Роторний пристрій для обкатки трубчатих заготівок
Номер патенту: 76611
Опубліковано: 10.01.2013
Автори: Афанасьєва Маргарита Анатоліївна, Луговська Олена Анатоліївна, Меженська Анна Миколаївна





Формула / Реферат
Роторний пристрій для обкатки трубчатих заготівок, що містить робочий барабан з шпинделями, встановлений в підшипниковому вузлі на приводному валу, привод обертання робочого барабана і механізм завантаження, який відрізняється тим, що він оснащений другим робочим барабаном зі шпинделями, механізмом завантаження і приводом його обертання, встановленим симетрично першому в підшипниковому вузлі на приводному валу, двома втулками, що охоплюють кожен з підшипникових вузлів приводних валів робочих барабанів, двома консолями, виконаними як одне ціле з втулками, двома обмежувачами, жорстко закріпленими на станині з завантажувального боку робочих барабанів, замкнутим ланцюговим конвеєром, змонтованим між робочими барабанами перпендикулярно осі обкатки, при цьому механізм завантаження кожного робочого барабана виконаний у вигляді підпружиненого живильника, шарнірно закріпленого на консолі, і штовхача, жорстко закріпленого на живильнику і виконаного у вигляді двоштокового циліндра, один зі штоків якого встановлений з можливістю взаємодії з обмежувачем, пристрій забезпечений приладом нагріву, виконаним у вигляді індуктора, встановленого на живильнику симетрично відносно його подовжньої осі з можливістю спільного переміщення, при цьому живильник виконаний з термостійкого діелектричного матеріалу.
Текст
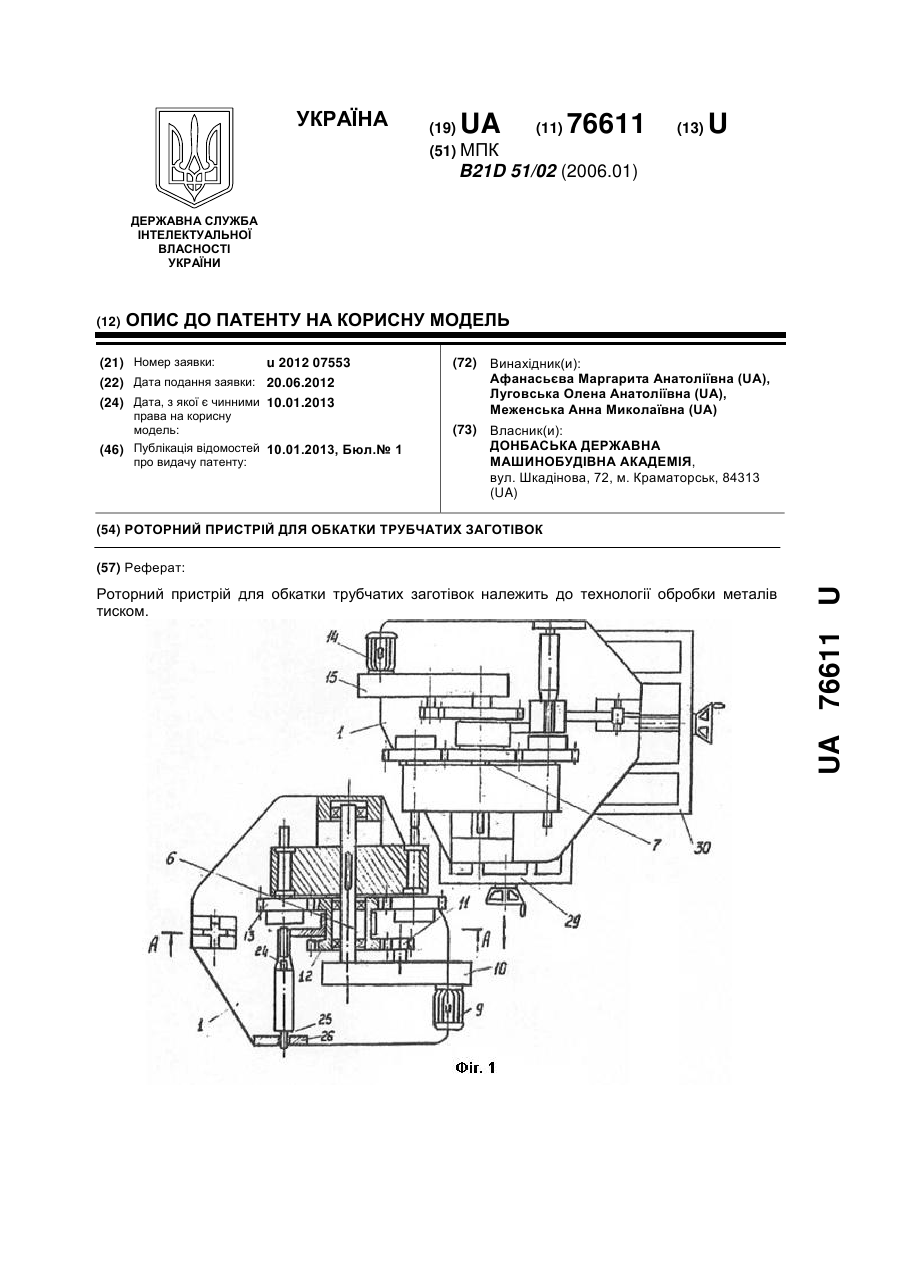
Реферат: UA 76611 U UA 76611 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском, а саме до роторних машин, призначених для ротаційної обкатки трубчатих заготівок. Відома машина для обкатки циліндричних заготівок, що містить змонтовані на станині барабани з трубчатими заготівками, між якими встановлено формуючий інструмент для обкатки заготівок [а.с. СРСР №677792, кл. B21D 51/02; В21Н 5/00, опубл. 5.08.79, бюл. № 29]. Найбільш близьким аналогом пристрою, що заявляється вибраним як прототип, є роторний пристрій для обкатки трубчатих заготівок, що містить робочий барабан зі шпинделями, які виконанні у вигляді наскрізних цангових затискачів, встановлений в підшипниковому вузлі на приводному валу, привод обертання робочого барабана: механізм завантаження трубчатих заготівок, а також закріплений на станині формуючий інструмент та розвантажувальний механізм [а.с. СРСР №554048. кл. B21D 51/02; B23Q 41/08, опубл. 15.04.77, бюл. № 14]. Загальними суттєвими ознаками відомого та пристрою, що заявляється, є робочий барабан зі шпинделями, встановлений в підшипниковому вузлі на приводному валу, привод обертання робочого барабана і механізм завантаження робочого барабана заготівками. При роботі відомого роторного пристрою для обкатки трубчатих заготівок спеціальним деформуючим інструментом можливе виготування виробів тільки конкретної конфігурації, яка залежить від профілю інструмента. Таким чином технологічні можливості процесу обмежуються. Продуктивність процесу обкатки теж обмежується взаємодією цих складових. Крім того, у відомому приладі не забезпечується