Спосіб лазерної обробки модульованим випромінюванням
Номер патенту: 71309
Опубліковано: 10.07.2012
Автори: Шелягін Володимир Дмитрович, Шуба Іван Володимирович, Хаскін Владислав Юрійович

Формула / Реферат
1. Спосіб лазерної обробки модульованим випромінюванням, що включає підведення до поверхні стику зварюваних деталей сфокусованого модульованого лазерного випромінювання, плавлення металу зварюваних деталей під дією лазерного випромінювання з формуванням спільної для обох деталей ванни розплаву, остигання ванни розплаву, який відрізняється тим, що потужність лазерного випромінювання модулюють таким чином, щоб передній фронт імпульсу модуляції формувався у часі відповідно наступному математичному виразу:
![]() ,
,
де
tвип - час, необхідний для нагріву поверхні зварювальної ванни від температури плавлення до температури випаровування; ![]() - теплопровідність матеріалу, що зварюють;
- теплопровідність матеріалу, що зварюють; ![]() - його густина; с - його теплоємність; Wp - густина потужності лазерного випромінювання; Твип. - температура випаровування матеріалу, що зварюють; Тпл. - його температура плавлення.
- його густина; с - його теплоємність; Wp - густина потужності лазерного випромінювання; Твип. - температура випаровування матеріалу, що зварюють; Тпл. - його температура плавлення.
2. Спосіб за п. 1, який відрізняється тим, що частота модуляції лазерного випромінювання вибирається відповідно наступному математичному виразу:
![]() ,
,
де
![]() - частота слідування імпульсів модуляції; V - швидкість руху хвилі рідкого металу на задньому фронті зварювальної ванни, яка визначається як корінь з добутку прискорення вільного падіння на висоту зварювальної ванни; L - характерний розмір зварювальної ванни, який визначається як сума довжини ванни і її глибини.
- частота слідування імпульсів модуляції; V - швидкість руху хвилі рідкого металу на задньому фронті зварювальної ванни, яка визначається як корінь з добутку прискорення вільного падіння на висоту зварювальної ванни; L - характерний розмір зварювальної ванни, який визначається як сума довжини ванни і її глибини.
3. Спосіб за п. 1, який відрізняється тим, що задній фронт імпульсів лазерного випромінювання додатково модулюють високою частотою з перемінною амплітудою, які обирають відповідно до наступних математичних виразів:
![]() , А = Рmах - Pmin,
, А = Рmах - Pmin,
де
fз - частота модуляції заднього фронту імпульсу лазерного випромінювання;
А - амплітуда такої модуляції;
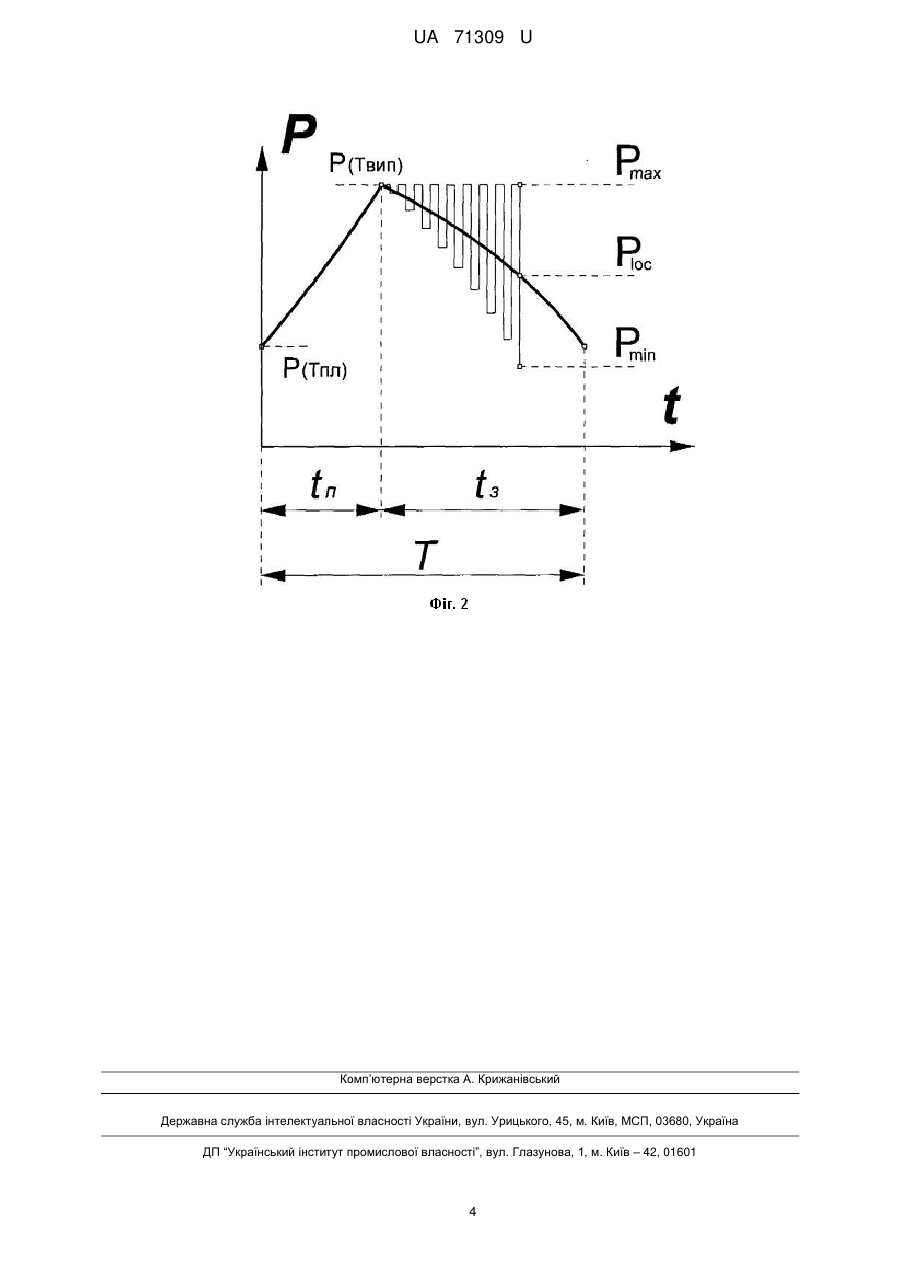
Т - період слідування імпульсів лазерного випромінювання; tвип - час, необхідний для нагріву поверхні зварювальної ванни від температури плавлення до температури кипіння, що відповідає величині переднього фронту імпульсу лазерного випромінювання; Рmах - пікова потужність імпульсу лазерного випромінювання; Pmin - мінімальна потужність модуляції заднього фронту імпульсу лазерного випромінювання, що визначається виразом ![]() , де Рlос - локальна потужність лазерного випромінювання у відповідному місці непромодульованого заднього фронту імпульсу.
