Спосіб гідростатичного пресування
Формула / Реферат
1. Спосіб гідростатичного пресування заготовки круглого сполошного та трубчастого перерізу із дискретного середовища шляхом радіального навантаження через еластичну оболонку, який відрізняється тим, що радіальне навантаження здійснюють дискретно в локальній кільцевій зоні та чергують з дискретним осьовим переміщенням заготовки.
2. Спосіб за п. 1, який відрізняється тим, що ступінь радіальної деформації заготовки у напрямку переміщення дискретно збільшують.
3. Спосіб за пп. 1, 2, який відрізняється тим, що безперервну заготовку після гідростату дискретно проштовхують в горизонтальній площині крізь піч для спікання до пристрою для розрізування на мірні заготовки.
Текст
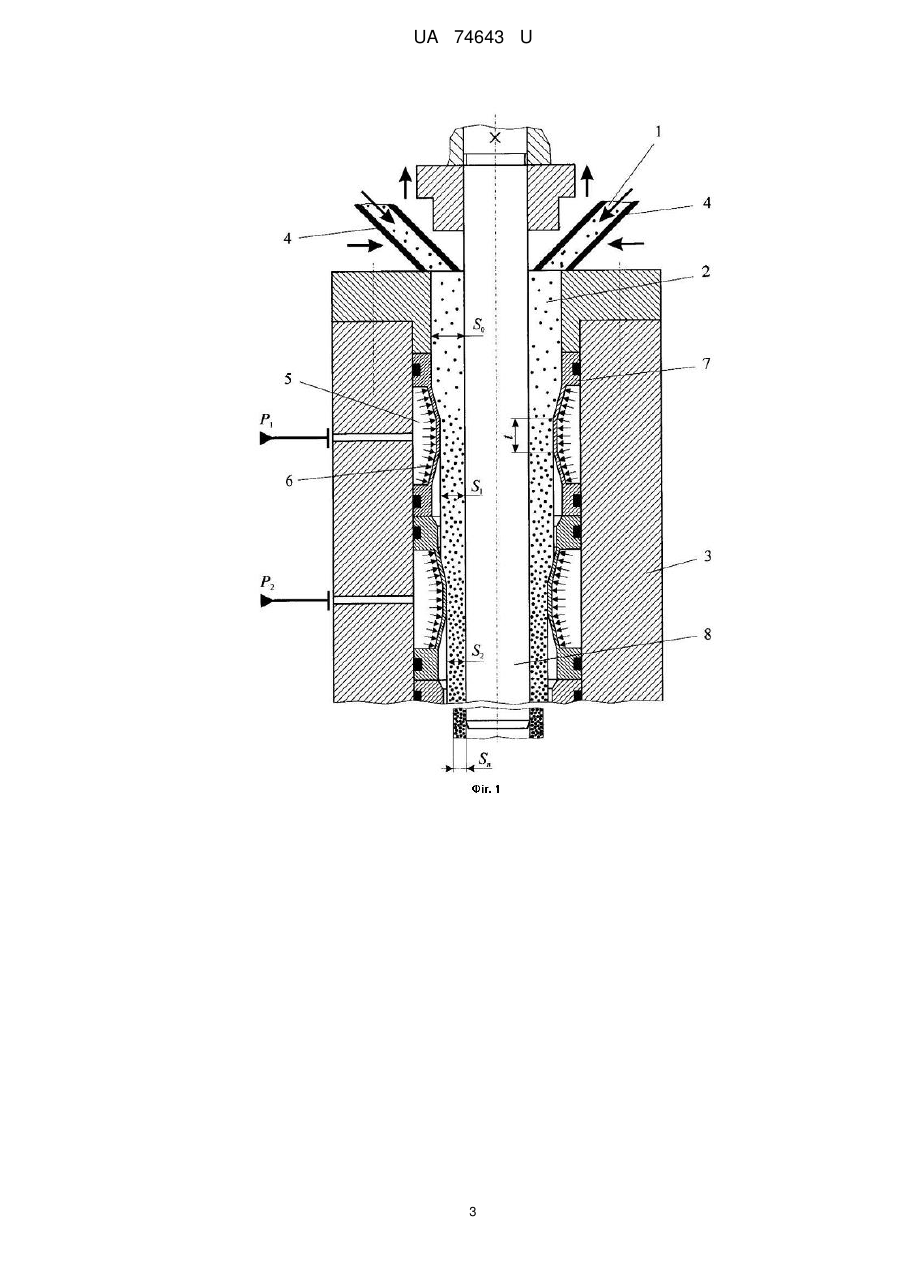
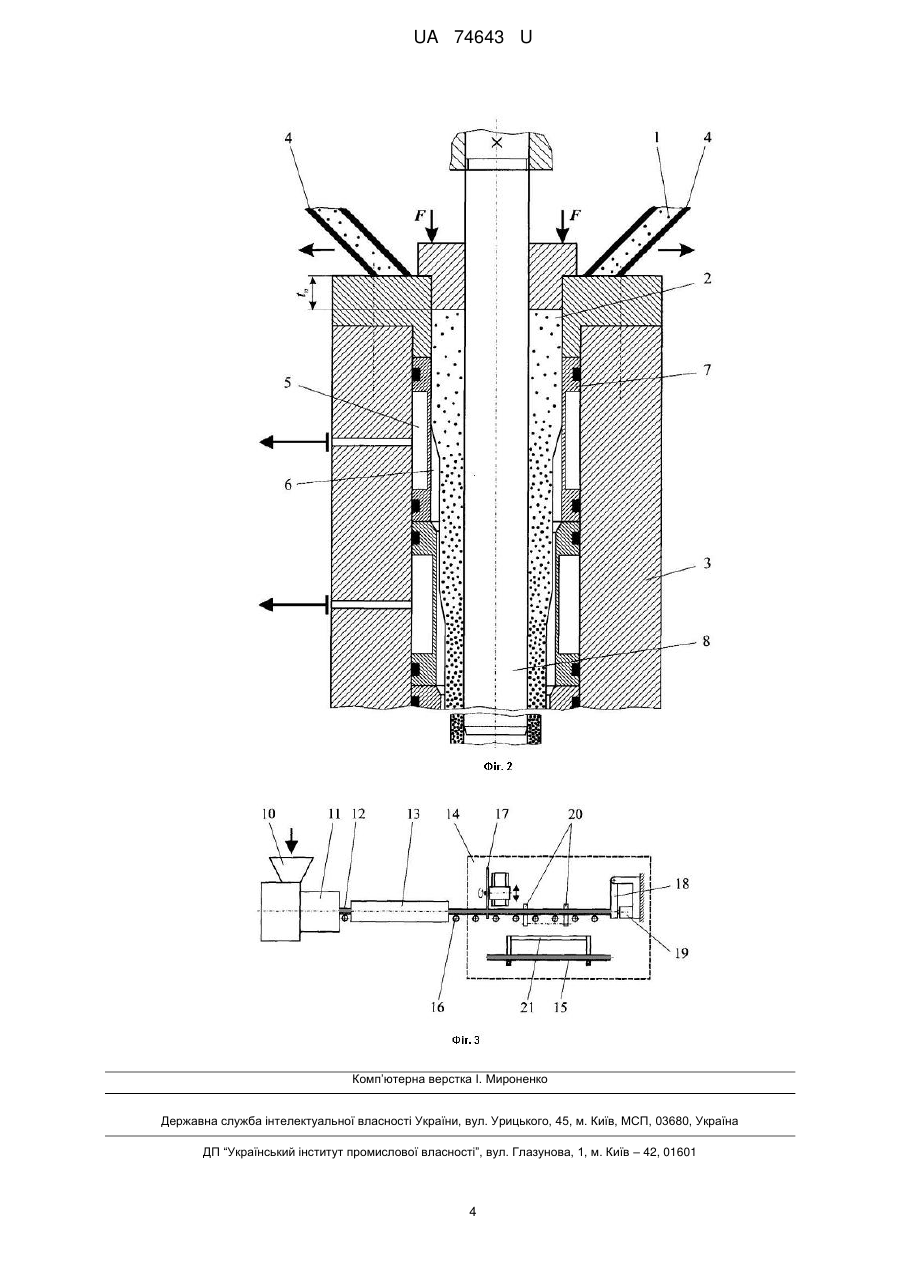
Реферат: UA 74643 U UA 74643 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області порошкової металургії і може бути використана в машинобудуванні для пресування круглих довгомірних заготовок сполошного та трубчастого перерізу із дискретного середовища, зокрема із металевого порошку. Відомі аналогічні способи пресування круглих заготовок із дискретного середовища, наприклад пуансоном в жорсткій прес-формі [1]. Аналогічні способи не забезпечують рівномірний розподіл густини в заготовці та велике відношення довжини до діаметра заготовки. Відомий спосіб гідростатичного пресування заготовки круглого сполошного та трубчастого перерізу із дискретного середовища шляхом радіального навантаження через еластичну оболонку, яку поміщають в робочу камеру (гідростат) [2]. Кришку камери герметично закривають і в камері створюють необхідний тиск за рахунок нагнітання робочої рідини (масла, води, гліцерину тощо). Рідина всебічно (а для довгомірних заготовок, переважно радіально) стискує порошок, внаслідок чого отримують заготовки з великим відношенням довжини до діаметра та з рівномірною в усіх напрямках густиною. При пресуванні трубчастих заготовок в порошок поміщають сердечник. Однак, відомий спосіб пресування малоефективний, що проявляється в низькій продуктивності, в підвищеній трудомісткості, в обмежених технологічних можливостях та в суттєвих технічних складностях, що пов'язані з автоматизацією процесу пресування. Так, він потребує додаткової витрати коштів та часу на герметизацію та розгерметизацію гідростату при завантаженні порошкової маси в еластичній