Спосіб виготовлення плоских круглих виробів
Номер патенту: 68721
Опубліковано: 10.04.2012
Автори: Матвійчук Віктор Андрійович, Мороз Олег Васильович, Матвійчук Андрій Вікторович

Формула / Реферат
1. Спосіб виготовлення плоских круглих виробів шляхом торцевого обкочування плоскої заготовки в матриці, який відрізняється тим, що для розширення технологічних можливостей процесу, номенклатури виготовлюваних виробів і підвищення їх якості, обкочування конічним валком здійснюється при обмеженому куті його конуса a<3°.
2. Спосіб за п. 1, який відрізняється тим, що для покращення умов деформування квадратних заготовок, з відношенням вихідної висоти до сторони квадрата менше 0,1, використовують заготовки зі зрізаними кутами, а більш високі заготовки переформовують в підпружиненій матриці зі зміщенням вершини валка за центрзаготовки у напрямі, протилежному осередку деформації.
3. Спосіб за пп. 1, 2, який відрізняється тим, що для виготовлення кільцевих виробів посилюється відцентрова течія матеріалу заготовки шляхом зміщення вершини валка із кутом конуса a≥10° у напрямі осередку деформації.
Текст
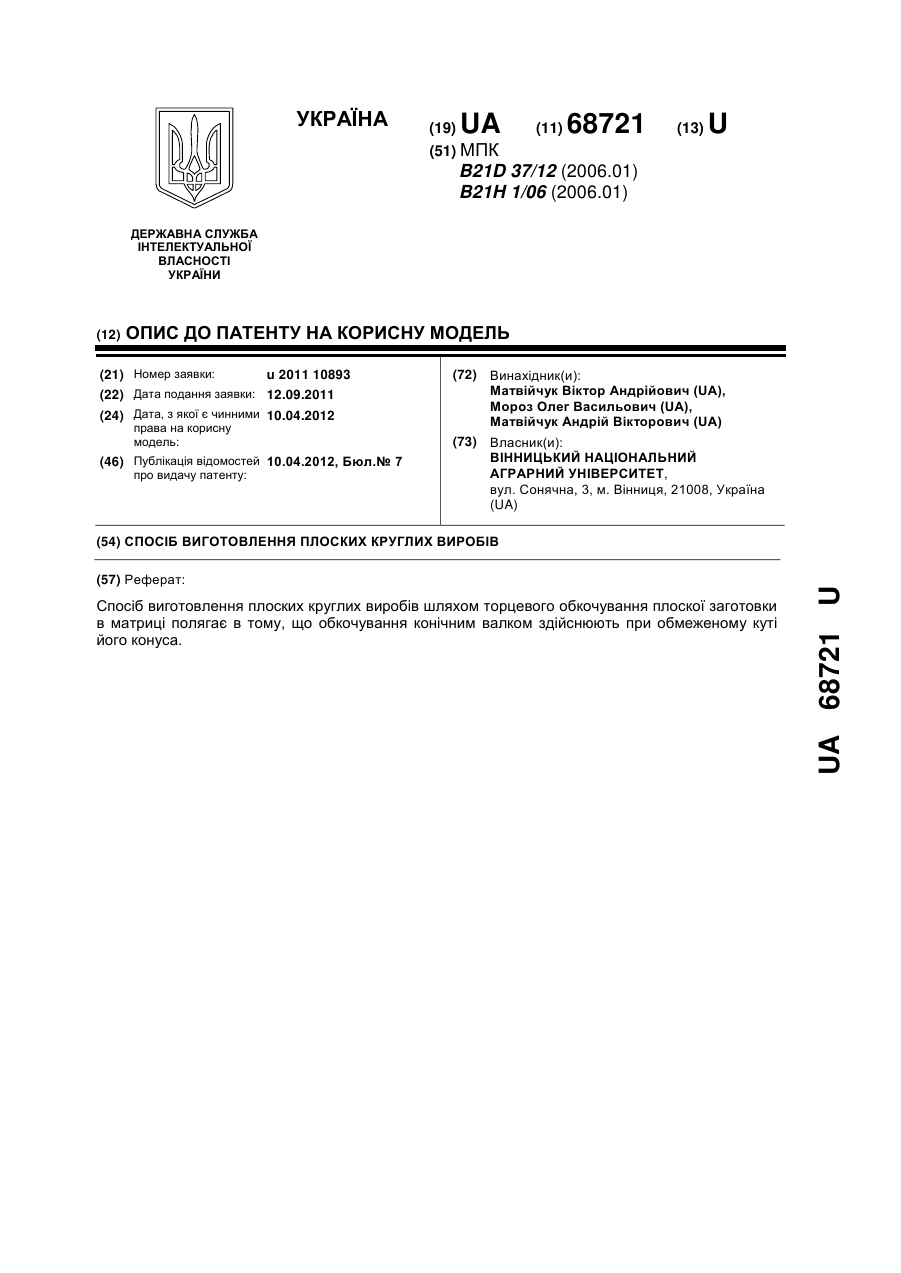
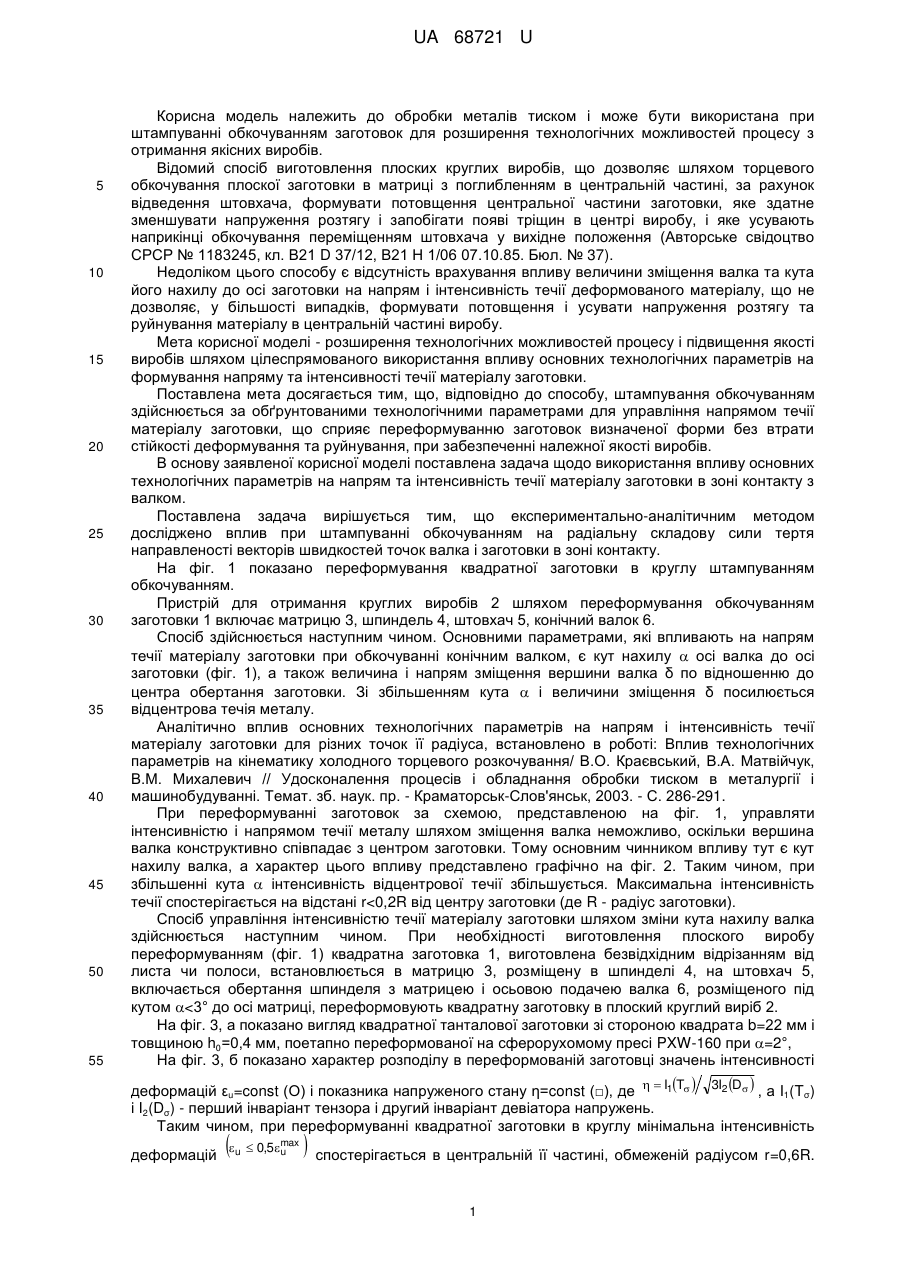
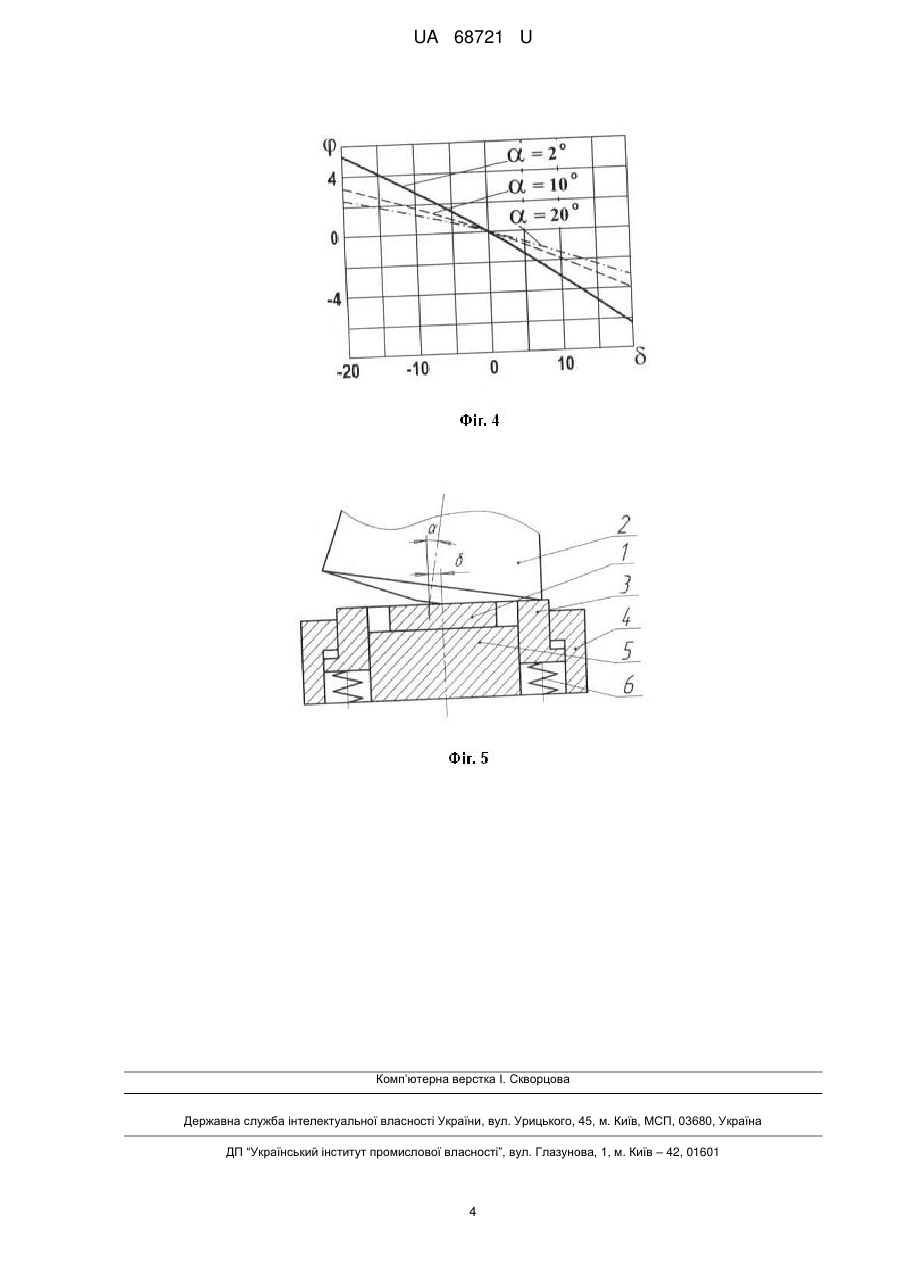
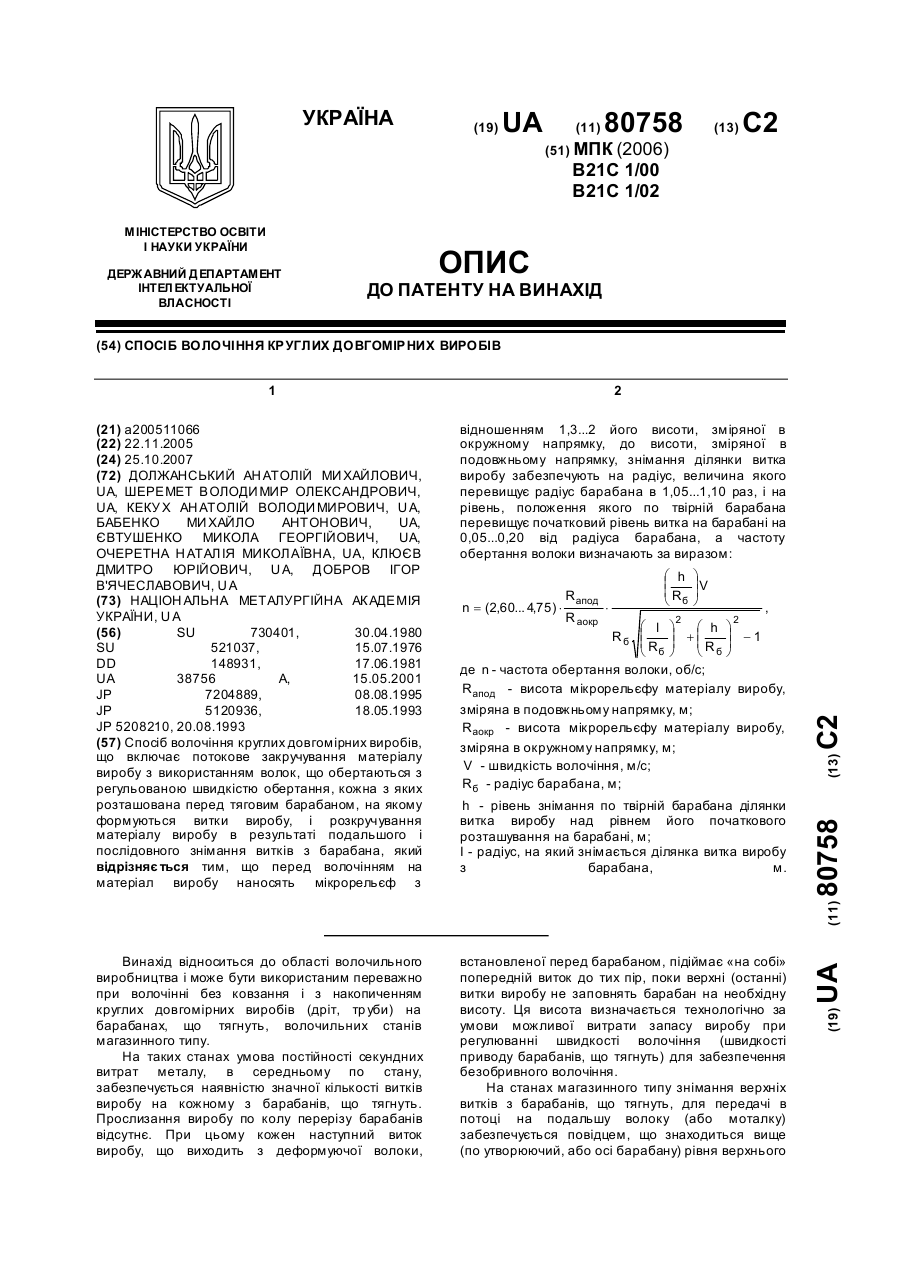
Реферат: Спосіб виготовлення плоских круглих виробів шляхом торцевого обкочування плоскої заготовки в матриці полягає в тому, що обкочування конічним валком здійснюють при обмеженому куті його конуса. UA 68721 