, де Рlос - локальна потужність лазерного випромінювання у відповідному місці непромодульованого заднього фронту імпульсу.
Текст
Реферат: UA 71309 U UA 71309 U 5 10 Корисна модель належить до способів лазерної термічної обробки та зварювання виробів з металів і сплавів. Спосіб може бути використаний у різних галузях техніки для одержання зносостійких поверхневих шарів, а також високоміцних герметичних зварних з'єднань металевих матеріалів за допомогою модульованого лазерного випромінювання. Відомо, що одним з характерних дефектів лазерної обробки, зокрема зварювання із глибоким проплавленням, є утворення внутрішніх пор в переплавленому металі [Prevention of Porosity by Power Modulation in Deep Penetration Laser Welding / Kawaguchi I., Tsukamoto S., Honda H., Arakane G. // IIW, 2004, Doc. IV-860-04.-9 p.]. Даний дефект виникає за рахунок часткового або повного заливання парогазового каналу, утвореного сфокусованим лазерним випромінюванням, рідким металом з хвостової частини зварювальної ванни. Запропоновано усувати описаний недолік за рахунок заміни неперервного лазерного випромінювання імпульсним з частотою f, що визначається за залежністю f V , де V - швидкість руху хвилі 2L 15 20 25 30 35 40 45 50 55 рідкого металу на задньому фронті зварювальної ванни, яка визначається як корінь з добутку прискорення вільного падіння на висоту зварювальної ванни, a L - довжина хвилі рідкого металу в хвостовій частині зварювальної ванни. Недоліком такого способу лазерного зварювання є відсутність випромінювання між двома сусідніми імпульсами, яка призводить до зменшення загального енергетичного вкладання у зварювальну ванну, початку її кристалізації, утворенню крихких структур закалювання у зварних швах і, відповідно, зниженню їхніх механічних властивостей. Для усунення вказаного недоліку може використовуватися наступний спосіб лазерного зварювання [Патент Российской Федерации № 2186667: Способ лазерной сварки металлов и сплавов. Авторы: Басиев Т.Т., Федин А.В., Чащин Е.А., Шилов И.В., Ковровская 7 государственная технологическая академия; МПК В23К26/20; 10.08.2002.]. Згідно з даним способом для підвищення якості зварного з'єднання видаляють поверхневий шар із одночасним формуванням каналу із боковими стінками, покритими тонким шаром розплаву. Це здійснюють впливом модульованого випромінювання додаткового лазера. Вплив імпульсу, що плавить, починають із часовим здвигом від початку генерації цугу імпульсів модульованого випромінювання додаткового лазера, який встановлюють із певного співвідношення. Недоліком такого способу імпульсного лазерного зварювання тонколистових металів є необхідність використання додаткового лазера. Найбільш близьким за технічною суттю до описуваної корисної моделі є спосіб лазерного зварювання набором окремих Імпульсів, згідно з яким кожний імпульс лазерного випромінювання становить собою вгнуту криву в координатах густина q(t) потужності - час t [Патент Российской Федерации № 2120364: Способ импульсной лазерной сварки и установка 6 для его осуществления. Авторы: Каюков СВ., Гусев А.А., Самарцев Г.В., Канавин А.