Спосіб волочіння круглих довгомірних виробів
Номер патенту: 80758
Опубліковано: 25.10.2007
Автори: Клюєв Дмитро Юрійович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Очеретна Наталія Миколаївна, Євтушенко Микола Георгійович, Бабенко Михайло Антонович, Должанський Анатолій Михайлович, Добров Ігор В'ячеславович

Формула / Реферат
Спосіб волочіння круглих довгомірних виробів, що включає потокове закручування матеріалу виробу з використанням волок, що обертаються з регульованою швидкістю обертання, кожна з яких розташована перед тяговим барабаном, на якому формуються витки виробу, і розкручування матеріалу виробу в результаті подальшого і послідовного знімання витків з барабана, який відрізняється тим, що перед волочінням на матеріал виробу наносять мікрорельєф з відношенням 1,3...2 його висоти, зміряної в окружному напрямку, до висоти, зміряної в подовжньому напрямку, знімання ділянки витка виробу забезпечують на радіус, величина якого перевищує радіус барабана в 1,05...1,10 раз, і на рівень, положення якого по твірній барабана перевищує початковий рівень витка на барабані на 0,05...0,20 від радіуса барабана, а частоту обертання волоки визначають за виразом:
 ,
,
де ![]() - частота обертання волоки, об/с;
- частота обертання волоки, об/с;
![]() - висота мікрорельєфу матеріалу виробу, зміряна в подовжньому напрямку, м;
- висота мікрорельєфу матеріалу виробу, зміряна в подовжньому напрямку, м;
![]() - висота мікрорельєфу матеріалу виробу, зміряна в окружному напрямку, м;
- висота мікрорельєфу матеріалу виробу, зміряна в окружному напрямку, м;
![]() - швидкість волочіння, м/с;
- швидкість волочіння, м/с;
![]() - радіус барабана, м;
- радіус барабана, м;
![]() - рівень знімання по твірній барабана ділянки витка виробу над рівнем його початкового розташування на барабані, м;
- рівень знімання по твірній барабана ділянки витка виробу над рівнем його початкового розташування на барабані, м;
І - радіус, на який знімається ділянка витка виробу з барабана, м.
Текст
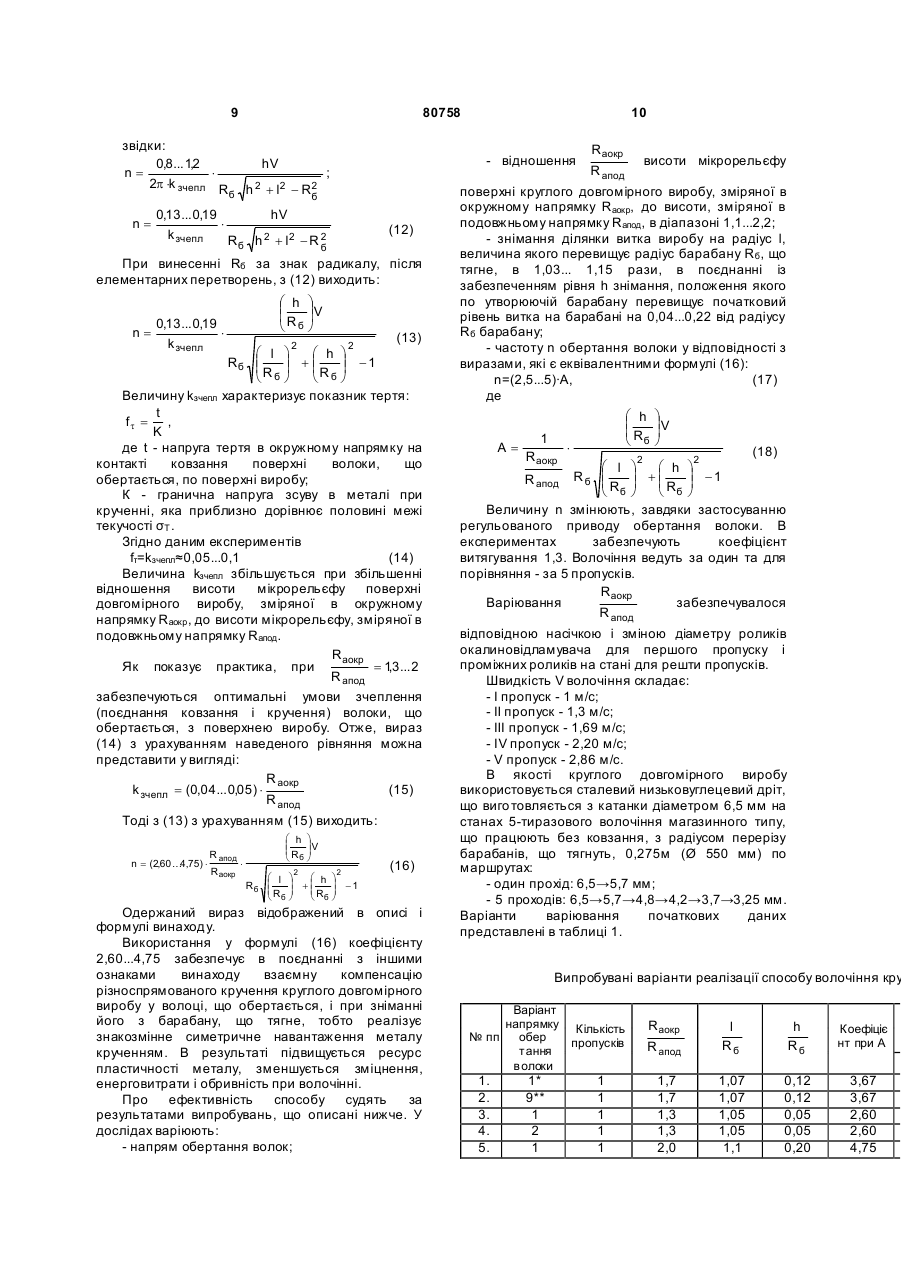
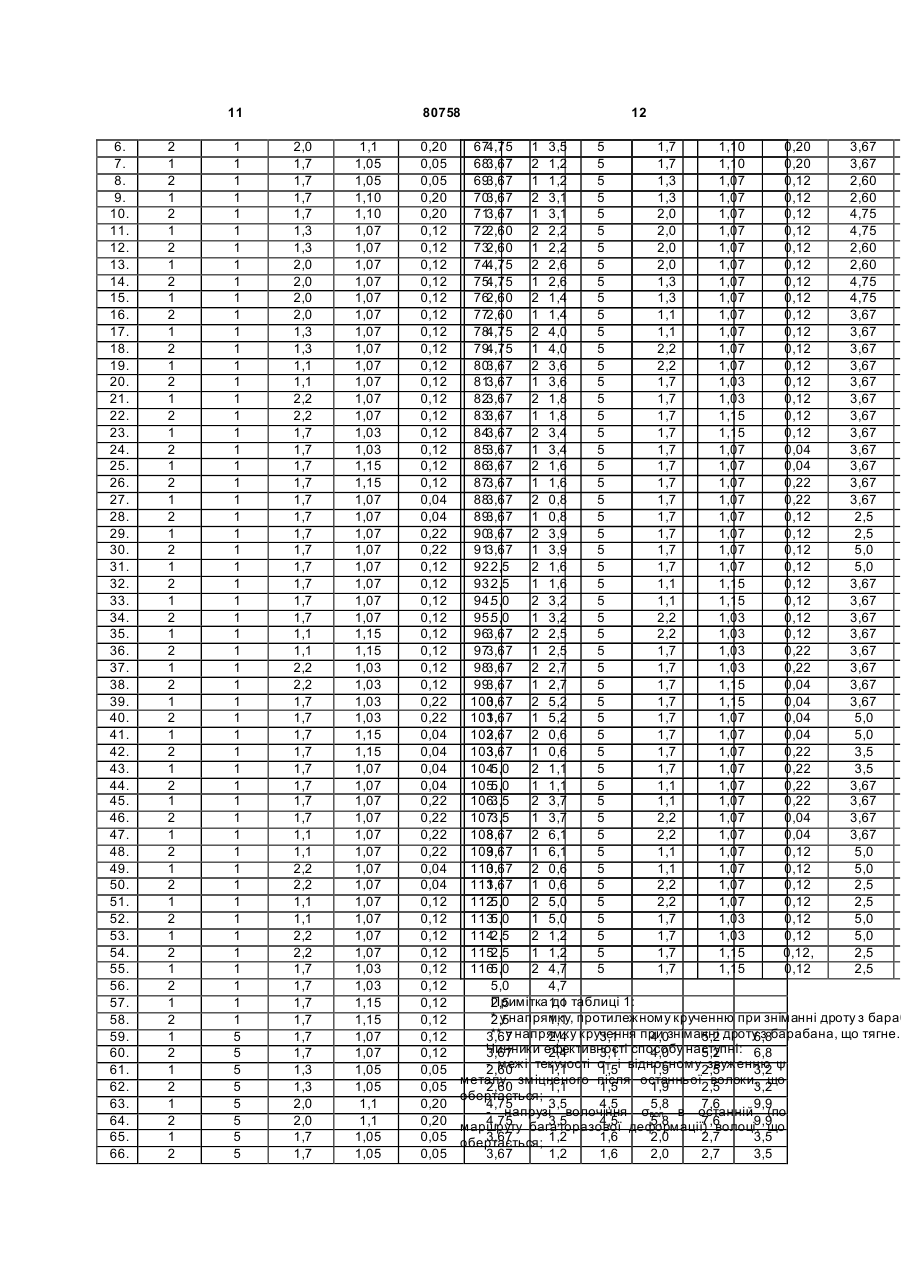
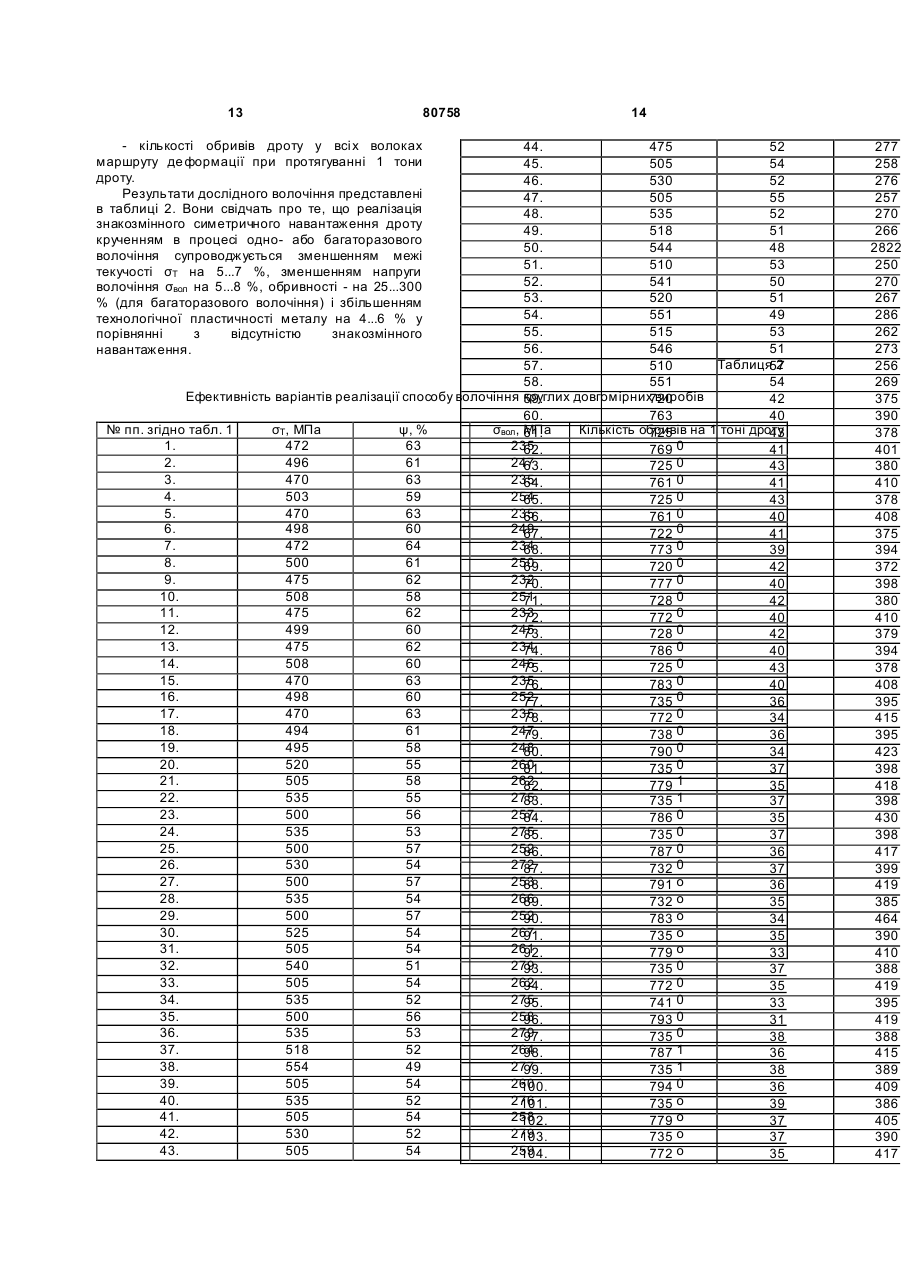
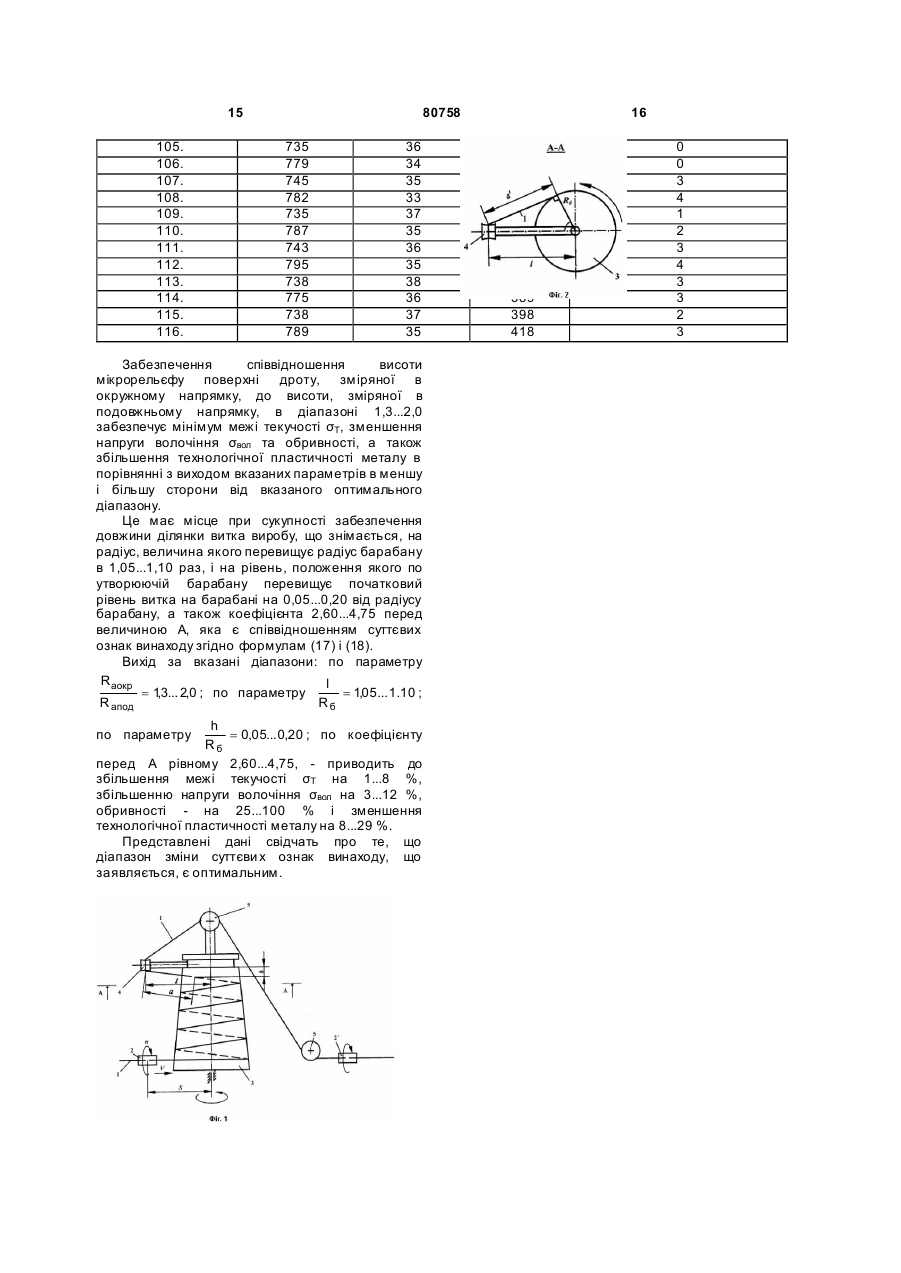
