Технологічна лінія для термодифузійного нанесення покриттів на металеві вироби
Номер патенту: 74659
Опубліковано: 16.01.2006
Автори: Каморкін Павло Анатолійович, Литвинов Віктор Володимирович, Щербина Олександр Миколайович, Мурзак Сергій Володимирович, Байша Олексій Іванович, Комар Ігор Семенович, Вельможко Юрій Олександрович, Александрович Сергій Геннадійович

Формула / Реферат
Технологічна лінія для термодифузійного нанесення покриттів на металеві вироби, яка містить накопичувач виробів, пристрій завантаження та вивантаження виробів, вузол завантаження та вивантаження робочої шихти, що включає змішувач та бункер, піч, з розміщеною в ній ретортою з можливістю обертання її навколо подовжньої осі, та накопичувач оброблених виробів, яка відрізняється тим, що лінія додатково споряджена пристроєм примусового охолодження реторти, який розміщений між піччю та вузлом завантаження і вивантаження робочої шихти, що містить станину для встановлення реторти з можливістю її осьового обертання і повітровід, що з'єднується з нагнітачем повітря, піч виконана камерною з викатною подиною, вздовж зовнішньої поверхні корпуса реторти виконані подовжні ребра, а на внутрішній поверхні корпуса реторти розміщені термодатчики, вузол завантаження та вивантаження робочої шихти додатково споряджений кантувачем, який містить стаціонарну раму та встановлену на ній поворотну раму для розміщення реторти.
Текст
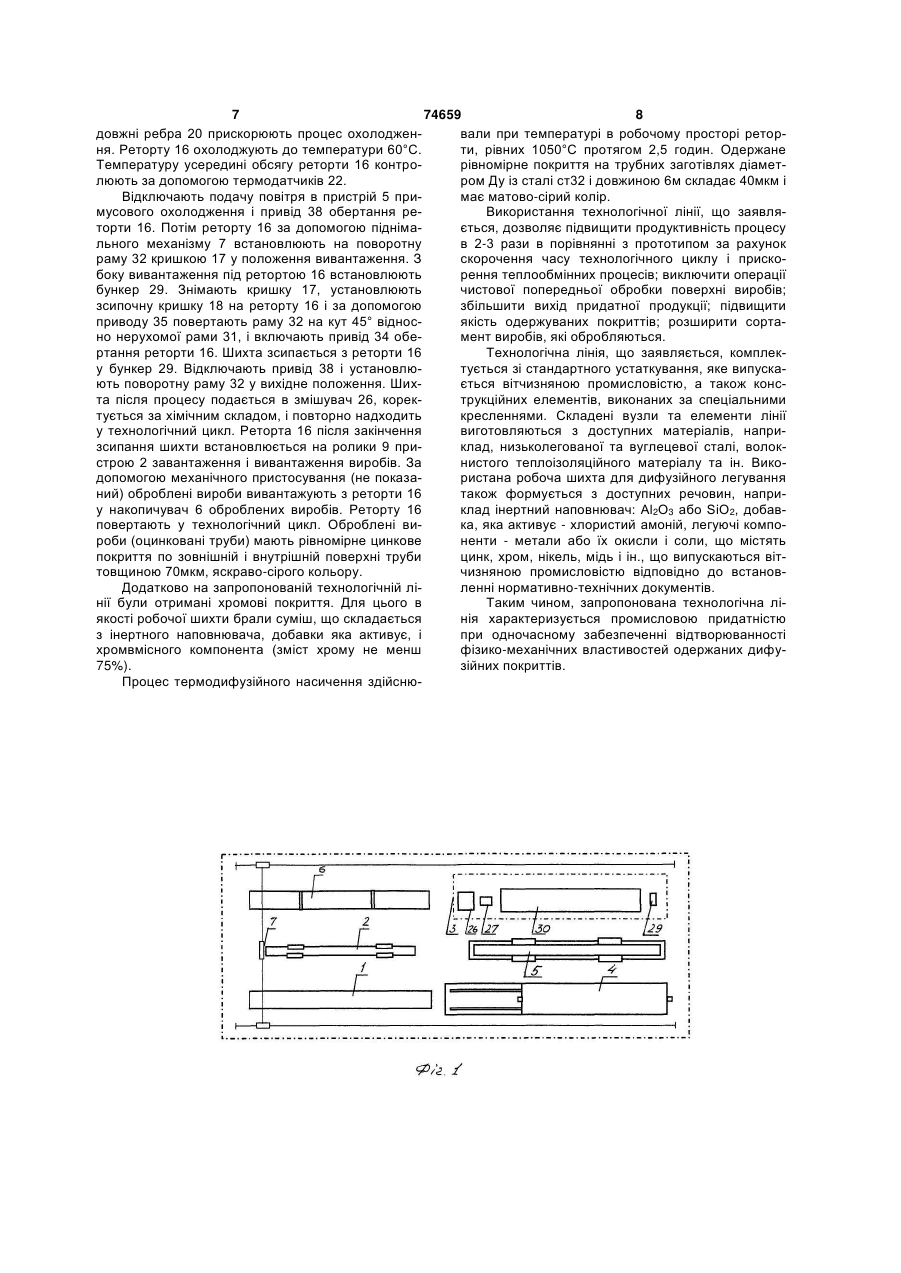
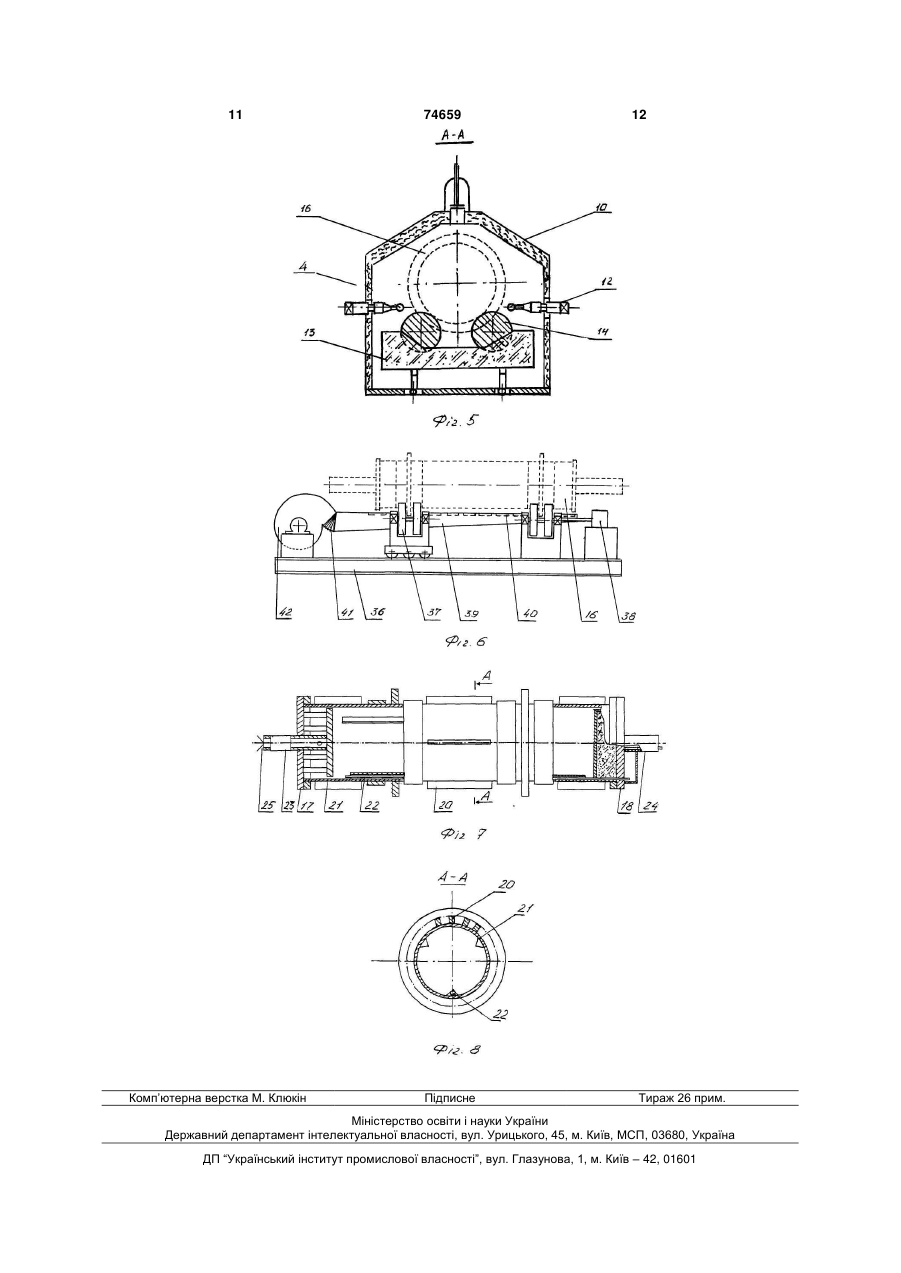
Технологічна лінія для термодифузійного нанесення покриттів на металеві вироби, яка містить накопичувач виробів, пристрій завантаження та вивантаження виробів, вузол завантаження та вивантаження робочої шихти, що включає змішувач та бункер, піч, з розміщеною в ній ретортою з можливістю обертання її навколо подовжньої осі, та накопичувач оброблених виробів, яка відрізняється тим, що лінія додатково споряджена пристроєм примусового охолодження реторти, який розміщений між піччю та вузлом завантаження і вивантаження робочої шихти, що містить станину для встановлення реторти з можливістю її осьового обертання і повітровід, що з'єднується з нагнітачем повітря, піч виконана камерною з викатною подиною, вздовж зовнішньої поверхні корпуса реторти виконані подовжні ребра, а на внутрішній поверхні корпуса реторти розміщені термодатчики, вузол завантаження та вивантаження робочої шихти додатково споряджений кантувачем, який містить стаціонарну раму та встановлену на ній поворотну раму для розміщення реторти. (19) UA (11) (21) 2004010088 (22) 08.01.2004 (24) 16.01.2006 (46) 16.01.2006, Бюл. № 1, 2006 р. (72) Александрович Сергій Геннадійович, Вельможко Юрій Олександрович, Байша Олексій Іванович, Каморкін Павло Анатолійович, Комар Ігор Семенович, Литвинов Віктор Володимирович, Мурзак Сергій Володимирович, Щербина Олександр Миколайович (73) Александрович Сергій Геннадійович, Вельможко