Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 42003
Опубліковано: 25.06.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович, Болюх Віталій Анатолійович, Пелікан Олег Анатолійович, Шинський Олег Йосипович
Формула / Реферат
1. Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском, що містить установку для лиття витискуванням у вигляді закріплених на її металоконструкції рольганга з механізмами горизонтального переміщення та фіксації камери витискування з пуансоном; співвісно розташованих з камерою витискування механізмів вертикального переміщення рухомої траверси і фіксації ливарного контейнера; насосно-акумуляторної станції, вакуумного агрегату та блока електроавтоматики, яка відрізняється тим, що вона з'єднана з поруч розташованим технологічним блоком підготовки ливарних контейнерів у вигляді горизонтального конвеєра замкнутого контуру, вібраційно-формувального стола, приймально-накопичувального бункера, блока елеваторів, класифікатора, вибивної системи і приймального короба відпрацьованої суміші.
2. Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском за п. 1, яка відрізняється тим, що механізм горизонтального переміщення та фіксації камери витискування з пуансоном установки для лиття витискуванням виконаний у вигляді привідної рухомої тяги з захватами, кінематично зв'язаними з фіксаторами камери витискування.
Текст
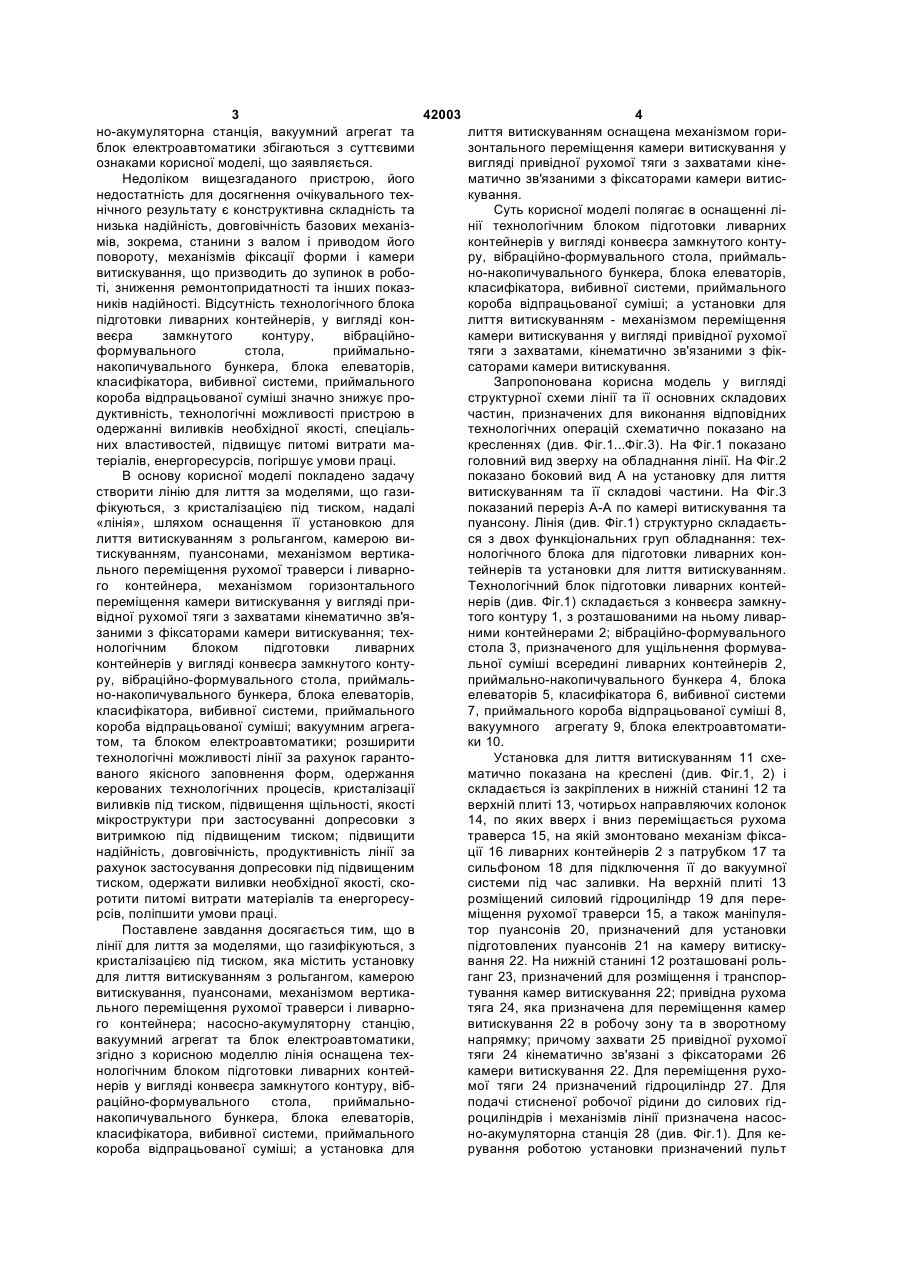
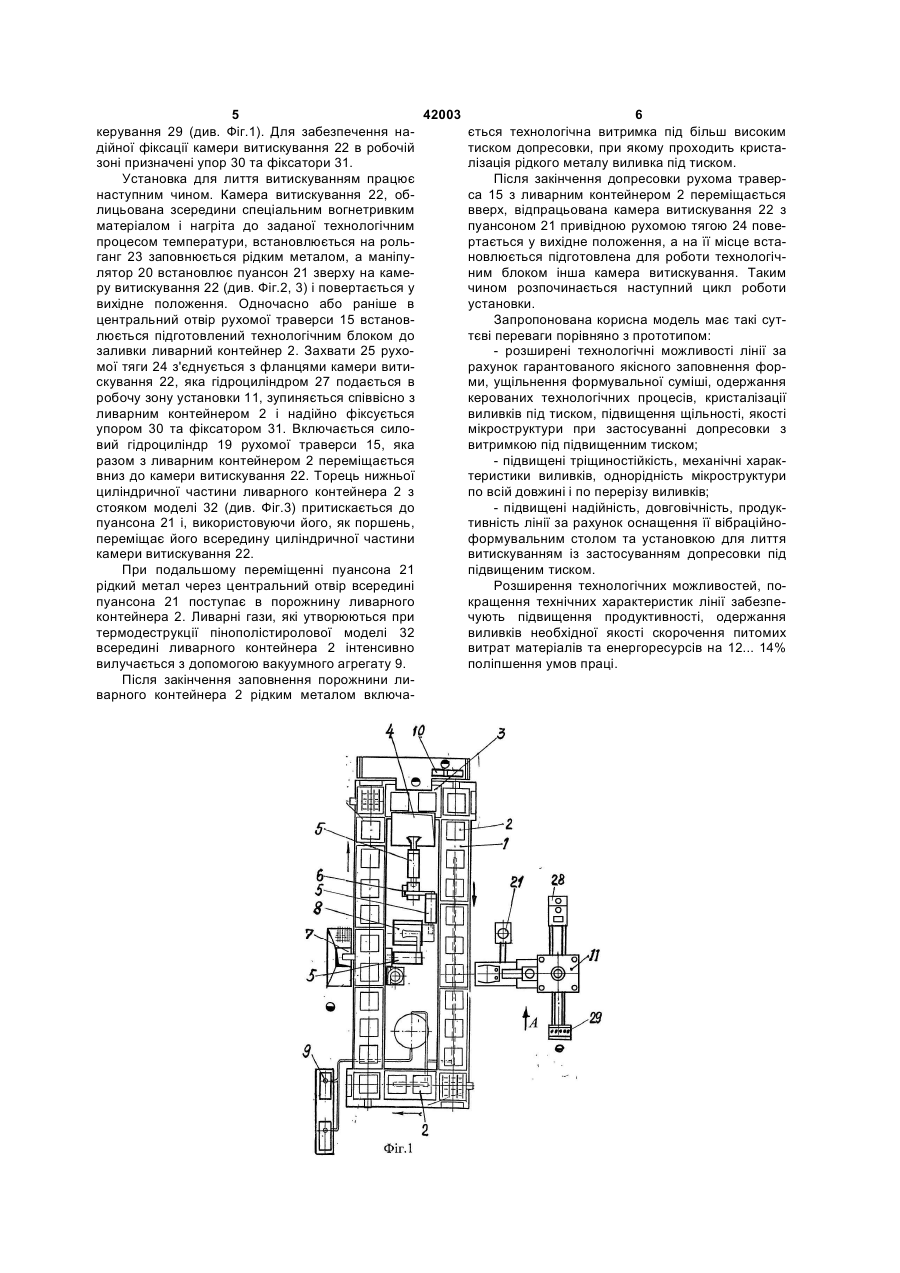
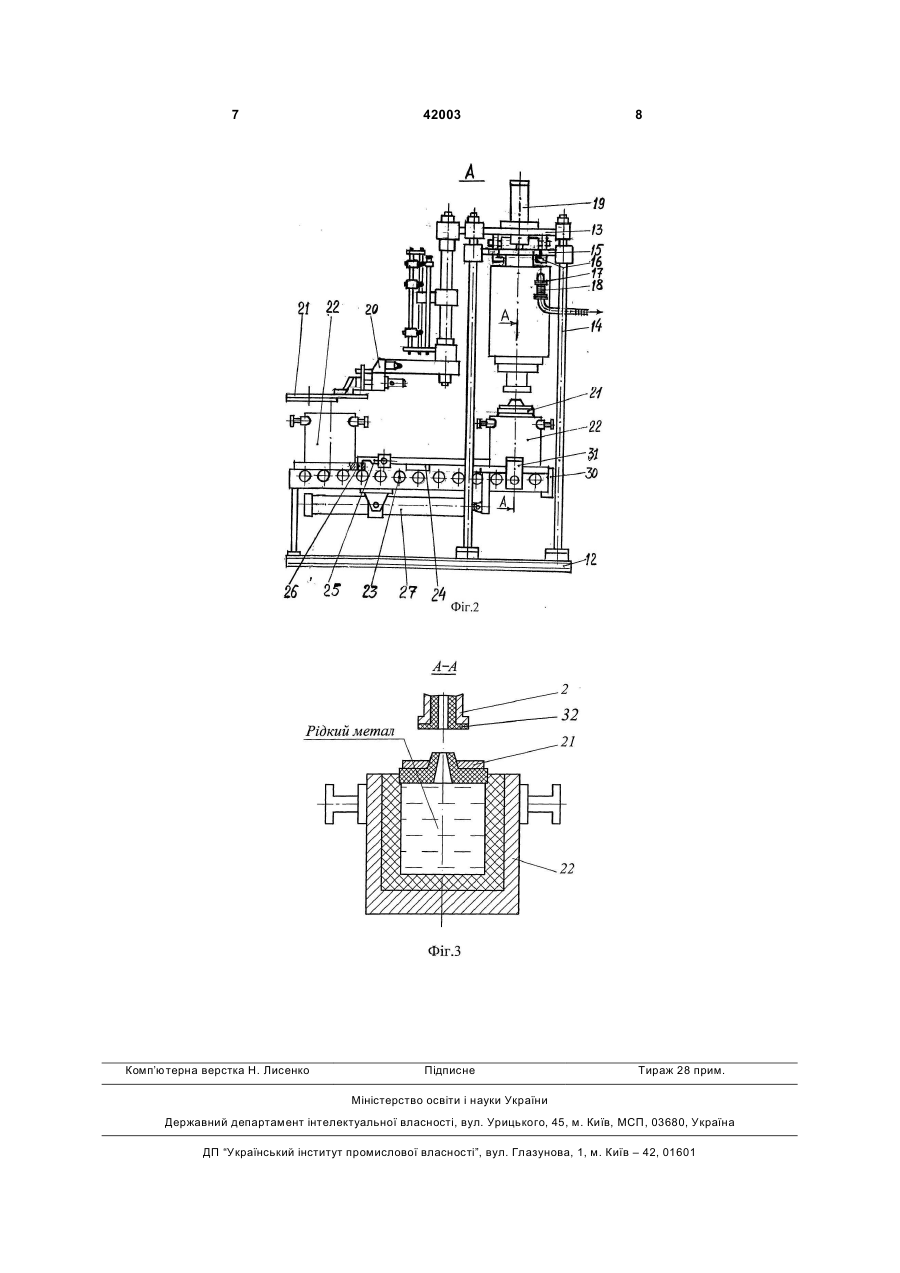
1. Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском, що містить установку для лиття витискуванням у вигляді закріплених на її металоконструкції рольганга з механізмами горизонтального переміщення та фіксації камери витискування з пуансоном; співвісно розташованих з камерою витискування механізмів 3 42003 4 но-акумуляторна станція, вакуумний агрегат та лиття витискуванням оснащена механізмом гориблок електроавтоматики збігаються з суттєвими зонтального переміщення камери витискування у ознаками корисної моделі, що заявляється. вигляді привідної рухомої тяги з захватами кінеНедоліком вищезгаданого пристрою, його матично зв'язаними з фіксаторами камери витиснедостатність для досягнення очікувального техкування. нічного результату є конструктивна складність та Суть корисної моделі полягає в оснащенні лінизька надійність, довговічність базових механізнії технологічним блоком підготовки ливарних мів, зокрема, станини з валом і приводом його