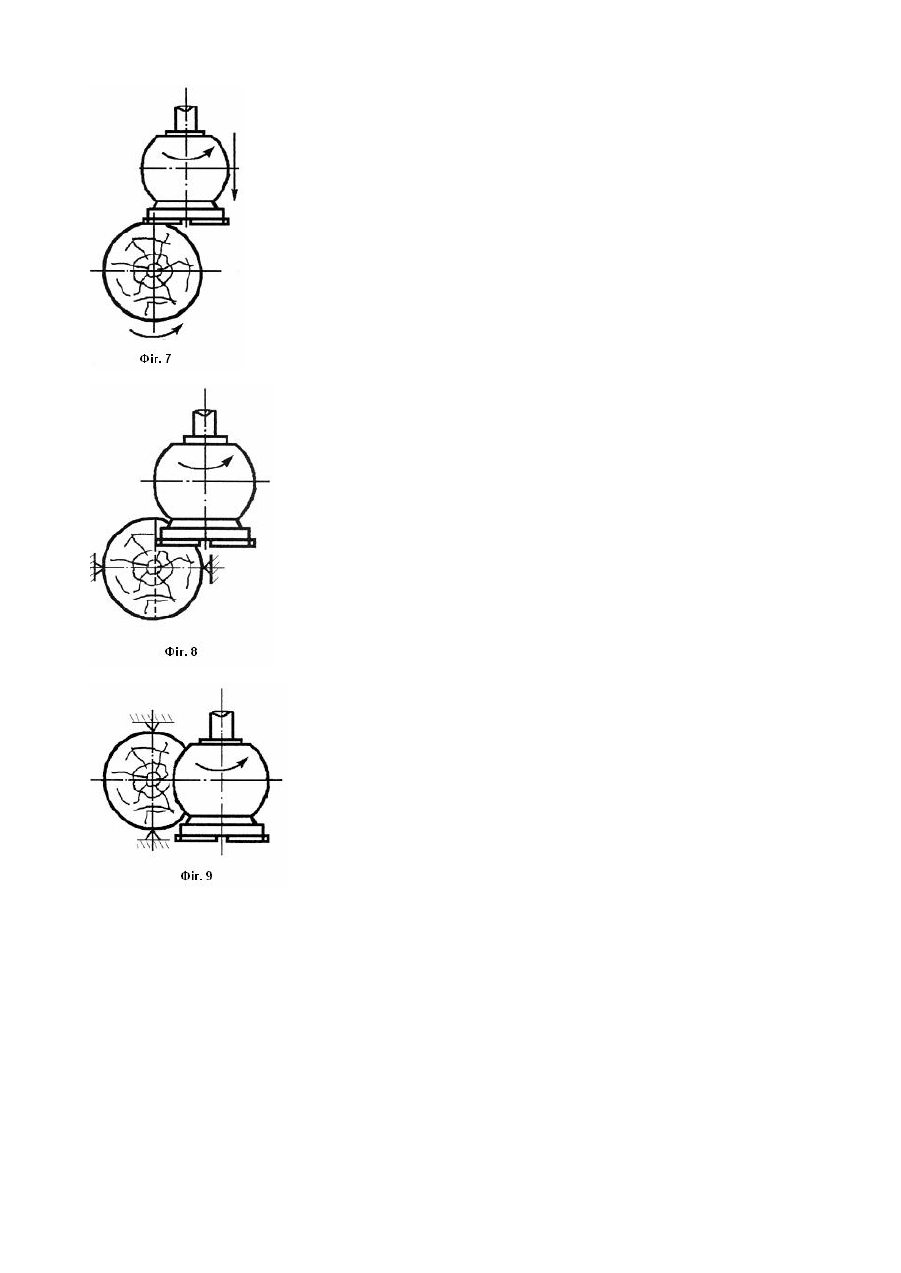
Цей винахід відноситься до деревообробного обладнання і може бути використаний у лісній та деревообробній промисловості, а більш конкретно - в галузі дерев'яного домобудування. Останніми роками різко зросла популярність житлових будинків, зведених із дерев'яного циліндрованого бруса. Це обумовлено підвищенням рівня життя, яке дозволило заможній частині населення перебратися з густозаселеної міської частини в приміську зону. При цьому повернення до такого давнього будівельного матеріалу як деревина обумовлене насамперед підвищенням вимог до екологічної безпечності сучасного житла. Не останню роль у популярності будівель з дерев'яного бруса відіграє природна краса самої деревини, яка при вдалих архітектурних рішеннях та у поєднанні з сучасними матеріалами надає будівлі неповторного оригінального вигляду. Зараз відношення до таких будинки змінилося кардинально, вони стали не тільки привабливими для покупців, а навіть "увійшли в моду". Слід відмітити, що спочатку з'явився попит на котеджне будівництво, що пояснюється бажанням мати свій будинок, із комфортабельністю на рівні міської квартири, і в той же час з усіма перевагами садибного життя. Пізніше виник попит, на ворота, огорожі, альтанки, сауни, колодязні зруби, дитячі пісочниці та інші, на перший погляд другорядні, а насправді речі, які підсилюють естетичне сприйняття садиби в цілому, та формують враження про її власника. Деревина - це натуральний, створений самою природою, екологічно чистий матеріал, що віками використовується людиною для спорудження житлових та господарських будівель . Завдяки своїм унікальним якостям, житло з дерева забезпечує його мешканцям підвищений комфорт, сприятливо впливає на організм та подовжує життя. При цьому дерев'яні зруби до останнього часу зводилися з круглих протесаних вр учну колод. Сучасний стіновий брус - це колода циліндричної форми, споряджена елементами поздовжнього та поперечного кріплення, компенсаційним пропилом і теплозахисним замком. Елементи поздовжнього кріплення у більшості випадків мають вигляд поздовжніх пазів з циліндричною бічною поверхнею, в якому виконують згаданий компенсаційний пропил та замок. Елементи поперечного кріплення бруса - це найчастіше так звані "чашки", що мають вигляд поперечних пазів в його тілі з циліндричною формою бічних поверхонь і діаметром рівним діаметру бруса, з якою він сполучається. Точність виготовлення всіх елементів бруса (чашок, пазів, пропилів та зовнішньої циліндричної поверхні) у великій мірі відбивається на якості всього зрубу, а саме щільності з'єднань та теплозахисних якостях будівлі, міцності та правильності форми зрубу .Традиційне спорудження зрубів полягає в укладанні колод в стіну. При цьому з давніх часів дерев'яні зруби в більшості зводилися з круглих протесаних і підігнаних вручн у одна до одної колод. Чашку виготовляли шляхом ручного вирубування її в тілі колоди сокирою по розмітці, яку виконували спеціальним інструментом - так званою "рискою". Цей давній спосіб ще й досі використовується в практиці будівництва, наприклад акціонерним товариством "ЛАД" (Росія). Створення верстатів для циліндрування колод дало змогу підвищити продуктивність праці, та скоротити строки будівництва, а головне незрівнянно підвищити точність виконання всіх елементів бруса. В даний час житлове будівництво з круглого бруса ведеться виключно з використанням машинної обробки деталей на сучасному обладнанні, яке забезпечує низьку собівартість робіт при високій точність форми деталей, що в кінцевому підсумку забезпечує високу якість всієї будівлі. Все наведене вище та останні