Юрій Олександрович, Байша Олексій Іванович, Каморкін Павло Анатолійович, Комар Ігор Семенович, Литвинов Віктор Володимирович, Мурзак Сергій Володимирович, Щербина Олександр Миколайович (56) SU, 959 447, A1, публ. 27.01.2000 UA, 10 679, A, публ. 25.12.1996, Бюл.6 UA, 31 567, публ. 15.12.2000, Бюл. 7 RU, 2 023971, C1, публ. 30.11.1994 RU, 2 156 830, C1, публ. 27.09.2000 RU, 2 174 159, C1, публ. 21.09.2001 RU, 2 182 935, C1, публ. 27.05.2002 US, 4 528 215, A, publ. 09.07.1985 US, 4 883 722, A, publ. 28.11.1989 US, 5 128 179, A, publ. 07.08.1992 US, 5 194 219, A, publ. 16/03/1993 JP, 06 262336, A, publ. 20.09.1994 C2 2 74659 1 3 74659 4 Найбільш близькою до технологічної лінії, яка вивантаження робочої шихти, що включає змішузаявляється, за технічною суттю та результатом, вач і бункер, піч з можливістю обертання навколо що досягається, є лінія для нанесення термодиподовжньої осі розміщеної в ній реторти і накопифузійних покриттів на металеві вироби, що містить чувач оброблених виробів, відповідно до винаходу накопичувач виробів, пристрій завантаження та новим є те, що лінія додатково споряджена прививантаження виробів, вузол завантаження та строєм примусового охолодження реторти, розмівивантаження робочої шихти, вузол, що включає щеним між піччю та вузлом завантаження і виванзмішувач та бункер, піч з розміщеною в ній ретортаження робочої шихти, що містить станину для тою з можливістю обертання навколо подовжньої установки реторти з можливістю її осьового оберосі, і накопичувач оброблених виробів (патент РФ тання і повітровід, що сполучається з нагнітачем №2156830, Μ. Кл. 323С10/34, заявл. 21.06.1999p.). повітря, новим також є те, що піч виконана камерУ відомій технологічній лінії піч виконана проною з викатною подиною, уздовж зовнішньої повехідною, лінія споряджена приводними роликами, рхні корпуса реторти виконані подовжні ребра, а встановленими до і після печі, похило до осі руху на внутрішній поверхні корпуса реторти розміщені реторти, а вузол для завантаження та вивантатермодатчики, новим також є те, що вузол заванження робочої шихти виконаний пневматичним. таження і вивантаження робочої шихти додатково Недоліком відомої лінії є низька продуктивоснащений кантувачем, що містить стаціонарну ність та низька якість одержуваних дифузійних раму та встановлену на ній поворотну раму для покрить. розміщення реторти. Технологічна лінія може доУ технологічному ланцюжку операцій при надатково містити другу піч для термодифузійного несенні покриттів на вироби реторту встановлюнасичення та другий пристрій для примусового ють на спеціальних підставках, на яких відбуваохолодження реторти. ється її природне охолодження. Оскільки процес Причинно-наслідковий зв'язок між сукупністю зниження температури реторти є досить інерційістотних ознак і результатом, що досягається, є ним, різко знижується продуктивність лінії. таким. Прохідна