рівномірний стабільний нагрів кінців заготівок безпосередньо перед обкаткою, що знижує якість виробів, що виготовляються. В основу корисної моделі поставлено задачу вдосконалення відомого пристрою для обкатки трубчатих заготівок, за рахунок деформуючих заготівок, які обертаються в шпинделях першого робочого барабана, використовують трубчаті заготівки, які обертаються в шпинделях другого робочого барабана. За рахунок нього збільшується продуктивність процесу обкатки і знижується металоємність пристрою, тому, що в ньому відсутні спеціальний деформуючий інструмент та механізм його кріплення до станини. Один із робочих барабанів забезпечений механізмом його осьового і подовжнього переміщення. За рахунок цього з'являються можливості виготовлення виробів різноманітного профілю (плоских, сферичних, еліпсоїдних герметичних та негерметичних днищ, конусів та ін.). Таким чином розширюються технологічні можливості процесу обкатки. Крім того, за рахунок забезпечення стабільного і рівномірного нагріву кінців заготівок безпосередньо перед обкаткою за допомогою індуктора, встановленого на живильнику з заготівками симетрично відносно його подовжньої осі з можливістю спільного їх переміщення, підвищується якість виробів. Поставлена задача вирішується тим, що роторний пристрій для обкатки трубчатих заготівок, вміщує шпиндельні барабани, в які завантажують трубчаті заготівки, що обертаються, один з яких оснащений механізмом осьового і подовжнього переміщення та приводом обертання заготівки. Другий робочий барабан встановлено симетрично першому в підшипниковому вузлі на приводному валу. В обох барабанах є втулки, що охоплюють кожен з підшипникових вузлів приводних валів робочих барабанів, дві консолі, виконані як одне ціле з втулками, два обмежувачі, жорстко закріплених на станині з завантажувального боку робочих барабанів та замкнутий ланцюговий конвеєр, змонтований між робочими барабанами перпендикулярно осі обкатки, при цьому механізм завантаження кожного робочого барабана виконаний у вигляді підпружиненого живильника, шарнірно закріпленого на консолі, і штовхача, жорстко закріпленого на живильнику і виконаного у вигляді двоштокового циліндра, один з штоків якого встановлений з можливістю взаємодії з обмежувачем. Роторний пристрій забезпечений приладом нагріву, виконаним у вигляді індуктора, встановленого на живильнику симетрично відносно його подовжньої осі з можливістю спільного переміщення, при цьому живильник виконаний з термостійкого діелектричного матеріалу. Запропонована конструкція забезпечує зниження металоємності і підвищення продуктивності процесу обкатки трубчатих заготівок за рахунок того, що замість спеціального інструмента, деформуючого заготівки, які обертаються в шпинделях першого робочого барабана, використовують трубчаті заготівки, які обертаються в шпинделях другого робочого барабана, тому продуктивність збільшується вдвічі, причому за рахунок того, що другий робочий барабан забезпечений механізмом його осьового і подовжнього переміщення, розширюються технологічні можливості процесу обкатки тому, що конфігурація готових виробів знаходиться у прямій і жорсткій залежності від