Ущільнювальний вузол з профілем із пластмаси для холодильних камер і подібних виробів
Формула / Реферат
1. Ущільнювальний вузол з профілем з пластмаси для холодильних камер і подібних виробів, складений з камери (32), дверей (30) і внутрішньої дверної панелі (31), які можуть бути приєднані до камери (32), і прокладки (20) типу "гофрована мембрана", яка забезпечує ущільнене закриття між дверима (30) і камерою (32), причому профіль (1) і зазначена прокладка (20) підігнані одна до одної або утворюють єдиний елемент, який виготовлений коекструзією двох матеріалів, які мають різні ступені жорсткості, так, щоб забезпечити можливість, при необхідності, звичайного роз'єднання прокладки (20) і профілю (1) вздовж площини їх з'єднання, при цьому зазначений профіль (1) має канавку (23) для розміщення змінюваної прокладки типу "гофрована мембрана" і принаймні один еластично податливий боковий відросток (7) для забезпечення защіпного з'єднання між профілем (1) і внутрішньою дверною панеллю (31), зазначений відросток (7) закінчується канавкою (19), яка має по суті С-подібну форму поперечного перерізу і служить для розміщення краю (28) внутрішньої дверної панелі (31), додатково профіль (1) має основу (3), на протилежних кінцях якої є ущільнювальні смужки (4, 15), які взаємодіють з дверима (30) і з внутрішньою дверною панеллю (31),
який відрізняється тим, що канавка (19) з по суті поперечним перерізом С-подібної форми має принаймні одну ущільнювальну смужку (2), яка виготовлена з м'якого матеріалу і встановлена обернено до краю (28) внутрішньої дверної панелі (31) так, що, коли внутрішня дверна панель в робочому положенні з'єднана з профілем (1), то під дією еластичного повороту відростка (7) ущільнювальна смужка (2) створює тиск на край (28) внутрішньої дверної панелі (31), додатково зона (29) згину під прямими кутами внутрішньої дверної панелі (31) має радіус від 3 до 6 мм, для забезпечення оптимальної взаємодії однієї (15) з ущільнювальних смужок основи (3) профілю (1).
2. Ущільнювальний вузол за п. 1, який відрізняється тим, що ущільнювальна смужка (2) виконана коекструдованою з профілем (1).
3. Ущільнювальний вузол за п. 1, який відрізняється тим, що ущільнювальна смужка (2) розміщена вздовж краю канавки (19), яка має поперечний переріз С-подібної форми.
4. Ущільнювальний вузол за п. 1, який відрізняється тим, що ущільнювальна смужка (2) знаходиться усередині канавки (19), яка має поперечний переріз С-подібної форми.
5. Ущільнювальний вузол за п. 1, який відрізняється тим, що ущільнювальна смужка (15) виготовлена з м'якого матеріалу, який коекструдований з жорстким матеріалом основи (3) профілю (1).
6. Ущільнювальний вузол за п. 1, який відрізняється тим, що у профілі (1) канавка (23) обмежена парою стінок (5), які простягнені або вертикально, або з нахилом до основи (3), яка у робочому положенні з'єднання перекриває двері (30) і внутрішню дверну панель (31) вздовж їх лінії з'єднання.
7. Ущільнювальний вузол за п. 1, який відрізняється тим, що у боковому відростку (7) шарнірна вісь (8) пружини створена вставленням по суті м'якого матеріалу у по суті жорсткий матеріал, з якого виготовлений профіль (1).
