Спосіб автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі
Номер патенту: 9052
Опубліковано: 15.09.2005
Автори: Кияшко Микола Антонович, Лук'янов Олександр Вікторович, Рибінов Володимир Артемович, Школяр Марк Семенович, Бабкін Валерій Маркович, Сазонов Сергій Іванович, Давиденко Микола Григорович

Формула / Реферат
Спосіб автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі, що включає транспортування по димовому тракту запилених газів, утворених при використанні окислювача для інтенсифікації плавки, подачу їх на очищення у високонатискні труби Вентурі газоочисника, наступний перегрів вище за точку роси за рахунок спалювання у підтопці газоподібного палива, викид за допомогою ексгаустера через димову трубу в атмосферу, який відрізняється тим, що кількість води, яку подають у високонатискні труби Вентурі для осаджування пилу, змінюють пропорційно квадратові витрати окислювача в ванну печі під час плавки, а теплове навантаження на підтопку коригують по температурі димових газів у підвалині димової труби.
Текст
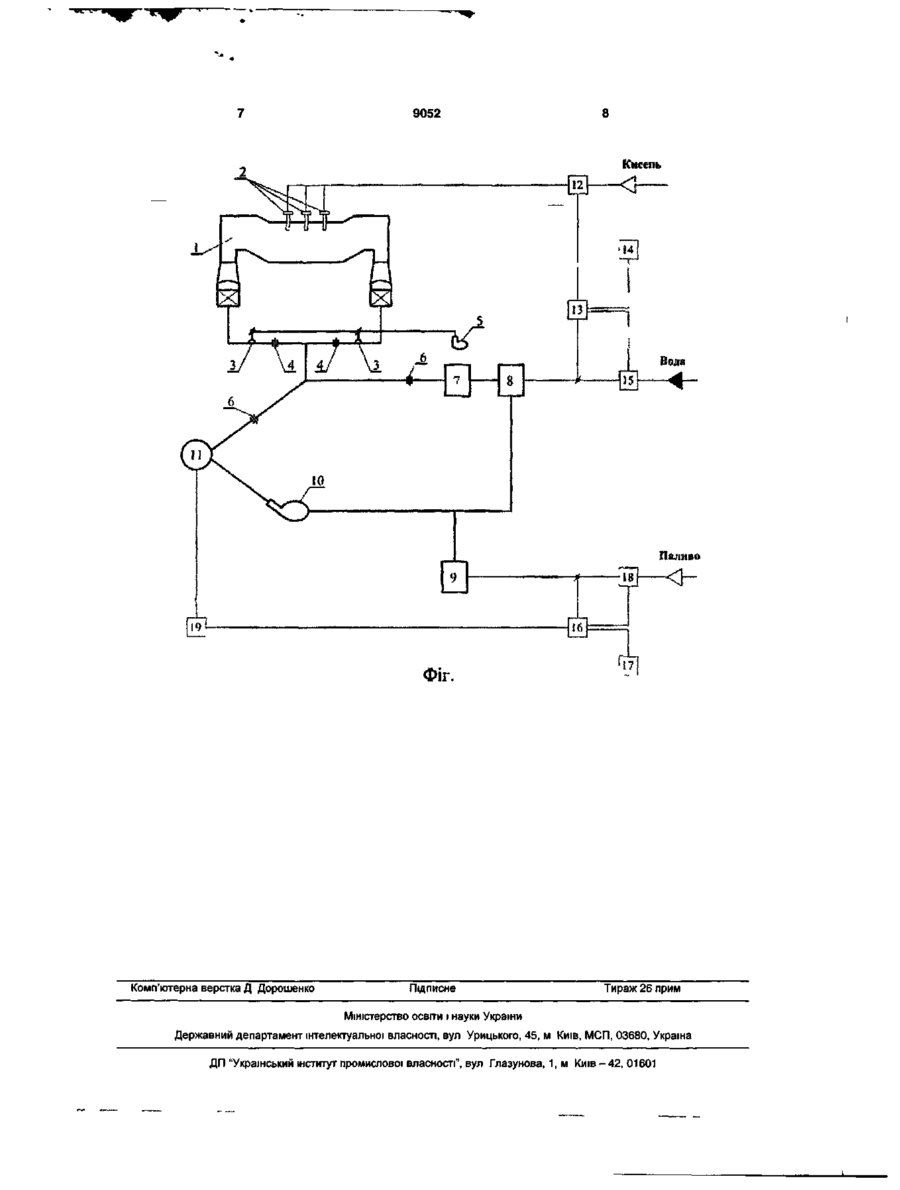
Спосіб автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі, що включає транспортування по димовому тракту запилених газів, утворених при використанні окислювача для інтенсифікації плавки, подачу їх на очищення у високонатискні труби Вентурі газоочисника, наступний перегрів вище за точку роси за рахунок спалювання у підтопці газоподібного палива, викид за допомогою ексгаустера через димову трубу в атмосферу, який відрізняється тим, що кількість води, яку подають у високонатискні труби Вентурі для осаджування пилу, змінюють пропорційно квадратові витрати окислювача в ванну печі під час плавки, а теплове навантаження на підтопку коригують по температурі димових газів у підвалині димової труби. Корисна модель стосується галузі чорної металургії та може бути використана при очищенні запорошених газів із подових сталеплавильних печей. Відомий спосіб керування очищенням газів від пилу, в якому подачу води на розпилювання здійснюють залежно від медіанного розміру часток пилу [див. а. с. кол. СРСР № 1519761 МКВ В01Д51/08]. Причиною, що перешкоджає досягненню поставленого завдання відомим технічним рішенням, виявляється, з одного боку, однорідність фракційного розміру часток пилу: осідання великих часток пилу відбувається у газовідвідному тракті сталеплавильної печі (шлаковики, лежаки, газоходи), який виявляється сходиною грубого очищення запорошених газів; на газоочисник надходять газоподібні продукти плавки, які містять дрібнодисперсний пил із середнім розміром часток 0,25-0,40 мкм; з другого боку, відсутність контролю медіанного розміру часток не дозволяє здійснювати керування ступенем очищення запорошених газів в перебіг плавки шляхом змінення кількості обігової води, яка подається в труби Вен-турі. Відомий спосіб автоматичного регулювання очищенням запорошених газів в мокрих газоочисних пристроях, в яких витрата води, яка подається на очищення, підтримується незмінною для всього діапазону витрат димових газів. При відхиленні витрати води від заданного значення регулятор відпрацьовує серію імпульсів визначеної величини і тривалості, переміщуючи регулюючий дросель на трубопроводі води до відновлення заданої витрати води [див. Ю. Д. Глебов. Контроль і автоматичне керування газоочисними пристроями. -М.:, Металургія, 1982, с 204-205]. Причиною, що перешкоджає досягненню технічного результату найближчим аналогом, виявляється відсутність взаємозв'язку між кількістю води, яка подається в газоочисник, та ступенем запорошеності димових газів (вміст пилу в газоподібних продуктах плавки змінюється в перебіг плавки і різко зростає при збільшенні витрати кисню під час вдування його в ванну печі; на вході в