Спосіб лиття за крижаними моделями
Номер патенту: 76132
Опубліковано: 25.12.2012
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович

Формула / Реферат
1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаних форм формуванням моделей в піску, розплавлення моделей із застосуванням нагрівання їх матеріалу, видалення матеріалу моделей з порожнини форми і заливання її розплавом металу, який відрізняється тим, що нагрівання виконують шляхом пропускання електричного струму через розплав матеріалу моделей.
2. Спосіб за п. 1, який відрізняється тим, що електрострум пропускають за допомогою електродів, які поміщають в стінку або на поверхню крижаних моделей.
3. Спосіб за п. 1, який відрізняється тим, що використовують джерело електроструму, забезпечене датчиком електроопору або струму, за допомогою якого проводять дистанційний комп'ютерний моніторинг тривалості операції нагрівання, її регулювання та припинення.
4. Спосіб за п. 2, який відрізняється тим, що використовують разові електроди з матеріалів, що піддаються деструкції при контакті з металом, який заливається в форму.
5. Спосіб за п. 2, який відрізняється тим, що електроди розташовують по всій висоті моделі, або використовують кріплення електродів до гнучких провідників з можливістю опускання електродів на дно порожнини піщаної форми під власною вагою у міру розплавлення моделі.
6. Спосіб за п. 2, який відрізняється тим, що електроди при формуванні кріплять до стінок піщаної форми шляхом заглиблення їх кінців в пісок.
7. Спосіб за п. 2, який відрізняється тим, що для моделей, розташованих у формі одна над іншою, електроди верхньої моделі підключають до електродів нижньої моделі.
8. Спосіб за п. 2, який відрізняється тим, що електроди до джерела електроструму підключають провідниками, що проходять уздовж стояка або випору, що контактує з моделлю.
Текст
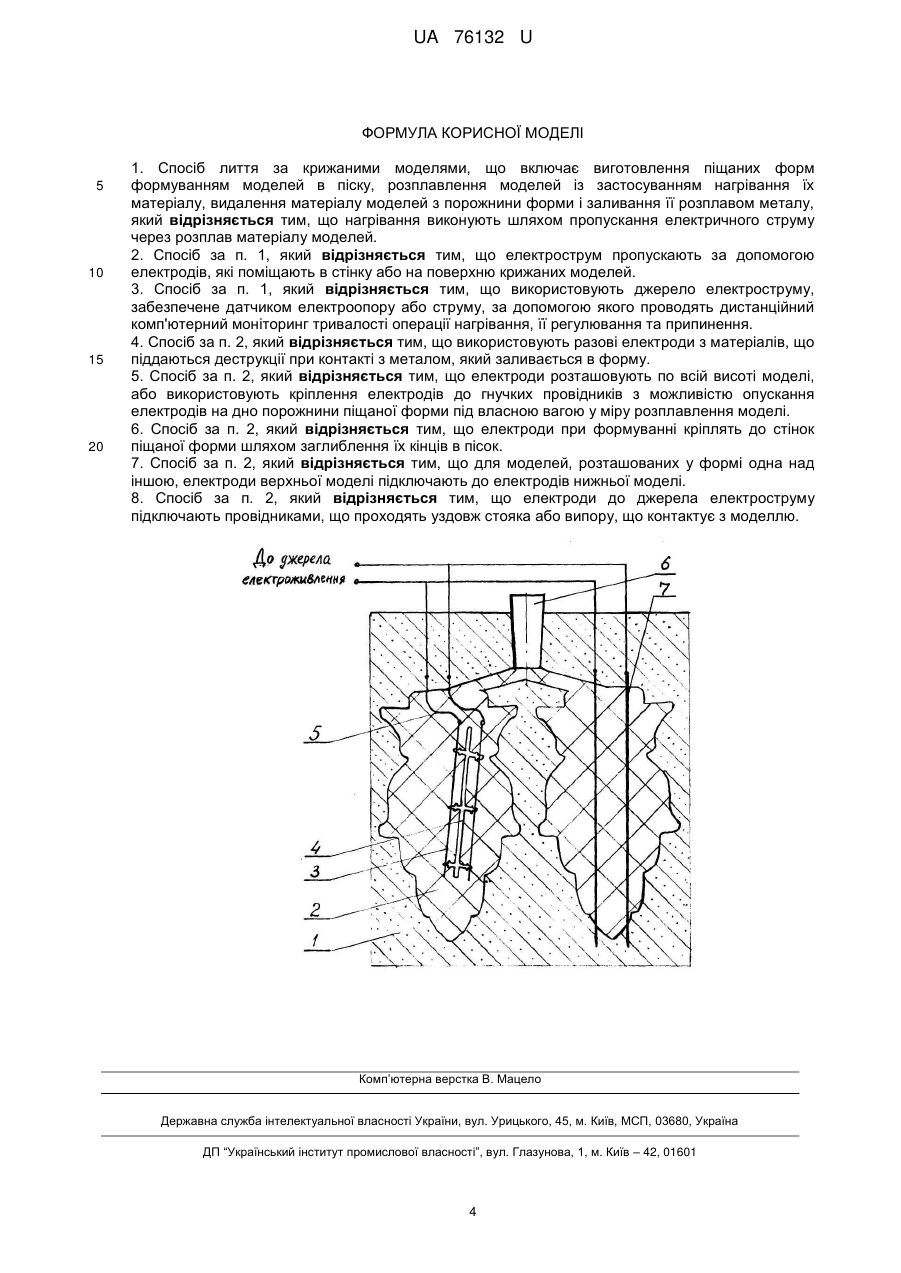
Реферат: UA 76132 U UA 76132 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, зокрема до способів лиття за крижаними моделями. Відомий спосіб нагрівання складових частин ливарної форми, зокрема піщаних стрижнів з наливних піщаних сумішей шляхом пропускання через них електроструму. При такому нагріванні температура піщаної суміші досягає максимуму, а відключити струм можна автоматично за допомогою реле максимального струму (Дорошенко СП., Ващенко К.И. Наливная формовка: К.: Вища школа, 1980. - 176 с). Подібне нагрівання сухого кварцового піску форми для плавлення разових крижаних ливарних моделей в піщаній формі неможливе через те, що сухий пісок є діелектриком. Відомий спосіб сушіння вологого сипучого матеріалу, непровідного для електроструму в сухому стані, але який є провідником електроструму у вологому стані, при контакті цього матеріалу з електродами, включенні його в електричний ланцюг і пропущенні через нього струму (Пат. RU 2143655 МПК F26B3/34. - Опубл. 13.07.99). Контролюють процес сушіння за величиною струму в цьому ланцюзі, енерговитрати складають 8,8-1,0 кВт.год. на 1 кг видаленої вологи. При зменшенні вологості матеріалу до 0,5-2,0 % процес мимовільно припиняється. Опис цього способу не дає можливості застосувати його для нагріву крижаних моделей в сухому кварцовому піску, оскільки лід і пісок практично не проводять струм. Відомий спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, що включає формовку крижаних моделей і розплавлення моделей із застосуванням нагрівання їх матеріалу шляхом додавання нагрітої рідини в трубчасті випор і стояк, що примикає до моделі (Пат. UA 89664 МПК В22С9/04, В22С7/00. - Опубл. 