розташування заготівок у просторі при їх взаємному деформуванні. Підвищення якості виробів забезпечується спеціальним приладом нагріву, виконаним у вигляді індуктора, встановленого на живильнику заготівок з можливістю 1 UA 76611 U 5 10 15 20 25 30 35 40 45 50 55 спільного переміщення, за рахунок чого забезпечується стабільний і рівномірний нагрів кінців заготівок безпосередньо перед обкаткою. Суть пропонованої корисної моделі пояснюється кресленнями на яких зображено: на фіг. 1 - загальний вигляд роторного пристрою для обкатки трубчатих заготівок; на фіг. 2 - переріз по А-А. Роторний пристрій для обкатки трубчатих заготівок містить станину 1, на якій встановлені кронштейни 2 і 3, на яких змонтовані робочі барабани 4 і 5. Барабани жорстко пов'язані з горизонтально розташованими приводними валами 6 і 7 і несуть на собі декілька шпинделів 8, виконаних у вигляді наскрізних цангових затискачів. Шпинделі 8 барабана 4 отримують обертальний рух від двигуна 9 через редуктор 10 за допомогою шестірні 11, зубчастого колеса 12 і шестірні 13. Барабан 4 отримує обертальний рух від двигуна 9 через редуктор 10 і приводний вал 6, що виходить з нього. Передачу обертального руху на шпиндельний барабан 5 і його шпинделі здійснюють аналогічним чином від двигуна 14 через редуктор 15. На станині 1 жорстко змонтований кронштейн 16, шарнірно зв'язаний за допомогою тяги 17 із завантажувальною лійкою 18 живильника 19 заготівок для барабана 4. Тяга 17 підпружинена відносно кронштейна 16 пружиною 20. Живильник 19 шарнірно встановлений на консолі 21, яка за допомогою втулки 22 охоплює підшипник 23, розташований на валу 6. Живильник 19 виготовлений з термостійкого діелектрика і жорстко зв'язаний з штовхачем заготівок, виконаним у вигляді двоштокового гідроциліндра, один шток якого є штовхачем 24 заготівок, а інший шток 25 взаємодіє з обмежувачем 26, встановленим на станині 1. На станині також встановлений замкнутий ланцюговий конвеєр для прийому обкатаних заготівок (на фіг. 1 та 2 не показаний). На живильнику 19 симетрично відносно його подовжньої осі закріплений овальний індуктор 27 (фіг.2) у вигляді петлі, який встановлено з можливістю переміщення разом з живильником 19. Є також транспортуючий пристрій (ланцюговий конвеєр) 28 для подачі заготівок у воронку 18 і живильник 19. Завантажувально-розвантажувальний пристрій барабана 5 виконано аналогічним чином і містить ті ж складові елементи. Шпиндельний барабан 5 забезпечений також механізмами осьового 29 і радіального 30 зсувів відносно барабана 4. Роторний пристрій працює таким чином. Заготівки подають замкнутим ланцюговим конвеєром 28 в завантажувальну лійку 18 живильника барабана 4 і укладають в накопичувачі. Одночасно і аналогічно накопичуються заготівки в живильнику шпиндельного барабана 5, переміщаючись від свого транспортуючого пристрою. Можливі перекоси заготівок в накопичувачі усувають шляхом періодичного струшування живильника при його поверненні у вихідне положення. Тут же здійснюють нагрів кінців заготівок за допомогою овального індуктора 27, що охоплює живильник із заготівками. Вихідне положення живильника - крайнє нижнє положення на кресленні (фіг. 2) При