контейнерів у вигляді конвеєра замкнутого контуповороту, механізмів фіксації форми і камери ру, вібраційно-формувального стола, приймальвитискування, що призводить до зупинок в робоно-накопичувального бункера, блока елеваторів, ті, зниження ремонтопридатності та інших показкласифікатора, вибивної системи, приймального ників надійності. Відсутність технологічного блока короба відпрацьованої суміші; а установки для підготовки ливарних контейнерів, у вигляді конлиття витискуванням - механізмом переміщення веєра замкнутого контуру, вібраційнокамери витискування у вигляді привідної рухомої формувального стола, приймальнотяги з захватами, кінематично зв'язаними з фікнакопичувального бункера, блока елеваторів, саторами камери витискування. класифікатора, вибивної системи, приймального Запропонована корисна модель у вигляді короба відпрацьованої суміші значно знижує проструктурної схеми лінії та її основних складових дуктивність, технологічні можливості пристрою в частин, призначених для виконання відповідних одержанні виливків необхідної якості, спеціальтехнологічних операцій схематично показано на них властивостей, підвищує питомі витрати макресленнях (див. Фіг.1...Фіг.3). На Фіг.1 показано теріалів, енергоресурсів, погіршує умови праці. головний вид зверху на обладнання лінії. На Фіг.2 В основу корисної моделі покладено задачу показано боковий вид А на установку для лиття створити лінію для лиття за моделями, що газивитискуванням та її складові частини. На Фіг.3 фікуються, з кристалізацією під тиском, надалі показаний переріз А-А по камері витискування та «лінія», шляхом оснащення її установкою для пуансону. Лінія (див. Фіг.1) структурно складаєтьлиття витискуванням з рольгангом, камерою вися з двох функціональних груп обладнання: техтискуванням, пуансонами, механізмом вертиканологічного блока для підготовки ливарних конльного переміщення рухомої траверси і ливарнотейнерів та установки для лиття витискуванням. го контейнера, механізмом горизонтального Технологічний блок підготовки ливарних контейпереміщення камери витискування у вигляді принерів (див. Фіг.1) складається з конвеєра замкнувідної рухомої тяги з захватами кінематично зв'ятого контуру 1, з розташованими на ньому ливарзаними з фіксаторами камери витискування; техними контейнерами 2; вібраційно-формувального нологічним блоком підготовки ливарних стола 3, призначеного для ущільнення формуваконтейнерів у вигляді конвеєра замкнутого контульної