25.02.2010, Бюл. 4). Проте кількості теплоти, що вноситься нагрітою водною композицією, недостатньо для швидкого розплавлення моделей. Процес плавлення моделі в піщаній формі через велику питому теплоту плавлення води 333,55 кДж/кг може тривати 10..20 хв. і довше, що знижує продуктивність процесу лиття. Надмірне додавання нагрітої композиції неприйнятне, бо подовжує наступне сушіння форми, вологість якої вище 7...8 % може погіршити якість виливка через газові дефекти. Найбільш близьким до заявленого технічного рішення є спосіб лиття за крижаними моделями, які поглинаються піском ливарної форми, що включає формовку моделей, їх розплавлення із застосуванням нагрітого до 25° С піску навколо моделі, вакуумування форми і заливку її металом (Гаврилин И.В. Литье по ледяным моделям. Литейное производство. - 1994 №9 - С. 14-15). Якісну поверхню порожнини вакуумованої форми можна забезпечити у випадку, коли пісок, що контактує з моделлю, залишиться нерухомим. При таненні модель, як опору піску, повинна змінити дія вакуумування піску одночасно з доступом атмосферного тиску до цієї поверхні, це утримає непорушно пісок аналогічно вакуумно-плівковій формовці. Однак розплавлення моделі в теплій формі починається з периферійних тонких і виступаючих її частин, що призведе до зміщення в цих місцях піщинок поверхневого шару робочої порожнини форми і погіршення якості виливків, оскільки подати тиск до периферійних частин тим важче, чим більша модель. Подача нагрітої рідини в форму може дещо прискорити плавлення моделі зверху вниз з передачею атмосферного тиску в порожнину форми, але для крижаних моделей масою понад 0,5 кг і габаритними розмірами понад 100 мм зазначеними методами важко забезпечити швидке плавлення і супутнє вбирання розплаву моделі в пісок форми під вакуумом. Плавлення таких моделей може тривати десятки хвилин, що знижує продуктивність формовки. Обмежена кількість теплоти піску і нагрітої рідини, згідно з відомим вищевказаним способом, лімітує продуктивність процесу виготовлення форм. Отже, для проектування високопродуктивних процесів лиття за крижаними моделями потрібно створення способів швидкого танення цих моделей. Задача корисної моделі - підвищення продуктивності процесу виготовлення виливків. Поставлена задача вирішується тим, що в способі лиття за крижаними моделями, який включає виготовлення піщаних форм формуванням моделей в піску, розплавлення моделей із застосуванням нагрівання їх матеріалу, видалення матеріалу моделей з порожнини форми і заливання її розплавом металу, згідно з корисною моделлю, нагрівання виконують шляхом пропускання електричного струму через розплав матеріалу моделей. Зокрема, електрострум можуть пропускати за допомогою електродів, які поміщають в стінку або на поверхню крижаних моделей, використовувати джерело електроструму, забезпечене датчиком електроопору або струму, за допомогою якого проводять дистанційний комп'ютерний моніторинг тривалості операції нагрівання, її регулювання і припинення, а також можуть застосовувати