оболонці в гідростат та вивантаження заготовки із нього, а також на виготовлення та вилучення еластичної оболонки. Крім того, відносна довжина заготовки у відомому способі все ж обмежена розмірами робочої зони камери та технічною складністю упаковування порошку в еластичну оболонку. Задачею корисної моделі є підвищення ефективності процесу за рахунок здійснення безперервного пресування. Поставлена задача вирішується в способі гідростатичного пресування заготовки круглого сполошного та трубчастого перерізу із дискретного середовища шляхом радіального навантаження через еластичну оболонку за рахунок того, що радіальне навантаження здійснюють дискретно в локальній кільцевій зоні та чергують з дискретним осьовим переміщенням заготовки. Крім того, ступінь радіальної деформації заготовки у напрямку переміщення дискретно збільшують. Більш того, безперервну заготовку після гідростату дискретно проштовхують в горизонтальній площині крізь піч для спікання до пристрою для розрізування на мірні заготовки. На кресленні зображено схеми реалізації способу, що пропонується, де на фіг. 1 зображено стадію завантаження металевого порошку в камеру пресування та локального радіального навантаження трубчастої заготовки, на фіг. 2 зображено стадію дискретного осьового проштовхування трубчастої заготовки; на фіг. 3 зображено схему здійснення повного циклу виробництва довгомірних заготовок, зокрема труб. Завантаження металевого порошку (дискретного середовища) 1 в кільцеву робочу зону 2 гідростата 3 здійснюється живильниками 4 (фіг. 1), кількість та конструкція яких визначається розмірами кільцевій зони 2. В живильники 4 порошок надходить із бункера за допомогою вібраційного пристрою (бункер та пристрій на схемах не показано). В камері 5 гідростату 3 створюють тиск Р1, під дією якого еластична та пружна стінка 6 кільцевої вставки 7 деформується в радіальному напрямку та локально пресує (ущільнює) порошок навколо центрального стрижня 8 (сердечника). При цьому величина радіальної деформації (радіального ущільнення) залежить від тиску робочого середовища в камері 5 гідростату 3, а також від еластичності та пружності стінки 6 кільцевої вставки 7. Сучасні технічні засоби дозволяють в широких межах (від 0 до 1200 МПа) варіювати тиском робочого середовища, а сучасні матеріали (фторопласти, пружинні сталі, спеціальні сталі та сплави) дозволяють забезпечити необхідну