обертанні барабана 4 шпинделі 8 по черзі встановлюються таким чином, що вісь шпинделя поєднується з віссю заготівки, що знаходиться в живильнику і належить завантаженню, а також з віссю штовхача 24 заготівок. У цей момент спрацьовує гідроциліндр і його шток-штовхач 24 рухається, заштовхуючи заготівку з накопичувача в цанговий затискач шпинделя 8 барабана 4. При цьому цанговий затискач розмикається, що дозволяє за допомогою заготівки, що подається, виштовхнути виріб обкату, що знаходиться в затискачі, у вічко замкнутого ланцюгового конвеєра, що відводить заготівки від пристрою (на кресленні не показаний). Одночасно шток 25 гідроциліндра виходить з контакту з обмежувачем 26, що дозволяє живильнику 19 спільно зі штовхачем вільно повертатися разом з барабаном 4 довкола вала 6 до закінчення процесу подачі заготівки в шпиндель і виходу штовхача 24 зі шпинделя. Це положення живильника показане на фіг. 2 пунктиром. У момент виходу штовхача 24 з шпинделя живильник 19 під дією пружини 20 повертається у вихідне положення і, при подальшому русі поршня фіксується в крайньому нижньому положенні обмежувачем 26. Таким чином завершується цикл подачі заготівки в шпиндель барабана з попереднім нагрівом останньої безпосередньо перед фіксацією заготівки цанговим затискачем шпинделя. При підході наступного шпинделя 8 барабана 4 до вихідної позиції живильника 19 цикл виштовхування готового виробу і установки нової заготівки повторюються. Завантаження заготівок в шпинделі барабана 5 здійснюють аналогічним чином за допомогою ідентичного завантажувально-розвантажувального пристрою. 2 UA 76611 U 5 10 15 20 25 30 35 40 Заготівки, затиснуті в цангових затискачах шпинделів 8 барабанів 4 і 5, переміщаючись по кругових траєкторіях довкола відповідних валів 6 і 7 і обертаючись в шпинделях довкола власної осі (рух передається на барабан 4 від двигуна 9 через редуктор 10, зубчасту пару 11, 12 і шестірню 13, пов'язану зі шпинделем; на барабані 5 аналогічно - від двигуна 14 через редуктор 15), входять в контакт одна з одною та відбувається взаємна безінструментальна обкатка заготівок до заданої форми. Конфігурація готових виробів залежить від взаємного розташування заготівок в просторі, регулювання цих налаштовувальних характеристик забезпечують механізми осьового 29 і радіального 30 зсувів барабана 5 (фіг. 1). Так при необхідності здобуття плоских герметичних і негерметичних днищ барабани 4 і 5 мають бути встановлені так, щоб при взаємній обкатці заготівок відбувалося поєднання їх подовжніх осей. При необхідності виготовлення конусів заготівки переміщають тангенціально одну відносно іншої, що забезпечується налагодження попереднім зсувом барабана 5 в радіальному напрямі за допомогою механізму 30. Довжина контакту заготівок уздовж їх подовжньої осі задається попередньою установкою потрібного зсуву в подовжньому напрямі за допомогою механізму 29 осьового зсуву барабана 5. Пропонована конструкція роторного пристрою для обкатки трубчатих заготівок має менші габарити в порівнянні з відомими пристроями. Пристрій дозволяє збільшити продуктивність процесу шляхом одночасної взаємної обкатки декількох заготівок без