піч, яку використовують у процесі виСукупність істотних ознак технологічної лінії, сокотемпературного нанесення покриттів, не защо заявляється, забезпечує при її експлуатації безпечує герметичність робочого простору печі підвищення продуктивності процесу та поліпшення протягом усього процесу дифузійного насичення. якості дифузійних покриттів, які одержують, на Таким чином, у робочому просторі печі спостерігаоброблених виробах. ється градієнт температур у напрямку від крайніх Постачання технологічної лінії камерною піччю зон печі до середньої зони. Це приводить до неріз викатною подиною, розміщення термодатчиків на вномірності властивостей покриттів, які одержують внутрішній поверхні корпуса реторти, а також вина виробах, які знаходяться в різних зонах реторконання поздовжніх ребер на зовнішній поверхні ти, що приводить до зниження якості покриттів, які реторти дозволяють забезпечити герметичність одержують. робочого простору печі, підвищити теплообмінні Крім того, при завантаженні робочої шихти в процеси між робочим обсягом печі і поверхнею реторту при використанні пневматичного вузла реторти, одержати рівномірний розподіл темперадля завантаження та вивантаження робочої шихтури по всій довжині і робочому обсягу реторти, а ти, де подача шихти проводиться за допомогою також забезпечити можливість контролю і регулюстиснутого повітря, відбувається седиментаційне вання температури в процесі дифузійного насирозшарування шихти по питомій вазі. В результаті чення. цього змінюється первісна сполука шихти, що приЗавдяки цьому дається можливість впливати водить до нерівномірності та невідтворюваності на кінетику і термодинаміку фізико-хімічних процевластивостей покриттів, які наносять на різні партії сів дифузійного насичення в обсязі реторти, в ревиробів. Це приводить до зниження якості та визультаті чого зменшується діапазон температурноходу придатної продукції, що веде до зниження го режиму процесу. Це забезпечує високу якість продуктивності лінії. покриттів, які одержують, при одночасному скороВ основу винаходу поставлена задача вдоскоченні робочого циклу процесу. налення технологічної лінії для термодифузійного Оснащення вузла завантаження і вивантаженнанесення покриттів на металеві вироби, при яконя робочої шихти кантувачем сприяє рівномірному му введення в технологічний ланцюжок додатковорозподілу порошку, забезпечуючи сталість хімічного вузла, а саме, установки примусового охолого складу легуючого компонента в суміші по всьодження реторти, а також нове конструктивне му робочому обсязі реторти. Таким чином, збільвиконання відомих вузлів та введення нових пришується вихід придатної продукції, що приводить строїв і елементів приводить до зменшення рободо підвищення продуктивності технологічної лінії. чого діапазону температур процесу дифузійного Додаткове введення в технологічний ланцюнасичення поверхні виробів, а також