суміші всередині ливарних контейнерів 2, ру, вібраційно-формувального стола, приймальприймально-накопичувального бункера 4, блока но-накопичувального бункера, блока елеваторів, елеваторів 5, класифікатора 6, вибивної системи класифікатора, вибивної системи, приймального 7, приймального короба відпрацьованої суміші 8, короба відпрацьованої суміші; вакуумним агрегавакуумного агрегату 9, блока електроавтоматитом, та блоком електроавтоматики; розширити ки 10. технологічні можливості лінії за рахунок гарантоУстановка для лиття витискуванням 11 схеваного якісного заповнення форм, одержання матично показана на креслені (див. Фіг.1, 2) і керованих технологічних процесів, кристалізації складається із закріплених в нижній станині 12 та виливків під тиском, підвищення щільності, якості верхній плиті 13, чотирьох направляючих колонок мікроструктури при застосуванні допресовки з 14, по яких вверх і вниз переміщається рухома витримкою під підвищеним тиском; підвищити траверса 15, на якій змонтовано механізм фіксанадійність, довговічність, продуктивність лінії за ції 16 ливарних контейнерів 2 з патрубком 17 та рахунок застосування допресовки під підвищеним сильфоном 18 для підключення її до вакуумної тиском, одержати виливки необхідної якості, скосистеми під час заливки. На верхній плиті 13 ротити питомі витрати матеріалів та енергоресурозміщений силовий гідроциліндр 19 для перерсів, поліпшити умови праці. міщення рухомої траверси 15, а також маніпуляПоставлене завдання досягається тим, що в тор пуансонів 20, призначений для установки лінії для лиття за моделями, що газифікуються, з підготовлених пуансонів 21 на камеру витискукристалізацією під тиском, яка містить установку вання 22. На нижній станині 12 розташовані рольдля лиття витискуванням з рольгангом, камерою ганг 23, призначений для розміщення і транспорвитискування, пуансонами, механізмом вертикатування камер витискування 22; привідна рухома льного переміщення рухомої траверси і ливарнотяга 24, яка призначена для переміщення камер го контейнера; насосно-акумуляторну станцію, витискування 22 в робочу зону та в зворотному вакуумний агрегат та блок електроавтоматики, напрямку; причому захвати 25 привідної рухомої згідно з корисною моделлю лінія оснащена техтяги 24 кінематично зв'язані з фіксаторами 26 нологічним блоком підготовки ливарних контейкамери витискування 22. Для переміщення рухонерів у вигляді конвеєра замкнутого контуру, вібмої тяги 24 призначений