Спосіб лазерної обробки виробів з інструментальних та теплостійких сталей та сплавів
Номер патенту: 52766
Опубліковано: 15.01.2003
Автори: Тертишна Ольга Валеріївна, Калінушкін Євгеній Павлович, Клименко Фелікс Констянтинович, Таран-Жовнір Юрій Миколайович

Формула / Реферат
Спосіб лазерної обробки тонкостінних виробів з інструментальних та теплостійких сталей та сплавів, при якому здійснюється нагрів деталі протягом усього цикла переміщення її відносно лазерного випромінювання, після чого деталь охолоджують, який відрізняється тим, що нагрів здійснюють до температури 900-1000 С°, деталь переміщують паралельно відносно лазерного випромінювання, а швидкість нагріву обчислюють за співвідношенням:
V нагріву = -1551349+4113706 С-76389.3 Cr+302624.7 W-35230.88 Мо-1956628 V+131285200 Со+234095.5 С •Сг-390876 С •W+3883.989 С•Мо+268998.1 C•V-130915400 CxСо+88196.85 Cr•W-94751.3 Cr•Mo+317789.7 Сr•V-7686324Сr•Со +3461.478 W•Mo+125488.3 W•V-939403.4 W•Co+156512.7 Mo•V-2427376 Mo•Co-3517368 С2 +9130125 Cr2+11345.55 W2+1289.75 Mo2-
-4758510000 Со2 ,
де
V нагріву – швидкість нагріву, К/с ,
С, Cr,W, Mo,V, Co - процентний вміст елементів в сталях та сплавах, %,
-1551349,4113760 і т.д. - емпіричні коефіцієнти, які враховують вплив елементів на швидкість нагріву, К/с.
Текст
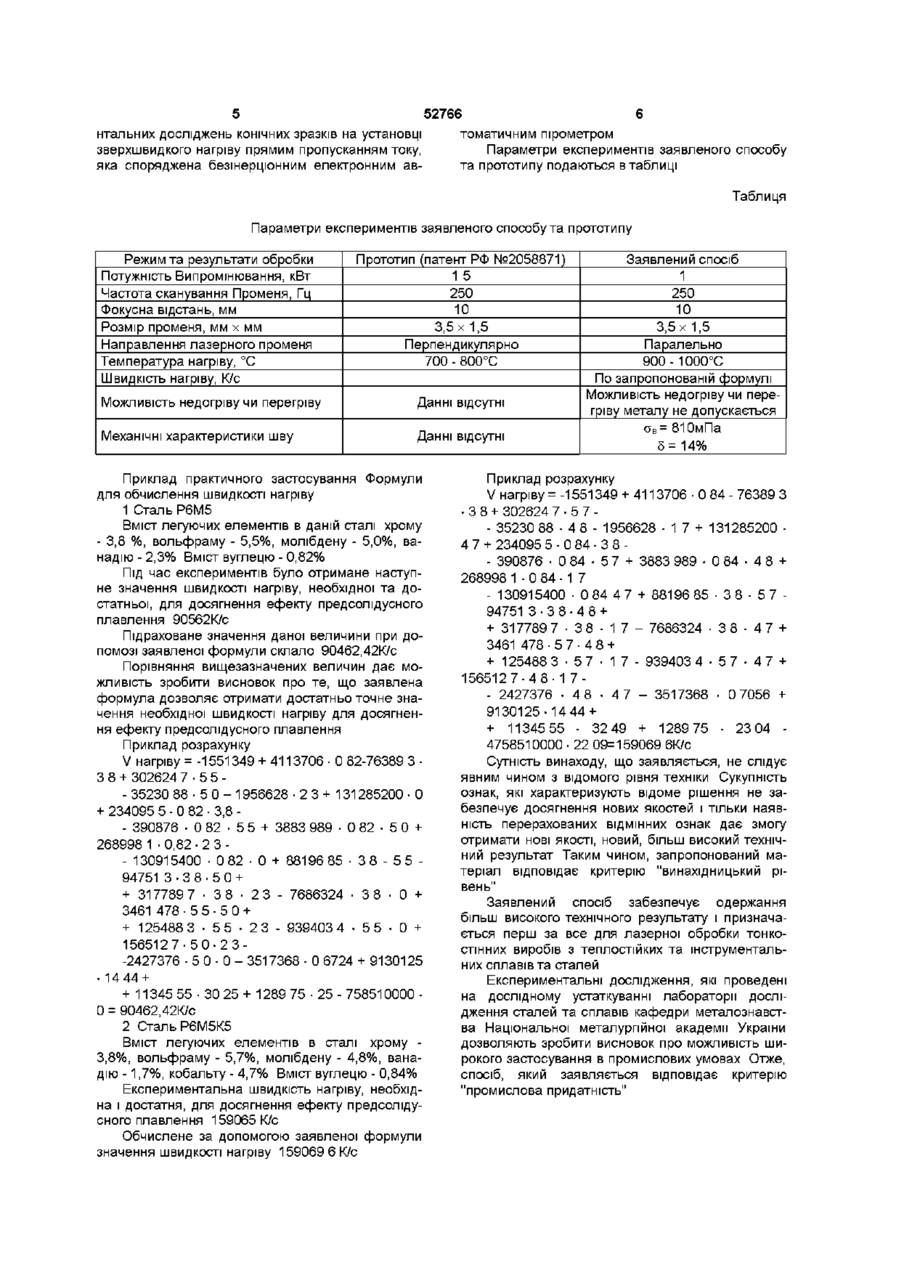
Спосіб лазерної обробки тонкостінних виробів з інструментальних та теплостійких сталей та сплавів, при якому здійснюється нагрів деталі протягом усього цикла переміщення її відносно лазерного випромінювання, після чого деталь охолоджують, який відрізняється тим, що нагрів здійснюють до температури 900-1000 С°, деталь переміщують паралельно відносно лазерного випромінювання, а швидкість нагріву обчислюють за співвідношенням V нагріву = -1551349+4113706 С-76389 З Сг+302624 7 W-35230 88 Мо-1956628 V+131285200 Со+234095 5 С •Сг-390876 С •W+3883 989 ОМо+268998 1 C-V-130915400 СхСо+88196 85 OW-94751 З ОМо+317789 7 OV-7686324OC0 +3461 478 W-Mo+125488 3 W-V-939403 4 W-Co+156512 7 Mo-V-2427376 Мо-Со-3517368 Cz +9130125 СҐ+11345 55 W2+1289 75 Мо2-4758510000 Co 2 , Де V нагріву - швидкість нагріву, К/с , С, Cr, W, Мо, V, Co - процентний вміст елементів в сталях та сплавах, %, -1551349,4113760 і т д емпіричні коефіцієнти, які враховують вплив елементів на швидкість нагріву, К/с О Винахід відноситься до технології машинобудівництва и може бути використаний при обробці метала лазерним променем, зокрема при лазерній обробці виробів з інструментальних та теплостійких сталей та сплавів Відоме паралельне лазерне зварювання, згідно якому лазерний промінь подається до місця зіткнення кромок смуги і перетворюється повністю в енергію розплаву, не утворюючи при цьому викликаєму лазером плазму Легуючі елементи зварюємої сталі під час процесу не оплавляються, і зона шва представляє