скороченню жок лінії пристрою примусового охолодження реробочого циклу їх обробки, що забезпечує високу торти, а також виконання на зовнішній поверхні якість дифузійних покриттів, які одержують, та викорпуса реторти подовжніх ребер дозволяє інтенсоку продуктивність технологічної лінії. сифікувати теплообмінні процеси між середовиПоставлена задача вирішується тим, що у віщами, які нагріваються або охолоджуються, і родомій технологічній лінії для термодифузійного бочим обсягом реторти, що приводить до нанесення покриттів на металеві вироби, яка місскорочення робочого циклу обробки виробів і підтить накопичувач виробів, пристрій завантаження вищення продуктивності технологічної лінії. та вивантаження виробів, вузол завантаження і Крім того, заводські випробування технологіч 5 74659 6 ної лінії показали можливість розширення технолевій конструкції 8 пристрою 2 завантаження і вилогічних можливостей лінії, тобто одержання різвантаження виробів. З накопичувача 1 до реторти них по сполукам легуючих покритій на виробах 16 за допомогою механічного пристрою (не покарізної довжини і конфігурації, а також знизити капізаний) завантажують труби діаметром умовного тальні витрати. проходу Ду15 довжиною 6м, виконані з вуглецевої На фіг.1 показана загальна структурна схема стали ст3. Потім реторту 16 встановлюють на потехнологічної лінії для термодифузійного нанесенворотну раму 32 кантувача 30 незакритим торцем ня покриттів на металеві вироби; на фіг.2 - схема у положення завантаження. Зі змішувача 26 у бунпристрою для завантаження і вивантаження вирокер 27 засипають порошкову легуючу робочу шихбів; на Фіг.3 - схема вузла для завантаження і виту, яка містить інертний наповнювач, добавку, яка вантаження робочої шихти; на Фіг.4 - камерна піч активує, та легуючий цинквмісний компонент (поздовжній розріз); на Фіг.5 - камерна піч (попере(вміст цинку - не менш 30%). Як легуючий компочний розріз по А-А Фіг.4); на Фіг.6 - схема принент можуть бути використані хром, мідь, бор, ністрою для примусового охолодження реторти; на кель та інші елементи. Фіг.7 - реторта (поздовжній розріз); на Фіг.8 - ретоБункер 27 встановлюють на поворотну раму рта (поперечний розріз по А-А Фіг.7). 32 кантувача 30 і закріплюють механічним фіксаТехнологічна лінія містить накопичувач 1 витором 33, так, що направляючий елемент 28 бунробів, пристрій 2 для завантаження і вивантаженкера 27 входить у реторту 16. Потім за допомогою ня виробів, вузол 3 для завантаження і вивантамеханізму 35 повертають раму 32 на кут 45° відноження робочої шихти, камерну піч 4, пристрій 5 сно горизонтальної нерухомої рами 31, включають примусового охолодження, розташований між пічпривід 34, що приводить в обертання реторту 16. чю 4 і вузлом 3 завантаження і вивантаження виШихту з бункера 27 висипають в реторту 16, яка робів, накопичувач 6 оброблених виробів, і підцообертається. Після завантаження