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПЛОСКИХ КРУГЛИХ ВИРОБІВ UA 68721 U UA 68721 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана при штампуванні обкочуванням заготовок для розширення технологічних можливостей процесу з отримання якісних виробів. Відомий спосіб виготовлення плоских круглих виробів, що дозволяє шляхом торцевого обкочування плоскої заготовки в матриці з поглибленням в центральній частині, за рахунок відведення штовхача, формувати потовщення центральної частини заготовки, яке здатне зменшувати напруження розтягу і запобігати появі тріщин в центрі виробу, і яке усувають наприкінці обкочування переміщенням штовхача у вихідне положення (Авторське свідоцтво СРСР № 1183245, кл. В21 D 37/12, В21 Н 1/06 07.10.85. Бюл. № 37). Недоліком цього способу є відсутність врахування впливу величини зміщення валка та кута його нахилу до осі заготовки на напрям і інтенсивність течії деформованого матеріалу, що не дозволяє, у більшості випадків, формувати потовщення і усувати напруження розтягу та руйнування матеріалу в центральній частині виробу. Мета корисної моделі - розширення технологічних можливостей процесу і підвищення якості виробів шляхом цілеспрямованого використання впливу основних технологічних параметрів на формування напряму та інтенсивності течії матеріалу заготовки. Поставлена мета досягається тим, що, відповідно до способу, штампування обкочуванням здійснюється за обґрунтованими технологічними параметрами для управління напрямом течії матеріалу заготовки, що