собою гомогенну структуру, яка після відповідної термічної обробки не відрізняється від основної заготовки (Науково-технічний симпозіум Хеш АГ м Москва 12-13 грудня 1988 року, стор 35-39) У вказаній технології не конкретизуються режими нагріву, зокрема швидкість нагріву Найбільш близьким по технічній суті до заявляемого способу є спосіб лазерної обробки деталей з жароміцних матеріалів, при якому здійснюють нагрів деталей, дозовану подачу порошкового матеріалу, переміщення деталей відносно лазер ного випромінювання та її охолодження В зазначеному способі нагрів деталі здійснюють під час всього цикла обробки до 700-800°С (Патент Російської Федерації №2058871, В 23 К 26/00 Бюл №12 1996) В відомому способі обробки деталей з жароміцних матеріалів нагрів деталей ведеться без врахування впливу основних легуючих елементів на швидкість нагріву, а також те, що температура нагріву виробу являється недостатньою для здійснення процесу паралельного лазерного зварювання В основу винаходу поставлена задача поліпшення способу обробки виробів з інструментальних та теплостійких сталей та сплавів шляхом підвищення температури нагріву до 900-1000°С і встановлення швидкості нагріву яка враховує ХІМІЧНИЙ склад оброблюємих сталей та сплаві, що приводить до одержання нового технічного результату, а саме, виключення недогріву або перегріву метала в зоні зварювання, при цьому легуючі елементи будуть рівномірно розподілені в об'ємі зварюємого металу, а також ефекту транскриста (О (О ю 52766 літного плавлення, при якому отримується рівномірна структура в цілому і рівномірний розподіл легуючих елементів в структурі за рахунок того, що плавлення здійснюється не по зернограничній евтектиці, а по всьому об'єму (безвідносно до границь зерен) Все це в кінцевому результаті дає змогу отримати більш високі механічні властивості в зоні зварного з'єднання, повністю виключити виникнення тріщин, збільшити ресурс роботи виробів та розширити область впровадження лазерної технології до виробництва більш відповідальних деталей Поставлена задача вирішується тим, що в способі лазерної обробки тонкостінних виробів з інструментальних та теплостійких сталей та сплавів, при якому здійснюється нагрів виробу на протязі усього циклу обробки, переміщення їх відносно лазерного випромінювання та їх охолодження, нагрів ведеться до 900-1000°С зі швидкістю нагріву (V нагріву), визначеною з співвідношення V нагріву = -1551349 + 4113706 С - 76389 3 Сг + 302624 7 W -35230 88 Мо - 1956628 V+131285200 Со+234095 5 С • Сг -390876 С • W + 3883 989 С Мо + 268998 1 С V-130915400 С х х Со + 88196 85 Сг W - 947513 Сг • Мо+317789 7Сг-V- 7686324СГ • Со + 3461 478 W • Мо + 125488 3 W-V939403 4 W • Со + 156512 7 Мо • V - 2427376 Мо•Со - 3517368 С2 + 9130125 Сг2 + 11345 55 W 2 + 1289 75МО 2 -4758510000 Со2 де С, Сг, W, Мо, V, Со - процентний вміст елементів в сталях та сплавах, % -1551349, 4113760 і т д -емпіричні коефіцієнти, які враховують вплив елементів на швидкість нагріву, К/с Отримана розрахункова формула дає змогу точно визначити швидкість нагріву, необхідну і достатню для досягнення ефекту тра не кристал ітного плавлення для інструментальних та теплостійких сталей та сплавів в залежності від вмісту легуючих елементів В формулі враховані найбільш типові легуючі елементи для інструментальних та теплостійких сталей та сплавів, які мають найбільший вплив на швидкість нагріву Формула визначена не із відомих співвідношень V нагріву = - 1551349 + 4113706 С - 76389 3 Сг + 302624 7 W - 35230 88 Мо - 1956628 V + 131285200 Со+234095 5 С • Сг - 390876 С • W + 3883 989 Смо + 268998 1 С • V-130915400 Сх хСо + 88196 85 Сг • W - 94751 3 Сг • Мо + 3177897Cr-V-7686324СГ • Co +3461 478 • W • Мо + 125488 З •W-V-939403 4 W-Co+156512 7 Mo-V-2427376 MoСо-3517368 С2 + 9130125 Сг2 + 11345 55 W 2 + 1289 75 Мо2-4758510000 Со2 де С, Сг, W, Мо, V, Со - процентний вміст елементів в сталях та сплавах, % -1551349, 4113760 і т д -емпіричні коефіцієнти, які враховують вплив елементів на швидкість нагріву, К/с Ознакою, загальною для заявляемого способу і прототипу, є нагрів виробів на протязі всього циклу, переміщення їх відносно лазерного випромінювання та їх охолодження ВІДМІННИМИ ознаками являються температура нагріву до 900 - 1000°С і швидкість нагріву (V нагріву), яка визначається із співвідношення V нагріву = -1551349 + 4113706 С - 76389 3 Сг+302624 7 W-35230 88 Мо-1956628 V+131285200 Со+234095 5 С • Сг-390876 С -W+3883 989 С-Мо+268998 1 С V130915400 Сх хСо + 88196 85 Сг • W - 94751 3 Сг • Мо + 3177897Cr-V-7686324СГ • Co + 3461 478 W • Мо + 125488 З W-V-939403 4 W • Co + 156512 7 Мо • V - 2427376 Мо•Co -3517368 С2 + 9130125 Сг2 + 11345 55 W 2 + 1289 75 Мо 2 -47585100002 Со де С, Сг, W, Мо, V, Со - процентний вміст елементів в сталях та сплавах, % -1551349,4113760 і т д - емперичні коефіцієнти, які враховують вплив елементів на швидкість нагріву, Кіс СЛІД відзначити, що винахід відноситься до сталей та сплавів, притерпівають при твердінні перитектичне перетворення По маючимся у автора та заявника відомостям, пропонуєма сукупність ознак, характеризуючих сутність винаходу не відома із рівня техніки Отже, винахід відповідає критерію "новизна" Приклад Для обробки поверхні була вибрана сталь Р6АМ5 у вигляді шліфованих стержнів діаметром 8мм Обробка здійснювалася при допомозі газового лазера потужністю 1 кВт з системою сканування променя, його фокусировки та поляризації фірми "Хеш АГ" При оптимальному значенні погонної енергії обробки, яка забеспечувала обчислену по пропонуємій формулі швидкість нагріву, на поверсі стержнів спостерігався безструктурний прошарок товщиною до 5мкм підвищеної твердості (до 