Спосіб волочіння круглих довгомірних виробів, що включає потокове закручування матеріалу виробу з використанням волок, що обертаються з регульованою швидкістю обертання, кожна з яких розташована перед тяговим барабаном, на якому формуються витки виробу, і розкручування матеріалу виробу в результаті подальшого і послідовного знімання витків з барабана, який відрізняє ться тим, що перед волочінням на матеріал виробу наносять мікрорельєф з відношенням 1,3...2 його висоти, зміряної в окружному напрямку, до висоти, зміряної в подовжньому напрямку, знімання ділянки витка виробу забезпечують на радіус, величина якого перевищує радіус барабана в 1,05...1,10 раз, і на рівень, положення якого по твірній барабана перевищує початковий рівень витка на барабані на 0,05...0,20 від радіуса барабана, а частоту обертання волоки визначають за виразом: Винахід відноситься до області волочильного виробництва і може бути використаним переважно при волочінні без ковзання і з накопиченням круглих довгомірних виробів (дріт, тр уби) на барабанах, що тягнуть, волочильних станів магазинного типу. На таких станах умова постійності секундних витрат металу, в середньому по стану, забезпечується наявністю значної кількості витків виробу на кожному з барабанів, що тягнуть. Прослизання виробу по колу перерізу барабанів відсутнє. При цьому кожен наступний виток виробу, що виходить з деформуючої волоки, встановленої перед барабаном, підіймає «на собі» попередній виток до тих пір, поки верхні (останні) витки виробу не заповнять барабан на необхідну висоту. Ця висота визначається технологічно за умови можливої витрати запасу виробу при регулюванні швидкості волочіння (швидкості приводу барабанів, що тягнуть) для забезпечення безобривного волочіння. На станах магазинного типу знімання верхніх витків з барабанів, що тягнуть, для передачі в потоці на подальшу волоку (або моталку) забезпечується повідцем, що знаходиться вище (по утворюючий, або осі барабану) рівня верхнього , 2 2 æ l ö æ h ö Rб ç çR ÷ +çR ÷ -1 ÷ ç ÷ è бø è бø де n - частота обертання волоки, об/с; R апод - висота мікрорельєфу матеріалу виробу, зміряна в подовжньому напрямку, м; R аокр - висота мікрорельєфу матеріалу виробу, зміряна в окружному напрямку, м; V - швидкість волочіння, м/с; Rб - радіус барабана, м; R аокр (19) UA (11) h - рівень знімання по твірній барабана ділянки витка виробу над рівнем його початкового розташування на барабані, м; І - радіус, на який знімається ділянка витка виробу з барабана, м. C2 ö ÷V ÷ ø (13) × æ h ç çR è б 80758 n = (2,60... 