шихти відклюмний механізм 7. чають привід 34, і раму 32 механізмом 35 привоПристрій 2 (Фіг.2) для завантаження і вивандять в горизонтальне положення. Знімають бункер таження виробів включає металеву конструкцію 8 27 з рами 23. Потім реторту 16 герметизують, з роликами 9. Камерна піч 4 (Фіг.4, 5) містить фувстановлюючи на ній кришку 18, і за допомогою терований корпус 10 з торцевою кришкою 11 і розпіднімального механізму 7 розміщають її на ролиташованими в ньому газовими пальниками 12. Піч ки 14, які розташовані на викатній подині 13 каме4 споряджена викатною подиною 13 із встановлерної печі 4. Відкривають торцеву кришку 11 печі 4 і ними на ній роликами 14 і кінематично зв'язаної з за допомогою механізму 15 зворотномеханізмом 15 її зворотно-поступального переміпоступального переміщення закочують подину 13 щення. На подині 13 розміщена реторта 16 (Фіг.7, у піч 4 так, що патрубки 23 і 24 реторти 16 висту8), яка споряджена торцевими кришками 17 і 18 та пають за межі печі 4. Включають привід 19 оберкінематично зв'язана з приводом 19 (фіг.4) її обертання реторти 16. Потім розпалюють пальники 12, тання навколо подовжньої осі. На зовнішній повеякі розташовані в корпусі 10 печі 4 рівномірно узрхні реторти 16 виконані подовжні ребра 20, які довж Трубного простору. Газоподібні продукти розташовані рівномірно уздовж усієї поверхні ререакції компонентів робочої шихти, які виділяютьторти 16. У корпусі 21 реторти 16 по краях і в сеся всередині реторти 16 уловлюються та через редній її частині розміщені термодатчики 22, з'єдклапан 25 скидання тиску подаються до аспіраційнані із системою керування і контролю параметрів ної системи (не показана) технологічної лінії для їх процесу (не показана). Торцеві кришки 17 і 18 споочищення. ряджені патрубками 23 і 24 відповідно, які вистуВ процесі хіміко-термічної обробки виробів пають за межі печі 4. Патрубок 23 споряджений проводиться контроль температури всередині ревипускним клапаном 25 скидання тиску. торти 16 у трьох місцях (по краях реторти та у сеВузол 3 (Фіг.3) для завантаження і вивантаредній її частині). Виміри температури проводятьження робочої шихти включає змішувач 26, бункер ся за допомогою термодатчиків 22, електрично 27, у нижній частині якого виконаний направляюзв'язаних із системою керування і контролю парачий елемент 28, і бункер 29, кантувач 30, що місметрами процесу (не показана). тить нерухому раму 31 і встановлену на ній повоПри досягненні заданої температури в обсязі ротну раму 32, у верхній частині якої реторти, рівної 450°С, здійснюють ізотермічну вирозташований механічний фіксатор 33. Вузол 3 тримку температури протягом 1,5 год. Після закінтакож включає привід 34 обертання реторти 16. чення процесу дифузійного насичення відключаПоворотна рама 32 кінематично з'єднана з механіють пальники 12, закривають клапан 25. змом 35 її повороту. Між піччю 4 і вузлом 3 для