сприяє переформуванню заготовок визначеної форми без втрати стійкості деформування та руйнування, при забезпеченні належної якості виробів. В основу заявленої корисної моделі поставлена задача щодо використання впливу основних технологічних параметрів на напрям та інтенсивність течії матеріалу заготовки в зоні контакту з валком. Поставлена задача вирішується тим, що експериментально-аналітичним методом досліджено вплив при штампуванні обкочуванням на радіальну складову сили тертя направленості векторів швидкостей точок валка і заготовки в зоні контакту. На фіг. 1 показано переформування квадратної заготовки в круглу штампуванням обкочуванням. Пристрій для отримання круглих виробів 2 шляхом переформування обкочуванням заготовки 1 включає матрицю 3, шпиндель 4, штовхач 5, конічний валок 6. Спосіб здійснюється наступним чином. Основними параметрами, які впливають на напрям течії матеріалу заготовки при обкочуванні конічним валком, є кут нахилу осі валка до осі заготовки (фіг. 1), а також величина і напрям зміщення вершини валка δ по відношенню до центра обертання заготовки. Зі збільшенням кута і величини зміщення δ посилюється відцентрова течія металу. Аналітично вплив основних технологічних параметрів на напрям і інтенсивність течії матеріалу заготовки для різних точок її радіуса, встановлено в роботі: Вплив технологічних параметрів на кінематику холодного торцевого розкочування/ В.О. Краєвський, В.А. Матвійчук, В.