гідроциліндр 27. Для раційно-формувального стола, приймальноподачі стисненої робочої рідини до силових гіднакопичувального бункера, блока елеваторів, роциліндрів і механізмів лінії призначена насоскласифікатора, вибивної системи, приймального но-акумуляторна станція 28 (див. Фіг.1). Для кекороба відпрацьованої суміші; а установка для рування роботою установки призначений пульт 5 42003 6 керування 29 (див. Фіг.1). Для забезпечення нається технологічна витримка під більш високим дійної фіксації камери витискування 22 в робочій тиском допресовки, при якому проходить кристазоні призначені упор 30 та фіксатори 31. лізація рідкого металу виливка під тиском. Установка для лиття витискуванням працює Після закінчення допресовки рухома травернаступним чином. Камера витискування 22, обса 15 з ливарним контейнером 2 переміщається лицьована зсередини спеціальним вогнетривким вверх, відпрацьована камера витискування 22 з матеріалом і нагріта до заданої технологічним пуансоном 21 привідною рухомою тягою 24 повепроцесом температури, встановлюється на рольртається у вихідне положення, а на її місце встаганг 23 заповнюється рідким металом, а маніпуновлюється підготовлена для роботи технологічлятор 20 встановлює пуансон 21 зверху на каменим блоком інша камера витискування. Таким ру витискування 22 (див. Фіг.2, 3) і повертається у чином розпочинається наступний цикл роботи вихідне положення. Одночасно або раніше в установки. центральний отвір рухомої траверси 15 встановЗапропонована корисна модель має такі сутлюється підготовлений технологічним блоком до тєві переваги порівняно з прототипом: заливки ливарний контейнер 2. Захвати 25 рухо- розширені технологічні можливості лінії за мої тяги 24 з'єднується з фланцями камери витирахунок гарантованого якісного заповнення форскування 22, яка гідроциліндром 27 подається в ми, ущільнення формувальної суміші, одержання робочу зону установки 11, зупиняється співвісно з керованих технологічних процесів, кристалізації ливарним контейнером 2 і надійно фіксується виливків під тиском, підвищення щільності, якості упором 30 та фіксатором 31. Включається силомікроструктури при застосуванні допресовки з вий гідроциліндр 19 рухомої траверси 15, яка витримкою під підвищенним тиском; разом з ливарним контейнером 2 переміщається - підвищені тріщиностійкість, механічні хараквниз до камери витискування 22. Торець нижньої теристики виливків, однорідність мікроструктури циліндричної