Спосіб та установка для гарячого покриття металевої стрічки
Номер патенту: 73220
Опубліковано: 15.06.2005
Автори: Боден Юг, Пріжан Йв, Гаше Лоран, Дошелль Дід'є, Люка Патріс
Формула / Реферат
1. Спосіб безперервного нанесення покриття на металеву стрічку (1) шляхом занурення в ємність (11) з ванною рідкого металу, при якому металеву стрічку (1) безперервно протягають усередині кожуха (13) із захисною атмосферою, нижня частина (13а) якого занурена у ванну (12) рідкого металу для утворення з поверхнею цієї ванни рідинного герметичного затвора (14) усередині кожуха (13), відхиляють металеву стрічку (1) за допомогою відхиляючого валика, розташованого у ванні (12) рідкого металу, і сушать покриту металеву стрічку (1) на виході з ванни (12) рідкого металу, який відрізняється тим, що забезпечують природне витікання рідкого металу з поверхні рідинного затвора (14) у зливне відділення (25), що виконане в кожусі (13) і містить внутрішню стінку, яка подовжує кожух (13) у його нижній частині щонайменше навпроти поверхні стрічки (1), розташованої з боку відхиляючого валика, (15), причому верхня кромка (21) зливного відділення (25) розташована під зазначеною поверхнею, а висота падіння рідкого металу в це відділення (25) вибирається такою, щоб запобігти спливанню частинок окислів цинку та інтерметалевих сполук протитечійно витіканню рідкого металу, і підтримують рівень рідкого металу у відділенні (25) нижче рівня поверхні рідинного затвора (14).
2. Установка для безперервного нанесення покриття на металеву стрічку (1) шляхом занурення, що містить:
- ємність (11) з ванною (12) рідкого металу,
- кожух (13) для протягання металевої стрічки (1) у захисній атмосфері, нижня частина (13а) якого занурена у ванну (12) рідкого металу для утворення з поверхнею цієї ванни (12) рідкого герметичного затвора (14) усередині кожуха (13),
- валик (15) для відхилення металевої стрічки (1), розташований у ванні (12) рідкого металу,
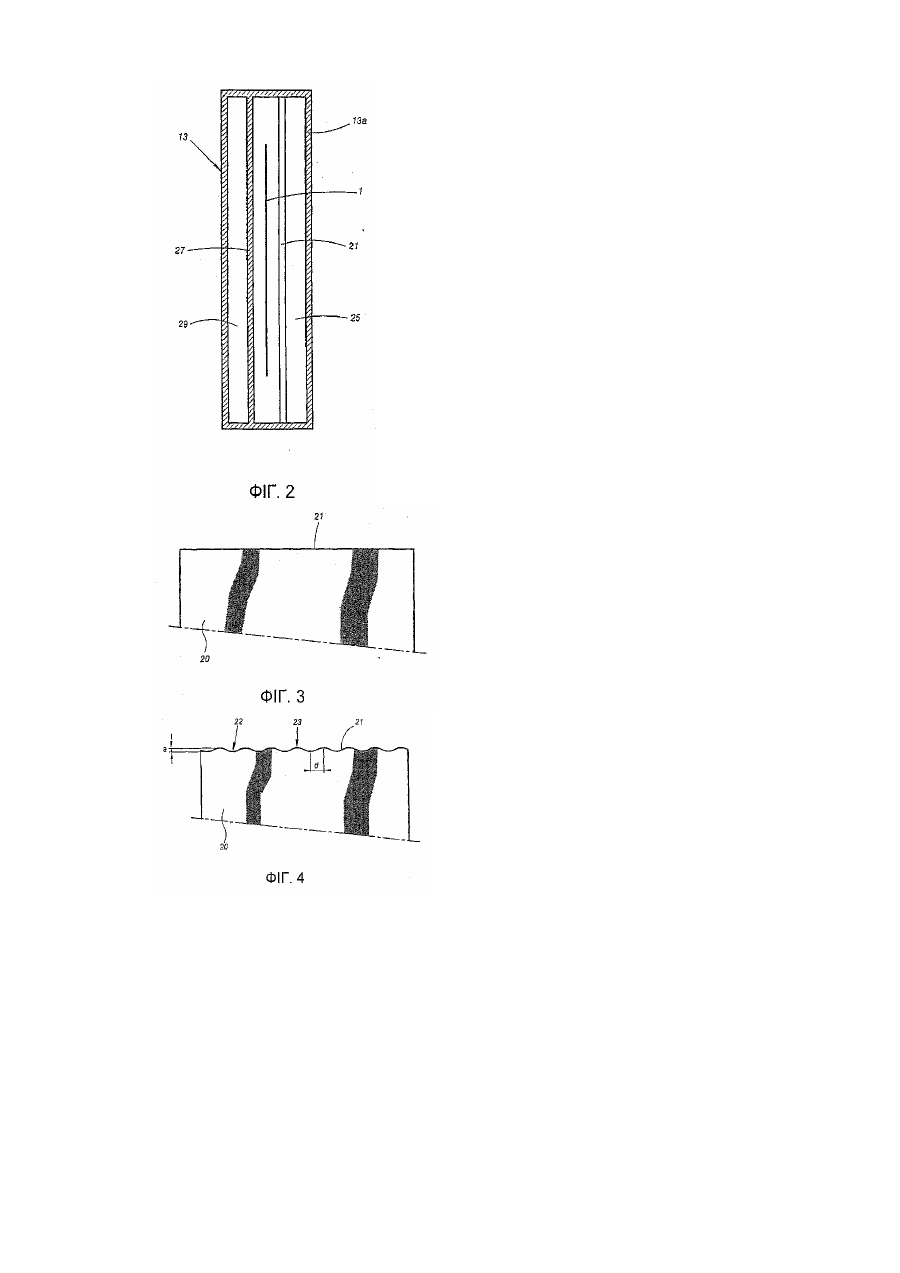
- засоби (16) для сушіння покритої металевої стрічки (1) на виході з ванни (12) рідкого металу, яка відрізняється тим, що кожух (13) подовжений у своїй нижній частині (13а) напроти поверхні стрічки (1), розташованої з боку відхиляючого валика (15), внутрішньою стінкою (20), орієнтованою у бік поверхні рідинного затвора (14), верхня кромка (21) якої розташована під зазначеною поверхнею, що утворює зливне відділення (25) для рідкого металу, обладнане засобами (30) для підтримання рівня рідкого металу в цьому відділенні (25) нижче рівня поверхні рідинного затвора (14) для забезпечення природного витікання рідкого металу із зазначеної поверхні в зливне відділення (25), при цьому висота падіння рідкого металу в це відділення перевищує 50 мм для попередження спливання частинок оксиду металу та інтерметалевих сполук протитечійно витіканню рідкого металу.