8. Ущільнювальний вузол за п. 1, який відрізняється тим, що прокладка (20) виконана коекструдованою з профілем так, що перекриває останній по всій довжині зовнішньої робочої стінки, яка є однією з пари стінок (5), і перекриває частину основи, яка також є зовнішньою, так, що профіль у робочому положенні є прихованим від зору.
9. Ущільнювальний вузол за п. 1, який відрізняється тим, що основа (3) розміщена у одній площині.
10. Ущільнювальний вузол за п. 1, який відрізняється тим, що основа (3) розміщена у площинах, які розташовані трохи зміщено одна відносно одної.
Текст
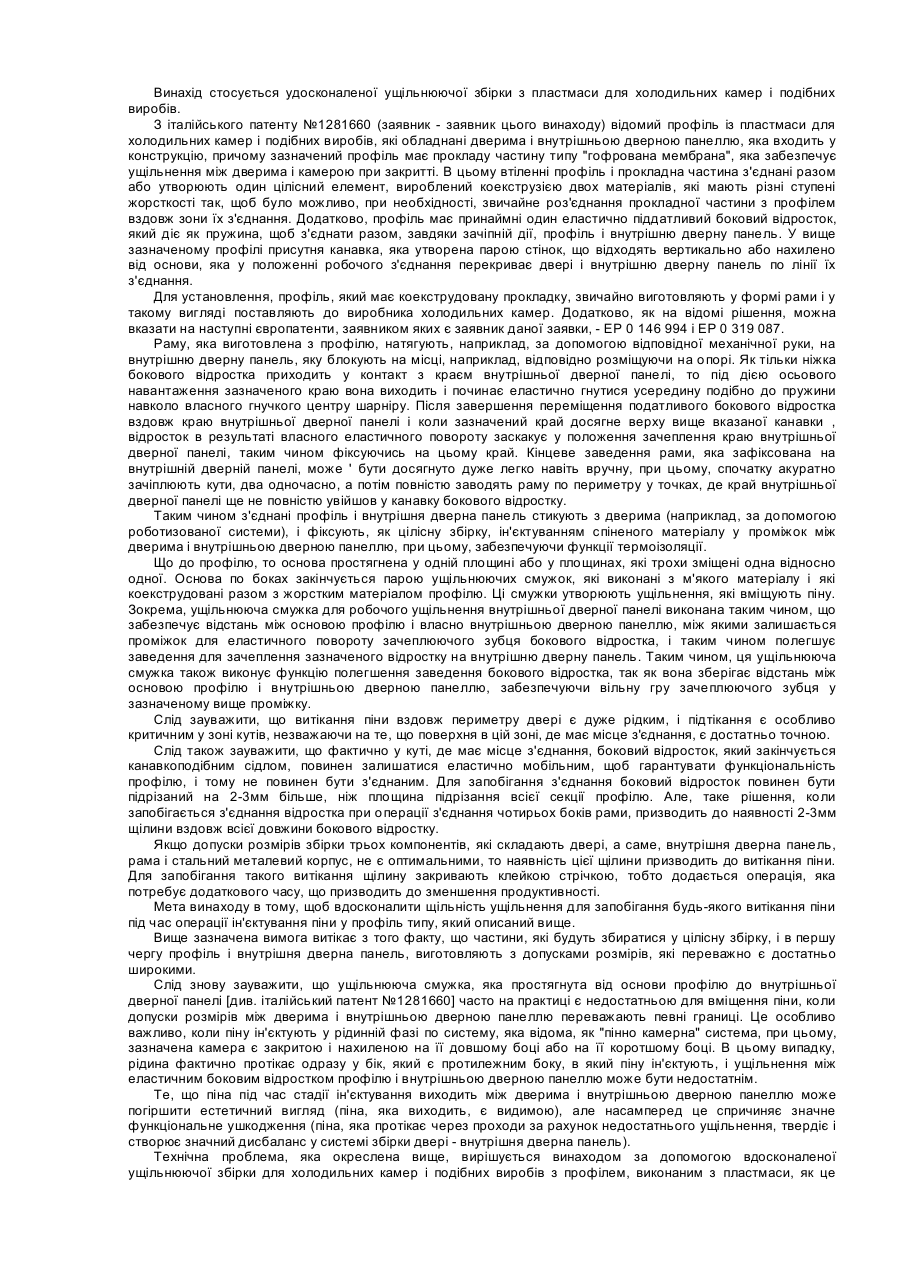
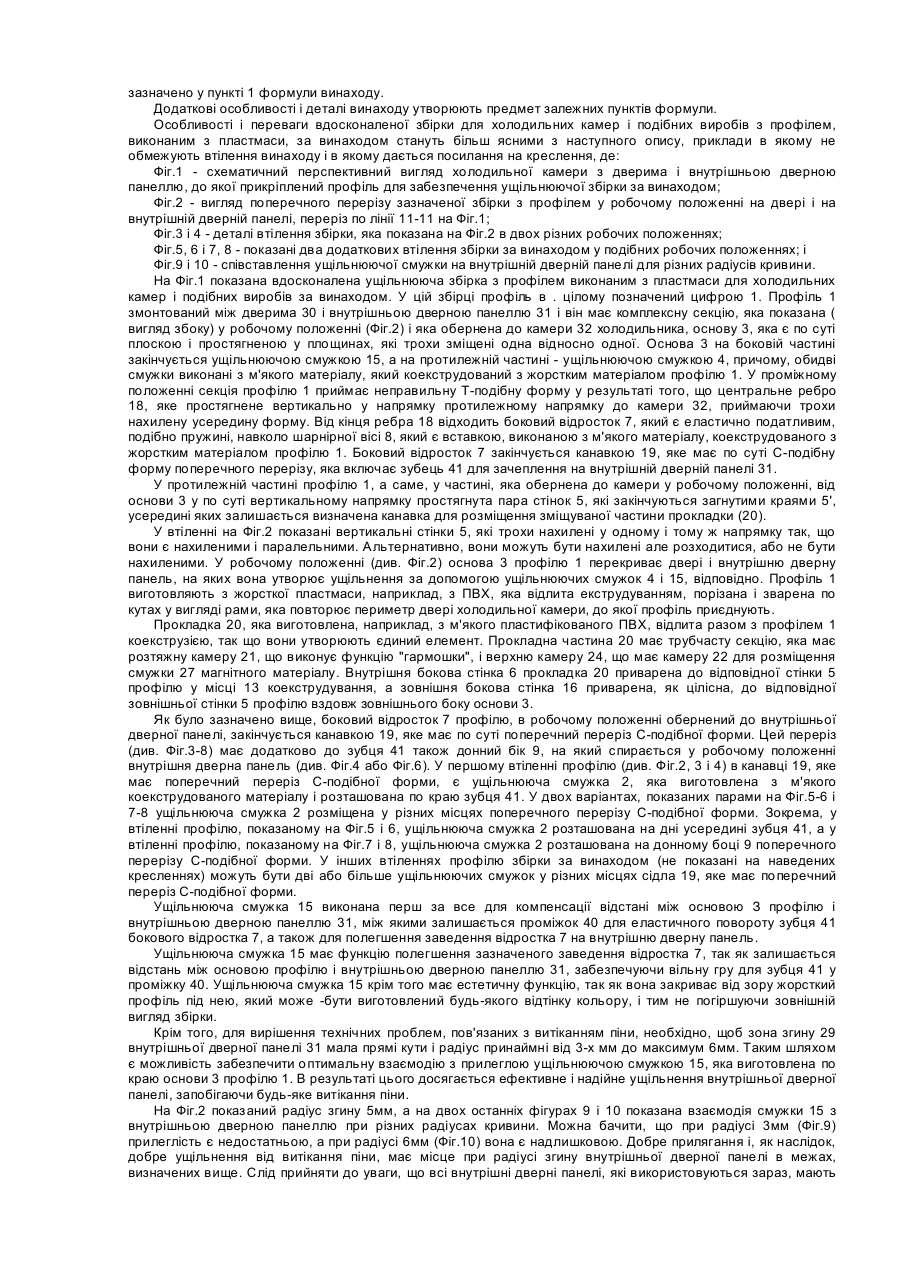
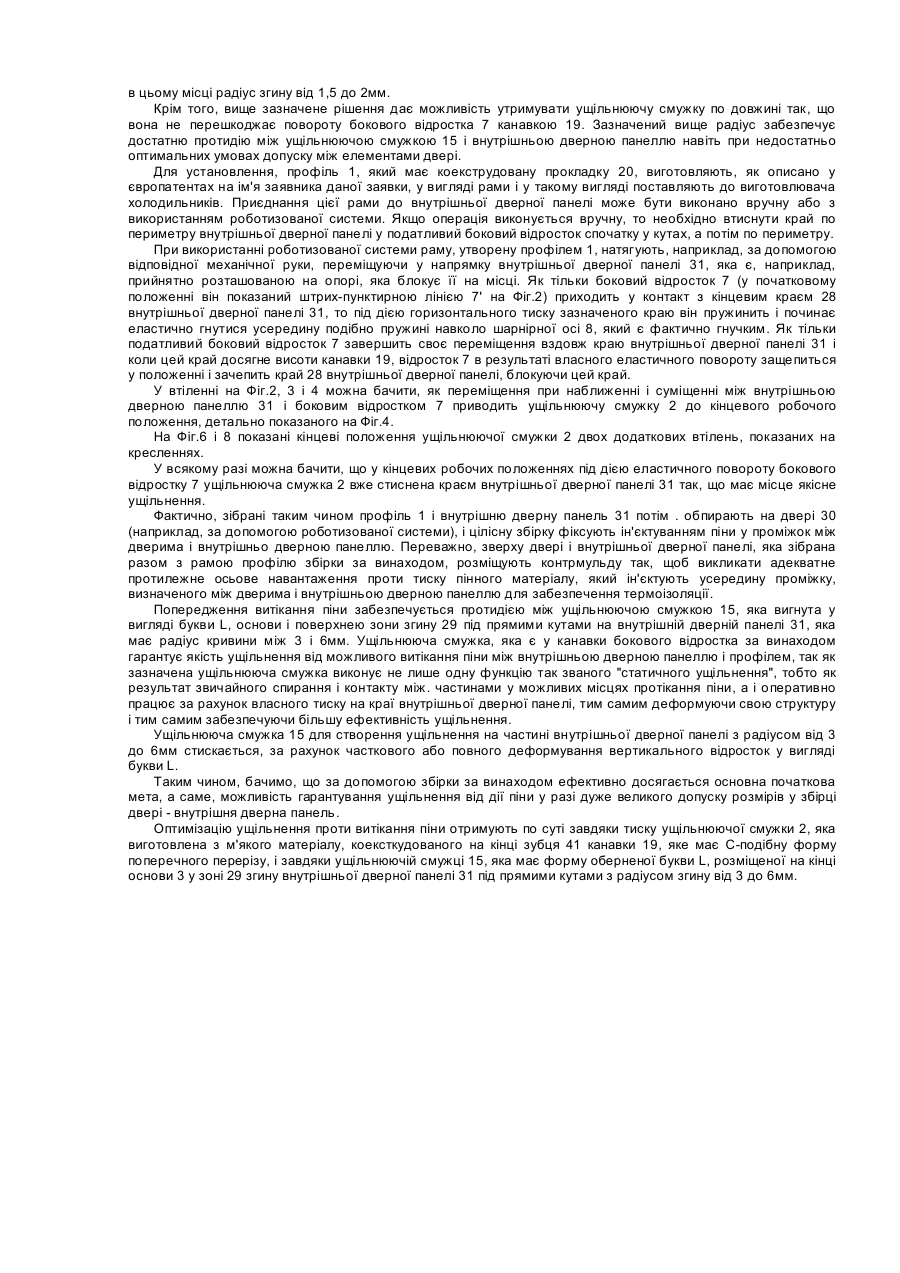
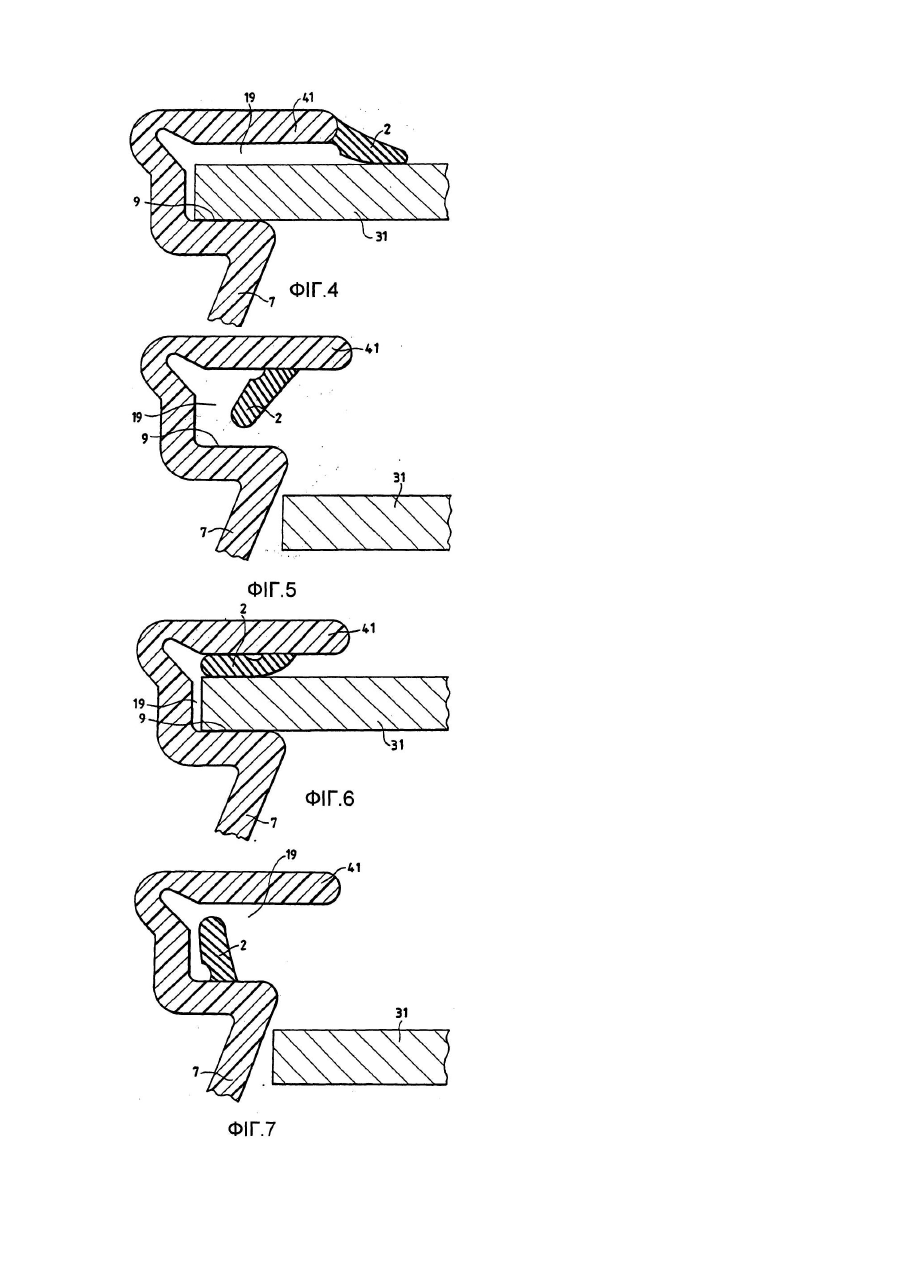
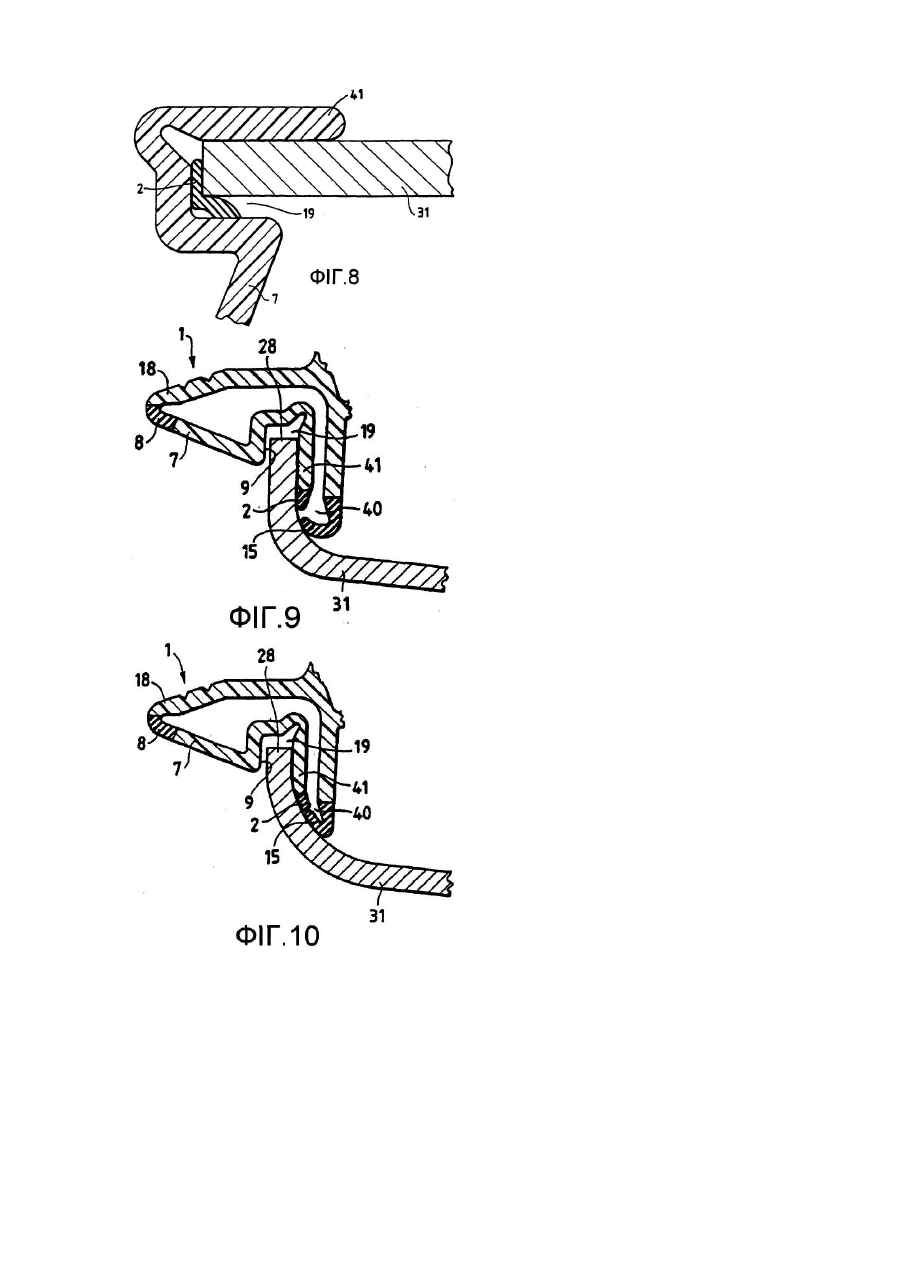
Винахід стосується удосконаленої ущільнюючої збірки з пластмаси для холодильних камер і подібних виробів. З італійського патенту №1281660 (заявник - заявник цього винаходу) відомий профіль із пластмаси для холодильних камер і подібних виробів, які обладнані дверима і внутрішньою дверною панеллю, яка входить у конструкцію, причому зазначений профіль має прокладу частину типу "гофрована мембрана", яка забезпечує ущільнення між дверима і камерою при закритті. В цьому втіленні профіль і прокладна частина з'єднані разом або утворюють один цілісний елемент, вироблений коекструзією двох матеріалів, які мають різні ступені жорсткості так, щоб було можливо, при необхідності, звичайне роз'єднання прокладної частини з профілем вздовж зони їх з'єднання. Додатково, профіль має принаймні один еластично піддатливий боковий відросток, який діє як пружина, щоб з'єднати разом, завдяки зачіпній дії, профіль і внутрішню дверну панель. У вище зазначеному профілі присутня канавка, яка утворена парою стінок, що відходять вертикально або нахилено від основи, яка у положенні робочого з'єднання перекриває двері і внутрішню дверну панель по лінії їх з'єднання. Для установлення, профіль, який має коекструдовану прокладку, звичайно виготовляють у формі рами і у такому вигляді поставляють до виробника холодильних камер. Додатково, як на відомі рішення, можна вказати на наступні європатенти, заявником яких є заявник даної заявки, - ЕР 0 146 994 і ЕР 0 319 087. Раму, яка виготовлена з профілю, натягують, наприклад, за допомогою відповідної механічної руки, на внутрішню дверну панель, яку блокують на місці, наприклад, відповідно розміщуючи на опорі. Як тільки ніжка бокового відростка приходить у контакт з краєм внутрішньої дверної панелі, то під дією осьового навантаження зазначеного краю вона виходить і починає еластично гнутися усередину подібно до пружини навколо власного гнучкого центру шарніру. Після завершення переміщення податливого бокового відростка вздовж краю внутрішньої дверної панелі і коли зазначений край досягне верху вище вказаної канавки , відросток в результаті власного еластичного повороту заскакує у положення зачеплення краю внутрішньої дверної панелі, таким чином фіксуючись на цьому край. Кінцеве заведення рами, яка зафіксована на внутрішній дверній панелі, може ' бути досягнуто дуже легко навіть вручну, при цьому, спочатку акуратно зачіплюють кути, два одночасно, а потім повністю заводять раму по периметру у точках, де край внутрішньої дверної панелі ще не повністю увійшов у канавку бокового відростку. Таким чином з'єднані профіль і внутрішня дверна панель стикують з дверима (наприклад, за