досягнення у фізико хімічних методах захисту деревини, які дозволяють у кілька разів підвищити її стійкість та пожежобезпечність, різко підвищило привабливість цього давнього будівельного матеріалу для споживачів. Верстати, що надають колоді циліндричну форму з'явилися давно, ще в минулому столітті, коли виникла потреба у великій кількості ліхтарних стовпів і стовпів для електричних та телеграфних ліній. Це були високопродуктивні верстати, призначені для масового виробництва. Однак, поверхня колод, оброблених на цих верстатах, була настільки грубою, що навіть у ті часи для житлових будинків вони не використовувалися. В сучасних умовах житлове будівництво з круглого бруса ведеться виключно з використанням машинної обробки деталей. В патентній та науково-технічній літературі описана велика кількість конструкцій верстатів для виготовлення циліндричних колод. Це насамперед верстати з так званими "роторними головками" [1, 2]. Ці верстати мають високу продуктивність, але виконують тільки одну операцію - надання колоді циліндричної форми з дуже низькою якістю зовнішньої поверхні, яка не відповідає сучасним вимогам до деталей стіни. На практиці для циліндрування колод пристосовують лущильні верстати [3 і 4], які призначені для виготовлення шпону у сірниковому і фанерному виробництві. Вини теж характеризуються високою продуктивністю та задовільною якістю зовнішньої поверхні, але придатні для обробки тільки коротких колод (довжиною не більше 2,5 метрів). Використовують для циліндрування колод і верстати 5, що працюють по принципу токарної обробки. Супорт такого верстата забезпечує точні та швидкі переміщення робочого інструменту перпендикулярно осі колоди (врізання). Подібні верстати малопродуктивні і не спроможні обробляти довгі деталі, але забезпечують високу якість поверхні, і тому їх застосовують переважно для виготовлення циліндричних фасонних виробів складної форми. Відомі також верстати для циліндрування колод, в яких вздовж колоди, що обертається, рухається фрезерна головка з циліндричною фрезою на шпинделі, вісь якого розташована перпендикулярно осі колоди, причому зазначена вісь може розташовуватися як нижче [6], так і вище [7] цієї осі. Такі верстати можуть обробляти довгі колоди і характеризуються задовільною продуктивністю. Однак, ці верстати, як і всі описані вище, можуть виконувати виключно одну операцію, тобто тільки циліндрування поверхні колоди, і потребують додаткового обладнання для перетворення циліндричної колоди в стіновий брус. На сучасному технічному рівні необхідно виготовити не просто циліндричну колоду, а на одному і тому ж верстаті здійснити пазування колод, та ще й нарізання чашок і інші спеціальні операції, щоб позбутися перевантажування колод із верстата на верстат та проміжного складування їх між операціями. Ця якість дуже важлива для верстатів, які використовуються безпосередньо на будівельному майданчику, де оброблені деталі зразу надходять на складання стін будинку. Найближчим серед відомих за технічною суттю до запропонованого винаходу є верстат [8], який включає станину з поздовжніми поступальними напрямними, пристрій фіксації і обертання колоди із зажимним та приводним центрами, робочу каретку з трьома фрезерними головками, кожна з яких виконана у вигляді шпинделя з фрезою та приводом обертання. Робоча каретка встановлена в напрямних станини та споряджена приводом поступального переміщення вздовж них. При цьому, основна фрезерна головка призначена для циліндрування колоди і споряджена фрезою, вісь обертання якої розташована в горизонтальній площині перпендикулярно осі колоди (осі центрів пристрою