М. Михалевич // Удосконалення процесів і обладнання обробки тиском в металургії і машинобудуванні. Темат. зб. наук. пр. - Краматорськ-Слов'янськ, 2003. - С. 286-291. При переформуванні заготовок за схемою, представленою на фіг. 1, управляти інтенсивністю і напрямом течії металу шляхом зміщення валка неможливо, оскільки вершина валка конструктивно співпадає з центром заготовки. Тому основним чинником впливу тут є кут нахилу валка, а характер цього впливу представлено графічно на фіг. 2. Таким чином, при збільшенні кута інтенсивність відцентрової течії збільшується. Максимальна інтенсивність течії спостерігається на відстані r
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing flat circular articles
Автори англійськоюMatviichuk Viktor Andriiovych, Moroz Oleh Vasyliovych, Matviichuk Andrii Viktorovych
Назва патенту російськоюСпособ изготовления плоских круглых изделий
Автори російськоюМатвийчук Виктор Андрийович, Мороз Олег Васильович, Матвийчук Андрей Викторович
МПК / Мітки
МПК: B21D 37/12, B21H 1/06
Мітки: круглих, плоских, виробів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/6-68721-sposib-vigotovlennya-ploskikh-kruglikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плоских круглих виробів</a>
Спосіб волочіння круглих довгомірних виробів
Номер патенту: 80758
Опубліковано: 25.10.2007
Автори: Должанський Анатолій Михайлович, Клюєв Дмитро Юрійович, Добров Ігор В'ячеславович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Євтушенко Микола Георгійович, Очеретна Наталія Миколаївна
Мітки: волочіння, виробів, спосіб, довгомірних, круглих