3. Установка за п.2, яка відрізняється тим, що кожух (13) подовжений у своїй нижній частині (13а) напроти поверхні стрічки, розташованої напроти відхиляючого валика (15), внутрішньою стінкою (26), орієнтованою у бік поверхні рідинного затвора (14), верхня кромка (27) якої розташована над зазначеною поверхнею, що утворює герметичне відділення (29) для скупчування частинок оксидів металу.
4. Установка за п.1 або 2, яка відрізняється тим, що внутрішня стінка (20, 26) кожного відділення (25, 29) має нижню частину з розширенням у бік днища ємності (11) і верхню частину, паралельну металевій стрічці (1).
5. Установка за п.2 або 4, яка відрізняється тим, що висота падіння рідкого металу в зливне відділення (25) перевищує 100 мм.
6. Установка за п.2 або 4, яка відрізняється тим, що верхня кромка (21) внутрішньої стінки (20) зливного відділення (25) виконана прямокутною.
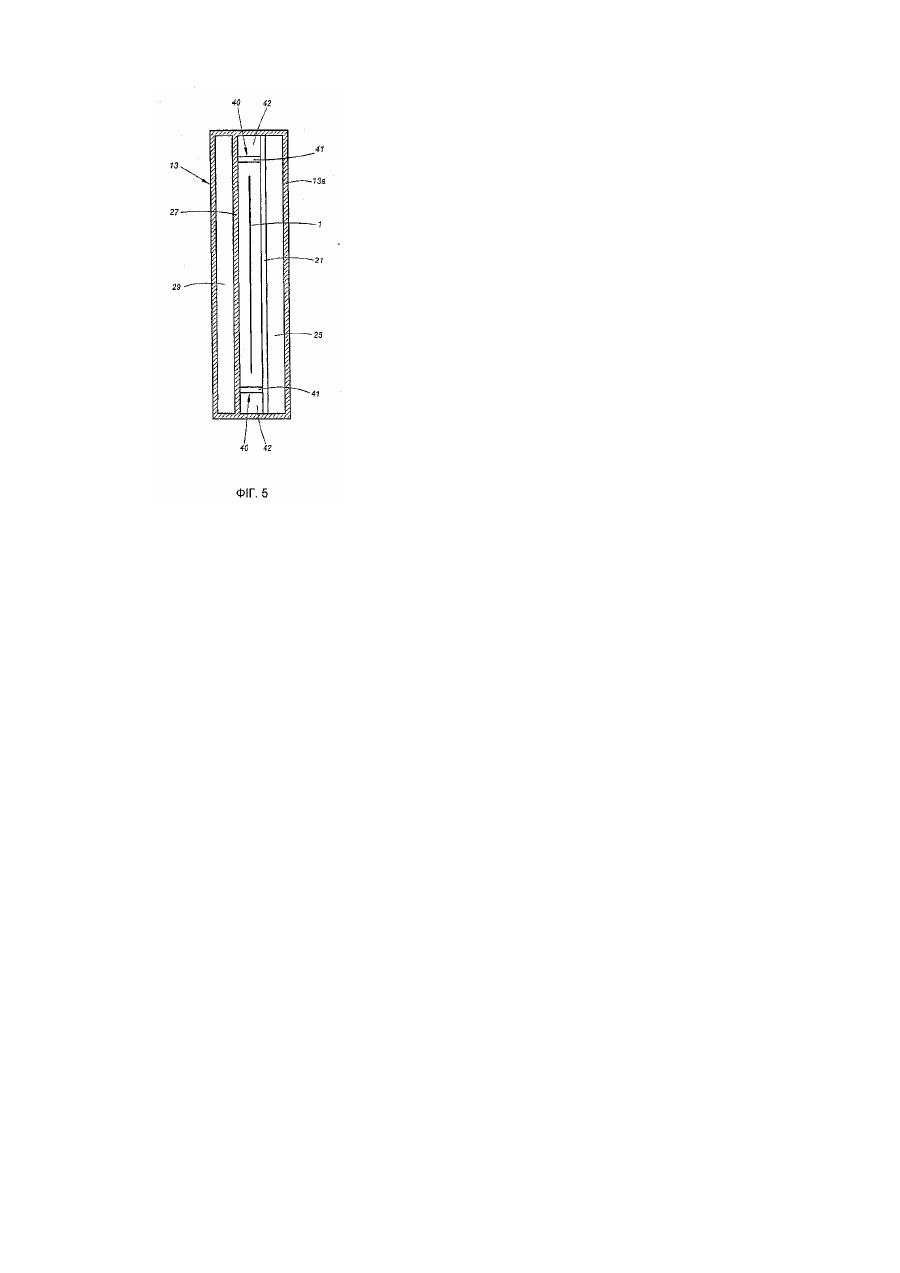
7. Установка за п.2 або 4, яка відрізняється тим, що верхня кромка (21) внутрішньої стінки (20) зливного відділення (25) має в подовжньому напрямку послідовність виїмок (22) і виступів (23).
8. Установка за п.7, яка відрізняється тим, що виїмки (22) і виступи (23) мають вид дуги окружності.
9. Установка за п.7 або 8, яка відрізняється тим, що амплітуда між виїмками (22) і виступами (23) складає 5-10 мм.
10. Установка за п.7 або 8, яка відрізняється тим, що відстань між виїмками (22) та виступами (23) складає близько 150 мм.
11. Установка за п.6 або 7, яка відрізняється тим, що верхня кромка (21) внутрішньої стінки (20) зливного відділення (25) виконана загостреною.
12. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що внутрішня стінка (20, 26) кожного відділення (25, 29) виконана з нержавіючої сталі і має товщину, наприклад, 10-20 мм.
13. Установка за п.2, яка відрізняється тим, що засоби для підтримання рівня рідкого металу в зливному відділенні (25) складаються з помпи (30), підключеної з всмоктувального боку до відділення (25) через сполучний трубопровід (31) і обладнаної з нагнітального боку відвідним трубопроводом (32) для відведення відібраного металу в товщу ванни (12).
14. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що містить засоби візуалізації рівня рідкого металу в зливному відділенні (25).
15. Установка за п.14, яка відрізняється тим, що засоби візуалізації складаються з резервуара (35), розташованого ззовні кожуха (13) і з'єднаного з основою зливного відділення (25) сполучним трубопроводом (36).
16. Установка за п.13 або 15, яка відрізняється тим, що точка підключення помпи (30) до зливного відділення (25) розташована вище точки сполучення резервуара (35) з цим відділенням (35).
17. Установка за п.15, яка відрізняється тим, що резервуар (35) утворює буферний об'єм рідкого металу для зливного відділення (25).
18. Установка за п.15, яка відрізняється тим, що резервуар (35) обладнаний датчиком рівня рідкого металу.
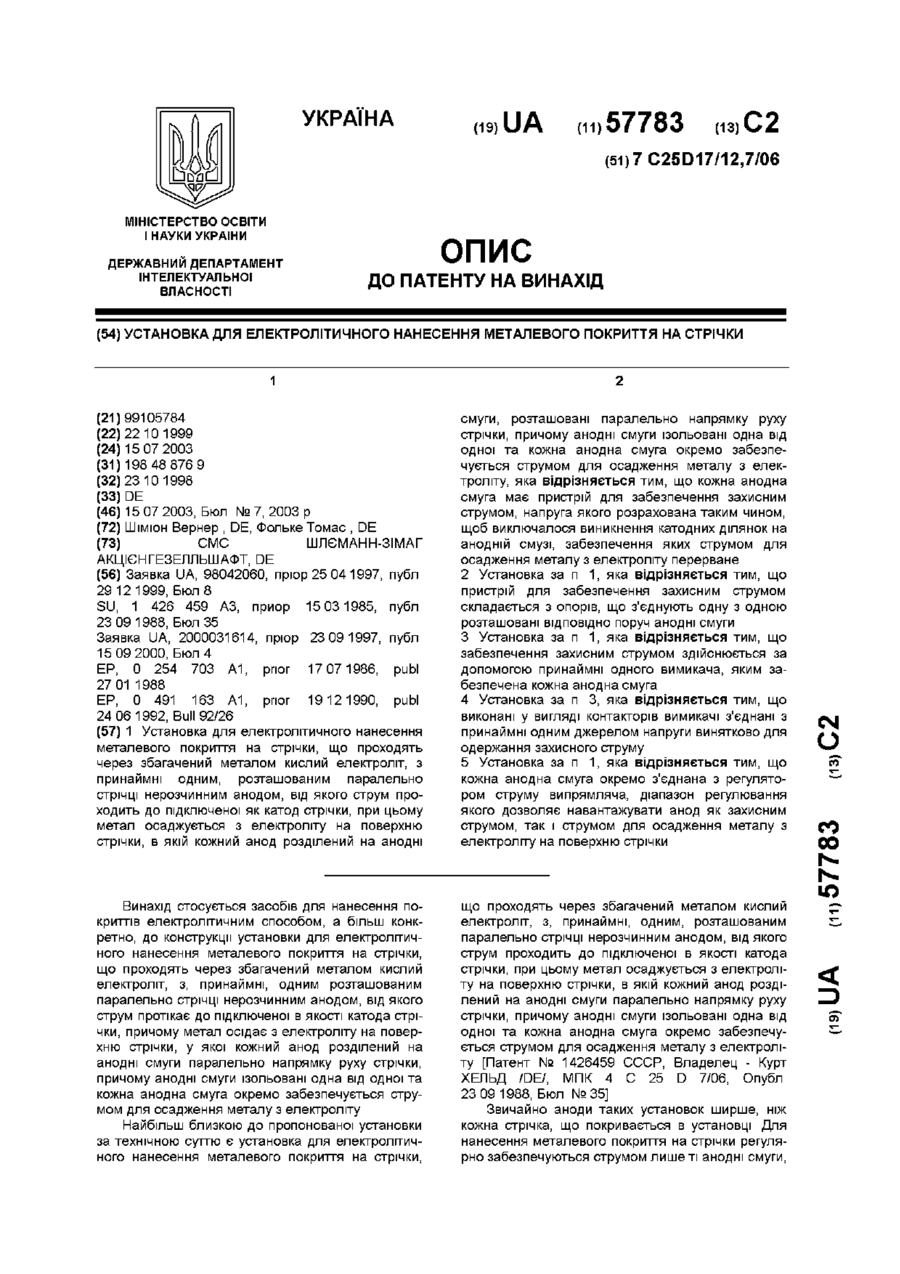
19. Установка за будь-яким з попередніх пунктів 2-18, яка відрізняється тим, що кожух (13) подовжений у своїй нижній частині (13а) напроти кожного бічного краю металевої стрічки (1) внутрішньою стінкою (40), орієнтованою у бік поверхні рідинного затвора (14), верхня кромка (41) якої розташована нижче зазначеної поверхні, що утворює зливне відділення (42) для рідкого металу.