кріплення колоди). Ця фрезерна головка встановлена в горизонтальних поступальних напрямних і споряджена приводом переміщення вздовж них. Фреза має дві робочі поверхні, конічну бічну та плоску торцеву. Для виконання на колоді поздовжнього пазу на робочій каретці встановлена друга фрезерна головка, споряджена круглою фрезою (по формі поперечного перетину пазу) з вертикальною віссю обертання. Ця фрезерна головка змонтована в горизонтальних напрямних робочої каретки перпендикулярних осі центрів пристрою фіксації колоди. Для виконання пазів поперечного кріплення колоди "чашок" робоча каретка споряджена третьою фрезерною головкою у вигляді вертикального шпинделя з торцевою фрезою і приводом обертання, що встановлені в вертикальних поступальних напрямних каретки. Описаній верстат за одну установку виконує всі операції по виготовленню деталей зрубу і є найдосконалішим серед відомих. Суттєвим недоліком цього верстату є те, що для виконання кожної з операцій він споряджений окремою фрезерною головкою. В результаті каретка верстату має складну громіздку конструкцію та невиправдано високу вартість, бо має три майже однакових за функціональними призначенням та конструкцією механізми - фрезерні головки, кожна з яких змонтована в окремих напрямних каретки із окремими засобами переміщення та керування. В основу винаходу покладена задача удосконалення відомого верстата для виготовлення дерев'яного стінового бруса, в якому за рахунок змін в конструкції робочої каретки, та зміни конструкції і форми фрези забезпечена можливість виконання однією фрезою всіх операцій по виготовленню стінового бруса, а саме циліндрування колоди, фрезерування поздовжнього пазу, виконання поперечного елементу кріплення - "чашки". Крім цього забезпечена можливість виконання на брусі плоских поверхонь аж до виготовлення бруса прямокутної форми. Поставлена задача вирішується тим, що у відомому верстаті для виготовлення дерев'яного стінового бруса, який включає раму з поздовжніми горизонтальними напрямними, робочу каретку з фрезерною головкою та пристрій фіксації і обертання колоди з зажимним та приводним центрами, при цьому робоча каретка встановлена в поздовжніх напрямними рами і споряджена приводом переміщення вздовж них, а фрезерна головка виконана у вигляді шпинделя з фрезою і приводом обертання та встановлена в поступальних напрямних, які розташовані перпендикулярно осі центрів пристрою фіксації і обертання колоди, запропоновано каретку спорядити проміжною платформою, яка встановлена в напрямними каретки, розташованих впоперек напрямними рами, а напрямні фрезерної головки розмістити на проміжній платформі, при цьому фрезу виконати у вигляді послідовно розташованих на спільній осі торцевої та профільної фрез. Суттєвими ознаками запропонованого верстату спільного з прототипом є такі: - верстат для виго товлення дерев'яного стінового бруса, - верстат включає раму з поздовжніми горизонтальними напрямними, верстат включає робочу каретку з фрезерною головкою верстат включає пристрій для фіксації та обертання колоди з зажимним та приводним центрами, - робоча каретка встановлена в поздовжніх напрямних рами і споряджена приводом переміщення вздовж них, - фрезерна головка виконана у вигляді шпинделя з фрезою і приводом обертання - фрезерна головка встановлена в поступальних напрямних, - напрямні фрезерної головки розташовані перпендикулярно осі центрів пристрою фіксації та обертання колоди. До нових суттєви х ознак винаходу слід віднести: - каретку споряджено проміжною платформою, - проміжна платформа встановлена в напрямних каретки, розташованих впоперек напрямних рами, - напрямні