П.; МПК В23К26/00; 20.10.1998.]. Для здійснення процесу зварювання запропоновано певним чином формувати передній фронт імпульсу лазерного випромінювання. Довжина початкової ділянки кривої імпульсу (тобто його передній фронт) визначається часом, необхідним для утворення достатньо великого об'єму розплаву. Густина потужності на цій ділянці не повинна перевищувати значення, яке відповідає розвиненому випаровуванню металу. Густина потужності випромінювання на початковій ділянці і довжина цієї ділянки залежать від діаметру плями фокусування лазерного випромінювання на поверхні деталей, що зварюють. Чим менший діаметр плями фокусування на поверхні стику деталей, що зварюють, тим більшою є кривизна кривої q(t) . Таким чином запропоновано спосіб імпульсного лазерного зварювання, що включає підведення до поверхні стику деталей, що зварюють, сфокусованого лазерного випромінювання в Імпульсному режимі, плавлення металу деталей, що зварюють, під дією лазерного випромінювання з формуванням спільної для обох деталей ванни розплаву, застигання ванни розплаву, який відрізняється тим, що передній фронт імпульсу лазерного випромінювання формують у часі відповідно до певної математичної залежності. Недоліком відомого способу є те, що сформовані запропонованим чином імпульси лазерного випромінювання призначені лише для розплавлення без розвиненого випаровування металу деталей, що зварюють. Тобто в утвореному під дією сфокусованого випромінювання парогазовому каналі тиск є низьким. Такий підхід може призводити до формування внутрішніх пор за рахунок затікання рідкого металу до утвореного лазерним випромінюванням парогазового каналу в період відсутності випромінювання між двома сусідніми імпульсами. В основу корисної моделі поставлена задача створення такого способу термічної обробки або зварювання металів і сплавів модульованим лазерним випромінюванням, при якому буде усунено загрозу утворення внутрішніх пор в переплавленому металі. 1 UA 71309 U 5 Поставлену задачу вирішують створенням способу термічної обробки або зварювання за рахунок здійснення модуляції лазерного випромінювання таким чином, щоб підведення до поверхні стику зварюваних деталей сфокусованого модульованого лазерного випромінювання, плавлення металу зварюваних деталей під дією лазерного випромінювання з формуванням спільної для обох деталей ванни розплаву, остигання ванни розплаву, відбувалися під дією потужності лазерного випромінювання, промодульованого таким чином, щоб час формування переднього фронту імпульсу модуляції відповідав наступному математичному виразу tвип 10 15 c ( Твип Тпл )2 , де tвип - час, необхідний для нагріву поверхні зварювальної ванни від 4 Wp 2 температури плавлення до температури випаровування; - теплопровідність матеріалу, що зварюють; - його густина; с - його теплоємність; Wp - густина потужності лазерного випромінювання; Твип - температура випаровування матеріалу, що зварюють; Тпл - його температура плавлення. При цьому між двома сусідніми імпульсами завжди наявне випромінювання із певною потужністю. Рівень цієї потужності повинен бути достатнім для усунення