4,75) × Rапод 3 80758 витка. В результаті виріб одержує деформацію кручення, яка підсумовується з деформацією металу у волоках. Це підвищує нагартування (зміцнення) металу, енерговитрати на волочіння і знижує ресурс технологічної пластичності (деформуємість) металу, тобто можливу сумарну деформацію на стані до відпалення. Внаслідок цього збільшуються енерговитрати і обривність при волочінні. Відомий спосіб волочіння, описаний в [а. с. СРСР № 521037, М. кл.4 В21С1/00 «Спосіб волочіння труб» (Бюлетень, 1976, №26)], згідно якому волочіння кругли х довгомірних виробів (труб) ведеться через насадку і деформуючу волоку, причому, в процесі волочіння здійснюють попереднє зовнішнє обкатування труби інструментом, що формує гвинтову поверхню. Істотним недоліком аналога є те, що в процесі обкатування на поверхні круглих довгомірних виробів (труб) формується гвинтоподібний мікрорельєф, висота якого при вимірюванні в подовжньому напрямку більше, ніж зміряна в окружному напрямку. При деформації такої заготовки у волоці, що обертається, знижується тертя в окружному напрямку по поверхні виробу. В результаті зменшується скручування металу та ефективність застосування волоки, що обертається [див. статтю «Влияние анизотропии микрорельефа заготовки на эффективность применения вращающейся волоки» / А.М. Должанский, Д.Ю. Клюев, О.Н. Сенченко // Металлургическая и горнорудная промышленность. - 2003. - №6. - с. 51-53]: збільшується тягова напруга, енерговитрати і обривність при волочінні. Відомий спосіб волочіння круглих довгомірних виробів, описаний в [а. с. СРСР № 730401, М. кл.4 В21С1/00 «Спосіб волочіння металевих виробів з крученням» (Бюлетень, 1980, №16)], згідно якому волочіння круглої довгомірної заготовки здійснюють через дві волоки, що обертаються в протилежні сторони та яким задають рівні окружні швидкості обертання і розміщують на відстані від 4 до 12 діаметрів початкової заготовки одну від одної. Істотним недоліком аналога є те, що скручування довгомірного виробу при зніманні його у подальшому з барабану, що тягне, не компенсується волоками, оскільки вони обертаються в різні боки з однаковою кутовою швидкістю. В результаті метал одержує додаткову деформацію кручення, знижується ресурс його пластичності, збільшується зміцнення, енерговитрати і обривність при волочінні. Найближчим до способу, що заявляється, є [«Спосіб волочіння дроту», описаний в пат. ГДР №148931, М. кл.4 В21С1/02 і опублікований в реферативному журналі «Металлургия», 1983, №7, інформація 7Д461П], згідно якому круглий довгомірний виріб в потоці з волочінням закручують перед входом, зокрема, у волоку, що обертається, і розкручують після виходу з неї. Ме ханізми закручування і розкручування, а також деформуючий інструмент (волока) може працювати з регульованою швидкістю обертання. 