інструменту, підвищити якість виробів, що виготовляються, за рахунок забезпечення стабільного і рівномірного нагріву кінців заготівок безпосередньо перед обкаткою, а також розширити технологічні можливості пристрою за рахунок регулювання настроювальних характеристик процесу за допомогою механізмів осьового і радіального зсуву одного з барабанів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Роторний пристрій для обкатки трубчатих заготівок, що містить робочий барабан з шпинделями, встановлений в підшипниковому вузлі на приводному валу, привод обертання робочого барабана і механізм завантаження, який відрізняється тим, що він оснащений другим робочим барабаном зі шпинделями, механізмом завантаження і приводом його обертання, встановленим симетрично першому в підшипниковому вузлі на приводному валу, двома втулками, що охоплюють кожен з підшипникових вузлів приводних валів робочих барабанів, двома консолями, виконаними як одне ціле з втулками, двома обмежувачами, жорстко закріпленими на станині з завантажувального боку робочих барабанів, замкнутим ланцюговим конвеєром, змонтованим між робочими барабанами перпендикулярно осі обкатки, при цьому механізм завантаження кожного робочого барабана виконаний у вигляді підпружиненого живильника, шарнірно закріпленого на консолі, і штовхача, жорстко закріпленого на живильнику і виконаного у вигляді двоштокового циліндра, один зі штоків якого встановлений з можливістю взаємодії з обмежувачем, пристрій забезпечений приладом нагріву, виконаним у вигляді індуктора, встановленого на живильнику симетрично відносно його подовжньої осі з можливістю спільного переміщення, при цьому живильник виконаний з термостійкого діелектричного матеріалу. 3 UA 76611 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary device for running tubular billets
Автори англійськоюAfanasieva Marharyta Anatoliivna, Luhovska Olena Anatoliivna, Mezhenska Anna Mykolaivna
Назва патенту російськоюРоторное устройство для обкатки трубчатых заготовок
Автори російськоюАфанасьева Маргарита Анатольевна, Луговская Елена Анатольевна, Меженская Анна Николаевна
МПК / Мітки
МПК: B21D 51/02
Мітки: пристрій, заготівок, трубчатих, обкатки, роторний
Код посилання
<a href="https://ua.patents.su/6-76611-rotornijj-pristrijj-dlya-obkatki-trubchatikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Роторний пристрій для обкатки трубчатих заготівок</a>
Спосіб обкатки трубчатих заготівок з нагрівом завдяки силам тертя
Номер патенту: 59139
Опубліковано: 10.05.2011
Автори: Роганов Лев Леонідович, Пиц Євген Ярославич, Пиц Володимир Ярославович, Пиц Ярослав Євгенович
МПК: B21D 22/00
Мітки: завдяки, спосіб, обкатки, нагрівом, трубчатих, силам, заготівок, тертя
Формула / Реферат:
Спосіб для обкатки трубчатих заготівок з нагрівом завдяки силам тертя, у якому заготівка нагрівається одночасно з деформуванням, який відрізняється тим, що нагрів заготівки ведеться виключно завдяки силам тертя, виникаючим під час виконання процесу, при контакті спеціального фрикційного та додаткового деформуючого інструменту з заготівкою до температури кування, з попереднім деформуванням заготівки до конічної або сферичної форми на...