Текст
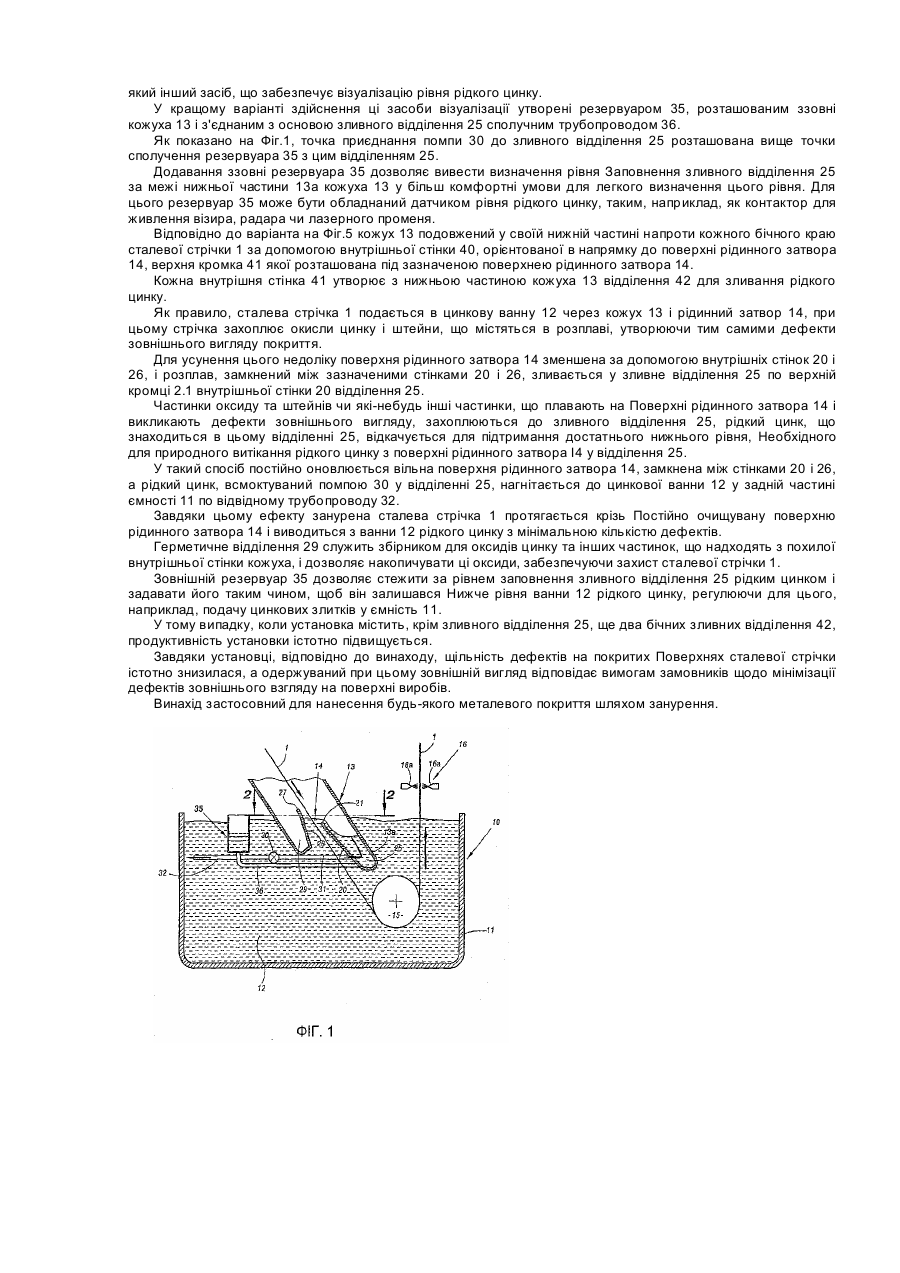
Даний винахід відноситься до способу та установки для безперервного нанесення гарячого покриття на металеву стрічку, зокрема, на сталеву стрічку, шляхом занурення. У багатьох випадках промислового застосування використовуються сталеві листи із захисним покриттям, наприклад, від корозії, найчастіше це покриття є цинковим шаром. Такий тип листів знаходить застосування в різних галузях промисловості для одержання виробів будьякого виду, зокрема, декоративних виробів. Для одержання такого типу листів застосовуються установки для безперервного нанесення покриття шляхом занурення, у яких сталева стрічка занурюється до ванни рідкого металу, наприклад, цинку, у якій можуть міститися й інші хімічні елементи, такі як алюміній, залізо і можливі добавки, такі як, наприклад, свинець, сурма та ін. Температура ванни залежить від виду металу, у цинковій ванні вона досягає близько 460°С. В окремому випадку гарячого цинкування під час протягання сталевої стрічки через ванну розплавленого цинку на поверхні цієї стрічки утворюється шар інтерметалевого сплаву Fe-Zn-AI товщиною у кілька десятків нанометрів. Корозійна стійкість виробів з таким покриттям забезпечується цинком, товщина покриття якого найчастіше визначається пневматичним сушінням. Зчеплення цинку з поверхнею сталевої стрічки забезпечується згаданим вище шаром інтерметалевого сплаву. Перед проходом сталевої стрічки через ванну рідкого металу стрічку спочатку пропускають крізь відпалювальну піч з відновною атмосферою для її рекристалізації після значного нагартування під час холодної прокатки і для підготовки хімічного стану її поверхні для сприятливого протікання хімічних реакцій під час занурення. Сталеву стрічку нагрівають до температури 650-900°С в залежності від марки сталі протягом часу, необхідного для рекристалізації і підготовки поверхні. Після цього її охолоджують за допомогою теплообмінників до температури, близької до температури ванни рідкого металу. Після проходу через відпалювальну піч сталева стрічка переміщається в кожусі, називаному також "спускним ковпаком" чи "хоботом", у захисній по відношенню до сталі атмосфері, і занурюється у ванну з рідким металом. Нижня частина кожуха занурена в рідку ванну для утворення з поверхнею цієї ванни рідкого герметичного затвора усередині кожуха, крізь який проходить сталева стрічка при своєму переміщенні в цьому кожусі. Сталева стрічка відхиляється валиком, зануреним у ванну рідкого металу, виходить з цієї ванни, і проходить через засоби сушіння для регулювання товщини покриття сталевої стрічки рідким металом. В окремому випадку проведення гарячого цинкування поверхня рідкого затвора усередині кожуха, як правило, покрита оксидом цинку, що утворюється в результаті реакції між атмосферою усередині цього кожуха і цинком рідкого затвора, а також твердими штейнами, що утворюються при реакції розчинення сталевої стрічки. Ці штейни та інші частинки, що перенасичують цинкову ванну, мають Об'ємну масу менше об'ємної маси рідкого цинку, і піднімаються на поверхню ванни, зокрема, на поверхню рідкого затвора. При такому протяганні сталевої стрічки крізь поверхню рідкого затвора відбувається захоплення нею частинок, що зібралися. Ці частинки, захоплені рухом рідкого затвора, зв'язаним зі швидкістю переміщення сталевої стрічки, не відводяться у товщу ванни, а надходять до зони витягування стрічки, утворюючи дефекти зовнішнього вигляду. Тому покрита сталева стрічка має дефекти зовнішнього вигляду, що виявляються, чи навіть посилюються, у процесі сушіння цинку. Дійсно, прониклі частинки утримуються при дії струменів при пневматичному сушінні до того, як вони будуть відірвані чи роздроблені, і утворюють таким чином сліди на стрічці під товщею рідкого цинку довжиною від декількох міліметрів до кількох сантиметрів. Для видалення цинкових частинок і штейнів з поверхні рідкого затвора запропоновані різні рішення. Перше рішення для усунення відзначених недоліків полягає в очищенні поверхні рідкого затвора шляхом відкачування оксидів цинку і штейнів, що утворюються у ванні. Операції з відкачування дозволяють очистити поверхню рідкого затвора тільки дуже локально, на ділянці відкачування, і характеризуються дуже низькими ефективністю та радіусом дії, що не гарантує повного очищення рідкого затвора, через який проходить сталева стрічка. Друге рішення полягає в зменшенні поверхні рідкого затвора в місці проходження сталевої стрічки за рахунок розміщення пластини з листового матеріалу чи кераміки на рівні рідкого затвора для збереження в місці відхилення стрічки частини частинок, що знаходяться на поверхні, і забезпечення самоочищення рідкого затвора цією стрічкою. Такий пристрій не дозволяє повністю видаляти частинки з поверхні рідкого затвора, а самоочищення відбувається тим інтенсивніше, чим менше поверхня рідкого затвора, що несумісно з промисловими умовами експлуатації. Крім того, через певний час експлуатації частинки на наружній частині пластини накопичуються настільки, що відокремлюються і знову потрапляють на сталеву стрічку. Додання пластини, що примикає до поверхні рідкого затвора, створює, крім того, зручне місце для захоплення цинкового пилу. Ще одне рішення полягає в розташуванні рами на поверхні рідкого затвора усередині кожуха, яка охоплює сталеву стрічку. Такий пристрій не дозволяє цілком усунути недоліки, викликувані захопленням оксидів цинку і штейнів при протяганні сталевої стрічки. Дійсно, на рівні рідкого затвора пари цинку конденсуються на стінках рами і при найменшому завихренні, викликаному вібраціями чи