Спосіб лиття за крижаними моделями
Номер патенту: 74280
Опубліковано: 25.10.2012
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович

Формула / Реферат
1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаної форми за крижаними моделями, вакуумування піску форми, розплавлення моделі, вбирання продуктів розплавлення моделі в пісок форми, заливання металу в робочу порожнину форми і твердіння виливка, який відрізняється тим, що заливання проводять після контролю властивості форми, який підтверджує розплавлення моделі і поглинання продуктів її розплавлення в пісок.
2. Спосіб за п. 1, який відрізняється тим, що контролюють величину газового тиску в піску до і після поглинання моделі.
3. Спосіб за п. 1, який відрізняється тим, що контролюють температуру піску.
4. Спосіб за п. 1, який відрізняється тим, що контролюють електроопір зволоженого піску.
5. Спосіб за п. 1, який відрізняється тим, що контролюють тривалість вакуумування після формування моделі.
6. Спосіб за п. 1, який відрізняється тим, що визначають витрату підсмоктуваного повітря в робочу порожнину форми.
7. Спосіб за п. 1, який відрізняється тим, що результати контролю властивості форми передають радіопередаючим пристроєм, що належить до системи дистанційного комп'ютерного моніторингу.
8. Спосіб за п. 1, який відрізняється тим, що визначають щупом відсутність матеріалу моделі в робочій порожнині форми.
Текст
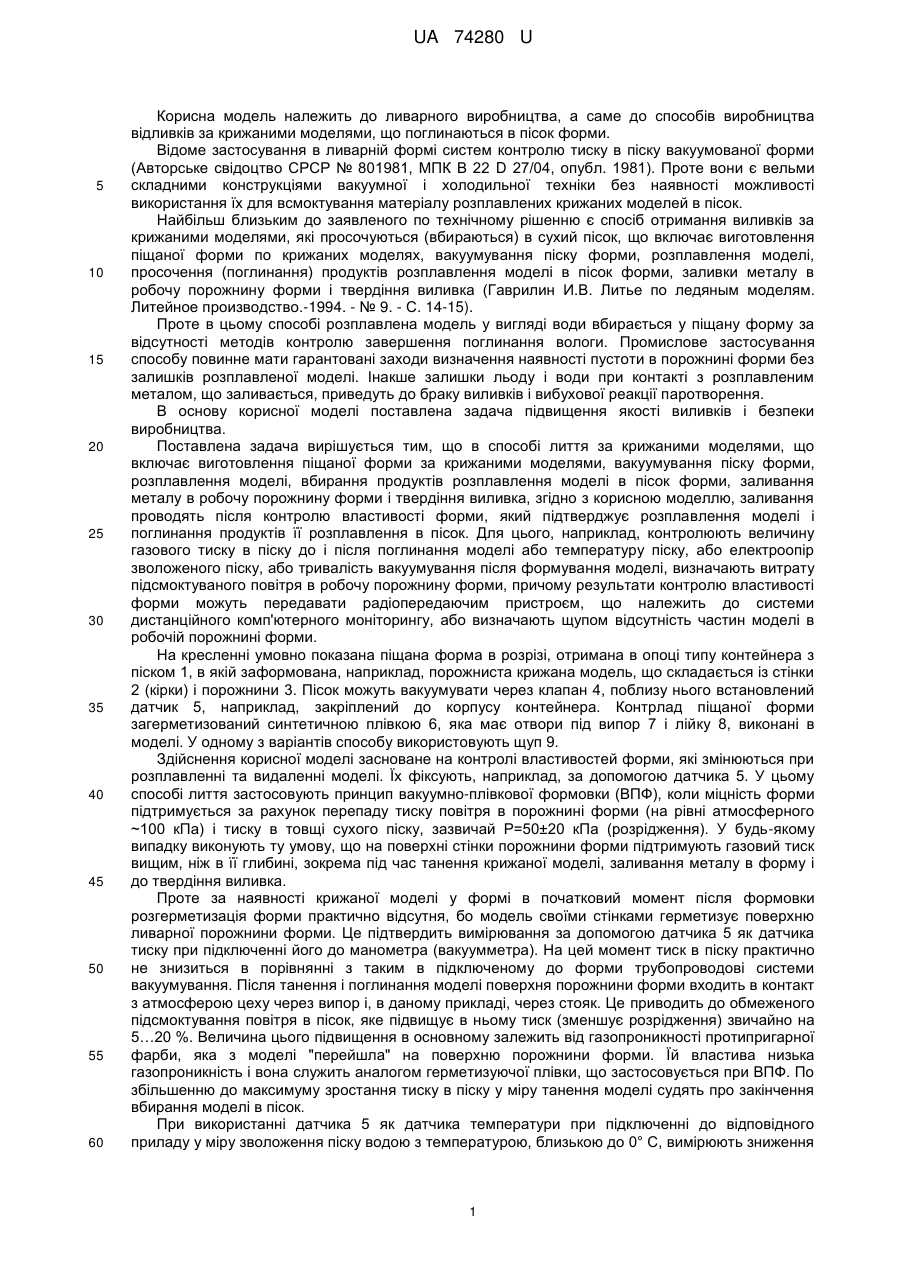
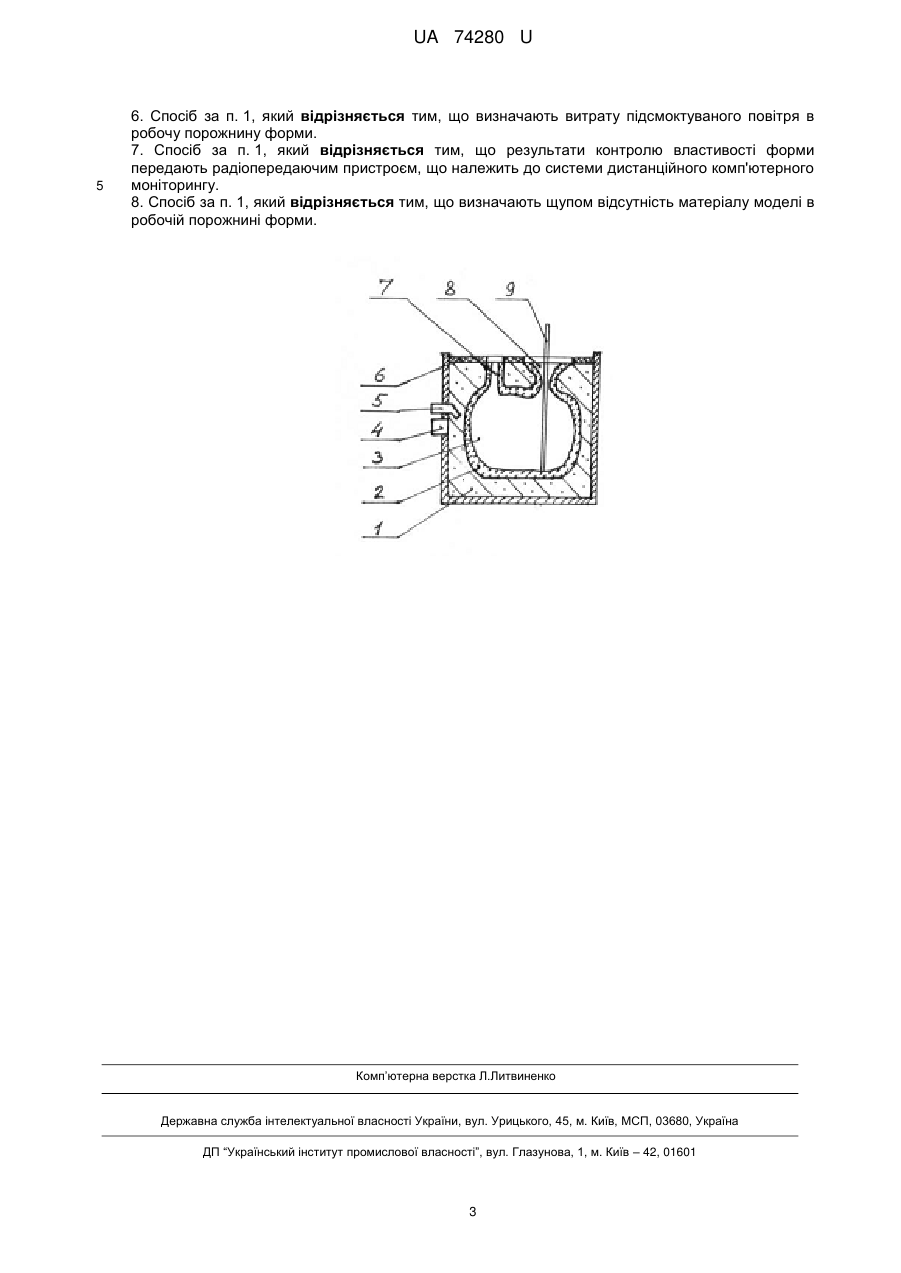
Реферат: UA 74280 U UA 74280 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, а саме до способів виробництва відливків за крижаними моделями, що поглинаються в пісок форми. Відоме застосування в ливарній формі систем контролю тиску в піску вакуумованої форми (Авторське свідоцтво СРСР № 801981, МПК В 22 D 27/04, опубл. 1981). Проте вони є вельми складними конструкціями вакуумної і холодильної техніки без наявності можливості використання їх для всмоктування матеріалу розплавлених крижаних моделей в пісок. Найбільш близьким до заявленого по технічному рішенню є спосіб отримання виливків за крижаними моделями, які просочуються (вбираються) в сухий пісок, що включає виготовлення піщаної форми по крижаних моделях, вакуумування піску форми, розплавлення моделі, просочення (поглинання) продуктів розплавлення моделі в пісок форми, заливки металу в робочу порожнину форми і твердіння виливка (Гаврилин И.В. Литье по ледяным моделям. Литейное производство.-1994. - № 9. - С. 14-15). Проте в цьому способі розплавлена модель у вигляді води вбирається у піщану форму за відсутності методів контролю завершення поглинання вологи. Промислове застосування способу повинне мати гарантовані заходи визначення наявності пустоти в порожнині форми без залишків розплавленої моделі. Інакше залишки льоду і води при контакті з розплавленим металом, що заливається, приведуть до браку виливків і вибухової реакції паротворення. В основу корисної моделі поставлена задача підвищення якості виливків і безпеки виробництва. Поставлена задача вирішується тим, що в способі