газоочисник запорошеність газів під час вдування кисню складає 3-6г/м3, а між вдуванням - 0,4-0,г/м3), що викликає збільшення витрати води на очищення, значне зниження температури димових газів, збільшення витрати палива для підігріву їх вище від точки роси, корозійному спрацюванню устаткування та газоходів, шкідливому впливу краплинної вологи, яка міститься у газах, на кладку димової труби. В основу корисної моделі поставлене завдання розробити спосіб автоматичного керування со CM ю о о> 9052 очищенням газоподібних продуктів плавки сталеплавильної печі, який дозволяє знизити витрату води на очищення запорошених газів, зменшити витрату електроенергії та палива, підвищити витривалість кладки печі і димової труби. Поставлене технічне завдання досягається тим, що у відомому способі керування очищенням газоподібних продуктів плавки сталеплавильної печі, що включає транспортування по димовому тракту запорошених газів, утворених при використанні окислювача в перебіг плавки, подачу їх на очищення у високонатискні труби Вентурі газоочисника, наступний перегрів вище від точки роси за рахунок спалювання у підтопку газоподібного палива, кількість води, яку подають у високонатискні труби Вентурі для осаджування пилу, змінюють пропорційно квадратові витрати окислювача в ванну печі в перебіг плавки, а теплове навантаження на під-топок коригують по температурі димових газів у підвалин димової труби. Загальними ознаками для відомого і запропонованого способу автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі є наступні істотні ознаки: - транспортування по димовому тракту запорошених газів; - подача їх на очищення у високонатискні труби Вентурі газоочисника; - наступний перегрів вище від точки роси за рахунок спалювання у підтопку газоподібного палива; - викид запорошених газів за допомогою ексгаустера через димову трубу в атмосферу. Відмітними від найближчого аналогу суттєвими ознаками запропонованого способу автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі є: - кількість води, яку подають у високонатискні труби Вентурі для осаджування пилу, змінюють пропорційно квадратові витрати окислювача в ванну печі в перебіг плавки; - теплове навантаження на підтопок коригують по температурі димових газів у підвалин димової труби. Наявність цих ознак дозволяє класифікувати корисну модель, як відповідну критерію "новизна". Зазначена сукупність суттєвих ознак забезпечить зниження витрати води, зменшення витрати електроенергії, економію палива, підвищення витривалості вогнетривкої кладки печі та димової труби. Зниження витрати води на мокре очищення запорошених газів, зменшення витрати електроенергії на електродвигуни ексгаустерів і водяних насосів, економія палива при виплавленні сталі і підвищення витривалості вогнетривкої кладки сталеплавильних печей досягається тим, що кількість води, яку подають у високонатискні труби Вентурі газоочисника для осаджування пилу, змінюють пропорційно квадратові витрати окислювача в ванну печі в перебіг плавки, а теплове навантаження на підтопок коригують по температурі димових газів у підвалин димової труби. Змінення кількості води, яку подають у високонатискні труби Вентурі газоочисника, пропорційно квадратові витрати окислювача в ванну печі в перебіг плавки пояснюється (при збереженні ступеню очищення димових газів) необхідністю: - зменшення об'єму парогазової суміші, яка надходить на вхід ексгаустера; - мінімізації зниження її температури і гідравлічного опору димовідвідного тракту системи "піч димова труба"; - поліпшення аеродинаміки робочого простору сталеплавильної печі. Автоматичне коригування теплового навантаження на підтопок по температурі димових газів у підвалин димової труби пояснюється необхідністю підтримання температури