допомогою роботизованої системи), і фіксують, як цілісну збірку, ін'єктуванням спіненого матеріалу у проміжок між дверима і внутрішньою дверною панеллю, при цьому, забезпечуючи функції термоізоляції. Що до профілю, то основа простягнена у одній площині або у площинах, які трохи зміщені одна відносно одної. Основа по боках закінчується парою ущільнюючих смужок, які виконані з м'якого матеріалу і які коекструдовані разом з жорстким матеріалом профілю. Ці смужки утворюють ущільнення, які вміщують піну. Зокрема, ущільнююча смужка для робочого ущільнення внутрішньої дверної панелі виконана таким чином, що забезпечує відстань між основою профілю і власно внутрішньою дверною панеллю, між якими залишається проміжок для еластичного повороту зачеплюючого зубця бокового відростка, і таким чином полегшує заведення для зачеплення зазначеного відростку на внутрішню дверну панель. Таким чином, ця ущільнююча смужка також виконує функцію полегшення заведення бокового відростка, так як вона зберігає відстань між основою профілю і внутрішньою дверною панеллю, забезпечуючи вільну гру зачеплюючого зубця у зазначеному вище проміжку. Слід зауважити, що витікання піни вздовж периметру двері є дуже рідким, і підтікання є особливо критичним у зоні кутів, незважаючи на те, що поверхня в цій зоні, де має місце з'єднання, є достатньо точною. Слід також зауважити, що фактично у куті, де має місце з'єднання, боковий відросток, який закінчується канавкоподібним сідлом, повинен залишатися еластично мобільним, щоб гарантувати функціональність профілю, і тому не повинен бути з'єднаним. Для запобігання з'єднання боковий відросток повинен бути підрізаний на 2-3мм більше, ніж площина підрізання всієї секції профілю. Але, таке рішення, коли запобігається з'єднання відростка при операції з'єднання чотирьох боків рами, призводить до наявності 2-3мм щілини вздовж всієї довжини бокового відростку. Якщо допуски розмірів збірки трьох компонентів, які складають двері, а саме, внутрішня дверна панель, рама і стальний металевий корпус, не є оптимальними, то наявність цієї щілини призводить до витікання піни. Для запобігання такого витікання щілину закривають клейкою стрічкою, тобто додається операція, яка потребує додаткового часу, що призводить до зменшення продуктивності. Мета винаходу в тому, щоб вдосконалити щільність ущільнення для запобігання будь-якого витікання піни під час операції ін'єктування піни у профіль типу, який описаний вище. Вище зазначена вимога витікає з того факту, що частини, які будуть збиратися у цілісну збірку, і в першу чергу профіль і внутрішня дверна панель, виготовляють з допусками розмірів, які переважно є достатньо широкими. Слід знову зауважити, що ущільнююча смужка, яка простягнута від основи профілю до внутрішньої дверної панелі [див. італійський патент №1281660] часто на практиці є недостатньою для вміщення піни, коли допуски розмірів між дверима і внутрішньою дверною панеллю переважають певні границі. Це особливо важливо, коли піну ін'єктують у рідинній фазі по систему, яка відома, як "пінно камерна" система, при цьому, зазначена камера є закритою і нахиленою на її довшому боці або на її коротшому боці. В цьому випадку, рідина фактично протікає одразу у бік, який є протилежним боку, в який піну ін'єктують, і ущільнення між еластичним