лиття за крижаними моделями, що включає виготовлення піщаної форми за крижаними моделями, вакуумування піску форми, розплавлення моделі, вбирання продуктів розплавлення моделі в пісок форми, заливання металу в робочу порожнину форми і твердіння виливка, згідно з корисною моделлю, заливання проводять після контролю властивості форми, який підтверджує розплавлення моделі і поглинання продуктів її розплавлення в пісок. Для цього, наприклад, контролюють величину газового тиску в піску до і після поглинання моделі або температуру піску, або електроопір зволоженого піску, або тривалість вакуумування після формування моделі, визначають витрату підсмоктуваного повітря в робочу порожнину форми, причому результати контролю властивості форми можуть передавати радіопередаючим пристроєм, що належить до системи дистанційного комп'ютерного моніторингу, або визначають щупом відсутність частин моделі в робочій порожнині форми. На кресленні умовно показана піщана форма в розрізі, отримана в опоці типу контейнера з піском 1, в якій заформована, наприклад, порожниста крижана модель, що складається із стінки 2 (кірки) і порожнини 3. Пісок можуть вакуумувати через клапан 4, поблизу нього встановлений датчик 5, наприклад, закріплений до корпусу контейнера. Контрлад піщаної форми загерметизований синтетичною плівкою 6, яка має отвори під випор 7 і лійку 8, виконані в моделі. У одному з варіантів способу використовують щуп 9. Здійснення корисної моделі засноване на контролі властивостей форми, які змінюються при розплавленні та видаленні моделі. Їх фіксують, наприклад, за допомогою датчика 5. У цьому способі лиття застосовують принцип вакуумно-плівкової формовки (ВПФ), коли міцність форми підтримується за рахунок перепаду тиску повітря в порожнині форми (на рівні атмосферного ~100 кПа) і тиску в товщі сухого піску, зазвичай Р=50±20 кПа (розрідження). У будь-якому випадку виконують ту умову, що на поверхні стінки порожнини форми підтримують газовий тиск вищим, ніж в її глибині, зокрема під час танення крижаної моделі, заливання металу в форму і до твердіння виливка. Проте за наявності крижаної моделі у формі в початковий момент після формовки розгерметизація форми практично відсутня, бо модель своїми стінками герметизує поверхню ливарної порожнини форми. Це підтвердить вимірювання за допомогою датчика 5 як датчика тиску при підключенні його до манометра (вакуумметра). На цей момент тиск в піску практично не знизиться в порівнянні з таким в підключеному до форми трубопроводові системи вакуумування. Після танення і поглинання моделі поверхня порожнини форми входить в контакт з атмосферою цеху через випор і, в даному прикладі, через стояк. Це приводить до обмеженого підсмоктування повітря в пісок, яке підвищує в ньому тиск (зменшує розрідження) звичайно на 5…20 %. Величина цього підвищення в основному залежить від газопроникності протипригарної фарби, яка з моделі "перейшла" на поверхню порожнини форми. Їй властива низька газопроникність і вона служить аналогом герметизуючої плівки, що застосовується при ВПФ. По