разові електроди з матеріалів, що піддаються деструкції при контакті з металом, який заливається в форму. Крім того, електроди можуть розташовувати по всій висоті моделі або використовувати 1 UA 76132 U 5 10 15 20 25 30 35 40 45 50 55 60 кріплення електродів до гнучких провідників з можливістю опускання електродів на дно порожнини піщаної форми під власною вагою у міру розплавлення моделі, або електроди при формуванні можуть кріпити до стінок піщаної форми шляхом заглиблення їх кінців в пісок, а для моделей, розташованих у формі одна над іншою, електроди верхньої моделі можуть підключати до електродів нижньої моделі, а також електроди до джерела електроструму можуть підключати провідниками, що проходять уздовж стояка або випору, який контактує з моделлю. Вказані рішення дають можливість вирішення поставленої задачі з використанням недорогих, легковагових і разового застосування матеріалів для електродів, а також принципу саморегулювання - зупинки процесу при видаленні вологи з порожнини ливарної форми. На кресленні як приклад застосування способу в розрізі показана частина піщаної ливарної форми, включаючи сухий пісок 1 і блок з двох крижаних моделей 2 для отримання художніх виливків наконечників стовпчиків огорожі. Таких блоків у піщаній формі може бути декілька. Піщане середовище форми вакуумують відомими способами і зазвичай герметизують зверху по будові форми синтетичною плівкою (не показана). В модель 2 вморожено нагрівач, що складається з двох електродів 3 - пластин, виконаних з алюмінієвої фольги і розділених розпіркою 4, наприклад, вирізаною з поліпропіленового листа товщиною 0,1 мм. Поліпропілен продукт полімеризації пропілену C3H6, термопластичний вуглеводневий полімер з температурою плавлення 160-170° С, останнім часом в промисловості тіснить такі вуглеводні, як полістирол, маючи більш високі механічну міцність, легку утилізацію і меншу токсичність. Електроди 3 за допомогою гнучких провідників 5 підключають до джерела електроструму. Блок моделей має трубчастий стояк 6, наприклад, виготовлений з фольги. Друга модель блока для демонстрації іншого виду електродів забезпечена дротяними електродами 7, розташованими по всій висоті моделі і закріпленими до стінки піщаної форми шляхом заглиблення їх кінців в пісок. Здійснення корисної моделі пов'язане з виконанням двох процесів: спрямованого руху фронту плавлення моделі від стояка і або випору до периферії одночасно з поширенням рідини під атмосферним тиском до всієї поверхні порожнини форми, а також просочення в пори піщаного середовища під вакуумом рідкої композиції зазвичай з добавкою речовини-зв'язуючого і склеювання піщинок поверхневого шару форми. При виготовленні моделей 2 в порожнину прес-форми поміщали нагрівач з виведенням його кінців або провідників по роз'єму прес-форми. Потім порожнину прес-форми заповнювали 3 водною композицією, яка містила 10 % розчин рідкого скла густиною 1,3 г/см і заморожували її з розташуванням рухомого нагрівача з пластинами 3 у верхній частині моделі, виходячи з положення при формуванні. Гнучкі провідники розміщували так, щоб нагрівач зміг опуститися під власною вагою на дно порожнини піщаної форми. Для товстостінних моделей з метою збільшення площі електродів 7 з дроту товщиною 0,1-0,5 мм можливе розміщення їх у вигляді хвилястої лінії, зигзагом та іншими подібними способами або застосовувати смужки фольги шириною 1-20 мм. Можлива така конструкція електродів, що їх площа або відстань між ними буде залежати від кількості енергії, яку потрібно виділити в конкретному місці стінки моделі з огляду різної товщини або фасонності цієї стінки. Модель покривали порошковою фарбою (ПФ) відповідно до заявки UA № 201012249 від 18.10.2010, опубл. 