4 Істотними недоліками прототипу є необхідність наявності спеціального додаткового механізму для розкручування металу, який компенсує його закручування, але не компенсує з визначеністю подальшу де формацію кручення довгомірного виробу при зніманні його з барабану, що тягне, а також поява природного нанесення на поверхню металу при його закручуванні мікрорельєфу, висота якого, зміряна в подовжньому напрямку, перевищує його висоту, зміряну в окружному напрямку. Гвинтоподібні «канавки», що створюються при цьому на поверхні виробу, не сприяють зчепленню поверхні волоки з поверхнею виробу. В результаті повністю не компенсується скручування металу при знятті його з барабану, що тягне, невизначеною є необхідна швидкість скручування заготовки волокою, що веде до додаткової неврахованої деформації металу, зниження ресурсу його пластичності, збільшення зміцнення, енерговитрат і обривності при волочінні. Метою запропонованого винаходу є підвищення технологічної пластичності (деформуємості) металу, зниження енерговитрат і обривності при його формозмін енні шляхом симетричного знакозмінного навантаження крученням в процесі волочіння круглих довгомірних виробів. Поставлена мета досягається тим, що в потоці волочіння здійснюється закручування круглих довгомірних виробів з використанням волок, які обертаються з регульованою швидкістю обертання, кожна з яких розташована перед барабаном, що тягне, на якому формуються витки виробу, і розкручування матеріалу виробу в результаті подальшого і послідовного знімання витків з барабану, причому перед волокою на матеріал виробу наносять мікрорельєф з відношенням 1,3...2 його висоти, зміряної в окружному напрямку, до висоти, зміряної в подовжньому напрямку, знімання ділянки витка виробу забезпечують на радіус, величина якого перевищує радіус барабану в 1,05...1,10 раз, і на рівень, положення якого по утворюючій барабану перевищує початковий рівень витка на барабані на 0,05...0,20 від радіусу барабану. Закручування круглого довгомірного виробу за допомогою волок, що обертаються, з регульованою швидкістю обертання і розкручування його в результаті подальшого і послідовного знімання витків з барабана в потоці волочіння необхідні для забезпечення знакозмінного навантаження металу. Наявність тільки закручування круглого довгомірного виробу або тільки його розкручування (по суті - закручування) веде до появи додаткової деформації, яка знижує ресурс пластичності металу, збільшує його