термічними складками стрічки при зануренні, стінки рами забруднюються й утворюються зони скупчення сторонніх речовин. Отже, такий пристрій може функціонувати лише кілька годин чи днів до того, як стати самому додатковим джерелом дефектів. Таким чином, дане рішення лише частково стосується рідкого затвора і не мінімізує щільність дефектів, що задовольняє вимогам замовників щодо відсутності дефектів зовнішнього вигляду на поверхні. Відомо також рішення, спрямоване на забезпечення чистоти рідкого затвора шляхом оновлення ванни рідкого металу. Оновлення досягається введенням рідкого цинку, подаваного помпою у ванну поблизу зони занурення сталевої стрічки. Це рішення характеризується великими труднощями реалізації. Дійсно, воно вимагає величезної продуктивності при перекачуванні для досягнення ефекту оновлення, а цинк, що перекачується та подається на рівень рідкого затвора, містить у собі штейни, що утворилися в цинковій ванні. Крім того, трубопроводи для оновлення рідкого цинку можуть викликати подряпини на поверхні сталевої стрічки перед її зануренням, і вона сама стає джерелом дефектів внаслідок скупчення парів цинку, що конденсуються над рідким затвором. Відомий також спосіб, оснований на оновленні цинку на рівні рідкого затвора, у якому таке оновлення проводиться за допомогою короба з нержавіючої сталі, що охоплює сталеву стрічку і примикає до поверхні рідкого затвора. Помпа відсмоктує частинки, що захоплюються при зливанні, і подає їх знову в товщу розплаву. При цьому способі також потрібна дуже висока продуктивність перекачування для підтримання постійного ефекту зливання внаслідок того, що короб, який охоплює стрічку в товщі ванни над донним валиком, не може бути виконаний герметичним. Метою винаходу є створення способу і пристрою для безперервного цинкування металевої стрічки, які дозволяють усунути приведені вище недоліки і забезпечити дуже низьку щільність дефектів, що задовольняє вимогам замовників щодо відсутності дефектів зовнішнього вигляду на поверхні стрічки. Об'єктом винаходу є спосіб безперервного нанесення покриття на металеву стрічку шляхом занурення в ємність з ванною рідкого металу, при якому металеву стрічку безперервно протягають усередині кожуха із захисною атмосферою, нижня частина якого занурена до ванни рідкого металу для утворення з поверхнею цієї ванни герметичного рідкого затвора усередині кожуха, відхиляють металеву стрічку за допомогою відхиляючого валика, розташованого у ванні рідкого металу, і сушать покриту металеву стрічку на виході з ванни рідкого металу, який відрізняється тим, що створюють природне витікання рідкого металу з поверхні рідкого затвора до зливного відділення, яке виконане в зазначеному кожусі й містить внутрішню стінку, що продовжує кожух у його, щонайменше, нижній частині напроти поверхні стрічки, розташованої з боку відхиляючого валика, причому верхня кромка зливного відділення розташована під зазначеною поверхнею, а висота падіння рідкого металу в це відділення задана такою, щоб виключити спливання частинок оксиду металу та інтерметалевих сполук протитечійно витіканню рідкого металу, і підтримують рівень рідкого металу у зазначеному відділенні нижче рівня поверхні рідкого затвора. Об'єктом винаходу є також установка для безперервного нанесення покриття на металеву стрічку шляхом занурення, яка містить: - ємність з ванною рідкого металу, - кожух для протягання металевої стрічки в захисній атмосфері, нижня частина якого занурена до ванни рідкого металу для утворення з поверхнею цієї ванни рідкого герметичного затвора усередині кожуха, - валик для відхилення металевої стрічки, розташований у ванні рідкого металу, - засоби для сушіння покритої металевої стрічки на виході з ванни рідкого металу, який відрізняється тим, що кожух подовжений у своїй нижній частині напроти поверхні стрічки, розташованої з боку відхиляючого валика, внутрішньою стінкою, орієнтованою убік поверхні рідкого затвора, верхня кромка якої розташована під зазначеною поверхнею, що утворює зливне відділення для рідкого металу, обладнане засобами для підтримання рівня рідкого металу в цьому відділенні нижче рівня поверхні рідкого затвора для забезпечення природного витікання рідкого металу із зазначеної поверхні в зливне відділення, при цьому висота падіння рідкого металу в це відділення перевищує 50 мм для попередження спливання частинок оксиду металу і інтерметалевих сполук протитечійно витіканню рідкого металу. Відповідно до інших ознак винаходу: - кожух подовжений у своїй нижній частині напроти поверхні стрічки, розташованої з протилежного боку відхиляючого валика, внутрішньою стінкою, орієнтованою убік поверхні рідкого затвора, верхня кромка якої розташована над зазначеною поверхнею, що утворює герметичне відділення для скупчування частинок оксиду металу, - висота падіння рідкого металу в зливне відділення становить більше 100мм, - внутрішня стінка кожного відділення має нижню частину з розширенням убік днища ємності і верхню частину, паралельну металевій стрічці, засоби для підтримання рівня рідкого металу в зливному відділенні складаються з помпи, підключеної з всмоктувального боку до зазначеного зливного відділення сполучним трубопроводом і обладнаної з нагнітального боку Трубопроводом для відведення відібраного рідкого металу в товщу ванни, - установка містить засоби для візуалізації рівня рідкого металу в зливному відділенні, - засоби для візуалізації складаються з резервуара, розташованого ззовні кожуха і зв'язаного з основою зливного відділення сполучним трубопроводом, - кожух подовжений у своїй нижній частині