збільшенню до максимуму зростання тиску в піску у міру танення моделі судять про закінчення вбирання моделі в пісок. При використанні датчика 5 як датчика температури при підключенні до відповідного приладу у міру зволоження піску водою з температурою, близькою до 0° С, вимірюють зниження 1 UA 74280 U 5 10 15 20 25 30 35 40 температури зволоженого піску. Максимум зниження свідчить про закінчення танення і вбирання моделі, далі у міру висушування вологи, що стимулюється вакуумом форми, температура піску буде підвищуватись. За допомогою вимірювання електроопору піску фіксують його зволоження. Питомий опір піску, Ом • м, сухого - вище ~500, з вологістю 5 % - 430, 10 % ~ 185, 15 % ~ 105. Ввібрана волога від моделі переміщується в піску в сторону низького тиску, тобто ближче до засобів вакуумування, зокрема до піску навколо клапана 4. Наближене до мінімуму виміряне значення електроопору відповідає закінченню танення моделі і максимальному зволоженню піску. При підключенні до датчика 5 малогабаритного радіо, передаючого пристрою його сигнал, може передаватись на прийомну станцію та виводитись на екран монітора поряд з іншими даними по контролю технологічного процесу, які виконуються системою дистанційного комп'ютерного моніторингу. Крім того, після звільнення порожнини форми від моделі через випор спостерігається підсмоктування повітря в порожнину форми. При сполученні отвору випору з датчиком крильчаткою анемометра або витратоміра можна визначити витрату, наприклад, в куб. м/с повітря, що засмоктується, при закритих інших отворах доступу в порожнину форми. Максимальна витрата відповідає повному видаленню моделі. Такі вимірювальні прилади чи датчики можуть мати радіотрансляційні засоби для зв'язку з системою дистанційного комп'ютерного моніторингу. Для наближеної оцінки змін в інтенсивності підсмоктування повітря в порожнину форми можна використовувати димний факел, який при піднесенні до отвору випору показує наявність тяги диму у випорі форми. При формуванні серії однакових моделей спочатку на пробній партії можуть визначити час повного розплавлення моделі у формі, а потім у всіх подальших формах витримувати не меншу тривалість вакуумування моделі у формі. Для контролю відсутності залишків моделі при виготовленні одиночних крупних виливків можуть щупом визначати через отвір випору або стояка наявність льоду або вологи в робочій порожнині форми. Формують крижану модель в опоці контейнерного типу шляхом засипки піску 1. Контрлад герметизують пластикового плівкою 6 з отворами під випор моделі 7 і лійку 8. Для видалення моделі застосовують вакуумування через клапан 4, створюючи вищезгаданий зміцнюючий форму перепад тиску, під дією якого і виконують просочення розтопленої моделі. Застосування порожнистих або пористих моделей прискорює їх танення і всмоктування. Після чого поверхневий зволожений прошарок піску з низькою газопроникністю, як правило, у поєднанні з протипригарним покриттям, яке при досяганні товщини більше 0,5…0,8 мм може розглядатись як облицювання, підгримує згаданий перепад