боковим відростком профілю і внутрішньою дверною панеллю може бути недостатнім. Те, що піна під час стадії ін'єктування виходить між дверима і внутрішньою дверною панеллю може погіршити естетичний вигляд (піна, яка виходить, є видимою), але насамперед це спричиняє значне функціональне ушкодження (піна, яка протікає через проходи за рахунок недостатнього ущільнення, твердіє і створює значний дисбаланс у системі збірки двері - внутрішня дверна панель). Технічна проблема, яка окреслена вище, вирішується винаходом за допомогою вдосконаленої ущільнюючої збірки для холодильних камер і подібних виробів з профілем, виконаним з пластмаси, як це зазначено у пункті 1 формули винаходу. Додаткові особливості і деталі винаходу утворюють предмет залежних пунктів формули. Особливості і переваги вдосконаленої збірки для холодильних камер і подібних виробів з профілем, виконаним з пластмаси, за винаходом стануть більш ясними з наступного опису, приклади в якому не обмежують втілення винаходу і в якому дається посилання на креслення, де: Фіг.1 - схематичний перспективний вигляд холодильної камери з дверима і внутрішньою дверною панеллю, до якої прикріплений профіль для забезпечення ущільнюючої збірки за винаходом; Фіг.2 - вигляд поперечного перерізу зазначеної збірки з профілем у робочому положенні на двері і на внутрішній дверній панелі, переріз по лінії 11-11 на Фіг.1; Фіг.3 і 4 - деталі втілення збірки, яка показана на Фіг.2 в двох різних робочих положеннях; Фіг.5, 6 і 7, 8 - показані два додаткових втілення збірки за винаходом у подібних робочих положеннях; і Фіг.9 і 10 - співставлення ущільнюючої смужки на внутрішній дверній панелі для різних радіусів кривини. На Фіг.1 показана вдосконалена ущільнююча збірка з профілем виконаним з пластмаси для холодильних камер і подібних виробів за винаходом. У цій збірці профіль в . цілому позначений цифрою 1. Профіль 1 змонтований між дверима 30 і внутрішньою дверною панеллю 31 і він має комплексну секцію, яка показана ( вигляд збоку) у робочому положенні (Фіг.2) і яка обернена до камери 32 холодильника, основу 3, яка є по суті плоскою і простягненою у площинах, які трохи зміщені одна відносно одної. Основа 3 на боковій частині закінчується ущільнюючою смужкою 15, а на протилежній частині - ущільнюючою смужкою 4, причому, обидві смужки виконані з м'якого матеріалу, який коекструдований з жорстким матеріалом профілю 1. У проміжному положенні секція профілю 1 приймає неправильну Т-подібну форму у результаті того, що центральне ребро 18, яке простягнене вертикально у напрямку протилежному напрямку до камери 32, приймаючи трохи нахилену усередину форму. Від кінця ребра 18 відходить боковий відросток 7, який є еластично податливим, подібно пружині, навколо шарнірної вісі 8, який є вставкою, виконаною з м'якого матеріалу, коекструдованого з жорстким матеріалом профілю 1. Боковий відросток 7 закінчується канавкою 19, яке має по суті С-подібну форму поперечного перерізу, яка включає зубець 41 для зачеплення на внутрішній дверній панелі 31. У протилежній частині профілю 1, а саме, у частині, яка обернена до камери у робочому положенні, від основи 3 у по суті вертикальному напрямку простягнута пара стінок 5, які закінчуються загнутими краями 5', усередині яких залишається визначена канавка для розміщення