напроти кожної бічної кромки металевої стрічки внутрішньою стінкою, орієнтованою убік поверхні рідкого Затвора, верхня кромка якої розташована нижче зазначеної поверхні, що утворює Зливне відділення для рідкого металу. Інші ознаки і переваги винаходу містяться в описі, що приводиться нижче як приклад з посиланнями на прикладені креслення, на яких зображено на: Фіг.1 - схематичний вид у вертикальній проекції на установку для безперервного нанесення покриття шляхом занурення, відповідно до винаходу, Фіг.2-виду розрізі по 2-2 на Фіг. 1-на кожух, Фіг.3 - схематичний вид у вертикальній проекції на перший варіант виконання верхньої кромки зливного відділення установки, відповідно до винаходу, Фіг.4 - схематичний вид у вертикальній проекції на другий варіант виконання верхньої кромки зливного відділення установки, відповідно до винаходу, Фіг.5 - схематичний вид у поперечному розрізі на варіант виконання кожуха установки, відповідно до винаходу. Нижче описуються спосіб і установка для безперервного цинкування Металевої стрічки. Однак винахід застосовний для кожного, способу безперервної обробки шляхом занурення, при якому відбувається забруднення поверхні і при якому необхідно забезпечувати чистоту рідкого затвора. Відразу після виходу зі стану холодної прокатки сталева стрічка 1 спрямовується до відпалювальної печі (не показана) з відновною атмосферою для рекристалізації після значного зміцнення, викликаного холодною прокаткою, і для підготовки хімічного стану поверхні для сприятливого протікання хімічних реакцій ПІД час цинкування. У зазначеній печі сталева стрічка нагрівається до температури від близько 650 до близько 900°С. На виході з відпалювальної печі сталева стрічка 1 спрямовується до установки для цинкування, зображеної на Фіг.1 і позначеної позицією 10. Установка 10 містить у собі ємність 11 з ванною 12 рідкого цинку, що містить хімічні елементи, такі, як алюміній, залізо і можливі добавки, такі, як свинець, сурма. Температура ванни рідкого цинку складає близько 460°С. На виході з відпалювальної печі сталева стрічка 1 охолоджується до температури, близької до температури ванни рідкого цинку за допомогою теплообмінників, після чого вона занурюється у ванну 12 рідкого цинку. У процесі занурення на поверхні сталевої стрічки 1 утворюється інтерметалевий сплав Fe-Zn-AI, що забезпечує зв'язок між сталевою стрічкою і цинком, присутнім на цій стрічці 1 після сушіння. Як показано на Фіг.1, установка 10 для цинкування містить кожух 13, усередині якого протягається сталева стрічка 1 у захисній для сталі атмосфері. Кожух 13, називаний також "спускним ковпаком" чи "хоботом", має в прикладі здійснення, зображеному на фігурах, прямокутний поперечний переріз, Нижня частина 13а кожуха 13 занурена у ванну 12 рідкого цинку таким чином, щоб поверхня ванни 12 утворювала усередині кожуха 13 рідинний герметичний затвор 14. У такий спосіб сталева стрічка 1 при своєму зануренні у ванну 12 рідкого цинку проходить скрізь поверхню рідинного затвора 14 у нижній частині 13а кожуха 13. Сталева стрічка 1 постійно відхиляється валиком, називаним донним валиком і розташованим у ванні 12 рідкого цинку. На виході з ванни 12 покрита сталева стрічка 1 направляється до засобів 16 сушіння, що складаються, наприклад, із сопел 16а для подачі повітря, і орієнтовані убік кожної поверхні сталевої стрічки 1 для регулювання товщини покриття рідким цинком. Як показано на фігурах 1 і 2, нижня частина 13а кожуха 13 подовжена з боку поверхні стрічки 1, зверненої убік відхиляючого валика 15, внутрішньою стінкою 20, орієнтованою убік поверхні рідинного затвора 14, що утворює разом з нижньою частиною 13а кожуха 13 зливне відділення 25 для рідкого цинку, як це буде показано нижче. Верхня кромка 21 внутрішньої стінки 20 розташована під поверхнею рідинного затвора 14, а зливне відділення 25 обладнане засобами для підтримання рівня рідкого цинку в цьому відділенні нижче рівня поверхні рідинного затвора 14 для забезпечення природного витікання рідкого цинку із зазначеної поверхні рідинного затвора 14 у зливне відділення 25. Крім того, нижня частина 13а кожуха 13, розташована напроти поверхні стрічки 1, яка у свою чергу розташована напроти відхиляючого валика 15, подовжена внутрішньою стінкою 26, орієнтованою убік поверхні рідинного затвора 14, що утворює разом з нижньою частиною 13а герметичне відділення 29 для Скупчування частинок, зокрема, частинок оксиду цинку. Верхня кромка 27 внутрішньої стінки 26 розташована над поверхнею рідинного затвора 14. Висота падіння рідкого металу в зливне відділення 25 визначається таким чином, щоб перешкодити спливанню частинок окисла металу та інтерметалевих сполук протитечійно витіканню рідкого металу, і складає більше 50 мм, краще, більше 100 мм. Краще, щоб внутрішні стінки 20 та 26 мали нижню частину з розширенням убік днища ємності 11. Внутрішні стінки 20, 26 відділень 25 і 29 виконані з нержавіючої сталі і мають товщину, наприклад, від 10 до 20 мм. Відповідно до першого варіанта виконання, зображеного на Фіг.3, верхня кромка 21 внутрішньої стінки 20 виконана прямокутною і, краще, загостреною. Відповідно до другого варіанта виконання, зображеного на Фіг.4, верхня кромка 21 внутрішньої стінки 20 зливного відділення 25 має розташовану в подовжньому напрямку послідовність виїмок 22 і виступів 23. Виїмки 22 і виступи 23 мають форму дуги окружності, амплітуда "а" між цими виїмками і виступами складає переважно 5-10мм. Крім того, відстань "d" між виїмками і виступами 23 складає, наприклад, 150мм. У цьому варіанті здійснення верхня кромка 21 внутрішньої стінки 20 