еластичність та пружність стінки 6 кільцевої вставки 7. Все це в своєї сукупності дозволяє керувати густиною заготовки на різних етапах пресування. Рівномірна густина заготовки забезпечується циліндричною частиною (ділянкою t) профілю стінки 6 в момент деформації, де сили від гідростатичного тиску спрямовані перпендикулярно заготовки. Після зняття тиску в камері 5 (фіг. 2), під дією пружних сил стінка 6 повертається в вихідне положення, живильники 4 розходяться в сторони, відсікаючи надходження порошку в кільцеву зону 2, а кільцевий пуансон 9, що проштовхує, переміщує чергову порцію порошку (разом з попередньо ущільненою зоною) в осьовому напрямку на крок tn що дорівнює або менший величині t. Це забезпечує рівномірний розподіл густини заготовки в осьовому напрямку. 1 UA 74643 U Подальше збільшення густини заготовки досягається за рахунок її послідовного багатократного навантаження при послідовному дискретному підвищенні тиску Р в робочих камерах гідростату. При цьому справедливий вираз (див. фіг. 1): P P2 ... Pn 1 5 10 15 20 25 30 35 40 , де P1 , P2 , Pn - статичний тиск робочого середовища, відповідно в першій, другій та n-й камерах гідростату 3. Для забезпечення безперервності процесу здійснення повного циклу виробництва заготовок із металевого порошку та розширення технологічних можливостей, зокрема забезпечення умов для виробництва труб (фіг. 3), після завантажувально-проштовхувального пристрою 10 та гідростату 11, заготовку 12 дискретно проштовхують в горизонтальній площині через піч спікання 13 до пристрою 14 для розрізування, а мірні заготовки 15. Пристрій 14 включає в себе роликовий транспортер 16, відрізний механізм 17, упор 18, що регулюється, кінцевий вимикач 19, що керує вузлом проштовхування, механізм 20, що скидає та тару 21 для накопичування готових заготовок (труб) із металевого порошку. Використання способу, який пропонується, у порівнянні з відомим, суттєво підвищує ефективність процесу та дозволяє: підвищити продуктивність пресування у 8-10 разів; зменшити трудомісткість процесу за рахунок усунення допоміжних операцій, що пов'язані з герметизацією та розгерметизацією камери гідростату, а також з упакуванням та розпакуванням заготовки із еластичної оболонки; розширити технологічні можливості, зокрема при виробництві довгомірних трубчастих заготовок; автоматизувати процес виробництва довгомірних круглих заготовок із металевого порошку. Використані джерела: 1. Порошковая металлургия и напылѐнные покрытия / [Анциферов В. Н., Бобров Г. В., Дружинин Л. К. и др.]; под ред. Б. С. Митина. - М.: Металлургия, 1987.