фрезерної головки розміщені на проміжній платформі, - фрезу виконано у вигляді послідовно розташованих на спільній осі торцевої та профільної фрез. Суть винаходу ілюстр ують креслення додані до опису, на яких зображено: Фіг.1 - схема верстата з вертикальною віссю фрези; Фіг.2 - схема верстата з горизонтальною віссю фрези; Фіг.3 - вид верстата з верху при горизонтальному розташуванні осі фрези; Фіг.4 - загальний вигляд фрези в роботі; Фіг.5, 6 - варіанти форм виконання поздовжнього пазу на брусі; Фіг.7 - схеми циліндрування колоди; Фіг.8 - схеми фрезерування поперечного пазу; Фіг.9 - схеми фрезерування поздовжнього пазу. Запропонований верстат включає поздовжню горизонтальну зварну раму 1, каретку 2 з фрезерною головкою, передню 3 та задню 4 бабки. Рама встановлена на опорах та закріплена анкерними шпильками. Зазначена рама споряджена двома парами поздовжніх горизонтальних поступальних напрямних, паралельних між собою. В першій парі напрямних 5 встановлена каретка, а в другій парі напрямних 6 встановлена задня бабка з зажимним центром 7. Передня бабка закріплена на рамі і включає приводний центр 8 з тризубом, зв'язаний через ланцюгову передачу 9 з приводом обертання у вигляді редуктора та електродвигуна. Передня та задня бабки, із розташованими співвісно і оберненими один проти другого центрами, складають пристрій фіксації і обертання колоди 10. Зазначена каретка має основу, виконану у вигляді зварного остова 11, спорядженого чотирма колесами 12. які котяться по першій парі напрямних рами. Цей остов споряджено напрямними 13. що розташовані перпендикулярно осі центрів, і в яких встановлена проміжна платформа 14. Платформа, в свою чергу, споряджена напрямними 15, розташованими впоперек осі центрів, і в цих напрямних встановлена фрезерна головка, яка має фрезу, закріплену на шпинделі 16, зв'язану з електродвигуном 17 через ремінну передачу 18. При цьому, в залежності від конкретного виконання запропонованого верстата, фрезерна головка може займати вертикальне (Див. фіг.1), або горизонтальне (Див. фіг.2 та 3) положення. При вертикальному розташуванні фрезерної головки остов виконують "П"-подібної форми, напрямні для проміжної платформи розташовують горизонтально, а напрямні для фрезерної головки розташовують на цій платформі вертикально. Доцільно в цьому випадку напрямні пристрою фіксації і обертання колоди з його напрямними розмістити між напрямними каретки. У випадку горизонтального розташування фрезерної головки остов виконують у ви гляді зварної рами, напрямні для проміжної платформи розташовують вертикально, а напрямні для фрезерної головки розташовують на цій платформі горизонтально. Найдоцільніше в цьому випадку напрямні каретки і напрямні пристрою фіксації і обертання колоди розмістити поряд. В залежності від виконання запропонованого верстата каретка може перемішуватися вздовж напрямних рами вручн у, або за допомогою привода, будь-якої відомої для цього конструкції. Зазначений привод доцільно виконати, наприклад у вигляді двох блоків, закріплених на протилежних кінцях рами та охоплених канатом, а кінці каната прикріпити до основа каретки. При цьому один з блоків споряджено приводом обертання, що включає черв'ячний редуктор, зв'язаний через ремінну передачу з електродвигуном. Переміщення фрезерної головки по напрямних проміжної платформи, а також переміщення цієї платформи по напрямних каретки здійснюється вручну за допомогою пар гвинт-гайка. У більш досконалих моделях запропонованого верстата для переміщення зазначених фрезерної головки та проміжної платформи використовують електропривод (для спрощення зображення ні ручний, ні