нагартування, енерговитрати і обривність при волочінні. Нанесення мікрорельєфу з відношенням 1,3...2 його висоти, зміряної в окружному напрямку, до висоти, зміряної в подовжньому напрямку в поєднанні з необхідною швидкістю обертання волок необхідно для забезпечення 5 80758 зчеплення поверхні волоки з поверхнею круглого довгомірного виробу при обертанні волоки. Відношення вказаних значень висот мікрорельєфу менше 1,3 не сприяє досягненню необхідного зчеплення поверхні волоки з поверхнею круглого довгомірного виробу і знижує ефективність кручення. Це приводить до підвищення енерговитрат, а також не забезпечує належне закручування круглого довгомірного виробу. Забезпечення відношення більше 2 висоти, зміряної в окружному напрямку, до висоти, зміряної в подовжньому напрямку, помітно не змінює зчеплення поверхні волоки з поверхнею круглого довгомірного виробу, але підвищує загальну висоту мікрорельєфу, тертя, енерговитрати і обривність при волочінні. Вказана суттєва ознака винаходу не є очевидною, оскільки вона виявляється лише в поєднанні з рештою ознак запропонованого способу. Знімання з барабану, що тягне, ділянки витка круглого довгомірного виробу забезпечується на радіус, величина якого перевищує радіус барабану в 1,05...1,10 раз, і на рівень, положення якого по утворюючій барабану перевищує початковий рівень витка на барабані на 0,05...0,20 від радіусу барабану, зумовлює розкручування, яке компенсує попереднє скручування у волоках, що обертаються, з регульованою швидкістю обертання, кожна з яких розташована перед барабаном, що тягне. Знімання ділянки витка на радіус менше, ніж 1,05 радіусу барабану, при рівні, положення якого по утворюючій барабану перевищує початковий рівень витка на барабані, менше 0,05 радіусу барабану, не забезпечує необхідного розкручування виробу під час знімання його витка з барабану. В результаті в металі залишається деформація кручення, яка зменшує його деформуємість і приводить до підвищення зміцнення, енерговитрат і обривності при волочінні. Знімання ділянки витка на радіус більше, ніж 1,10 радіусу барабану, при рівні, положення якого по утворюючій барабану перевищує початковий рівень витка на барабані, більше 0,20 радіусу барабану, створює розкручування більше, ніж попереднє скручування, тобто додає металу додаткову деформацію кручення. В результаті збільшується нагартування, енерговитрати і обривність при волочінні. Крім того, збільшуються габарити волочильного стану. Вказана суттєва ознака винаходу не є очевидною, оскільки вона виявляється лише в поєднанні з рештою ознак запропонованого способу. Частоту обертання волоки визначають по виразу: n = (2,60... 