25.04.2012, бюл. №8. Ця ПФ (при перевищенні її товщини 3.5 мм може також вважатись облицюванням) складалася з дрібної фракції піску і добавки гіпсу. Формували в піску 1 блок моделей 2 з льоду шляхом засипки і віброущільнення піску в контейнері із засобами вакуумування піску. Такі контейнери зазвичай застосовують для лиття за газифікованими моделями. Будову форми покривали синтетичною плівкою і через отвори в ній виводили трубчастий стояк 2 і кінці провідників від нагрівачів. У піщаному середовищі форми створювали знижений тиск величиною 85-70 кПа. Відразу після формування заливали нагріту до кипіння рідку композицію в трубчастий випор 6. Вона компенсувала зменшення об'єму при таненні льоду, підплавляла зверху модель і служила провідником між електродами, а також поступово вбиралася в верхні шари піску порожнини форми. Лід є діелектриком, електроопір крижаної моделі масою 500 г між дротяними електродами довжиною по 300 мм і відстанню між ними 15 мм при вимірі склав понад 30 кОм. Подача нагрітої рідкої композиції ініціювала проходження струму між електродами, різке його зростання у міру плавлення льоду і збільшення рідкої електропровідної зони, яку струм нагрівав своїм перебігом. Модель масою 500 г вдалося розплавити за 4 хв., а моделі наконечників за 2-3 хв. при величині напруги 42 В. Вакуумна форма має властивості саморегулювання процесу видалення моделі без небезпеки занадто швидкого нагрівання рідини. Піщані газопроникні стінки форми під вакуумом вбирають рідину у міру її утворення, що зменшує зону нагрівання і регулюється величиною вакууму та іншими заходами. Зволоження стінок призвело до гідратації гіпсу, утворенню твердої оболонкової форми і деякого зниження проникності стінок, при подачі зверху 2 UA 76132 U 5 10 15 20 25 30 35 40 45 50 55 нагрітої рідини процес проходив зверху вниз. Нагрівач з пластинками 3 опускався у міру плавлення льоду. А нагрівач з електродами 6 дозволив висушити зволожену зону піску на ділянках його заглиблення в пісок. При занадто швидкому вбиранні рідини можливо додаткове доливання рідини через стояк. Електроди також можна поміщати на поверхню крижаних моделей, якщо незручно їх помістити в тонкі стінки моделі. Після вбирання всієї рідини струм припинявся. Використання датчика електроопору або струму при цьому і виведення його показань на монітор віддаленого комп'ютера дозволить оператору формувальної лінії проводити дистанційний комп'ютерний моніторинг (відстежування і записування) тривалості операції нагрівання, її регулювання шляхом зміни величини вакууму або електронапруги та її припинення, за чим відразу слід відключити електроживлення і передати форми на наступну операцію. Такий моніторинг доцільний з огляду техніки безпеки з перевіркою повного протікання видалення з форми крижаної моделі по циклу збільшеннязменшення струму, бо в разі порушення електроконтактів