Включають механізм 15 зворотно-поступального завантаження і вивантаження робочої шихти розпереміщення і викочують подину 13 з ретортою 16, міщений пристрій 5 (Фіг.6) примусового охолояка обертається. Відключають привід 19 обертандження реторти 16. Пристрій 5 містить станину 36, ня реторти 16. Потім реторту 16 за допомогою на якій розміщені ролики 37 і кінематично зв'язану піднімального механізму 7 установлюють на ролиз приводом 38 обертання реторти 16, повітровід ки 37, які розташовані на станині 36 пристрою 5 39, у якому виконані прорізі 40, і за допомогою примусового охолодження. Включають привід 38 рукава 41 сполучається з нагнітачем повітря 42. обертання реторти 16, після чого включають нагніТехнологічна лінія працює таким чином. тач 42 повітря і охолоджене повітря через сполучРеторту 16 зі знятою кришкою 17 і встановлений рукав 41 проходить у повітровід 39, і через ною на ній кришкою 18 піднімальним механізмом 7 прорізі 40 потрапляє на поверхню реторти 16. Розустановлюють на ролики 9, розташовані на метаташовані на зовнішній поверхні реторти 16 по 7 74659 8 довжні ребра 20 прискорюють процес охолодженвали при температурі в робочому просторі реторня. Реторту 16 охолоджують до температури 60°С. ти, рівних 1050°С протягом 2,5 годин. Одержане Температуру усередині обсягу реторти 16 контрорівномірне покриття на трубних заготівлях діаметлюють за допомогою термодатчиків 22. ром Ду із сталі ст32 і довжиною 6м складає 40мкм і Відключають подачу повітря в пристрій 5 примає матово-сірий колір. мусового охолодження і привід 38 обертання реВикористання технологічної лінії, що заявляторти 16. Потім реторту 16 за допомогою піднімається, дозволяє підвищити продуктивність процесу льного механізму 7 встановлюють на поворотну в 2-3 рази в порівнянні з прототипом за рахунок раму 32 кришкою 17 у положення вивантаження. З скорочення часу технологічного циклу і прискобоку вивантаження під ретортою 16 встановлюють рення теплообмінних процесів; виключити операції бункер 29. Знімають кришку 17, установлюють чистової попередньої обробки поверхні виробів; зсипочну кришку 18 на реторту 16 і за допомогою збільшити вихід придатної продукції; підвищити приводу 35 повертають раму 32 на кут 45° відносякість одержуваних покриттів; розширити сортано нерухомої рами 31, і включають привід 34 обемент виробів, які обробляються. ртання реторти 16. Шихта зсипається з реторти 16 Технологічна лінія, що заявляється, комплеку бункер 29. Відключають привід 38 і установлютується зі стандартного устаткування, яке випускають поворотну раму 32 у вихідне положення. Шихється вітчизняною промисловістю, а також конста після процесу подається в змішувач 26, коректрукційних елементів, виконаних за спеціальними тується за хімічним складом, і повторно надходить кресленнями. Складені вузли та елементи лінії у технологічний цикл. Реторта 16 після закінчення виготовляються з