зміщуваної частини прокладки (20). У втіленні на Фіг.2 показані вертикальні стінки 5, які трохи нахилені у одному і тому ж напрямку так, що вони є нахиленими і паралельними. Альтернативно, вони можуть бути нахилені але розходитися, або не бути нахиленими. У робочому положенні (див. Фіг.2) основа 3 профілю 1 перекриває двері і внутрішню дверну панель, на яких вона утворює ущільнення за допомогою ущільнюючих смужок 4 і 15, відповідно. Профіль 1 виготовляють з жорсткої пластмаси, наприклад, з ПВХ, яка відлита екструдуванням, порізана і зварена по кутах у вигляді рами, яка повторює периметр двері холодильної камери, до якої профіль приєднують. Прокладка 20, яка виготовлена, наприклад, з м'якого пластифікованого ПВХ, відлита разом з профілем 1 коекструзією, так що вони утворюють єдиний елемент. Прокладна частина 20 має трубчасту секцію, яка має розтяжну камеру 21, що виконує функцію "гармошки", і верхню камеру 24, що має камеру 22 для розміщення смужки 27 магнітного матеріалу. Внутрішня бокова стінка 6 прокладка 20 приварена до відповідної стінки 5 профілю у місці 13 коекструдування, а зовнішня бокова стінка 16 приварена, як цілісна, до відповідної зовнішньої стінки 5 профілю вздовж зовнішнього боку основи 3. Як було зазначено вище, боковий відросток 7 профілю, в робочому положенні обернений до внутрішньої дверної панелі, закінчується канавкою 19, яке має по суті поперечний переріз С-подібної форми. Цей переріз (див. Фіг.3-8) має додатково до зубця 41 також донний бік 9, на який спирається у робочому положенні внутрішня дверна панель (див. Фіг.4 або Фіг.6). У першому втіленні профілю (див. Фіг.2, 3 і 4) в канавці 19, яке має поперечний переріз С-подібної форми, є ущільнююча смужка 2, яка виготовлена з м'якого коекструдованого матеріалу і розташована по краю зубця 41. У двох варіантах, показаних парами на Фіг.5-6 і 7-8 ущільнююча смужка 2 розміщена у різних місцях поперечного перерізу С-подібної форми. Зокрема, у втіленні профілю, показаному на Фіг.5 і 6, ущільнююча смужка 2 розташована на дні усередині зубця 41, а у втіленні профілю, показаному на Фіг.7 і 8, ущільнююча смужка 2 розташована на донному боці 9 поперечного перерізу С-подібної форми. У інших втіленнях профілю збірки за винаходом (не показані на наведених кресленнях) можуть бути дві або більше ущільнюючих смужок у різних місцях сідла 19, яке має поперечний переріз С-подібної форми. Ущільнююча смужка 15 виконана перш за все для компенсації відстані між основою З профілю і внутрішньою дверною панеллю 31, між якими залишається проміжок 40 для еластичного повороту зубця 41 бокового відростка 7, а також для полегшення заведення відростка 7 на внутрішню дверну панель. Ущільнююча смужка 15 має функцію полегшення зазначеного заведення відростка 7, так як залишається відстань між основою профілю і внутрішньою дверною панеллю 31, забезпечуючи вільну гру для зубця 41 у проміжку 40. Ущільнююча смужка 15 крім того має естетичну функцію, так як вона закриває від зору жорсткий профіль під нею, який може -бути виготовлений будь-якого відтінку кольору, і тим не погіршуючи зовнішній вигляд збірки. Крім того, для вирішення технічних проблем, пов'язаних з витіканням піни, необхідно, щоб зона згину 29 внутрішньої дверної панелі 31 мала прямі кути і радіус принаймні від 3-х мм до