ефекту затікання рідкого металу до парогазового каналу, що виникає під дією сфокусованого лазерного випромінювання. При цьому температура ванни розплаву перевищує температуру плавлення, але не перевищує температуру випаровування для оброблюваного металу. Частоту модуляції лазерного випромінювання вибирають відповідно наступному математичному виразу: f V , де f - частота слідування імпульсів модуляції; V - швидкість руху L 20 хвилі рідкого металу на задньому фронті зварювальної ванни, яка визначається як корінь з добутку прискорення вільного падіння на висоту зварювальної ванни; L - характерний розмір зварювальної ванни, який визначається як сума довжини ванни і її глибини. Окрім цього задній фронт імпульсів лазерного випромінювання можна додатково модулювати високою частотою з перемінною амплітудою, які вибираються відповідно 25 наступним математичним виразам: fз (10...1000) , A=Pmax-Pmin, де fз - частота модуляції 30 заднього фронту імпульсу лазерного випромінювання; А - амплітуда такої модуляції; Т - період слідування імпульсів лазерного випромінювання; tвип - час, необхідний для нагріву поверхні зварювальної ванни від температури плавлення до температури кипіння, що відповідає величині переднього фронту імпульсу лазерного випромінювання; Рmах - пікова потужність імпульсу лазерного випромінювання; Pmin - мінімальна потужність модуляції заднього фронту T t вип імпульсу лазерного випромінювання, що визначається виразом Pmin 2 Pmax , де Рlос - локальна Ploc 35 40 потужність лазерного випромінювання у відповідному місці непромодульованого заднього фронту імпульсу. Суть корисної моделі пояснюється кресленням Фіг. 1 і Фіг. 2. На Фіг. 1 представлено умовний вигляд модуляції потужності Р лазерного випромінювання у часі t. Пікова потужність Рmах в імпульсі модуляції вибирається такою, щоб нагрів ванни розплаву під її дією не перевищував температури випаровування оброблюваного матеріалу Твип. Потужність Рmin нижньої границі імпульсу модуляції вибирається такою, щоб нагрів ванни розплаву під її дією гарантував певне перевищення температури плавлення Тпл оброблюваного матеріалу. Додатково задній фронт t3 кожного з імпульсів, період слідування яких Т, лазерного випромінювання може бути модульований високою частотою з перемінною амплітудою А=PmaxРmin (Фіг. 2). Це дозволить зменшити розмір зерна в переплавленому металі і додатково знизити вірогідність утворення внутрішніх пор. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 1. Спосіб лазерної обробки модульованим випромінюванням, що включає підведення до поверхні стику зварюваних деталей сфокусованого модульованого лазерного випромінювання, плавлення металу зварюваних деталей під дією лазерного випромінювання з формуванням спільної для обох деталей ванни розплаву, остигання ванни розплаву, який відрізняється тим, що потужність лазерного випромінювання модулюють таким чином, щоб передній фронт імпульсу модуляції формувався у часі відповідно наступному математичному виразу: 2 UA 71309 U tвип 5 c ( Твип Тпл )2 , 4 Wp 2 де tвип - час, необхідний для нагріву поверхні зварювальної ванни від температури плавлення до температури випаровування; - теплопровідність матеріалу, що зварюють; - його густина; с його теплоємність; Wp - густина потужності лазерного випромінювання; Твип - температура випаровування матеріалу, що зварюють; Тпл - його температура плавлення. 