Спосіб виготовлення багатопорожнинних виробів вивертанням труби
Номер патенту: 61236
Опубліковано: 17.11.2003
Автори: Маковецький Володимир Володимирович, Маковецький Олександр Володимирович
Формула / Реферат
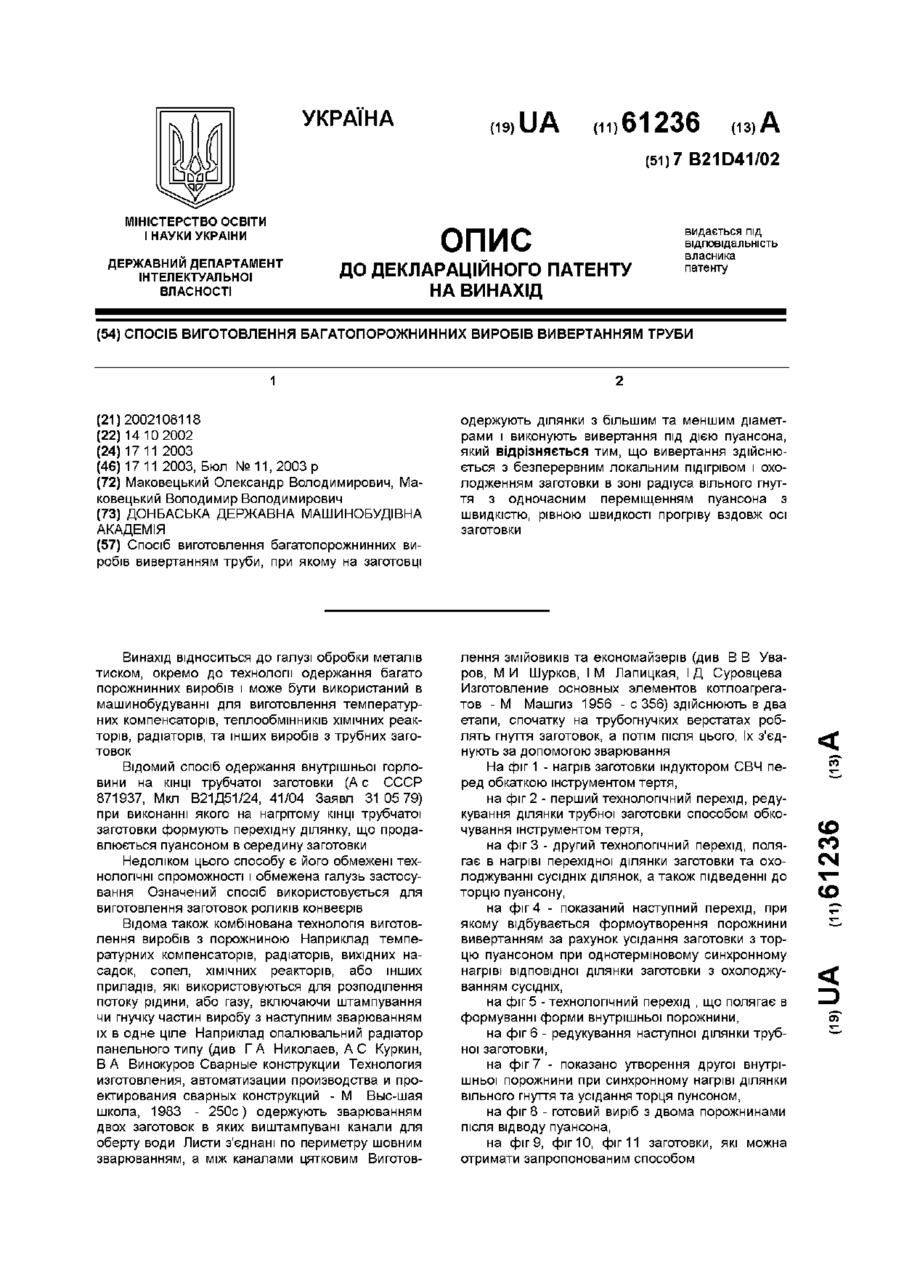
Спосіб виготовлення багатопорожнинних виробів вивертанням труби, при якому на заготовці одержують ділянки з більшим та меншим діаметрами і виконують вивертання під дією пуансона, який відрізняється тим, що вивертання здійснюється з безперервним локальним підігрівом і охолодженням заготовки в зоні радіуса вільного гнуття з одночасним переміщенням пуансона з швидкістю, рівною швидкості прогріву вздовж осі заготовки.