електропривод на кресленнях не показано). Фреза виконана у вигляді послідовно розташованих на шпинделі торцевої 19 та профільної 20 фрез. Торцева фреза закріплена на кінці шпинделя і споряджена чотирма ножами 21, леза яких в радіальному напрямку виходять за межі її корпусу (див. фіг.4). Профільна фреза споряджена швидкоз’ємними ножами 22, леза яких мають форму профілю поздовжнього пазу в брусі. Так на фіг.5 зазначені леза виконані по лузі кола для виконання поздовжніх возів з циліндричною поверхнею. На практиці слід мати набори ножів для різних форм профілю пазу, наприклад трикутної, або трапецієвидної форми (Див. фіг.6). Торцева фреза призначена переважно для циліндрування колоди та фрезерування поперечного пазу. Робота верстату відбувається наступним чином. Насамперед всі робочі органи і механізми верстата виводять в початкове положення, якщо при закінченні попереднього робочого циклу верстат було вимкнуто при довільному їх розташуванні. При вимкнутих робочих органах чергову колоду 10 встановлюють між передньою 3 та задньою 4 бабками і центрують відносно осі центрів пристрою обертання колоди. Після цього колоду фіксують між тризубом 8 і зажимним центром 7. Спочатку виконують циліндрування колоди. Для цього подають напругу на привод обертання приводного центру (тризуба) і привод обертання шпинделя 16 фрезерної головки. Шпиндель 16, а з ним і фреза отримують обертання від приводу тобто від електродвигуна 17 через клиноремінну передачу 18. За цим, фрезерну головку (тобто корпус шпинделя, шпиндель з фрезою та приводом обертання) переміщують в напрямних 15 проміжної платформи в напрямку перпендикулярному осі колоди 10. Таким чином, здійснюючи переміщення фрези перпендикулярно осі колоди на необхідну величину, встановлюють бажану глибину різання. Після цього включають механізм переміщення каретки вздовж поступальних напрямних 5 рами. В результаті обертання колоди, обертання фрези та переміщення каретки з фрезерною головкою вздовж колоди відбувається її циліндрування тобто з колоди довільної форми за кілька проходів формується циліндрична дерев'яна деталь необхідного діаметра. Надавши колоді циліндричної форми, на ній виконують фрезерування поздовжнього пазу, використовуючи профільну фрезу 20. Для цього відключають привод обертання колоди і фіксують її від випадкових поворотів, використовуючи фіксатори зажимного та приводного конусів, а каретку виводять у початкове положення, тобто за один з кінців колоди. Після цього за допомогою пари гвинт-гайка фрезерну головку переміщують в поступальних напрямних проміжної платформи у напрямку осі колоди поки профільна площина симетрії профільної фрези суміститься з віссю пристрою фіксації і обертання колоди. Глибину різання встановлюють шляхом переміщення проміжної платформи, з встановленою на ній фрезерною головкою, в поступальних напрямні каретки. Таким чином фреза наближається до осі колоди на необхідну величину і фіксується в цьому положенні від випадкових зміщень. За цим включають привод обертання фрези, а каретку і з нею фрезу, переміщують вздовж осі колоди, здійснюють фрезерування поздовжнього пазу. Таким чином, працюючи тільки однією фрезерною головкою, здійснюють циліндрування колод та виконують поздовжні пази на них, тобто виготовляють стіновий брус. Різні форми профілю поздовжнього пазу виконують за допомогою комплектів змінних ножів для профільної фрези. Для виконання елементів поперечного кріплення, так званих "чашок", які мають вигляд поперечних пазів циліндричної форми, знову використовують торцеву фрезу. При цьому відключають привод обертання колоди та вручн у повертають її навколо осі до