частини ливарного контейнера 2 з по всій довжині і по перерізу виливків; стояком моделі 32 (див. Фіг.3) притискається до - підвищені надійність, довговічність, продукпуансона 21 і, використовуючи його, як поршень, тивність лінії за рахунок оснащення її вібраційнопереміщає його всередину циліндричної частини формувальним столом та установкою для лиття камери витискування 22. витискуванням із застосуванням допресовки під При подальшому переміщенні пуансона 21 підвищеним тиском. рідкий метал через центральний отвір всередині Розширення технологічних можливостей, попуансона 21 поступає в порожнину ливарного кращення технічних характеристик лінії забезпеконтейнера 2. Ливарні гази, які утворюються при чують підвищення продуктивності, одержання термодеструкції пінополістиролової моделі 32 виливків необхідної якості скорочення питомих всередині ливарного контейнера 2 інтенсивно витрат матеріалів та енергоресурсів на 12... 14% вилучається з допомогою вакуумного агрегату 9. поліпшення умов праці. Після закінчення заповнення порожнини ливарного контейнера 2 рідким металом включа 7 Комп’ютерна верстка Н. Лиcенко 42003 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for lost foam casting with crystallization under pressure
Автори англійськоюShynskyi Ihor Olehovych, Shynskyi Oleh Yosypovych, Karychkovskyi Petro Mykytovych, Pelikan Oleh Anatoliiovych, Boliukh Vitalii Anatoliiovych
Назва патенту російськоюЛиния для литья по газифицируемым моделям с кристаллизацией под давлением
Автори російськоюШинский Игорь Олегович, Шинский Олег Иосифович, Каричковский Петр Никитич, Пеликан Олег Анатольевич, Болюх Виталий Анатольевич
МПК / Мітки
МПК: B22D 18/00, B22D 27/00
Мітки: лиття, кристалізацією, тиском, моделями, газифікуються, лінія
Код посилання
<a href="https://ua.patents.su/4-42003-liniya-dlya-littya-za-modelyami-shho-gazifikuyutsya-z-kristalizaciehyu-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Лінія для лиття за моделями, що газифікуються, з кристалізацією під тиском</a>
Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Черненко Надія Георгієвна, Каранік Юрій Аполінарійович, Шульга Василь Тимофійович, Шинський Олег Йосипович, Валігура Анатолій Іванович, Сінчугов Олександр Юр'євич, Лозенко Віктор Іванович
МПК: B22D 18/06, B22D 18/00
Мітки: виготовлення, устаткування, моделями, кристалізацією, тиском, газифікуються, виливків
Формула / Реферат:
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем,...