2. Спосіб за п. 1, який відрізняється тим, що частота модуляції лазерного випромінювання вибирається відповідно наступному математичному виразу: , fV 2L 10 15 де f - частота слідування імпульсів модуляції; V - швидкість руху хвилі рідкого металу на задньому фронті зварювальної ванни, яка визначається як корінь з добутку прискорення вільного падіння на висоту зварювальної ванни; L - характерний розмір зварювальної ванни, який визначається як сума довжини ванни і її глибини. 3. Спосіб за п. 1, який відрізняється тим, що задній фронт імпульсів лазерного випромінювання додатково модулюють високою частотою з перемінною амплітудою, які обирають відповідно до наступних математичних виразів: fз 20 25 (10...1000) , А = Рmах - Pmin, T t вип де fз - частота модуляції заднього фронту імпульсу лазерного випромінювання; А - амплітуда такої модуляції; Т - період слідування імпульсів лазерного випромінювання; tвип - час, необхідний для нагріву поверхні зварювальної ванни від температури плавлення до температури кипіння, що відповідає величині переднього фронту імпульсу лазерного випромінювання; Р mах - пікова потужність імпульсу лазерного випромінювання; Pmin - мінімальна потужність модуляції заднього фронту імпульсу лазерного випромінювання, що визначається виразом Pmin 2 Pmax , де Рlос Ploc локальна потужність лазерного випромінювання у відповідному місці непромодульованого заднього фронту імпульсу. 3 UA 71309 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of laser processing with modulated radiation
Автори англійськоюSheliahin Volodymyr Dmytrovych, Shuba Ivan Volodymyrovych, Khaskin Vladyslav Yuriiovych
Назва патенту російськоюСпособ лазерной обработки модулированным излучением
Автори російськоюШелягин Владимир Дмитриевич, Шуба Иван Владимирович, Хаскин Владислав Юрьевич
МПК / Мітки
МПК: B23K 26/00
Мітки: випромінюванням, обробки, лазерної, спосіб, модульованим
Код посилання
<a href="https://ua.patents.su/6-71309-sposib-lazerno-obrobki-modulovanim-viprominyuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерної обробки модульованим випромінюванням</a>
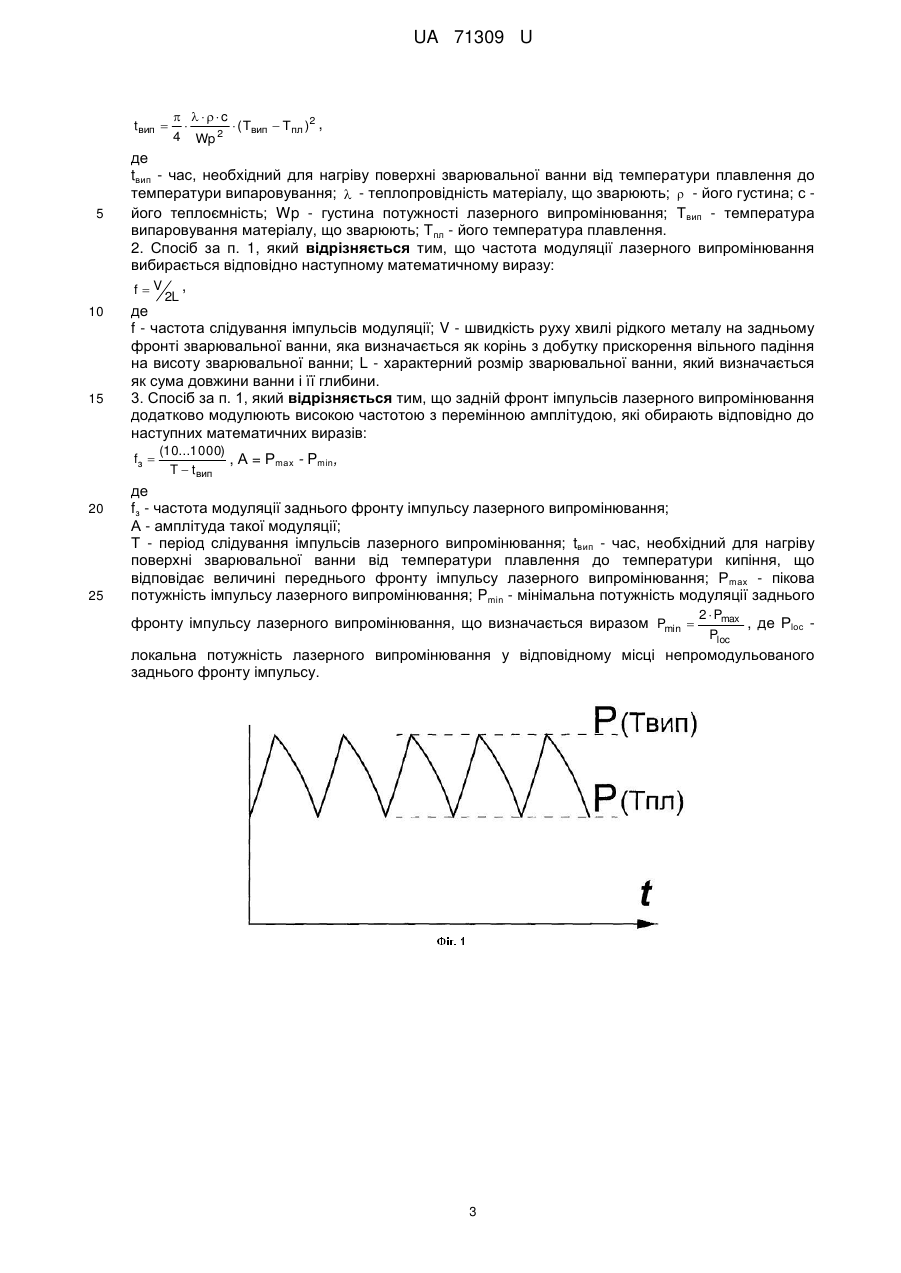
Спосіб лазерної обробки матеріалів
Номер патенту: 66392
Опубліковано: 17.05.2004
Автор: Жваколюк Юрій Вікторович
МПК: B23K 26/04, B44C 1/22, B23K 26/00
Мітки: матеріалів, обробки, лазерної, спосіб
Формула / Реферат:
Спосіб лазерної обробки матеріалів, що передбачає направлення пучка лазерного випромінювання, перетвореного у випромінювання необхідної конфігурації, який відрізняється тим, що перетворене лазерне випромінювання безпосередньо з пристрою направляють на поверхню виробу і здійснюють лазерну обробку, наприклад гравірування, причому конфігурація обробки відповідає необхідному зображенню заданого безпосередньо у пристрої масштабу, а лазерну обробку...