максимум 6мм. Таким шляхом є можливість забезпечити оптимальну взаємодію з прилеглою ущільнюючою смужкою 15, яка виготовлена по краю основи 3 профілю 1. В результаті цього досягається ефективне і надійне ущільнення внутрішньої дверної панелі, запобігаючи будь-яке витікання піни. На Фіг.2 показаний радіус згину 5мм, а на двох останніх фігурах 9 і 10 показана взаємодія смужки 15 з внутрішньою дверною панеллю при різних радіусах кривини. Можна бачити, що при радіусі 3мм (Фіг.9) прилеглість є недостатньою, а при радіусі 6мм (Фіг.10) вона є надлишковою. Добре прилягання і, як наслідок, добре ущільнення від витікання піни, має місце при радіусі згину внутрішньої дверної панелі в межах, визначених вище. Слід прийняти до уваги, що всі внутрішні дверні панелі, які використовуються зараз, мають в цьому місці радіус згину від 1,5 до 2мм. Крім того, вище зазначене рішення дає можливість утримувати ущільнюючу смужку по довжині так, що вона не перешкоджає повороту бокового відростка 7 канавкою 19. Зазначений вище радіус забезпечує достатню протидію між ущільнюючою смужкою 15 і внутрішньою дверною панеллю навіть при недостатньо оптимальних умовах допуску між елементами двері. Для установлення, профіль 1, який має коекструдовану прокладку 20, виготовляють, як описано у європатентах на ім'я заявника даної заявки, у вигляді рами і у такому вигляді поставляють до виготовлювача холодильників. Приєднання цієї рами до внутрішньої дверної панелі може бути виконано вручну або з використанням роботизованої системи. Якщо операція виконується вручну, то необхідно втиснути край по периметру внутрішньої дверної панелі у податливий боковий відросток спочатку у кутах, а потім по периметру. При використанні роботизованої системи раму, утворену профілем 1, натягують, наприклад, за допомогою відповідної механічної руки, переміщуючи у напрямку внутрішньої дверної панелі 31, яка є, наприклад, прийнятно розташованою на опорі, яка блокує її на місці. Як тільки боковий відросток 7 (у початковому положенні він показаний штрих-пунктирною лінією 7' на Фіг.2) приходить у контакт з кінцевим краєм 28 внутрішньої дверної панелі 31, то під дією горизонтального тиску зазначеного краю він пружинить і починає еластично гнутися усередину подібно пружині навколо шарнірної осі 8, який є фактично гнучким. Як тільки податливий боковий відросток 7 завершить своє переміщення вздовж краю внутрішньої дверної панелі 31 і коли цей край досягне висоти канавки 19, відросток 7 в результаті власного еластичного повороту защепиться у положенні і зачепить край 28 внутрішньої дверної панелі, блокуючи цей край. У втіленні на Фіг.2, 3 і 4 можна бачити, як переміщення при наближенні і суміщенні між внутрішньою дверною панеллю 31 і боковим відростком 7 приводить ущільнюючу смужку 2 до кінцевого робочого положення, детально показаного на Фіг.4. На Фіг.6 і 8 показані кінцеві положення ущільнюючої смужки 2 двох додаткових втілень, показаних на кресленнях. У всякому разі можна бачити, що у кінцевих робочих положеннях під дією еластичного повороту бокового відростку 7 ущільнююча смужка 2 вже стиснена краєм внутрішньої дверної панелі 31 так, що має місце якісне ущільнення. Фактично, зібрані таким чином профіль 1 і внутрішню дверну панель 31 потім . обпирають на двері 30 (наприклад, за допомогою