тиску. Заливку металу проводять після контролю властивості форми, наприклад одним або кількома з описаних способів, який підтверджує розплавлення моделі і вбирання продуктів її танення в пісок. Таке технологічне рішення, згідно з корисною моделлю, при промисловому застосуванні способу забезпечить гарантовані заходи визначення відсутності залишків розплавленої моделі в порожнині форми і зробить неможливим їх контакт з розплавленим металом, який заливається, що дозволить запобігти появі браку виливків і вибухової реакції пароутворення. Спосіб, що належить до екологічно безпечних технологій, дозволяє виготовляти якісні виливки по крижаних моделях, які поглинаються, при підвищенні безпеки виробництва і можливості застосування системи дистанційного комп'ютерного моніторингу. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаної форми за крижаними моделями, вакуумування піску форми, розплавлення моделі, вбирання продуктів розплавлення моделі в пісок форми, заливання металу в робочу порожнину форми і твердіння виливка, який відрізняється тим, що заливання проводять після контролю властивості форми, який підтверджує розплавлення моделі і поглинання продуктів її розплавлення в пісок. 2. Спосіб за п. 1, який відрізняється тим, що контролюють величину газового тиску в піску до і після поглинання моделі. 3. Спосіб за п. 1, який відрізняється тим, що контролюють температуру піску. 4. Спосіб за п. 1, який відрізняється тим, що контролюють електроопір зволоженого піску. 5. Спосіб за п. 1, який відрізняється тим, що контролюють тривалість вакуумування після формування моделі. 2 UA 74280 U 5 6. Спосіб за п. 1, який відрізняється тим, що визначають витрату підсмоктуваного повітря в робочу порожнину форми. 7. Спосіб за п. 1, який відрізняється тим, що результати контролю властивості форми передають радіопередаючим пристроєм, що належить до системи дистанційного комп'ютерного моніторингу. 8. Спосіб за п. 1, який відрізняється тим, що визначають щупом відсутність матеріалу моделі в робочій порожнині форми. Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of investment casting with ice patterns
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ литья по ледяным моделям
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02
Мітки: моделями, лиття, крижаними, спосіб
Код посилання
<a href="https://ua.patents.su/5-74280-sposib-littya-za-krizhanimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття за крижаними моделями</a>
Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску
Номер патенту: 93723
Опубліковано: 10.03.2011
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22D 18/06, B22D 27/13, B22D 18/08, B22D 27/15, B22C 9/04, B22D 18/04
Мітки: дією, піщану, спосіб, перепаду, металу, форму, лиття, моделями, тиску, одноразовими
Формула / Реферат:
1. Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску на метал, що включає формування моделей в сухий незв'язаний пісок, газифікацію моделей теплом розплавленого металу одночасно із заливанням цього розплавленого металу в піщану форму з видаленням продуктів шляхом їх фільтрації углиб піску форми, створення в період заливання розплавленого металу різниці газового тиску між тиском в порожнині форми над...