також виконана переважно загостреною. Засоби для підтримання рівня рідкого цинку в зливному відділенні 25 складаються з помпи 30, підключеної з всмоктувального боку до цього відділення 25 сполучним трубопроводом 31 і обладнаної з нагнітального боку відвідним трубопроводом 32 для відведення відібраного цинку в товщу ванни 12. Крім того, установка містить засоби для візуалізації рівня рідкого цинку в зливному відділенні 25 та будь який інший засіб, що забезпечує візуалізацію рівня рідкого цинку. У кращому варіанті здійснення ці засоби візуалізації утворені резервуаром 35, розташованим ззовні кожуха 13 і з'єднаним з основою зливного відділення 25 сполучним трубопроводом 36. Як показано на Фіг.1, точка приєднання помпи 30 до зливного відділення 25 розташована вище точки сполучення резервуара 35 з цим відділенням 25. Додавання ззовні резервуара 35 дозволяє вивести визначення рівня Заповнення зливного відділення 25 за межі нижньої частини 13а кожуха 13 у більш комфортні умови для легкого визначення цього рівня. Для цього резервуар 35 може бути обладнаний датчиком рівня рідкого цинку, таким, наприклад, як контактор для живлення візира, радара чи лазерного променя. Відповідно до варіанта на Фіг.5 кожух 13 подовжений у своїй нижній частині напроти кожного бічного краю сталевої стрічки 1 за допомогою внутрішньої стінки 40, орієнтованої в напрямку до поверхні рідинного затвора 14, верхня кромка 41 якої розташована під зазначеною поверхнею рідинного затвора 14. Кожна внутрішня стінка 41 утворює з нижньою частиною кожуха 13 відділення 42 для зливання рідкого цинку. Як правило, сталева стрічка 1 подається в цинкову ванну 12 через кожух 13 і рідинний затвор 14, при цьому стрічка захоплює окисли цинку і штейни, що містяться в розплаві, утворюючи тим самими дефекти зовнішнього вигляду покриття. Для усунення цього недоліку поверхня рідинного затвора 14 зменшена за допомогою внутрішніх стінок 20 і 26, і розплав, замкнений між зазначеними стінками 20 і 26, зливається у зливне відділення 25 по верхній кромці 2.1 внутрішньої стінки 20 відділення 25. Частинки оксиду та штейнів чи які-небудь інші частинки, що плавають на Поверхні рідинного затвора 14 і викликають дефекти зовнішнього вигляду, захоплюються до зливного відділення 25, рідкий цинк, що знаходиться в цьому відділенні 25, відкачується для підтримання достатнього нижнього рівня, Необхідного для природного витікання рідкого цинку з поверхні рідинного затвора І4 у відділення 25. У такий спосіб постійно оновлюється вільна поверхня рідинного затвора 14, замкнена між стінками 20 і 26, а рідкий цинк, всмоктуваний помпою 30 у відділенні 25, нагнітається до цинкової ванни 12 у задній частині ємності 11 по відвідному трубопроводу 32. Завдяки цьому ефекту занурена сталева стрічка 1 протягається крізь Постійно очищувану поверхню рідинного затвора 14 і виводиться з ванни 12 рідкого цинку з мінімальною кількістю дефектів. Герметичне відділення 29 служить збірником для оксидів цинку та інших частинок, що надходять з похилої внутрішньої стінки кожуха, і дозволяє накопичувати ці оксиди, забезпечуючи захист сталевої стрічки 1. Зовнішній резервуар 35 дозволяє стежити за рівнем заповнення зливного відділення 25 рідким цинком і задавати його таким чином, щоб він залишався Нижче рівня ванни 12 рідкого цинку, регулюючи для цього, наприклад, подачу цинкових злитків у ємність 11. У тому випадку, коли установка містить, крім зливного відділення 25, ще два бічних зливних відділення 42, продуктивність установки істотно підвищується. Завдяки установці, відповідно до винаходу, щільність дефектів на покритих Поверхнях сталевої стрічки істотно знизилася, а одержуваний при цьому зовнішній вигляд відповідає вимогам замовників щодо мінімізації дефектів зовнішнього взгляду на поверхні виробів. Винахід застосовний для нанесення будь-якого металевого покриття шляхом занурення.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for hot coating of metal strip
Автори англійськоюGacher Laurent
Назва патенту російськоюСпособ и установка для горячего покрытия металлической ленты
Автори російськоюГаше Лоран
МПК / Мітки
МПК: C23C 2/00
Мітки: металевої, гарячого, спосіб, покриття, стрічки, установка
Код посилання
<a href="https://ua.patents.su/6-73220-sposib-ta-ustanovka-dlya-garyachogo-pokrittya-metalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб та установка для гарячого покриття металевої стрічки</a>
Установка для електролітичного нанесення металевого покриття на стрічки
Номер патенту: 57783
Опубліковано: 15.07.2003
Автори: Фольке Томас, Шіміон Вернер
МПК: C25D 7/06, C25D 17/10
Мітки: стрічки, електролітичного, покриття, металевого, установка, нанесення
Формула / Реферат:
1. Установка для електролітичного нанесення металевого покриття на стрічки, що проходять через збагачений металом кислий електроліт, з принаймні одним, розташованим паралельно стрічці нерозчинним анодом, від якого струм проходить до підключеної як катод стрічки, при цьому метал осаджується з електроліту на поверхню стрічки, в якій кожний анод розділений на анодні смуги, розташовані паралельно напрямку руху стрічки, причому анодні смуги...
Спосіб виготовлення металевої стрічки
Номер патенту: 45433
Опубліковано: 15.04.2002
Автори: Найдек Володимир Леонтійович, Узієнко Борис Олександрович, Осіпов Володимир Прокопович, Майко Ольга Іванівна, Казачков Євгеній Олександрович, Перелома Віталій Олександрович, Дубровін Едуард Юрійович
МПК: B22D 11/11, B22D 11/06
Мітки: металевої, виготовлення, стрічки, спосіб
Формула / Реферат:
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань.