роботизованої системи), і цілісну збірку фіксують ін'єктуванням піни у проміжок між дверима і внутрішньо дверною панеллю. Переважно, зверху двері і внутрішньої дверної панелі, яка зібрана разом з рамою профілю збірки за винаходом, розміщують контрмульду так, щоб викликати адекватне протилежне осьове навантаження проти тиску пінного матеріалу, який ін'єктують усередину проміжку, визначеного між дверима і внутрішньою дверною панеллю для забезпечення термоізоляції. Попередження витікання піни забезпечується протидією між ущільнюючою смужкою 15, яка вигнута у вигляді букви L, основи і поверхнею зони згину 29 під прямими кутами на внутрішній дверній панелі 31, яка має радіус кривини між 3 і 6мм. Ущільнююча смужка, яка є у канавки бокового відростка за винаходом гарантує якість ущільнення від можливого витікання піни між внутрішньою дверною панеллю і профілем, так як зазначена ущільнююча смужка виконує не лише одну функцію так званого "статичного ущільнення", тобто як результат звичайного спирання і контакту між. частинами у можливих місцях протікання піни, а і оперативно працює за рахунок власного тиску на краї внутрішньої дверної панелі, тим самим деформуючи свою структуру і тим самим забезпечуючи більшу ефективність ущільнення. Ущільнююча смужка 15 для створення ущільнення на частині внутрішньої дверної панелі з радіусом від 3 до 6мм стискається, за рахунок часткового або повного деформування вертикального відросток у вигляді букви L. Таким чином, бачимо, що за допомогою збірки за винаходом ефективно досягається основна початкова мета, а саме, можливість гарантування ущільнення від дії піни у разі дуже великого допуску розмірів у збірці двері - внутрішня дверна панель. Оптимізацію ущільнення проти витікання піни отримують по суті завдяки тиску ущільнюючої смужки 2, яка виготовлена з м'якого матеріалу, коексткудованого на кінці зубця 41 канавки 19, яке має С-подібну форму поперечного перерізу, і завдяки ущільнюючій смужці 15, яка має форму оберненої букви L, розміщеної на кінці основи 3 у зоні 29 згину внутрішньої дверної панелі 31 під прямими кутами з радіусом згину від 3 до 6мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюSealing assembly for refrigeration chambers and the like with profile made of plastic
Автори англійськоюCittadini Paolo
Назва патенту російськоюУплотнительный узел с профилем из пластмассы для холодильных камер и подобных изделий
Автори російськоюЧиттадини Паоло
МПК / Мітки
МПК: F25D 23/08, E06B 7/16
Мітки: пластмаси, вузол, подібних, холодильних, камер, виробів, профілем, ущільнювальний
Код посилання
<a href="https://ua.patents.su/6-73643-ushhilnyuvalnijj-vuzol-z-profilem-iz-plastmasi-dlya-kholodilnikh-kamer-i-podibnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Ущільнювальний вузол з профілем із пластмаси для холодильних камер і подібних виробів</a>
Ущільнювальний вузол
Номер патенту: 61055
Опубліковано: 17.11.2003
Автор: Обер Філіпп Жак
МПК: F16J 15/34
Мітки: ущільнювальний, вузол
Формула / Реферат:
1. Ущільнювальний вузол, який включає ущільнювальний елемент, обертову ущільнювальну частину, встановлену коаксіально з ущільнювальним елементом з можливістю розміщення ущільнення між протилежними поверхнями ущільнювального елемента і обертової ущільнювальної частини, штовхаючу муфту, яка розташована коаксіально між корпусом і ущільнювальним елементом і знаходиться у контакті з ущільнювальним елементом, додаткову муфту, що розміщена...