73 HRC), який представляв собою продукти кристалізації рідкої фазі, яка утворюється в результаті тра н с кристаліти о го плавлення металооснови При збільшенні погонної енергії зварювання спостерігалися виражені відманштеттові структури, а також випаровування і порушення геометричних розмірів металооснови При більш низьких швидкостях нагріву здійснювалося зернограничне оплавлення сталі зі зміною її геометричних розмірів та окрихчення поверхні за рахунок утворення великих спеціальних карбідів в процесі твердіння Швидкість нагріву визначалась розрахунковим шляхом, виходячи з погонної енергії зварювання енергетичного впливу, по результатам експериме 52766 нтальних досліджень конічних зразків на установці томатичним пірометром зверхшвидкого нагріву прямим пропусканням току, Параметри експериментів заявленого способу яка споряджена безшерцюнним електронним авта прототипу подаються в таблиці Таблиця Параметри експериментів заявленого способу та прототипу Режим та результати обробки Потужність Випромінювання, кВт Частота сканування Променя, Гц Фокусна відстань, мм Розмір променя, мм х мм Направлення лазерного променя Температура нагріву, °С Швидкість нагріву, К/с Прототип (патент РФ №2058871) 15 250 10 3,5 х 1,5 Перпендикулярно 700 - 800°С Можливість недогріву ЧИ перегріву Данні відсутні Механічні характеристики шву Данні відсутні Приклад практичного застосування Формули для обчислення швидкості нагріву 1 Сталь Р6М5 Вміст легуючих елементів в даній сталі хрому - 3,8 %, вольфраму - 5,5%, молібдену - 5,0%, ванадію - 2,3% Вміст вуглецю - 0,82% Під час експериментів було отримане наступне значення швидкості нагріву, необхідної та достатньої, для досягнення ефекту предсолідусного плавлення 90562К/с Підраховане значення даної величини при допомозі заявленої формули склало 90462,42К/с Порівняння вищезазначених величин дає можливість зробити висновок про те, що заявлена формула дозволяє отримати достатньо точне значення необхідної швидкості нагріву для досягнення ефекту предсолідусного плавлення Приклад розрахунку V нагріву = -1551349 + 4113706 • 0 82-76389 3 • 3 8 + 302624 7 - 5 5 - 35230 88 • 5 0 - 1956628 - 2 3 + 131285200 • 0 + 234095 5 • 0 82 • 3,8 - 390876 • 0 82 • 5 5 + 3883 989 • 0 82 • 5 0 + 268998 1 • 0,82 - 2 3 - 130915400 • 0 82 • 0 + 88196 85 • 3 8 - 5 5 94751 3 - 3 8 - 5 0 + + 317789 7 • 3 8 • 2 3 - 7686324 • 3 8 • 0 + 3461 478 • 5 5 • 5 0 + + 125488 3 • 5 5 • 2 3 - 939403 4 • 5 5 • 0 + 1565127-50-23-2427376 - 5 0 - 0 - 3517368 • 0 6724 + 9130125 •14 44 + + 11345 55 -30 25+ 1289 75 • 25-758510000 • 0 = 90462,42К/с 2 Сталь Р6М5К5 Вміст легуючих елементів в сталі хрому 3,8%, вольфраму - 5,7%, молібдену - 4,8%, ванадію -1,7%, кобальту - 4,7% Вміст вуглецю - 0,84% Експериментальна швидкість нагріву, необхідна і достатня, для досягнення ефекту предсолідусного