доступних матеріалів, напризсипання шихти встановлюється на ролики 9 приклад, низьколегованої та вуглецевої сталі, волокстрою 2 завантаження і вивантаження виробів. За нистого теплоізоляційного матеріалу та ін. Викодопомогою механічного пристосування (не показаристана робоча шихта для дифузійного легування ний) оброблені вироби вивантажують з реторти 16 також формується з доступних речовин, наприу накопичувач 6 оброблених виробів. Реторту 16 клад інертний наповнювач: Аl2О3 або SiO2, добавповертають у технологічний цикл. Оброблені вика, яка активує - хлористий амоній, легуючі компороби (оцинковані труби) мають рівномірне цинкове ненти - метали або їх окисли і соли, що містять покриття по зовнішній і внутрішній поверхні труби цинк, хром, нікель, мідь і ін., що випускаються віттовщиною 70мкм, яскраво-сірого кольору. чизняною промисловістю відповідно до встановДодатково на запропонованій технологічній ліленні нормативно-технічних документів. нії були отримані хромові покриття. Для цього в Таким чином, запропонована технологічна ліякості робочої шихти брали суміш, що складається нія характеризується промисловою придатністю з інертного наповнювача, добавки яка активує, і при одночасному забезпеченні відтворюванності хромвмісного компонента (зміст хрому не менш фізико-механічних властивостей одержаних дифу75%). зійних покриттів. Процес термодифузійного насичення здійсню 9 74659 10 11 Комп’ютерна верстка M. Клюкін 74659 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA process line for thermodiffusion applying coatings on metal articles
Автори англійськоюBaisha Oleksii Ivanovych
Назва патенту російськоюТехнологическая линия для термодиффузионного нанесения покрытий на металлические изделия
Автори російськоюБайша Алексей Иванович
МПК / Мітки
МПК: F27B 19/00, C23C 10/00
Мітки: покриттів, технологічна, лінія, нанесення, вироби, термодифузійного, металеві
Код посилання
<a href="https://ua.patents.su/6-74659-tekhnologichna-liniya-dlya-termodifuzijjnogo-nanesennya-pokrittiv-na-metalevi-virobi.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія для термодифузійного нанесення покриттів на металеві вироби</a>
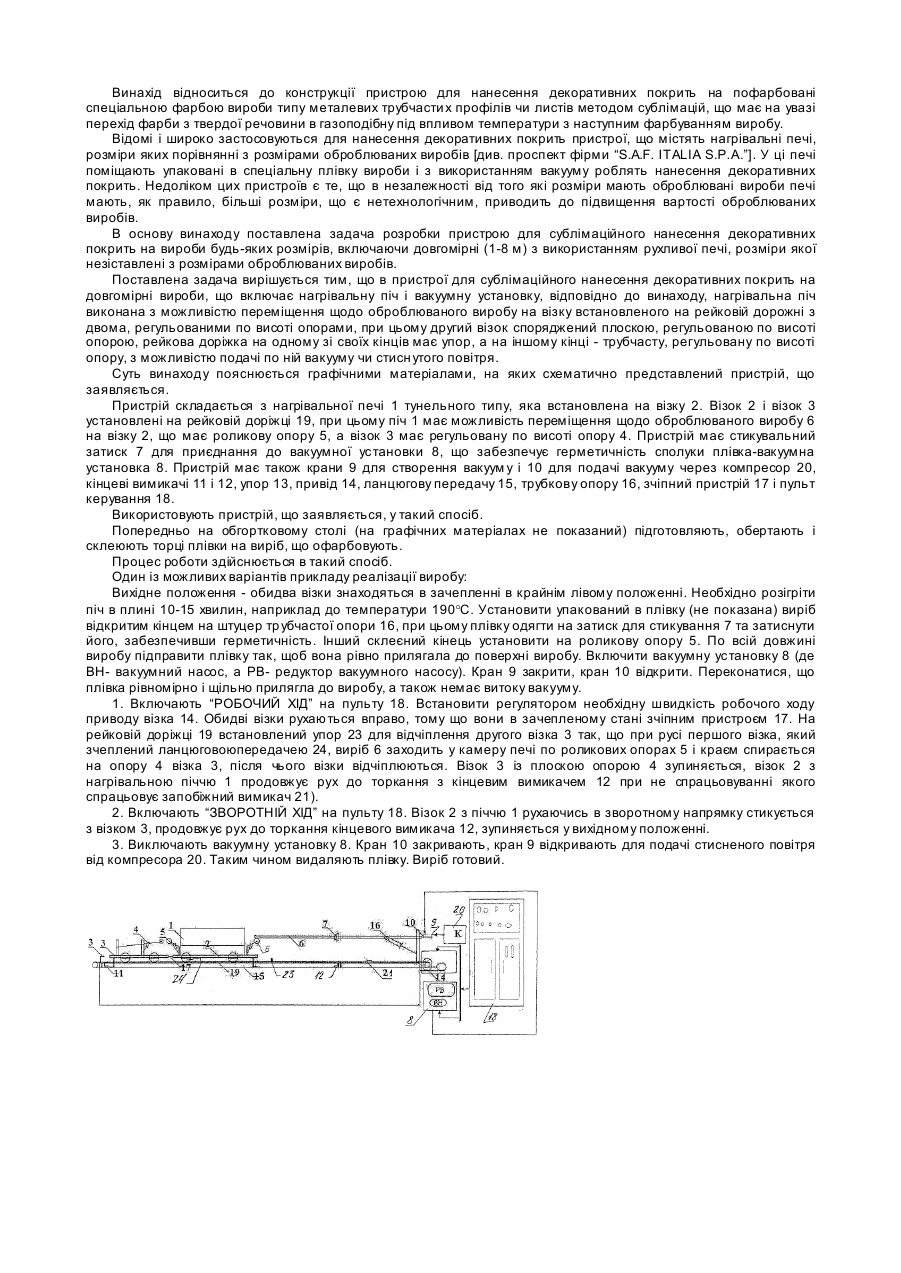
Пристрій для сублімаційного нанесення декоративних покрить на металеві вироби
Номер патенту: 66319
Опубліковано: 15.12.2005
Автор: Мартікян Армен Мелсікович
Мітки: пристрій, металеві, нанесення, декоративних, вироби, сублімаційного, покрить
Формула / Реферат:
Даний винахід відноситься до нових похідних ціанопіролідину.Дипептиділпептидаза IV (DPP IV) є видом серинпротеаз, що можуть гідролізувати дипептид з пептидного ланцюга, який має пролін або аланін у другому положенні від N-кінця. DPP IV розподілена у різних тканинах (включаючи нирки або печінку) та плазмі і бере участь у метаболізмах різних фізіологічно активних пептидів.Нещодавно було показано, що DPP IV діє на метаболізм...