і наявності залишків криги у формі наступне заливання в неї металу може призвести до вибуху. Як джерело електроживлення зручно застосовувати зварювальний трансформатор з напругою не вище 42 В безпечною при непрямому дотику згідно з правилами улаштування електроустановок (ПУЕ). Електроди 7 з тонкого дроту часто можна висмикнути з форми і застосовувати повторно, отвори в стінці форми діаметром менше 0,5 мм, як правило, не завдають ушкоджень виливку. У разі складання дрібних моделей в блоки шляхом кріплення декількох або десятків моделей живильниками до стояка ці операції для зручності підключення електродів виконують наступним чином. В різновиді способу з наявністю кінців електродів з тонкого дроту, що виступають за межі моделей, ці кінці залишають такої довжини, що перед формуванням після складання моделей в блок з розташуванням моделей у формі одна над іншою електроди верхньої моделі підключають до електродів нижньої моделі, наче продовжуючи ці дротяні електроди уздовж декількох моделей. Наприклад, ці кінці можна з'єднувати скручуванням, після чого уздовж декількох моделей з електродами типу 7, показаними на кресленні, буде складено електроланцюг, аналогічний двом дротам, на які нанизано низку моделей на необхідній відстані одна від одної. Використання трубчастих стояків або випорів рекомендується з урахуванням опису патенту UA 85515, МПК В22С9/02, опубл. 26.01.2009, бюл. №2. Як приклад трубку стояка виконували з поліпропіленового листа товщиною 0,1 мм з отворами для кріплення живильників дрібних виливків. Через канал або вздовж цих живильників проходили кінці електродів, що входять в стінки крижаних моделей. Ці кінці підключали до провідників, які проходять уздовж порожнини стояка або випору і далі в напрямку джерела електроживлення. Для тонкостінних моделей після їх танення і вбирання в пісок аналогічно прототипу виконують заливання порожнини вакуумної форми металом. При практичному застосуванні тривалість виготовлення піщаних форм у показаному на кресленні прикладі способу лиття наконечників за крижаними моделями складала 10-12 хв., включаючи операцію розплавлення моделей за 2...3 хв. із застосуванням нагрівання їх матеріалу шляхом пропускання через цей матеріал електричного струму. За способомпрототипом тривалість плавлення таких же моделей складала 18-20 хв., а виготовлення піщаних форм тривало протягом 25-27 хв. В обох випадках однакові моделі із водного розчину (10%) рідкого скла, подавали з однієї морозильної камери з температурою -18° С, зберігали однакові режими виготовлення форми з сухого формувального піску 2К2 02 (ГОСТ 2138-91). Однак в першому випадку пісок не нагрівали, і він мав температуру повітря цеху 20° С, а в другому випадку пісок попередньо нагрівали до температури 25° С. В обох випадках отримані форми мали однакову готовність до заливання металу або заливання проводили після короткотермінового підсушування електрофеном порожнини форми. Якість отриманих виливків відповідала технічним умовам, а тривалість формування зменшувалась в 2,3-2,5 разу. За рахунок прискорення плавлення моделі в цьому способі лиття скорочується тривалість операції її видалення і підвищується продуктивність ливарного процесу. Спосіб, що належить до екологічних технологій з використанням неорганічних модельних