Спосіб лиття за моделями, що газифікуються
Номер патенту: 67906
Опубліковано: 10.09.2007
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Вишнякова Людмила Петрівна, Шульга Василь Тимофійович, Яковишин Олег Анатолійович
МПК: B22C 9/04
Мітки: моделями, спосіб, лиття, газифікуються
Формула / Реферат:
1. Спосіб лиття за моделями, що газифікуються, який включає гравітаційну заливку з верхнім підведенням металу через ливникову систему до внутрішнього об'єму ливарної форми з відведенням газових продуктів термодеструкції моделі за допомогою газовивідних трубок, встановлених на модельному блоці, який відрізняється тим, що основи газовідвідних трубок з'єднані боковими наколами в модельному блоці з точкою, яка розміщена на вертикальній лінії,...
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 89664
Опубліковано: 25.02.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: піском, виготовлення, піщаних, форми, моделями, поглинаються, спосіб, форм
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, який включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, який відрізняється тим, що як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми.2. Спосіб за п. 1, який відрізняється тим, що нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір та/або стояк...
Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 42003
Опубліковано: 25.06.2009
Автори: Каричковський Петро Микитович, Болюх Віталій Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Пелікан Олег Анатолійович, Шинський Олег Йосипович
МПК: B22D 27/00, B22D 18/00
Мітки: лиття, моделями, кристалізацією, лінія, газифікуються, тиском
Формула / Реферат:
1. Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском, що містить установку для лиття витискуванням у вигляді закріплених на її металоконструкції рольганга з механізмами горизонтального переміщення та фіксації камери витискування з пуансоном; співвісно розташованих з камерою витискування механізмів вертикального переміщення рухомої траверси і фіксації ливарного контейнера; насосно-акумуляторної станції, вакуумного...
Протипригарне покриття для лиття за моделями, що газифікуються
Номер патенту: 58824
Опубліковано: 15.08.2003
Автори: Гончаренко Юлія Анатоліївна, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович
МПК: B22C 3/00
Мітки: газифікуються, моделями, лиття, покриття, протипригарне
Формула / Реферат:
Протипригарне покриття для лиття за моделями, що газифікуються, включає вогнетривкий наповнювач, стабілізатор, зв'язуюче, воду, яке відрізняється тим, що додатково вводять альгінат натрію при наступному співвідношенні компонентів, об. % : пірофіліт 30-50 декстрин кислотний 10-20 бентоніт 10-20 альгінат натрію ...
Попередній патент: Датчик різниці тисків
Наступний патент: Магнітно-струменевий захоплювач
Випадковий патент: Спосіб візуалізації зміни параметрів сигналів інформаційних вузлів в одному кластері