плавлення 159065 К/с Обчислене за допомогою заявленої формули значення швидкості нагріву 159069 6 К/с Заявлений спосіб 1 250 10 3,5 х 1,5 Паралельно 900-1000°С По запропонованій формулі Можливість недогріву ЧИ перегріву металу не допускається ив= 810мПа 5 = 14% Приклад розрахунку V нагріву = -1551349 + 4113706 • 0 84 - 76389 З • 3 8 + 302624 7 - 5 7 - 35230 88 • 4 8 - 1956628 - 1 7 + 131285200 • 4 7 + 234095 5 • 0 84 • 3 8 - 390876 • 0 84 • 5 7 + 3883 989 • 0 84 • 4 8 + 268998 1 • 0 84• 1 7 - 130915400 • 0 84 4 7 + 88196 85 • 3 8 • 5 7 94751 3 - 3 8 - 4 8 + + 317789 7 - 3 8 - 1 7 - 7686324 - 3 8 - 4 7 + 3461 478 • 5 7 • 4 8 + + 125488 3 - 5 7 - 1 7 - 939403 4 - 5 7 - 4 7 + 1565127-48- 1 7 - 2427376 • 4 8 • 4 7 - 3517368 • 0 7056 + 9130125-14 44 + + 11345 55 • 32 49 + 1289 75 • 23 04 4758510000 • 22 09=159069 бК/с Сутність винаходу, що заявляється, не слідує явним чином з відомого рівня техніки Сукупність ознак, які характеризують відоме рішення не забезпечує досягнення нових якостей і тільки наявність перерахованих ВІДМІННИХ ознак дає змогу отримати нові якості, новий, більш високий технічний результат Таким чином, запропонований матеріал відповідає критерію "винахідницький рівень" Заявлений спосіб забезпечує одержання більш високого технічного результату і призначається перш за все для лазерної обробки тонкостінних виробів з теплостійких та інструментальних сплавів та сталей Експериментальні дослідження, які проведені на дослідному устаткуванні лабораторії дослідження сталей та сплавів кафедри металознавства Національної металургійної академії України дозволяють зробити висновок про можливість широкого застосування в промислових умовах Отже, спосіб, який заявляється відповідає критерію "промислова придатність" 52766 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of laser treatment of articles from tool and high-temperature steels and alloys
Автори англійськоюTaran-Zhovnir Yurii Mykolaiovych
Назва патенту російськоюСпособ лазерной обработки изделий из инструментальных и теплостойких сталей и сплавов
Автори російськоюТаран-Жовнир Юрий Николаевич
МПК / Мітки
МПК: B23K 26/00
Мітки: спосіб, інструментальних, теплостійких, лазерної, сплавів, обробки, виробів, сталей
Код посилання
<a href="https://ua.patents.su/4-52766-sposib-lazerno-obrobki-virobiv-z-instrumentalnikh-ta-teplostijjkikh-stalejj-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерної обробки виробів з інструментальних та теплостійких сталей та сплавів</a>
Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів
Номер патенту: 21313
Опубліковано: 02.12.1997
Автори: Дворецький Олександр Анатолійович, Калєгов Валерій Васильович, Корольов Володимир Миколайович, Ганзуленко Сергій Михайлович, Євдокимов Геннадій Григорович, Шустов Борис Миколайович
МПК: C21D 9/54