матеріалів, забезпечує спрямоване плавлення моделі від стояка або випору до периферії, рідина під атмосферним тиском тисне на стінки порожнини форми з сипкого піску, що вакуумується, при цьому поступово фільтрується з осадженням зв'язуючого в поверхневому прошарку. Це забезпечує утримання сипучого матеріалу в нерухомому стані без можливості осипання і з утворенням твердої оболонки форми з наступним отриманням якісної литої продукції. Різновид способу включає контролювання безпеки виробничого процесу. 3 UA 76132 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаних форм формуванням моделей в піску, розплавлення моделей із застосуванням нагрівання їх матеріалу, видалення матеріалу моделей з порожнини форми і заливання її розплавом металу, який відрізняється тим, що нагрівання виконують шляхом пропускання електричного струму через розплав матеріалу моделей. 2. Спосіб за п. 1, який відрізняється тим, що електрострум пропускають за допомогою електродів, які поміщають в стінку або на поверхню крижаних моделей. 3. Спосіб за п. 1, який відрізняється тим, що використовують джерело електроструму, забезпечене датчиком електроопору або струму, за допомогою якого проводять дистанційний комп'ютерний моніторинг тривалості операції нагрівання, її регулювання та припинення. 4. Спосіб за п. 2, який відрізняється тим, що використовують разові електроди з матеріалів, що піддаються деструкції при контакті з металом, який заливається в форму. 5. Спосіб за п. 2, який відрізняється тим, що електроди розташовують по всій висоті моделі, або використовують кріплення електродів до гнучких провідників з можливістю опускання електродів на дно порожнини піщаної форми під власною вагою у міру розплавлення моделі. 6. Спосіб за п. 2, який відрізняється тим, що електроди при формуванні кріплять до стінок піщаної форми шляхом заглиблення їх кінців в пісок. 7. Спосіб за п. 2, який відрізняється тим, що для моделей, розташованих у формі одна над іншою, електроди верхньої моделі підключають до електродів нижньої моделі. 8. Спосіб за п. 2, який відрізняється тим, що електроди до джерела електроструму підключають провідниками, що проходять уздовж стояка або випору, що контактує з моделлю. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of ice-mould freeze casting
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ литья по ледяным моделям
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02
Мітки: крижаними, лиття, моделями, спосіб
Код посилання
<a href="https://ua.patents.su/6-76132-sposib-littya-za-krizhanimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття за крижаними моделями</a>
Спосіб лиття за крижаними моделями
Номер патенту: 74280
Опубліковано: 25.10.2012
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/02
Мітки: лиття, крижаними, моделями, спосіб
Формула / Реферат:
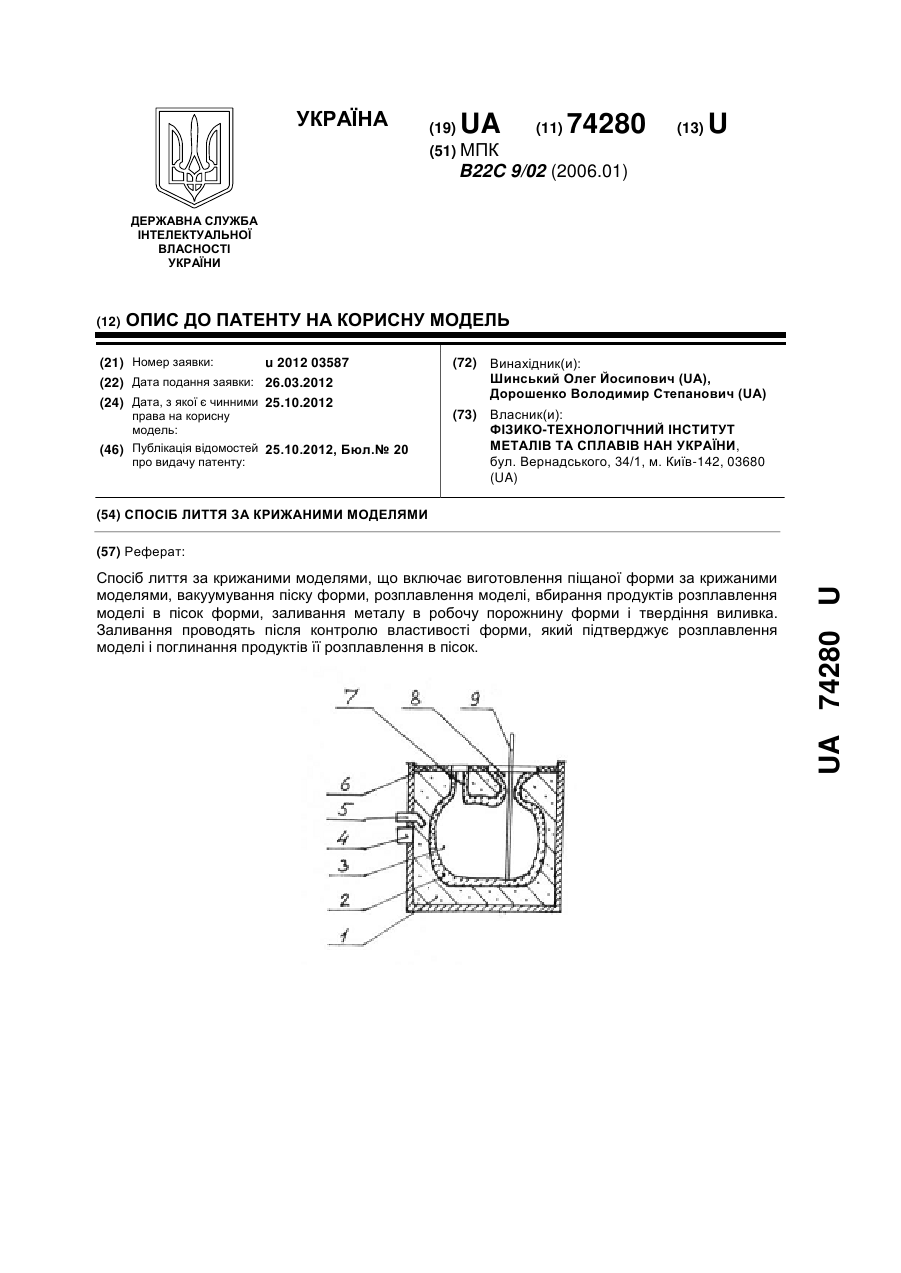
1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаної форми за крижаними моделями, вакуумування піску форми, розплавлення моделі, вбирання продуктів розплавлення моделі в пісок форми, заливання металу в робочу порожнину форми і твердіння виливка, який відрізняється тим, що заливання проводять після контролю властивості форми, який підтверджує розплавлення моделі і поглинання продуктів її розплавлення в пісок.2. Спосіб...
Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску
Номер патенту: 93723
Опубліковано: 10.03.2011
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22D 18/08, B22D 27/13, B22D 18/06, B22C 9/04, B22D 27/15, B22D 18/04
Мітки: лиття, піщану, тиску, дією, перепаду, спосіб, металу, форму, одноразовими, моделями
Формула / Реферат:
1. Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску на метал, що включає формування моделей в сухий незв'язаний пісок, газифікацію моделей теплом розплавленого металу одночасно із заливанням цього розплавленого металу в піщану форму з видаленням продуктів шляхом їх фільтрації углиб піску форми, створення в період заливання розплавленого металу різниці газового тиску між тиском в порожнині форми над...
Спосіб лиття за моделями, що газифікуються
Номер патенту: 67906
Опубліковано: 10.09.2007
Автори: Шульга Василь Тимофійович, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Яковишин Олег Анатолійович, Вишнякова Людмила Петрівна
МПК: B22C 9/04
Мітки: моделями, лиття, спосіб, газифікуються
Формула / Реферат:
1. Спосіб лиття за моделями, що газифікуються, який включає гравітаційну заливку з верхнім підведенням металу через ливникову систему до внутрішнього об'єму ливарної форми з відведенням газових продуктів термодеструкції моделі за допомогою газовивідних трубок, встановлених на модельному блоці, який відрізняється тим, що основи газовідвідних трубок з'єднані боковими наколами в модельному блоці з точкою, яка розміщена на вертикальній лінії,...
Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 42003
Опубліковано: 25.06.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович, Шинський Олег Йосипович, Пелікан Олег Анатолійович, Болюх Віталій Анатолійович
МПК: B22D 27/00, B22D 18/00
Мітки: кристалізацією, тиском, газифікуються, лиття, лінія, моделями
Формула / Реферат:
1. Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском, що містить установку для лиття витискуванням у вигляді закріплених на її металоконструкції рольганга з механізмами горизонтального переміщення та фіксації камери витискування з пуансоном; співвісно розташованих з камерою витискування механізмів вертикального переміщення рухомої траверси і фіксації ливарного контейнера; насосно-акумуляторної станції, вакуумного...
Протипригарне покриття для лиття за моделями, що газифікуються
Номер патенту: 58824
Опубліковано: 15.08.2003
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Гончаренко Юлія Анатоліївна, Шинський Олег Йосипович
МПК: B22C 3/00
Мітки: лиття, моделями, газифікуються, протипригарне, покриття
Формула / Реферат:
Протипригарне покриття для лиття за моделями, що газифікуються, включає вогнетривкий наповнювач, стабілізатор, зв'язуюче, воду, яке відрізняється тим, що додатково вводять альгінат натрію при наступному співвідношенні компонентів, об. % : пірофіліт 30-50 декстрин кислотний 10-20 бентоніт 10-20 альгінат натрію ...
Попередній патент: Спосіб управління доменною плавкою
Наступний патент: Залізобетонна попередньо напружена шпала
Випадковий патент: Спосіб виготовлення фруктових біокефірів, збагачених йодом та селеном