Текст
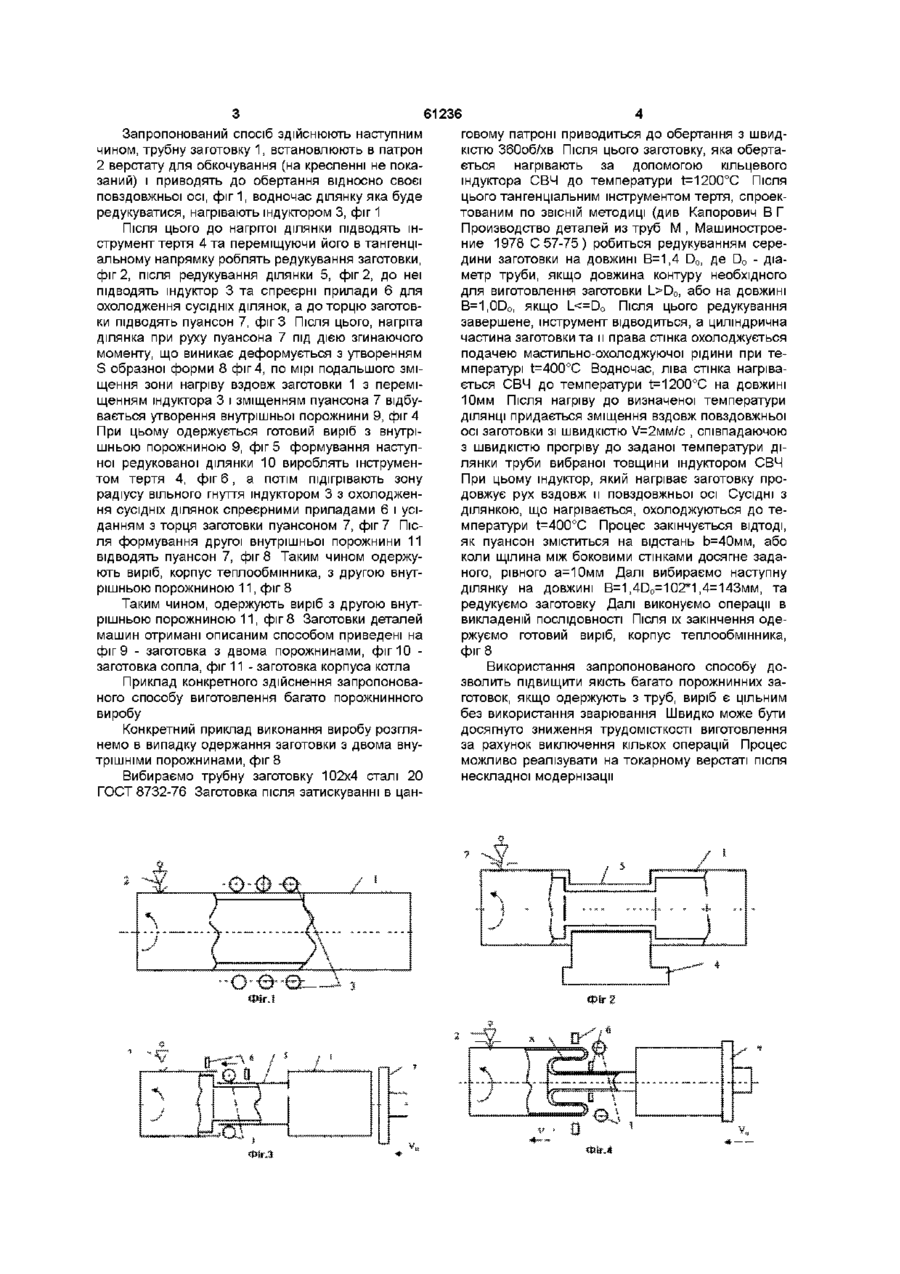
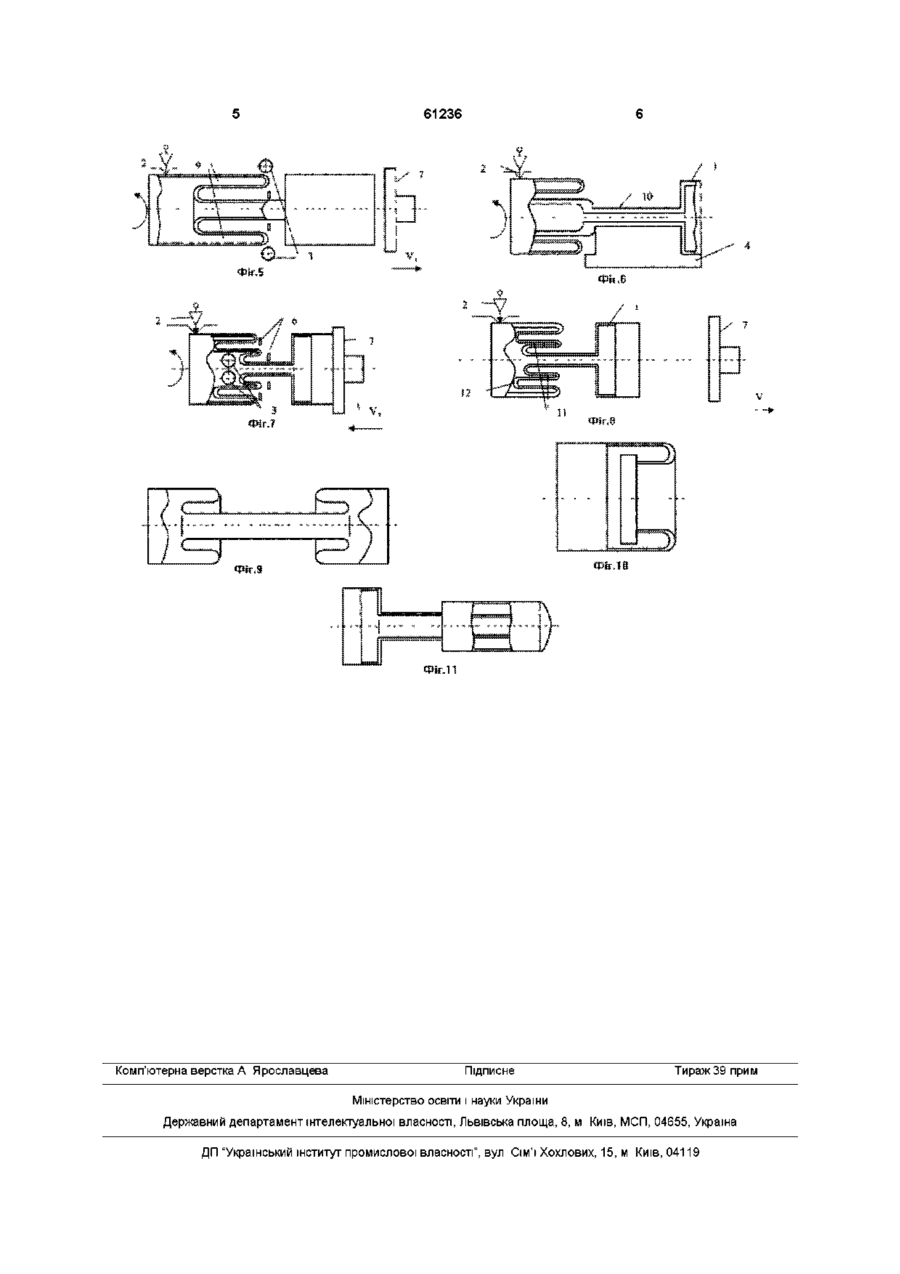
Спосіб виготовлення багатопорожнинних виробів вивертанням труби, при якому на заготовці одержують ділянки з більшим та меншим діаметрами і виконують вивертання під дією пуансона, який відрізняється тим, що вивертання здійснюється з безперервним локальним підігрівом і охолодженням заготовки в зоні радіуса вільного гнуття з одночасним переміщенням пуансона з швидкістю, рівною швидкості прогріву вздовж осі заготовки Винахід відноситься до галузі обробки металів тиском, окремо до технології одержання багато порожнинних виробів і може бути використаний в машинобудуванні для виготовлення температурних компенсаторів, теплообмінників ХІМІЧНИХ реакторів, радіаторів, та інших виробів з трубних заготовок Відомий спосіб одержання внутрішньої горловини на КІНЦІ трубчатої заготовки (А с СССР 871937, Мкл В21Д51/24, 41/04 Заявл 3105 79) при виконанні якого на нагрітому КІНЦІ трубчатої заготовки формують перехідну ділянку, що продавлюється пуансоном в середину заготовки Недоліком цього способу є його обмежені технологічні спроможності і обмежена галузь застосування Означений спосіб використовується для виготовлення заготовок роликів конвеєрів Відома також комбінована технологія виготовлення виробів з порожниною Наприклад температурних компенсаторів, радіаторів, вихідних насадок, сопел, ХІМІЧНИХ реакторів, або інших приладів, які використовуються для розподілення потоку рідини, або газу, включаючи штампування чи гнучку частин виробу з наступним зварюванням їх в одне ціле Наприклад опалювальний радіатор панельного типу (див Г А Николаев, А С Куркин, В А Винокуров Сварные конструкции Технология изготовления, автоматизации производства и проектирования сварных конструкций - М Выс-шая школа, 1983 - 250с) одержують зварюванням двох заготовок в яких виштампувані канали для оберту води Листи з'єднані по периметру шовним зварюванням, а між каналами цятковим Виготов лення ЗМІЙОВИКІВ та економайзерів (див В В Ува ров, М И Шурков, І М Лапицкая, І Д Суровцева Изготовление основных элементов котлоагрегатов - М Машгиз 1956 - с 356) здійснюють в два етапи, спочатку на трубогнучких верстатах роблять гнуття заготовок, а потім після цього, їх з'єднують за допомогою зварювання На фіг 1 - нагрів заготовки індуктором СВЧ перед обкаткою інструментом тертя, на фіг 2 - перший технологічний перехід, редукування ділянки трубної заготовки способом обкочування інструментом тертя, на фіг 3 - другий технологічний перехід, полягає в нагріві перехідної ділянки заготовки та охолоджуванні сусідніх ділянок, а також підведенні до торцю пуансону, на фіг 4 - показаний наступний перехід, при якому відбувається формоутворення порожнини вивертанням за рахунок усідання заготовки з торцю пуансоном при однотерміновому синхронному нагріві відповідної ділянки заготовки з охолоджуванням сусідніх, на фіг5 -технологічний перехід , що полягає в формуванні форми внутрішньої порожнини, на фіг 6 - редукування наступної ділянки трубної заготовки, на фіг 7 - показано утворення другої внутрішньої порожнини при синхронному нагріві ділянки вільного гнуття та усідання торця пунсоном, на фіг 8 - готовий виріб з двома порожнинами після відводу пуансона, на фіг 