димових газів вище від точки роси в умовах змінної вологості для запобігання корозійного спрацювання газового тракту і ексгаустера, а також зруйнування димової труби при мінімальній витраті палива на підтопок. Подача води у високонатискні труби Вентурі в кількості пропорційно меншій квадрата витрати окислювача в ванну печі в перебіг плавки спричиняє погіршення якості очищення запорошених газів, підвищення їх температури, перегрів і передчасний вихід із ладу лопаток ексгаустера. Подача води в труби Вентурі в кількості пропорційно більшій квадрата витрати окислювача в ванну печі в перебіг плавки викликає підвищену витрату води, значне збільшення об'єму димових газів і зниження їх температури, внаслідок чого збільшиться витрата палива на піч і підтопок, а також витрата електроенергії на електродвигуни ексгаустера і водяних насосів. На Фіг. зображена блок-схема системи автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі. Вона вміщує основний контур печі 1, кисневі продувні фурми 2, повітряні клапани 3 і шибери 4 на димовідвідному тракті печі, дуттєвий вентилятор 5, котельний і димовий шибери 6 на загальному лежаку, котел-утилізатор 7, газоочисник 8, підтопок 9, ексгаустер 10 і димову трубу 11. Складовими елементами системи виявляються витратоміри окислювача 12, палива 18 і вода 15 регулятори витрати води 13 і палива 16, задаючі пристрої витрати води 14 і палива 17, а також прилад реєстрації температури димових газів у підвалин димової труби 19. Спосіб полягає в наступному. Формування сигналу, який керує подачею обігової води на труби Вентурі газоочисника 8, здійснюється регулюючим контролером 13 в залежності від витрати окислювача, який надходить на продувні фурми 2, і завдання мінімальної кількості води, яка забезпечує отримання залишкової запорошеності димових газів, які викидаються в атмосферу, менше ніж 100мг/м , в безпродувні періоди роботи печі. В періоди продування ванни печі киснем через фурми 2 на вхід контролера 13 з витратоміра 12 надходить сигнал, пропорційний кількості кисню, який подається в ванну. Контролер 13 опрацьовує отриману інформацію і відповідно з алгоритмом VBoflM=3,698 х 10"6 х Vo 2 2 + 29,588 х 10"5 х Vo2 + 5,084 9052 формує сигнал керування подачею води на очищення димових газів. При збільшенні об'єму і вологості димових газів необхідна стабілізація їх температури у підвалин труби на рівні, який перевищує точку роси. З цією метою на вхід регулятора температури в робочому просторі підтопка уводиться коригуючий сигнал з реєстратора температури у підвалин димової труби 19, що дозволяє за рахунок змінення кількості палива, яке подається в підтопок 9, підтримувати температуру димових газів в димовій трубі вищу від точки роси і тим самим запобігати шкідливому впливу конденсату, який містить сірчані сполучення. Приклад конкретного виконання способу. При виплавленні в мартенівській печі садкою 300т сталі марки ст.45 в безпродувний період (завалку) на задаючому пристрої витрати води, яку подають в труби Вентурі на очищення димових газів, установили величину витрати - 20м3/год. При такій витраті обігової води аналіз проби димових газів на вході в газоочисник показав величину запорошеності 0,5-0,6г/м3, що не перевищує припустимого рівня. В період заливання чавуну в піч через продувні фурми в ванну печі подавали 3,0тис.м3/год. кисню. При цьому регулюючий контролер установив регулюючий орган на трубопроводі обігової води в положення, яке відповідає витраті води на газоочисник 40м3/год. Аналіз проби димових газів показав, що запорошеність технологічних пилогазовиділень при цьому складала 1,8-3,2г/м3. При збільшенні витрати кисню в ванну в період плавлення витрата обігової води на мокре очищення газоподібних продуктів плавки зростає пропорційно квадратові витрати кисню і при Vo2=6,0 тис.