Спосіб нанесення покриттів на основі сполук перехідних металів у вакуумі на металеві поверхні
Номер патенту: 40387
Опубліковано: 15.03.2004
Автори: Борисова Ніна Миколаївна, Золотухін Олександр Віталійович, Дабіжа Євген Вікторович, Бондар Іван Васильович, Новіков Микола Васильович
МПК: C23C 14/02, C23C 14/32
Мітки: металеві, спосіб, вакуумі, сполук, нанесення, основі, металів, перехідних, поверхні, покриттів
Формула / Реферат:
Спосіб нанесення покриттів на основі сполук перехідних металів у вакуумі на металеві поверхні, що включає попередню очистку поверхні підкладки активним тліючим розрядом, кінцеву очистку шляхом конденсації на неї металу з іонним бомбардуванням, формування потоку металевої плазми за допомогою вакуумно-дугового розряду у розрідженій атмосфері реакційного газу, розташування виробу у плазмовому потоці і конденсацію потоку плазми, який...
Спосіб нанесення покриттів на вироби з металів та сплавів
Номер патенту: 3951
Опубліковано: 15.12.2004
Автори: Шкуропатенко Володимир Антонович, Марченко Юрій Олександрович, Гугля Олексій Григорович, Вірич Володимир Дмитрович
МПК: C23C 14/48, C23C 14/02, C23C 14/22
Мітки: сплавів, металів, нанесення, вироби, спосіб, покриттів
Формула / Реферат:
Спосіб нанесення покриттів на вироби з металів та сплавів, який включає опромінення поверхні виробу іонами активного газу, нанесення металевого покриття на поверхню виробу, а також опромінення виробу з покриттям іонами активного газу, який відрізняється тим, що опромінення виробу без покриття іонами активного газу ведуть до досягання співвідношення між атомами активного газу і матеріалу виробу, яке дорівнює 0,5-1, нанесення металевого...
Спосіб нанесення покриттів на основі нітридів металів у вакуумі на вироби з діелектричних матеріалів
Номер патенту: 38393
Опубліковано: 17.05.2004
Автори: Дабіжа Євген Вікторович, Борисова Ніна Миколаївна
МПК: C23C 14/02, C23C 14/32, C23C 14/35
Мітки: діелектричних, вироби, матеріалів, металів, нанесення, покриттів, основі, нітридів, вакуумі, спосіб
Формула / Реферат:
1. Спосіб нанесення покриттів на основі нітридів металів у вакуумі на вироби з діелектричних матеріалів, що включає очищення поверхні діелектричного матеріалу, нанесення на неї шару чистого металу, формування потоку металевої плазми за допомогою вакуумно-дугового розряду у схрещених електричному і магнітному полях у розрідженій атмосфері азоту, конденсацію потоку плазми, який відрізняється тим, що при очищенні поверхні діелектричного...
Спосіб виготовлення порошків кобальт-хромових сплавів для нанесення газотермічних покриттів на медичні вироби
Номер патенту: 48648
Опубліковано: 15.08.2002
Автори: Маслюк Віталій Арсенійович, Степанчук Анатолій Миколайович, Бєсов Анатолій Володимирович
МПК: B22F 3/12
Мітки: кобальт-хромових, вироби, нанесення, медичні, сплавів, виготовлення, порошків, спосіб, покриттів, газотермічних
Формула / Реферат:
Спосіб виготовлення порошків кобальт-хромових сплавів для нанесення газотермічних покриттів на медичні вироби, що включає змішування вихідних кобальт-хромових компонентів, пресування, введення домішок, спікання, подрібнення і розсіювання, який відрізняється тим, що як вихідні компоненти використовують їхні оксиди, що змішують у стехіометричній пропорції, пресують, відновлюють, подрібнюють, до порошку отриманого сплаву Co-Ni-Mo додають...
Попередній патент: Пристрій для зварювання неповоротних стиків
Наступний патент: Спосіб одержання пластин для сонячних елементів з мультикристалічного кремнію
Випадковий патент: Горілка "наумівська"