4,75) × Rапод R аокр × æ h ç çR è б æ l Rб ç çR è б ö ÷×V ÷ ø 2 2 ö æ h ö ÷ +ç ÷ çR ÷ -1 ÷ ø è бø , де n - частота обертання волоки, об/с; 6 Rапод - висота мікрорельєфу матеріалу виробу, зміряна в подовжньому напрямку, м; Rаокр - висота мікрорельєфу матеріалу виробу, зміряна в окружному напрямку, м; V - швидкість волочіння, м/с; Rб - радіус барабану, м; h - рівень знімання по утворюючій барабану ділянки витка виробу над рівнем його початкового розташування на барабані, м; l - радіус, на який знімається ділянка витка виробу з барабана, м. Спосіб, що заявляється, реалізується згідно схем, представлених на фіг. 1 і 2: - на фіг. 1 - схема запропонованого способу волочіння круглих дліномірних виробів; - на фіг. 2 - розріз А-А фіг. 1. Круглий довгомірний виріб 1 протягується через волоку 2, що обертається, за рахунок намотування його на практично циліндричний (з конусністю 2...4 %) барабан 3, що тягне. На барабані 3 формуються витки виробу 1, верхній (останній) з яких зверху барабану 3 повідцем 4, довжина якого перевищує радіус барабану 3 в 1,05...1,10 раз, піднімає ділянку виробу 1 завдовжки а на рівень h, що перевищує початковий рівень цього витка на барабані 3 на 0,05...0,20 від радіусу барабана 3. Далі виріб 1 роликами 5 передається в наступну по ходу волочіння волоку 2', що обертається. При зніманні верхнього витка виробу 1 з барабану 3, метал одержує деформацію кручення, яка компенсує його скручування в волоці 2, що обертається, завдяки забезпеченню її обертання зі швидкістю, що визначається по виразу (16) у напрямку, протилежному наступному крученню при зніманні виробу 1 з барабану 3, що тягне, на повідець 4. Вираз, що наведений вище, одержаний таким чином. Лінійна швидкість виробу на колі перетину барабана, що тягне: V=2πRn [м/с], (1) де R - радіус кола, м; n - частота обертання волоки, об/с. Куто ва швидкість на цьому колі: ω=2πn [рад/с], (2) Крім того: j ×R (3) V= t j (4) w= t де φ - кут повороту барабану, радіан; τ - час його повороту на кут φ, с. Цей час може бути визначеним по формулі: S (5) t= V де S - шлях від волоки, розташованої перед барабаном, до поверхні барабану, м; V - швидкість волочіння (лінійна окружна швидкість на поверхні барабану), м/с. Знакозмінне навантаження обумовлює підвищення технологічної пластичності (деформуємості), якщо відносний кут скручування матеріалу