м3/год. контролер установив величину витрати води 140м3/год. В період доводки плавки при припиненні подачі кисню в ванну витрата води установлюється на 3 рівні 20м /год. до закінчення плавки. В період плавки (заправка, завалка, прогрівання), коли кисень на продування ванни не подається, об'єм димових газів після газоочисника складає 3 3 240тис.м /год., перед ексгаустером 295тис.м /год., температура димових газів після труб Вентурі знижується до 75-80°С, при цьому витрата газу на підтопок в кількості 200м /год. дозволяє нагрівати гази, які надходять в димову трубу, до 90-100°С. В період плавки з інтенсивним продуванням рідкої ванни киснем (витрата дорівнює 3 6,0тис.м /год.) при збільшен-ній витраті води 3 (140м /год.) та незмінному тепловому навантаженню на підтопок (витрата газу 200м /год.) температура димових газів знижується до 50°С. Після цього відбувається включення в схему керування тепловим навантаженням на підтопок коригуючого сигналу температури димових газів у підвалин димової труби, витрата газу на опалення підтопка збільшується до 350м3/год., продукти згоряння з високою температурою змішують з очищеними мартенівськими газами в загальному газоході перед ексгаустером, що забезпечує підвищення температури у підвалин труби і стабілізацію її на рівні 95±5°С, тобто вищому від точки роси. Керування за допомогою запропонованого способу подачею води на очищення запорошених димових газів в перебіг періодів плавки в залежності від витрати интенсифікатора (Ог) і забезпечення стабільних, вищих від точки роси, значень їх температури у підвалин димової труби дозволяє знизити витрату води на очищення запорошених газів на 24-25% на плавку, зменшити витрату електроенергії на електродвигуни ексгаустера і водяних насосів на 15-20% і палива при виплавленні сталі на 1,5-2,0кг у.п./т, підвищити витривалість вогнетривкої кладки верхньої і нижньої споруд печі і димової труби, забезпечити надійну роботу ексгаустера при евакуації вологих і агресивних димових газів. 9052 ІСисеїіь ФІГ. Комп'ютерна верстка Д Дорошенко Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of purification of products of melting of steel furnaces
Автори англійськоюSazonov Serhii Ivanovych, Rybinov Volodymyr Artemovych
Назва патенту російськоюСпособ автоматического управления очисткой газообразных продуктов плавки сталеплавильной печи
Автори російськоюСазонов Сергей Иванович,Рыбинов Владимир Артемович
МПК / Мітки
МПК: B01D 51/00
Мітки: керування, газоподібних, печі, автоматичного, спосіб, продуктів, плавки, сталеплавильної, очищенням
Код посилання
<a href="https://ua.patents.su/4-9052-sposib-avtomatichnogo-keruvannya-ochishhennyam-gazopodibnikh-produktiv-plavki-staleplavilno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування очищенням газоподібних продуктів плавки сталеплавильної печі</a>
Спосіб автоматичного регулювання гідравлічного режиму сталеплавильної печі
Номер патенту: 64584
Опубліковано: 16.02.2004
Автори: Дворядкін Борис Олександрович, Кияшко Микола Антонович, Лук'янов Олександр Вікторович, Школяр Марк Семенович, Рибінов Володимир Артемович, Бабкін Валерій Маркович, Сазонов Сергій Іванович
МПК: F27D 19/00
Мітки: режиму, сталеплавильної, гідравлічного, печі, автоматичного, спосіб, регулювання
Формула / Реферат:
Спосіб автоматичного регулювання гідравлічного режиму сталеплавильної печі, що включає евакуацію димових газів із робочого простору в "тверді" та "рідкі" періоди плавки і транспортування їх за допомогою ексгаустера по димовому тракту, складеному з лежака, димоходів, котла-утилізатора, газоочисника та органів для змінювання прохідного перерізу тракту, виконаних у вигляді шибера і дросельної заслінки, який відрізняється тим,...