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки
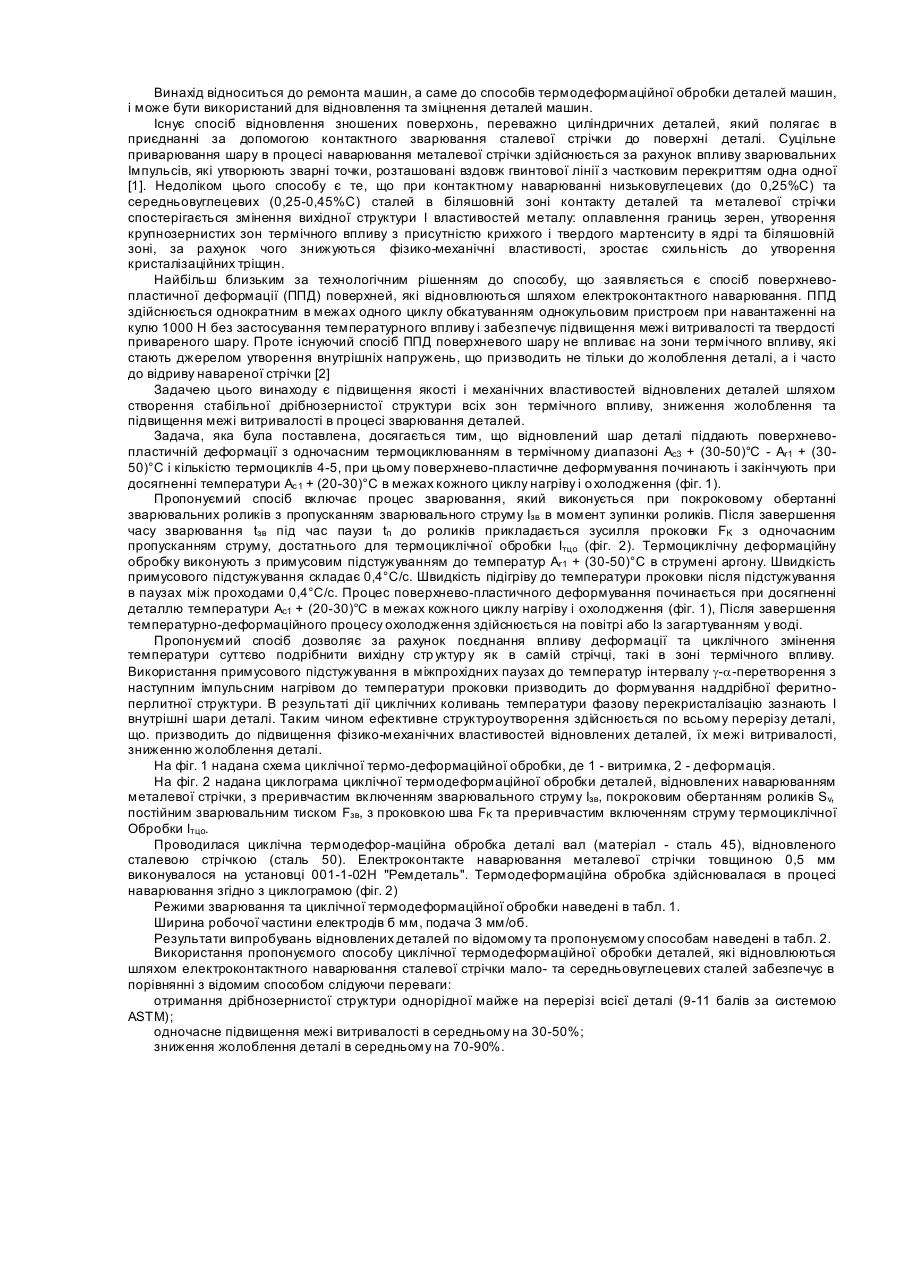
Номер патенту: 22315
Опубліковано: 03.02.1998
Автори: Коровайченко Юрій Миколайович, Охремчук Марина Олегівна, Черновол Михайло Іванович
МПК: B23K 9/04
Мітки: циклічної, наварюванням, термодеформаційної, металевої, деталей, спосіб, стрічки, відновлених, обробки
Формула / Реферат:
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки, що включає електроконтактне наварювання сталевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наварювання відновлений шар деталі піддають поверхнево-пластичній деформації з одночасним термоциклюванням в температурному діапазоні Ас3 + (30-50)°С – Аr1 + (30-50)°С і кількістю...
Установка для формування композиційної стрічки, пристрій для склеювання стрічки із скловолокна та спосіб безперервного формування композиційної стрічки
Номер патенту: 44344
Опубліковано: 15.02.2002
Автори: Роджерс Джеффрей Кейн, Уілкінсон Дональд Росс, Фегг Беррі Сміт, Нелсон Джон Ларкін, Барнс Вернен Брент
МПК: A24C 5/00
Мітки: стрічки, склеювання, формування, установка, скловолокна, пристрій, композиційної, спосіб, безперервного
Формула / Реферат:
1. Установка для формування композиційної стрічки, що використовується для виготовлення курильних виробів, яка відрізняється тим, що містить двокотушковий розмотувач для змотування та переміщення за певною траєкторією стрічки зі скловолокна заданої ширини почергово з першої та другої котушок,склеювальний прес, призначений для склеювання заднього кінця першої стрічки, що змотується з однієї котушки, з переднім кінцем другої...
Спосіб та пристрій для відливання металевої стрічки
Номер патенту: 43352
Опубліковано: 17.12.2001
Автори: Деляссю П'єр, ВЕНДЕВІЛЛЬ Люк, ДАМАСС Жан-Мішель, Рессон Жерар
МПК: B22D 11/06, B22D 11/16
Мітки: стрічки, відливання, спосіб, пристрій, металевої
Формула / Реферат:
1. Способ отливки металлической ленты, по которому осуществляют затвердевание указанной ленты путем подвода жидкого металла между двумя валками противоположного вращения с горизонтальными осями, охлаждаемыми изнутри циркуляцией охлаждающей жидкости, образующими между собой отливочное пространство, и создание инертной атмосферы отливочного пространства путем вдувания заданного количества газа или смеси газа через кожух, установленный над...
Попередній патент: Міні-дробарка зернових матеріалів
Наступний патент: Пристрій запірний
Випадковий патент: Спосіб обробки насіння цукрових буряків захисно-стимулюючими речовинами та мікробним препаратом