необхідного положення. Каретку переміщують в поступальних напрямних 7 рами 1, спочатку грубо за допомогою приводу, а потім точно виставляють вручну в заданому положенні та надійно фіксують її на рамі. При цьому каретку встановлюють так, щоб вісь обертання фрези співпала з площиною симетрії майбутнього поперечного пазу. За цим проміжну платформу, а з нею і фрезерну головку, переміщують в напрямних каретки, встановлюючи необхідну глибину поперечного пазу. При цьому фрезу встановлюють так, щоб вісь її обертання зайняла те положення, яке повинна займати вісь майбутнього паза. Після цього включають привод обертання фрези, і переміщуючи фрезерну головку по напрямних проміжної платформи фрезерують поперечний паз. Виконавши паз на одному з кінців бруса, каретку з фрезерною головкою переміщують в інше місце, наприклад в середину бруса, а частіше на його другий кінець, та виконують наступний паз. Крім циліндрованого бруса за допомогою запропонованого верстату можна виготовляти стіновий брус з плоскими поверхнями, наприклад брус з однією плоскою поверхнею, з двома протилежними плоскими поверхнями, брус прямокутної форми та прямокутної форми із округленими гранями. Для цього використовується тільки торцева фреза 19. Основною перевагою запропонованого верстату у порівнянні з верстатом-прототипом є суттєве спрощення конструкції, зменшення габаритів та здешевлення, що досягнуто за рахунок виконання всіх елементів стінового бруса одним робочим органом. Запропонований верстат може бути реалізований в різних модифікаціях, виходячи з конкретних вимог споживача, від простого верстату з р учним переміщенням робочих органів, до повністю механізованого агрегату. Він може реалізовуватися, як у вигляді самостійного верстату для виготовлення стінового бруса, так і на базі стрічкопильного верстата, наприклад як приставка до цього верстату. Перелік джерел прийнятих до уваги при експертизі: 1. Патент Росії на винахід №2012484 по М. В27С1/17, 2. Авт. Свідоцтво СРСР №1276491 по М. В27С1/17, 3. Авт. Свідоцтво СРСР №950528 по М. B27L5/02, 4. Авт. Свідоцтво СРСР №1140954 по М. B27L5/02, 5. Авт. Свідоцтво СРСР №1787768 по М. В27С7/00, 6. Авт. Свідоцтво СРСР №1813633 по М. В27С7/00, 7. Патент СРСР на винахід №1475787 по М. B27L1/00, 8. Патент Росії на винахід №2026173 по М. B27L1/00, (Прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for manufacture of wooden wall beam
Автори англійськоюKovalenko Mykhailo Vasyliovych
Назва патенту російськоюСтанок для изготовления деревянного стенового бруса
Автори російськоюКоваленко Михаил Васильевич
МПК / Мітки
МПК: B27B 15/00
Мітки: стінового, дерев`яного, верстат, виготовлення, бруса
Код посилання
<a href="https://ua.patents.su/6-65742-verstat-dlya-vigotovlennya-derevyanogo-stinovogo-brusa.html" target="_blank" rel="follow" title="База патентів України">Верстат для виготовлення дерев’яного стінового бруса</a>
Верстат для виготовлення дерев’яних деталей зрубу
Номер патенту: 55755
Опубліковано: 15.04.2003
Автори: Масленніков Сергій Генадійович, Гром Олександр Анатолійович, Білозьоров Володимир Ілліч
МПК: B27B 15/00
Мітки: зрубу, виготовлення, деталей, дерев'яних, верстат
Формула / Реферат:
1. Верстат для виготовлення дерев'яних деталей зрубу, який включає станину з двома парами паралельних між собою горизонтальних поступальних напрямних, робочу каретку, з фрезерною головкою та пристрій кріплення колоди з приводним та затискним центрами, при цьому робоча каретка встановлена в одній парі горизонтальних напрямних рами і споряджена приводом переміщення вздовж них, затискний центр встановлено в другій парі напрямних, а фрезерна...