-792 с. - С. 187-191, рис. 73, 78. 2. Порошковая металлургия и напылѐнные покрытия / [Анциферов В. Н., Бобров Г. В., Дружинин Л. К. и др.]; под ред. Б. С. Митина. - М.: Металлургия, 1987.-792 с. - С. 214-215, рис. 94. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб гідростатичного пресування заготовки круглого сполошного та трубчастого перерізу із дискретного середовища шляхом радіального навантаження через еластичну оболонку, який відрізняється тим, що радіальне навантаження здійснюють дискретно в локальній кільцевій зоні та чергують з дискретним осьовим переміщенням заготовки. 2. Спосіб за п. 1, який відрізняється тим, що ступінь радіальної деформації заготовки у напрямку переміщення дискретно збільшують. 3. Спосіб за пп. 1, 2, який відрізняється тим, що безперервну заготовку після гідростату дискретно проштовхують в горизонтальній площині крізь піч для спікання до пристрою для розрізування на мірні заготовки. 2 UA 74643 U 3 UA 74643 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hydrostatic pressing
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ гидростатического прессования
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B21B 31/32
Мітки: пресування, спосіб, гідростатичного
Код посилання
<a href="https://ua.patents.su/6-74643-sposib-gidrostatichnogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідростатичного пресування</a>
Спосіб гідростатичного пресування порошкоподібних матеріалів
Номер патенту: 48998
Опубліковано: 12.04.2010
Автори: Тугай Володимир Васильович, Степанов Євгеній Іванович, Чорний Дмитро Олександрович, Гречко Тамара Іванівна
МПК: B22F 3/04
Мітки: гідростатичного, пресування, спосіб, порошкоподібних, матеріалів
Формула / Реферат:
Спосіб гідростатичного пресування порошкоподібних матеріалів, що включає завантаження прес-форми й захисної оболонки прес-порошком через завантажувальну трубу, віброущільнення прес-порошку в прес-формі, герметизацію заповненої оболонки, додаток до її поверхні тиску робочого середовища й добування отриманої заготівки із прес-форми після циклу пресування, який відрізняється тим, що перед завантаженням захисну оболонку у вигляді рукава із...
Пристрій для гідростатичного пресування з протитиском