Протипригарне покриття для лиття за моделями, що газифікуються
Номер патенту: 58824
Опубліковано: 15.08.2003
Автори: Шинський Олег Йосипович, Гончаренко Юлія Анатоліївна, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 3/00
Мітки: покриття, протипригарне, газифікуються, моделями, лиття
Формула / Реферат:
Протипригарне покриття для лиття за моделями, що газифікуються, включає вогнетривкий наповнювач, стабілізатор, зв'язуюче, воду, яке відрізняється тим, що додатково вводять альгінат натрію при наступному співвідношенні компонентів, об. % : пірофіліт 30-50 декстрин кислотний 10-20 бентоніт 10-20 альгінат натрію ...
Пристрій для лиття видавлюванням з кристалізацією під тиском
Номер патенту: 67886
Опубліковано: 15.07.2004
Автори: Шульга Василь Тимофійович, Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Тарасевич Микола Іванович, Шинський Олег Йосипович
МПК: B22D 18/00
Мітки: пристрій, лиття, тиском, видавлюванням, кристалізацією
Формула / Реферат:
Пристрій для лиття видавлюванням з кристалізацією під тиском, що включає станину з валом і приводом його повороту, закріплену на валу опорну плиту з контейнером, рухому плиту з камерою видавлювання, механізм вертикального переміщення рухомої плити і механізми фіксації контейнера, і камери видавлювання, який відрізняється тим, що футерівка пуансона контейнера виконана таким чином, що навколо ливникового каналу утворюється обмежувальне кільце...
Спосіб лиття за моделями, що газифікуються
Номер патенту: 67906
Опубліковано: 10.09.2007
Автори: Шульга Василь Тимофійович, Шинський Олег Йосипович, Яковишин Олег Анатолійович, Вишнякова Людмила Петрівна, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: спосіб, моделями, лиття, газифікуються
Формула / Реферат:
1. Спосіб лиття за моделями, що газифікуються, який включає гравітаційну заливку з верхнім підведенням металу через ливникову систему до внутрішнього об'єму ливарної форми з відведенням газових продуктів термодеструкції моделі за допомогою газовивідних трубок, встановлених на модельному блоці, який відрізняється тим, що основи газовідвідних трубок з'єднані боковими наколами в модельному блоці з точкою, яка розміщена на вертикальній лінії,...
Протипригарне покриття для лиття за моделями, що газифікуються
Номер патенту: 31134
Опубліковано: 25.03.2008
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Ліпецька Юлія Анатоліївна, Яковишин Олег Анатолійович, Каричковський Петро Микитович, Шинський Олег Йосипович
МПК: B22C 3/00
Мітки: моделями, газифікуються, лиття, протипригарне, покриття
Формула / Реферат:
Протипригарне покриття для лиття за моделями, що газифікуються, що включає як вогнетривкий наповнювач пірофіліт, як стабілізатор альгінат натрію, як зв'язуюче декстрин кислотний і бентоніт, воду, яке відрізняється тим, що додатково вводять перліт при наступному співвідношенні компонентів, об. %: пірофіліт 15¸25 перліт 15¸25 декстрин кислотний ...
Попередній патент: Ультразвуковий активатор-змішувач
Наступний патент: Спосіб покращення обдування задньої частини автобуса
Випадковий патент: Кобура для пістолета