Верстат для виготовлення решіток ящиків з гофрованого картону
Номер патенту: 2183
Опубліковано: 15.12.2003
Автори: Ікол Юрій Олексійович, Чернявський Володимир Іванович, Терещук Іван Васильович, Коваль Володимир Костянтинович, Гайдук Тетяна Іванівна
МПК: B31B 1/00
Мітки: ящиків, решіток, виготовлення, гофрованого, картону, верстат
Формула / Реферат:
Верстат для виготовлення решіток ящиків з гофрованого картону, який містить змонтовані на станині привідний механізм подачі заготовок із регульованим відносно кареток захватом, верхній та нижній вали із просічними ножами, що обертаються назустріч один одному, вертикальні обмежувачі для базування переднього торця заготовки, напрямні та рухому стінку для обмеження заготовок по ширині та задньому торцю, пристрій для регулювання довжини прорізів,...
Установка для формування та різки глиняного бруса
Номер патенту: 18416
Опубліковано: 25.12.1997
Автор: Дяченко Вітіслав Павлович
МПК: B28B 11/14
Мітки: глиняного, установка, різки, формування, бруса
Формула / Реферат:
1. Установка для формования и резки глиняного бруса, содержащая ленточный пресс, конвейеры приема глиняного бруса и отрезанных изделий и устройство резки со струнной резательной рамкой, кинематически связанной конвейером приема глиняного бруса, приводом ее возвратно-поступательного перемещения по шарнирно закрепленным направляющим ветвям поворотной рамы, ось вращения которой перепендикулярна продольной оси выходного отверстия пресса,...
Стрічкопильний верстат для поздовжнього розпилювання деревини
Номер патенту: 51239
Опубліковано: 15.11.2002
Автори: Гром Олександр Анатолійович, Сторожев Валерій Володимирович, Масленніков Сергій Генадійович
МПК: B27B 15/00
Мітки: деревини, стрічкопильний, поздовжного, верстат, розпилювання
Формула / Реферат:
1. Стрічкопильний верстат для поздовжнього розпилювання деревини, що містить нерухому раму, на якій встановлені опори для колоди та каретка з парою поступальних напрямних, в яких змонтований стрічкопильний механізм, оснащений приводом переміщення його по напрямних та засобом захисту стрічкової пили, який встановлений перед нею і виконаний у вигляді круглопильного механізму, дискова пила якого розміщена в площині стрічкової пили з боку входу...
Універсальний деревообробний верстат
Номер патенту: 48179
Опубліковано: 15.08.2002
Автор: Наумов Харитон Власович
МПК: B27C 9/00
Мітки: деревообробний, універсальний, верстат
Формула / Реферат:
Універсальний деревообробний верстат, який має станину, що виконана у вигляді двох столів, між якими розміщені чотири вертикальні напрямні, вузли стругання, рейсмусовий агрегат, поворотний блок з головним приводом, додаткові поворотні блоки, що встановлені на каретці з можливістю її переміщення по напрямних, який відрізняється тим, що додатково введені електродвигун меншої потужності з можливістю його повороту навколо горизонтальної осі на...
Попередній патент: Котел на газовому паливі з інфрачервоним пальником
Наступний патент: Змішувач лопатевий двоваловий
Випадковий патент: Пристрій для подрібнення полімерних матеріалів