Роторна машина для ротаційного обтискування кінців трубчатих заготівок
Номер патенту: 55663
Опубліковано: 27.12.2010
Автори: Пиц Євген Ярославич, Пиц Володимир Ярославич, Роганов Лев Леонідович, Пиц Ярослав Євгенович
МПК: B21D 22/08
Мітки: роторна, ротаційного, машина, заготівок, трубчатих, обтискування, кінців
Формула / Реферат:
Машина для ротаційного обтискування кінців трубчатих заготівок, яка містить станину, завантажувальний пристрій, контактні елементи, що деформують трубчату заготівку до отримання вихідної деталі, які зігнуто по траєкторії транспортування заготівки та оснащено овальними отворами з пружинами, яка відрізняється тим, що технологічний простір роторної машини для ротаційного обтискування кінців трубчатих заготівок поділено на дві, розташовані по...
Фрикційний інструмент для ротаційного обтискування кінців трубчатих заготівок
Номер патенту: 75950
Опубліковано: 25.12.2012
Автори: Пиц Євген Ярославич, Пиц Володимир Ярославич, Пиц Ярослав Євгенович, Роганов Лев Леонідович
МПК: B21D 22/08
Мітки: кінців, трубчатих, заготівок, інструмент, фрикційний, обтискування, ротаційного
Формула / Реферат:
Інструмент для ротаційного обтискування кінців трубчатих заготівок, що містить деформуючу поверхню тертя, який відрізняється тим, що інструмент виготовлено з фрикційного матеріалу двостороннім та двосекційним, при цьому перша секція виготовлена таким чином, щоб заготівка, яку деформують, приймала перехідну форму (конічну або сферичну), друга секція має таку форму, щоб на виході заготівка приймала форму відповідно до виробів, які...