9, фіг 10, фіг 11 заготовки, які можна отримати запропонованим способом (О со (О 61236 говому патроні приводиться до обертання з швидкістю 360об/хв Після ЦЬОГО заготовку, яка обертається нагрівають за допомогою кільцевого індуктора СВЧ до температури t=1200°C Після цього тангенціальним інструментом тертя, спроектованим по ЗВІСНІЙ методиці (див Капорович В Г Производство деталей из труб М , Машиностроение 1978 С 57-75) робиться редукуванням середини заготовки на довжині В=1,4 Do, де Do - діаметр труби, якщо довжина контуру необхідного для виготовлення заготовки L>D0, або на довжині B=1,0Do, якщо L
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production multi-cavity articles by twisting a tube
Автори англійськоюMakovetskyi Volodymyr Volodymyrovych
Назва патенту російськоюСпособ изготовления многополостных изделий выкручиванием трубы
Автори російськоюМаковецкий Владимир Владимирович
МПК / Мітки
МПК: B21D 41/00
Мітки: вивертанням, трубі, спосіб, виробів, виготовлення, багатопорожнинних
Код посилання
<a href="https://ua.patents.su/3-61236-sposib-vigotovlennya-bagatoporozhninnikh-virobiv-vivertannyam-trubi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатопорожнинних виробів вивертанням труби</a>
Спосіб виготовлення виробів фільтруючої кераміки з щілиноподібною порожниною
Номер патенту: 53283
Опубліковано: 15.01.2003
Автори: Білоусов Олег Юрійович, Сабардак Валерій Іванович
МПК: C04B 35/00, C04B 38/00
Мітки: спосіб, виготовлення, виробів, порожниною, щілиноподібною, фільтруючої, кераміки
Формула / Реферат:
Спосіб виготовлення виробів фільтруючої кераміки з щілиноподібною порожниною, переважно фільтрувальних елементів дискових фільтрів, що включає операції приготування формувальної суміші пористої кераміки, формування заготовок виробів, їх термічну та механічну обробку, який відрізняється тим, що виріб виготовляють із двох заготовок у вигляді половини виробу і визначають в кожній із них периферійну та центральну зони, при цьому в центральній...
Спосіб виготовлення виробів з оптичних та сцинтиляційних матеріалів
Номер патенту: 29878
Опубліковано: 15.11.2000
Автори: Трохименко Володимир Васильович, Давиденко Микола Іванович
МПК: C30B 35/00
Мітки: матеріалів, виготовлення, виробів, сцинтиляційних, оптичних, спосіб
Формула / Реферат:
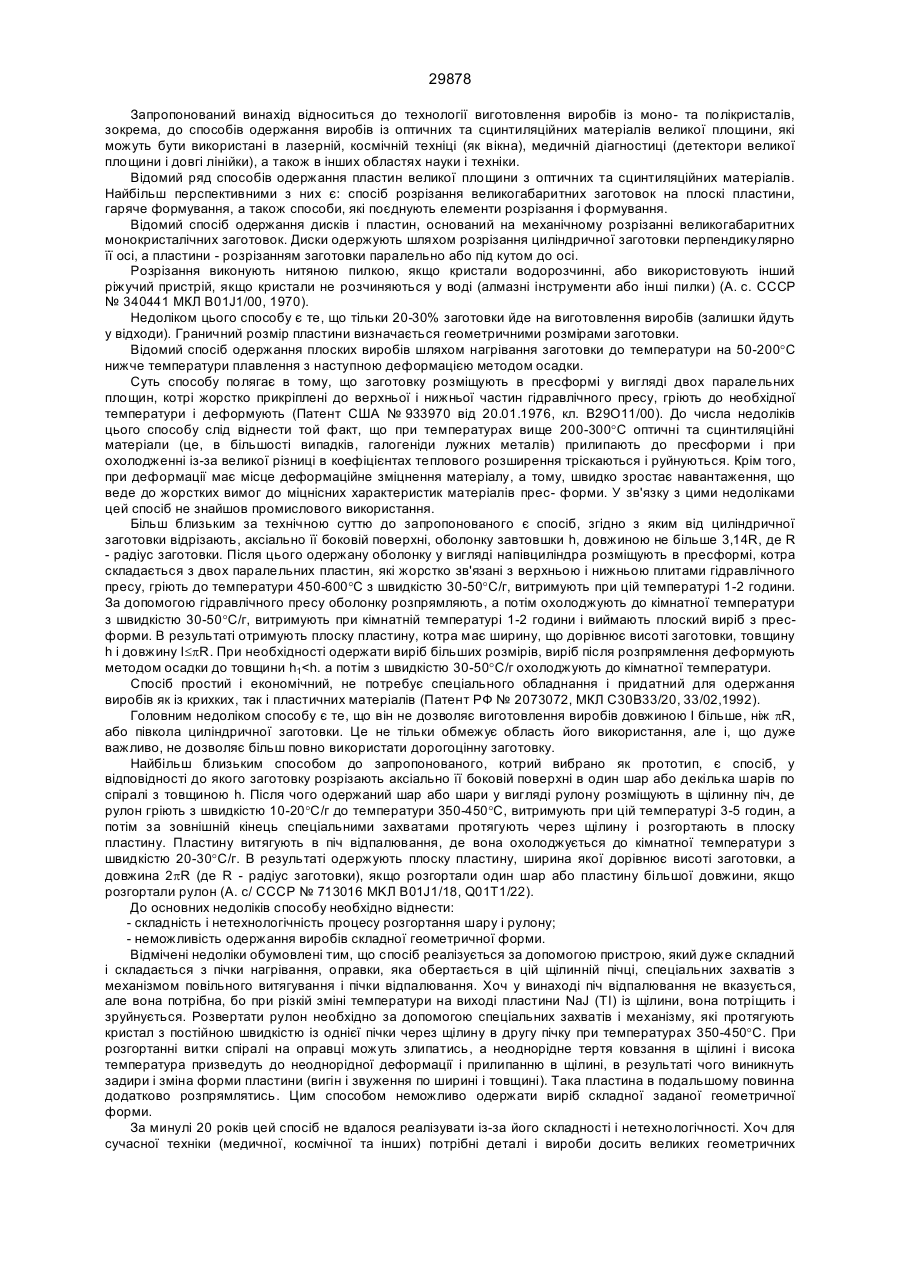
1. Спосіб виготовлення виробів із оптичних та сцинтиляційних матеріалів, включаючий різання циліндричної заготовки аксіально її бокової поверхні на оболонки товщиною h, нагрівання оболонки для переведення її в область пластичності і розгортання у виріб, який відрізняється тим, що оболонку вирізають довжиною І, причому І<4pR, де R - радіус оболонки, а розгортають оболонку за допомогою розгортаючого пристрою при цьому перемішують...
Спосіб одержання хлібобулочних виробів
Номер патенту: 35197
Опубліковано: 15.03.2001
Автор: Обрубінський Геннадій Вікторович
МПК: A21D 8/06
Мітки: одержання, хлібобулочних, виробів, спосіб
Формула / Реферат:
Спосіб одержання хлібобулочних виробів, який передбачає піддання тістових заготовок дії вакууму, який відрізняється тим, що тістові заготовки піддають дії вакууму під тиском 0,76-38 мм рт. ст.
Спосіб виготовлення тістових відкритих виробів, переважно піци