Номер патенту: 34502
Опубліковано: 11.08.2008
Автори: Калюжний Володимир Леонідович, Калюжний Олександр Володимирович, Куценко Віталій Миколайович, Борщаговська Олена Олександрівна
МПК: B21C 25/00
Мітки: пристрій, протитиском, пресування, гідростатичного
Формула / Реферат:
Пристрій для гідростатичного пресування з протитиском, що включає камеру високого тиску з рідиною робочого середовища, пуансон, матрицю та опору, який відрізняється тим, що роль плунжера виконує камера високого тиску, яка зміщується при пресуванні відносно опори, встановленої в більшому отворі камери високого тиску.
Спосіб пресування металевого порошку і пристрій для його здійснення
Номер патенту: 62880
Опубліковано: 15.12.2003
Автори: Матус Володимир Ігорович, Блохін Олександр Григорович, Василенко Тетяна Володимирівна
МПК: B30B 11/02, B22F 3/02
Мітки: металевого, здійснення, спосіб, пристрій, пресування, порошку
Формула / Реферат:
1. Спосіб пресування металевого порошку, що включає попереднє формування й остаточне пресування заготовки, сполучене з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що після попереднього здійснюють пророблення порошку, змінюючи кут між напрямком пресування і формування поверхнею інструмента, при цьому напруги на етапі пророблення порошку змінюються від
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Алаторцев Олександр Олександрович, Блохін Олександр Григорович, Кравцова Юлія Вікторівна
МПК: B22F 3/02
Мітки: металевого, порошку, спосіб, пресування
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Спосіб пресування виробів
Номер патенту: 62940
Опубліковано: 26.09.2011
Автори: Вишневський Петро Сергійович, Тривайло Михайло Семенович, Титов Вячеслав Андрійович
МПК: B21C 23/01
Мітки: виробів, спосіб, пресування
Формула / Реферат:
Спосіб пресування виробів, при якому заготовку вставляють в контейнер для пресування і прошивають в перпендикулярному її осі напрямку циліндричною голкою, прикладають до обох торців заготовки сили і випресовують матеріал заготовки через співвісну з голкою матрицю, який відрізняється тим, що при випресовуванні на поверхні голки під прямим кутом до її осі додатково утворюють активні сили тертя, для чого голку приводять в обертовий рух.
Попередній патент: Інерційний повітряно-решітний сепаратор
Наступний патент: Робочий орган землерийної машини
Випадковий патент: Спосіб вирощування гібридного насіння соняшнику