Пристрій для відрізання трубчатих заготівок
Номер патенту: 5978
Опубліковано: 29.12.1994
Автор: Клод Фюміньє
МПК: B23D 21/00
Мітки: пристрій, відрізання, трубчатих, заготівок
Формула / Реферат:
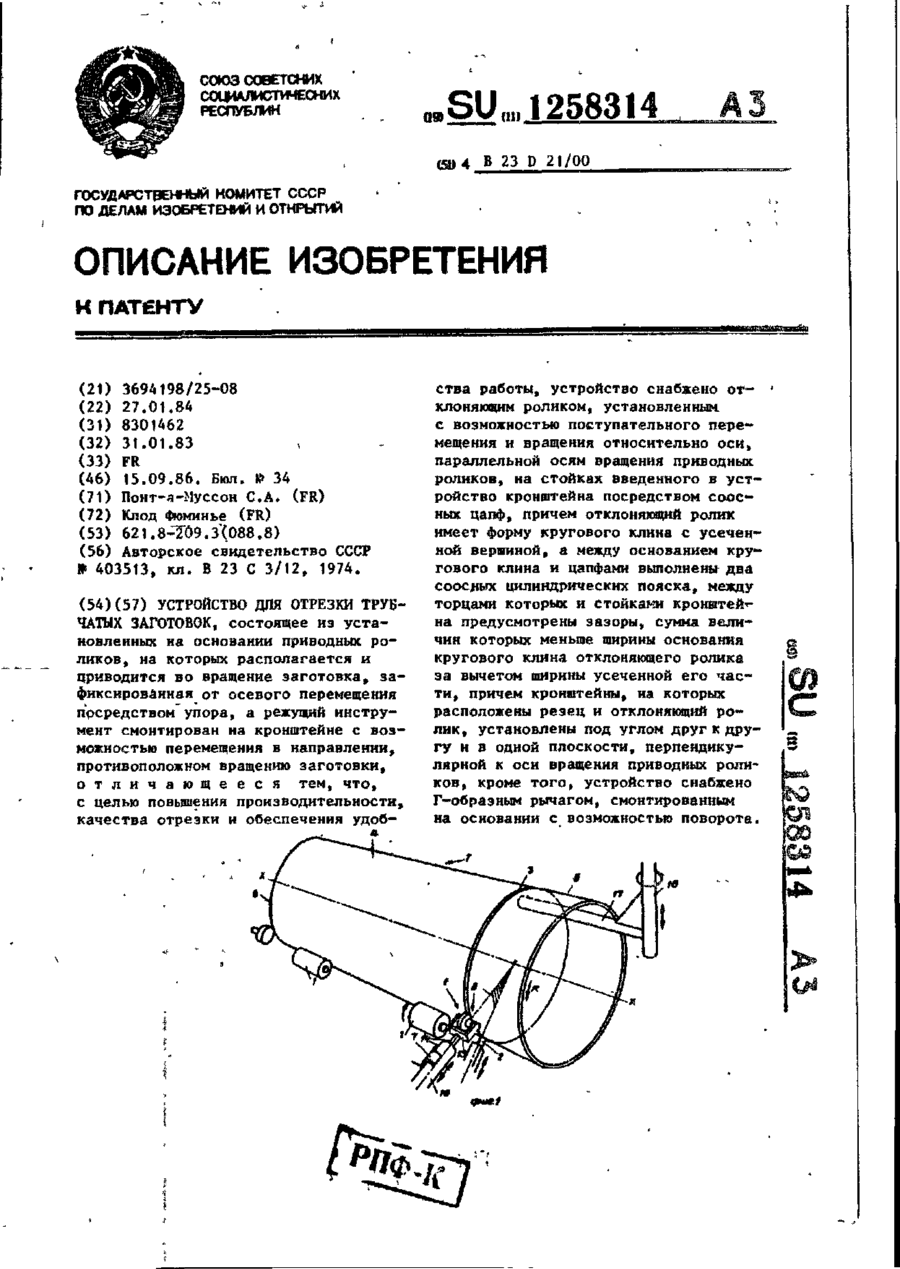
Устройство для отрезки трубчатых заготовок, состоящее из установленных на основании приводных роликов, на которых располагается и приводится во вращение заготовка, зафиксированная от осевого перемещения посредством упора, а режущий инструмент смонтирован на кронштейне с возможностью перемещения в направлении, противоположном вращению заготовки, отличающееся тем, что, с целью повышения производительности, качества отрезки и обеспечения...
Пристрій для мікроподач заготівок при шліфуванні
Номер патенту: 61632
Опубліковано: 25.07.2011
Автори: Голубов Микола Васильович, Чвала Ілля Олексійович, Горобець Ігор Олексійович
МПК: B24B 7/00
Мітки: мікроподач, пристрій, шліфуванні, заготівок
Формула / Реферат:
Пристрій для мікроподач заготівок при шліфуванні, що включає основу, на якій встановлені напрямні, верхню плиту, п'єзоелектричні елементи, який відрізняється тим, що додатково оснащений виконавчим органом, що має сферичну форму та встановлений з можливістю контакту по конічній поверхні верхньої плити, п'єзоелектричні елементи розташовані в напрямних, причому осі напрямних та п'єзоелектричних елементів паралельні.
Попередній патент: Теплова система
Наступний патент: Полірувальна машина сипких матеріалів
Випадковий патент: Спосіб подачі інформації в мережі інтернет про хід будівництва житлового будинку