Ущільнювальний вузол поздовжньої перегородки кожухотрубного теплообмінника
Номер патенту: 1676
Опубліковано: 17.03.2003
Автор: Мікульонок Ігор Олегович
МПК: F28F 9/22
Мітки: кожухотрубного, перегородки, поздовжньої, ущільнювальний, теплообмінника, вузол
Формула / Реферат:
1. Ущільнювальний вузол поздовжньої перегородки кожухотрубного теплообмінника, що містить пружнодеформівний елемент, зафіксований пластиною, прикріпленою до поздовжньої перегородки, який відрізняється тим, що пружнодеформівний елемент виконано у вигляді трубки з поздовжнім прямолінійним розрізом, а пластина прикріплена до крайки поздовжньої перегородки перпендикулярно останній і розташована всередині зазначеної трубки.2. Вузол...
Ущільнювальний вузол і обладнаний ним клапан
Номер патенту: 26897
Опубліковано: 29.12.1999
Автори: РЮДЛЕ Манфред, Штолль Курт
МПК: F16J 15/16, F16K 11/00
Мітки: обладнаний, вузол, клапан, ущільнювальний, ним
Формула / Реферат:
(57) 1. Клапан, содержащий корпус с радиальными каналами и удлиненным гнездом, в котором аксиально с возможностью продольного перемещения установлен поршень, с, по меньшей мере, одной впадиной и закреплен по прессовой посадке, по меньшей мере, один уплотнительный узел с U-образным в поперечном сечении кольцевым корпусом, выполненным с двумя размещенными на расстоянии друг от друга боковыми участками и соединяющими боковые участки средним...
Ущільнювальний вузол тарілки тепломасообмінного апарата

Номер патенту: 1102
Опубліковано: 15.11.2001
Автор: Мікульонок Ігор Олегович
МПК: B01D 3/18
Мітки: тепломасообмінного, вузол, апарата, ущільнювальний, тарілки
Формула / Реферат:
Ущільнювальний вузол тарілки тепломасообмінного апарата, що містить круглу тарілку, на периферійній частині якої з можливістю контакту з корпусом апарата закріплено пружнодеформівний елемент, що утворює замкнене кільце, який відрізняється тим, що тарілку виконано з відбортовкою, на якій надрізано пелюстки, по черзі відігнуті в різні боки, а пружнодеформівний елемент виконано у вигляді трубки з поздовжнім прямолінійним розрізом,...
Ущільнювальний вузол візка конвеєрної машини
Номер патенту: 7922
Опубліковано: 15.07.2005
Автори: АГАРКОВ Віктор Якович, Іванов Михайло Пилипович, Ямпілець Роман Геннадійович, Аніщенко Олександр Сергійович, Дюбін Валерій Юрійович, Беспалов Олександр Павлович
МПК: F27B 21/06
Мітки: машини, конвеєрної, ущільнювальний, візка, вузол
Формула / Реферат:
1. Ущільнювальний вузол візка конвеєрної машини, який складається з корпусу, що містить з'єднані між собою кришку, нижню частину ригеля і бокову стінку, і повзуна, розташованого в корпусі з можливістю переміщення у вертикальному напрямку, а також принаймні двох пальців, закріплених з одного кінця в отворах бокової стінки з можливістю взаємодії з повзуном, який відрізняється тим, що додатково містить обмежувачі горизонтального переміщення...
Попередній патент: Спосіб і пристрій для інгібування патогенів при виробництві нарізаного харчового продукту
Наступний патент: Порошкоподібне водорозчинне похідне целюлози і спосіб його одержання
Випадковий патент: Спосіб екстракційно-атомно-абсорбційного визначення молібдену в бензині