Мітки: установка, обробки, виробів, безперервної, протяжних, сплавів, сталей, термічної
Формула / Реферат:
1. Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів; що містить послідовно розташовані розмотувальний пристрій, піч нагріву, камеру охолодження, що виконана у вигляді чсргуючихся секцій рідинного та повітряного охолодження, пристрій ізотермічної витримки з датчиками температури, ванну охолодження-промивки, намотувальний пристрій, яка відрізняється тим, що установка додатково забезпечена датчиками...
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей
Номер патенту: 50206
Опубліковано: 15.10.2002
Автори: Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович
МПК: C23C 10/00
Мітки: спосіб, інструментальних, сталей, оброблення, хіміко-термічного, виробів
Формула / Реферат:
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей, який включає нагрівання до температури оброблення в ендотермічній атмосфері з домішуванням аміаку, витримку при цій температурі в атмосфері, що містить азот, та охолодження виробів, який відрізняється тим, що нагрівання до температури оброблення здійснюють за два етапи, спочатку до температури 480 - 500°С в середовищі ендогазу, потім до температури 560 - 580°С в...
Спосіб зміцнення інструментальних сталей
Номер патенту: 40126
Опубліковано: 16.07.2001
Автори: Самотугін Сергій Савелійович, Нестеров Олег Юрійович
Мітки: зміцнення, спосіб, сталей, інструментальних
Формула / Реферат:
Спосіб зміцнення інструментальних сталей, що включає об'ємне гартування, поверхневе зміцнення висококонцентрованим джерелом нагріву та фінішний відпуск, і відрізняється тим, що об'ємне гартування здійснюють в температурному режимі недогріву або перегріву.
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Номер патенту: 51137
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/06
Мітки: термообробки, вуглецевих, сталей, низьколегованих, інструментальних, спосіб
Формула / Реферат:
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Спосіб термічної обробки нержавіючих сталей аустенітного класу
Номер патенту: 43177
Опубліковано: 15.11.2001
Автор: Мироненко Володимир Володимирович
МПК: C21C 1/00
Мітки: нержавіючих, спосіб, термічної, класу, аустенітного, обробки, сталей
Формула / Реферат:
Спосіб термічної обробки нержавіючих сталей аустенітного класу, який включає в себе охолодження у воді нагрітих до температур 950 - 11000С заготовок, який відрізняється тим, що заготовки виготовляють литтям, заливаючи форму розплавом сталі, при досягненні заготовками у формі в процесі твердіння температур 1100-9500С, їх виймають з форми при цій температурі і занурюють у воду.
Попередній патент: Дзвонова установка для градуювання та перевірки витратомірів і лічильників газу
Наступний патент: Асинхронний інерційний лічильник
Випадковий патент: Вітротурбіна зі змішувачами і ежекторами