Формула / Реферат:
Спосіб волочіння круглих довгомірних виробів, що включає потокове закручування матеріалу виробу з використанням волок, що обертаються з регульованою швидкістю обертання, кожна з яких розташована перед тяговим барабаном, на якому формуються витки виробу, і розкручування матеріалу виробу в результаті подальшого і послідовного знімання витків з барабана, який відрізняється тим, що перед волочінням на матеріал виробу наносять мікрорельєф з...
Спосіб виготовлення багатопорожнинних виробів вивертанням труби
Номер патенту: 61236
Опубліковано: 17.11.2003
Автори: Маковецький Олександр Володимирович, Маковецький Володимир Володимирович
МПК: B21D 41/00
Мітки: багатопорожнинних, трубі, вивертанням, виготовлення, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення багатопорожнинних виробів вивертанням труби, при якому на заготовці одержують ділянки з більшим та меншим діаметрами і виконують вивертання під дією пуансона, який відрізняється тим, що вивертання здійснюється з безперервним локальним підігрівом і охолодженням заготовки в зоні радіуса вільного гнуття з одночасним переміщенням пуансона з швидкістю, рівною швидкості прогріву вздовж осі заготовки.
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Савостов Ніколай Сєргєєвіч, Вязовчєнко Павєл Андрєєвіч
МПК: B44C 5/00
Мітки: матеріал, виробів, спосіб, установка, композиційний, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Спосіб виготовлення футляра для плоских носіїв інформації