Спосіб та система для лазерної, специфічної довжини хвилі, обробки інфрачервоним випромінюванням

Номер патенту: 94751
Опубліковано: 10.06.2011
Автори: Кочрен Дон В., Росс Денвуд Ф., III, Морган Ноель Едвард Жр., Кеч Стівен Д.
МПК: B29C 47/92
Мітки: система, обробки, специфічно, довжини, спосіб, інфрачервоним, випромінюванням, хвилі, лазерної
Формула / Реферат:
1. Система для безконтактної термічної обробки пластмасових цільових деталей, попередньо утворених або оброблених, яка включає:засоби, діючі на розміщення пластикових цільових деталей у спосіб, що полегшує застосування випромінюючого нагрівання; таділянку термічного контролю та управління, на якій пластмасові деталі розташовуються для опромінення, ділянка термічного спостереження та контролю включає один або більше твердотілих...
Спосіб лазерної обробки виробів з інструментальних та теплостійких сталей та сплавів
Номер патенту: 52766
Опубліковано: 15.01.2003
Автори: Таран-Жовнір Юрій Миколайович, Калінушкін Євгеній Павлович, Тертишна Ольга Валеріївна, Клименко Фелікс Констянтинович
МПК: B23K 26/00
Мітки: сталей, спосіб, лазерної, виробів, обробки, сплавів, теплостійких, інструментальних
Формула / Реферат:
Спосіб лазерної обробки тонкостінних виробів з інструментальних та теплостійких сталей та сплавів, при якому здійснюється нагрів деталі протягом усього цикла переміщення її відносно лазерного випромінювання, після чого деталь охолоджують, який відрізняється тим, що нагрів здійснюють до температури 900-1000 С°, деталь переміщують паралельно відносно лазерного випромінювання, а швидкість нагріву обчислюють за співвідношенням:V...
Спосіб лазерної обробки отворів в металевих заготовках
Номер патенту: 42516
Опубліковано: 10.07.2009
Автори: Котляров Валерій Павлович, Хамеді Фархуд
МПК: B23K 26/06
Мітки: заготовках, спосіб, обробки, лазерної, металевих, отворів
Формула / Реферат:
Спосіб лазерної обробки отворів в металевих заготовках, що включає виконання обробки серією імпульсів лазерного випромінювання з інтенсивністю, достатньою для випаровування оброблювального матеріалу, який відрізняється тим, що їх подають по черзі з імпульсами випромінювання, інтенсивність яких достатня для структурних перетворень в оброблювальному матеріалі.
Маска для проекційної лазерної обробки
Номер патенту: 54714
Опубліковано: 17.03.2003
Автори: Кадан Віктор Миколайович, Орешко Євген Вікторович
МПК: B23K 26/00
Мітки: маска, лазерної, обробки, проекційної
Формула / Реферат:
Застосування демонстраційного транспаранта, надрукованого на лазерному принтері, як маски для проекційного лазерного маркування і розмірної обробки.
Попередній патент: Купол доменної печі
Наступний патент: Трансверсальний фільтр
Випадковий патент: Імплантат для стабілізації ушкодженого відділу хребта