Спосіб випуску продуктів плавки з доменної печі
Номер патенту: 41020
Опубліковано: 15.09.2004
Автори: Замуруєв Валерій Михайлович, Литвяк Василь Григорович, Банніков Юрій Григорович, Сахно Валерій Олександрович, Мілан Філіп Буйначек, Биков Леонід Всеволодович, Сацький Віталій Антонович, Климов Володимир Генадійович, Набока Володимир Іванович, Крівченко Юрій Сергійович, Жаріков Альберт Миколайович, Алимов Генадій Іванович, Риженков Олександр Миколайович, Крикунов Борис Петрович
Мітки: випуску, доменної, печі, продуктів, спосіб, плавки
Формула / Реферат:
Спосіб випуску продуктів плавки з доменної печі, який включає подачу розплаву на ділянки відводу головних жолобів, відділення шлаку від чавуну, подання продуктів плавки транспортними жолобами до хитних жолобів та злив їх у ківш, який відрізняється тим, що розплав, який надходить до головних жолобів, на ділянках відводу шлаку та чавуну подають по траєкторії, викривленій у горизонтальній площині відносно осей чавунних льоток доменної печі, а...
Спосіб завантаження дугової сталеплавильної печі
Номер патенту: 38087
Опубліковано: 15.05.2001
Автори: Карпов Володимир Петрович, Омельченко Володимир Іванович, Анохін Юрій Олександрович, Негода Олександр Васильович
МПК: C22B 9/00
Мітки: завантаження, печі, дугової, спосіб, сталеплавильної
Текст:
...що залишилася, поверх крупної фракції брухту, завантаження брухту в указаній послідовності в залишок рідкого металу в печі, що складає 8-15% від обсягу плавки, який одержують в результаті неповного зливу металу попередньої плавки, находяться в причинно - слідчому зв'язку з технічним результатом, що досягається, (збільшення ступеня використання теплової енергії попередньої плавки для скорочення тривалості плавки, зменшення витрат...
Спосіб пуску печі для плавки матеріалів у рідкій ванні
Номер патенту: 38158
Опубліковано: 15.05.2001
Автори: Коренєв Сергій Григорич, Кравченко Борис Васильович, Харченко Анатолій Васильович, Кулацький Микола Степанович
МПК: F27B 1/00
Мітки: спосіб, матеріалів, рідкий, плавки, пуску, ванни, печі
Текст:
...4 і подають їх через завантажувальний пристрій 8 у піч 1. В сифоні 4 залишається для підтримання температури розплаву в роботі фурмапальник 5. Тверде паливо і вапняк подається через завантажувальний отвір 8. Через фурми 7 подається окислювач. Розплав, що отримується, перетікає і накопичується в шлаковому сифоні і через випускний пристрій 10 видаляється. Таким чином, використання способу пуску печі за винаходом забезпечує: збільшення робочої...
Спосіб автоматичного регулювання електричного режиму дугової сталеплавильної печі та пристрій для його реалізації
Номер патенту: 61549
Опубліковано: 17.11.2003
Автор: Циганаш Віктор Євграфович
МПК: G05F 1/00
Мітки: автоматичного, сталеплавильної, спосіб, електричного, регулювання, режиму, реалізації, пристрій, дугової, печі
Формула / Реферат:
1. Спосіб автоматичного регулювання електричного режиму дугової сталеплавильної печі, згідно з яким вимірюють струми та напруги дуг печі, перетворюють їх у сигнали, пропорційні вимірюваним параметрам, і подають сигнали на модель силового контуру печі, після чого вимірюють на моделі сигнали, порівнюють їх із заданими та при наявності неузгодженостей змінюють довжини дуг до усунення неузгодженостей, який відрізняється тим, що сигнали,...
Попередній патент: Спосіб прогнозування адаптаційних можливостей дитини
Наступний патент: Спосіб оцінки функціонального стану організму людини
Випадковий патент: Антитіло до il-23