Номер патенту: 58141
Опубліковано: 15.07.2003
Автор: Горбач Любов Іванівна
МПК: A21D 8/00
Мітки: спосіб, виробів, переважно, відкритих, тістових, виготовлення, піци
Формула / Реферат:
1. Спосіб виготовлення тістових відкритих виробів, переважно піци, шляхом змішування борошна з інгредієнтами, виброджування тіста, зважування та формування порцій тістової заготовки, розстоювання тістової заготовки та насипання начинки на неї і випічки, який відрізняється тим, що розстоювання тіста ведуть впродовж 15-20 хвилин при температурі 35-40°С, а поверхню тістової заготовки змащують соусом з томатної пасти та/або майонезу у суміші із...
Спосіб виготовлення гнутих деталей із профільного прокату
Номер патенту: 54061
Опубліковано: 17.02.2003
Автори: Квасницький Вячеслав Федорович, Миронов Василь Ігорович
МПК: B21D 7/02
Мітки: деталей, профільного, гнутих, прокату, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення гнутих деталей із профільного прокату, що включає розмічувальні роботи і розкрій заготовок без припусків на гнуття, приварку до заготовок допоміжних елементів, гнуття заготовок та їх контроль, відрізання допоміжних елементів і контуровку вигнутих деталей, який відрізняється тим, що в процесі розмічувальних робіт укладання деталей на сортові смуги виконують попарно таким чином, щоб суміжні ділянки сформованих пар деталей...
Попередній патент: Спосіб визначення піретроїдів у кровотворних органах та м’язах риб за допомогою спектрофотометра
Наступний патент: Спосіб лікування хронічного реактивного гепатиту у хворих, які перенесли операцію холецистектомії
Випадковий патент: Пристрій подання герметика