Номер патенту: 41322
Опубліковано: 12.05.2009
Автор: Шишенков Володимир Петрович
МПК: A45C 11/34
Мітки: плоских, носіїв, інформації, футляра, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення футляра для плоских носіїв інформації, що включає операції підготовки заготівки у вигляді пластини з прозорого гнучкого матеріалу, який відрізняється ти, що заздалегідь на пластині визначають місцеположення поперечної лінії вигину, уздовж якої потім згинають пластину удвічі, із залишенням зазору між частинами зігнутої пластини, на одній з частин яких формують затворний паз, що охоплює інший кінець пластини, а...
Пристрій для очищення круглих довгомірних виробів

Номер патенту: 27564
Опубліковано: 12.11.2007
Автор: Ковалевський Валерій Альбертович
МПК: B24B 5/00
Мітки: очищення, виробів, пристрій, довгомірних, круглих
Формула / Реферат:
1. Пристрій для очищення круглих довгомірних виробів, що містить механізм поздовжньої подачі зачищуваного виробу, розташований між вхідними й вихідними напрямними втулками, вузол зачищення із установленими в ньому із двох сторін зачищуваного виробу абразивними інструментами і механізм обертання зазначених інструментів, який відрізняється тим, що вузол зачищення виконаний у вигляді нерухомої втулки з розташованим усередині ротором у вигляді...
Попередній патент: Двотактний симетричний підсилювач струму
Наступний патент: Імітансний rs-тригер
Випадковий патент: Спосіб терапевтичного впливання електромагнітним випромінюванням на організм людини