виробу (інтенсивність скручування) 7 80758 приблизно рівний відносному куту його розкручування, або: γскр≈(0,8...1,2)γрозкр, (6) j скр де g скр = - відносний кут скручування на S довжині S; φскр - фактичний кут скручування; S - відстань від волоки, що обертається, до точки дотику довгомірного виробу з поверхнею барабану, що тягне (фіг. 1); jрозкр g розкр = - відносний кут розкручування а на довжині а; φрозкр - фактичний кут розкручування; а - відстань від поверхні барабану до обвідного пристосування (див. фіг. 1). Тоді вираз (6) набуває вигляд: j скр j розкр » (0,8... 12) × , . S а Можна прийняти, що до волоки заготовка не є закріпленою, і тому де формація кручення в ній відсутня. Скручування виробу має місце після волоки, що обертається, до його торкання з поверхнею барабану. Тоді на відстані S відносне скручування металу від дії волоки, що обертається, можна одержати таким чином. З рівності виразів (2) і (4) маємо: j скр 2pn = , t а розділивши ліву і праву частини цієї рівності на S, одержуємо: 2p n j скр = , S tS звідки: j скр 2pn × t (7) g скр = = S S З виразу (7) з врахуванням (5) і коефіцієнту «зчеплення» поверхні волоки, що обертається, з поверхнею довгомірного виробу kзчепл
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for drawing of round long components
Автори англійськоюDolzhanskyi Anatolii Mykhailovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Babenko Mykhailo Antonovych, Yevtushenko Mykola Heorhiiovych, Ocheretna Natalia Mykolaivna, Kliuiev Dmytro Yuriiovych, Dobrov Ihor Viacheslavovych
Назва патенту російськоюСпособ волочения круглых длинномерных изделий
Автори російськоюДолжанский Анатолий Михайлович, Шеремет Владимир Александрович, Кэкух Анатолий Владимирович, Бабенко Михаил Антонович, Евтушенко Николай Георгиевич, Очеретная Наталья Николаевна, Клюев Дмитрий Юрьевич, Добров Игорь Вячеславович
МПК / Мітки
Мітки: виробів, довгомірних, круглих, спосіб, волочіння
Код посилання
<a href="https://ua.patents.su/8-80758-sposib-volochinnya-kruglikh-dovgomirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб волочіння круглих довгомірних виробів</a>
Мастило для волочіння довгомірних циліндричних виробів
Номер патенту: 67339
Опубліковано: 15.06.2004
Автори: Карасик Тетяна Леонідівна, Власова Олена Володимирівна
МПК: C10M 103/00
Мітки: мастило, циліндричних, довгомірних, виробів, волочіння
Формула / Реферат:
Мастило для волочіння довгомірних циліндричних виробів, що містить сіль лужного металу поліфосфорної кислоти і натрієве мило, яке відрізняється тим, що воно додатково містить буру та амоній залізосірчанокислий при наступному співвідношенні компонентів, мас. %: сіль лужного металу поліфосфорної кислоти 11,8-13,4 бура 1,1 - 1,5 амоній залізосірчанокислий...
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Жук Анатолій Якович
МПК: B21C 1/02
Мітки: дроту, волочіння, спосіб
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Інструмент для волочіння

Номер патенту: 35391
Опубліковано: 15.03.2001
Автори: Васильєв Олександр Генадійович, Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович
МПК: B21C 3/14
Мітки: волочіння, інструмент
Формула / Реферат:
Інструмент для волочіння, який включає корпус, в якому розташовані цангова втулка з напірною та робочою волоками, розділені ущільнювальною шайбою, накидну гайку та упорну шайбу, який відрізняється тим, що на виході з робочої волоки встановлена запірна торцева кришка, яка має циліндричний елемент, який входить у отвір цангової втулки.
Спосіб волочіння дроту
Номер патенту: 42172
Опубліковано: 15.10.2001
Автори: Ніколаєв Віктор Олександрович, Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: дроту, волочіння, спосіб
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягнення крізь дві волоки, який відрізняється тим, що вібронавантаження здійснюють шляхом надання дроту колових коливань, відносно лінії волочіння, з кутовою частотою w = 5-25с-1 та відносною амплітудою a/l=0,0025-0,01, де a - амплітуда віброколивань,мм, l - відстань між волокою та пристроєм для збудження віброколивань, мм.
Стан багаторазового волочіння дроту
Номер патенту: 57537
Опубліковано: 16.06.2003
Автори: Іванцов Іван Іванович, Гудзь Валерій Трохимович, Петров Юрій Михайлович, Зубанов Володимир Олександрович
МПК: B21C 1/02
Мітки: дроту, волочіння, багаторазового, стан
Формула / Реферат:
Стан багаторазового волочіння дроту, що містить розмотувальний та намотувальний пристрої, співвісно встановлені на валах комплекти тягнучих барабанів із приводом, волокотримачі з волоками, який відрізняється тим, що стан додатково обладнаний комплектами проміжних барабанів, причому всі проміжні барабани одного комплекту співвісно встановлені на один вал з можливістю прослизання на ньому, й осі валів із проміжними барабанами паралельні осям...
Попередній патент: Спосіб інтегрального оцінювання еластичності кровоносних судин людини
Наступний патент: Пристрій для обсушування бульб насіннєвої картоплі
Випадковий патент: Листозгинальна машина