Спосіб фізичного моделювання процесів деформування безперервнолитих зливків в рідкотвердому стані
Номер патенту: 77236
Опубліковано: 15.11.2006
Автори: Воробйов Олександр Олександрович, Передерєєв Віталій Володимирович, Григор'єв Михайло Володимирович, Скляр Віталій Олександрович, Смирнов Євген Миколайович, Зуб Вадим Вікторович, Моцний Віталій Валерійович
Формула / Реферат
Спосіб фізичного моделювання процесів деформування безперервнолитих зливків у рідкотвердому стані, який включає формування еквівалентного співвідношення між опором деформуванню внутрішніх і поверхневих шарів кірки, що закристалізувалася, ![]() , у модельній і натурній заготовках, а також наступне деформування в привідних або по привідних валках, який відрізняється тим, що формування температурного градієнта в перерізі кірки, що закристалізувалася, здійснюють за рахунок одночасного охолодження зовнішньої і нагрівання внутрішньої поверхонь порожнистого зразка з інтенсивністю від 35 до 250 Вт/м2 К.
, у модельній і натурній заготовках, а також наступне деформування в привідних або по привідних валках, який відрізняється тим, що формування температурного градієнта в перерізі кірки, що закристалізувалася, здійснюють за рахунок одночасного охолодження зовнішньої і нагрівання внутрішньої поверхонь порожнистого зразка з інтенсивністю від 35 до 250 Вт/м2 К.
Текст
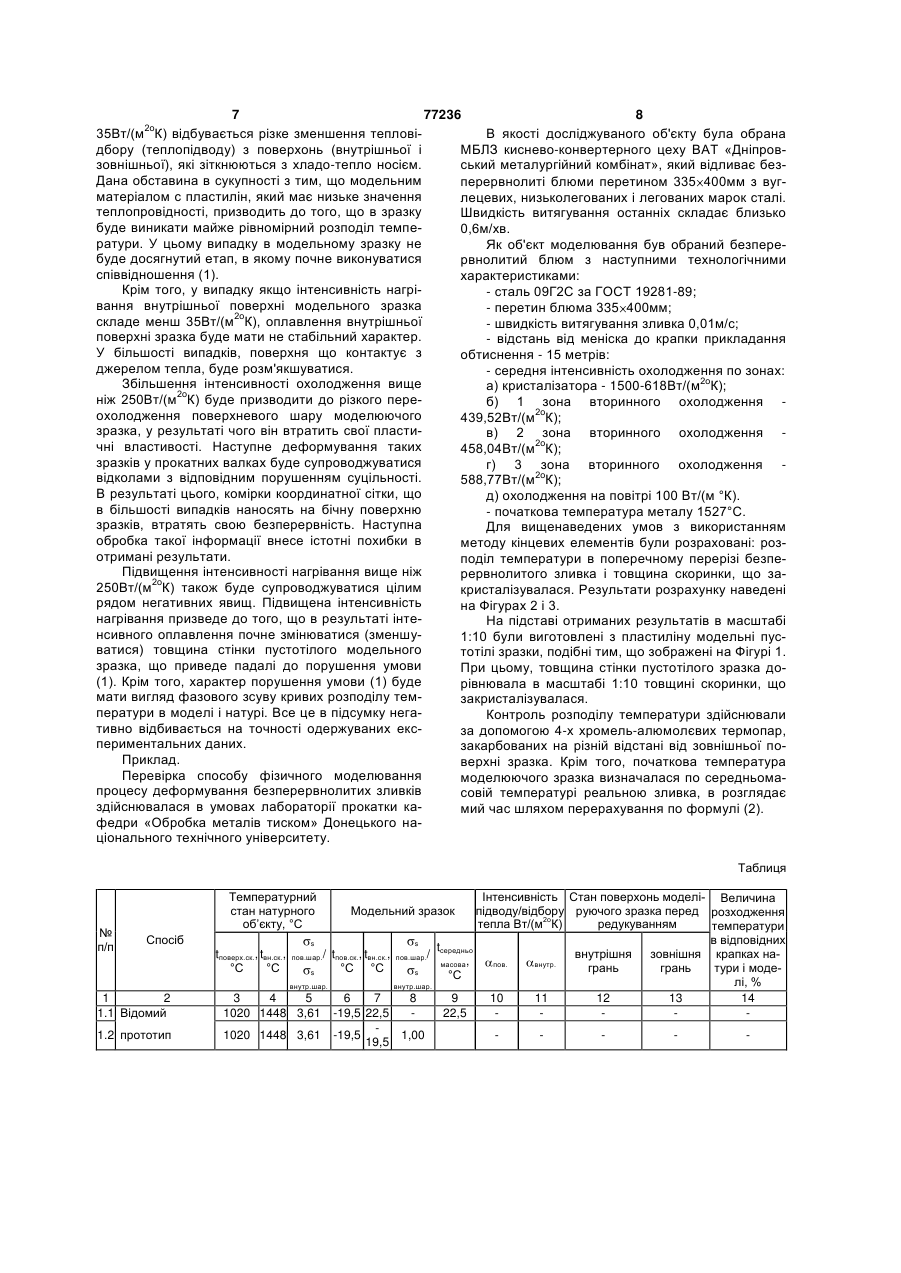
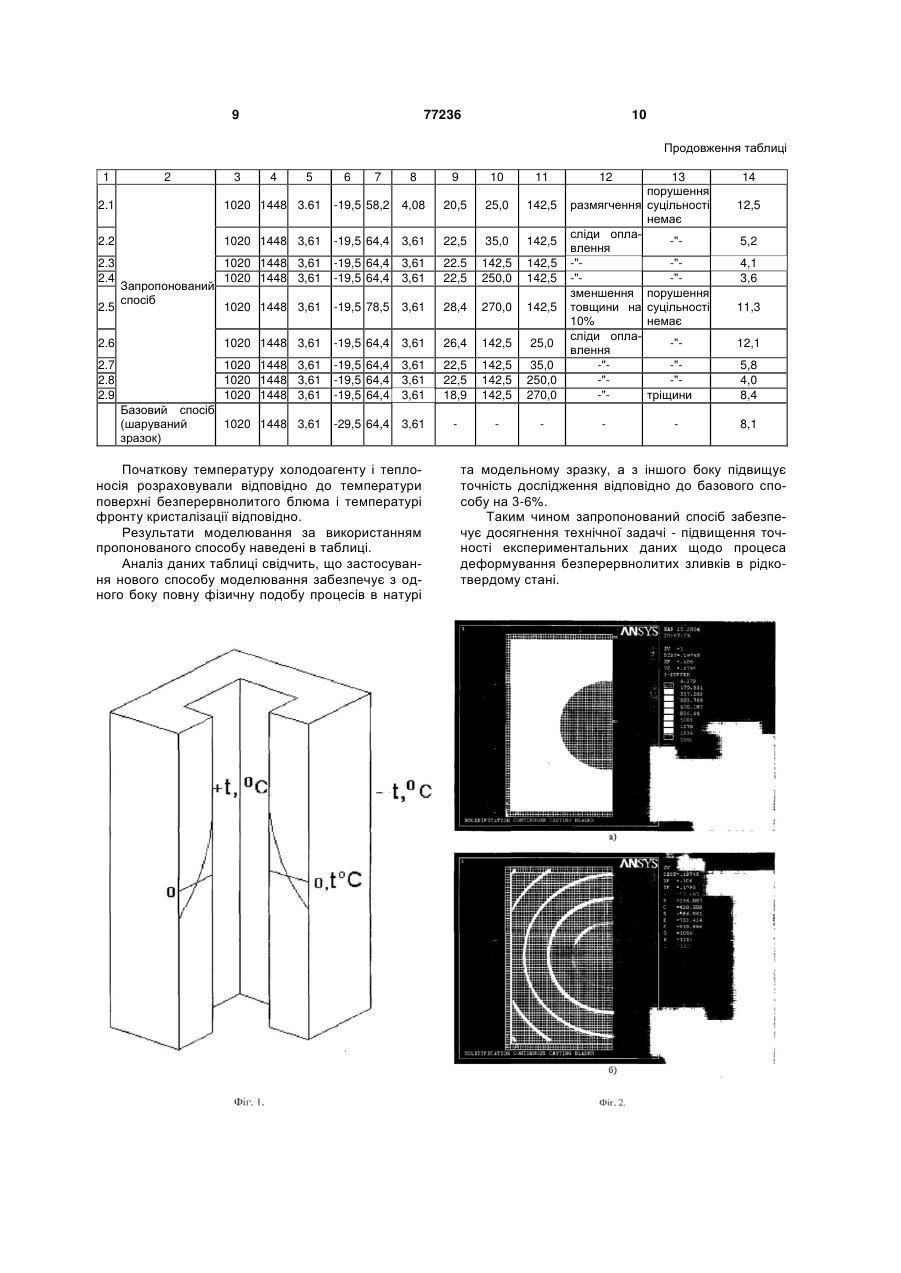
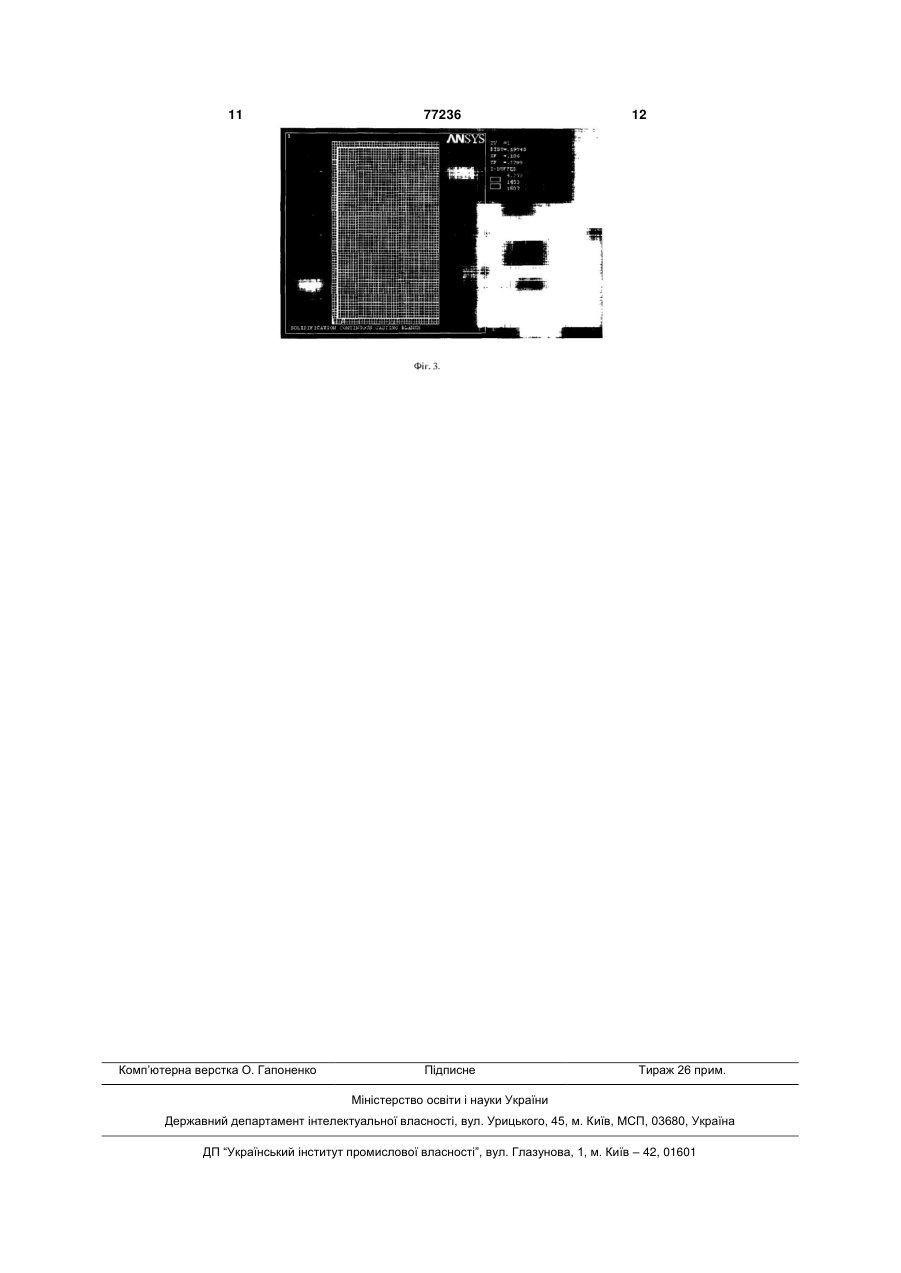
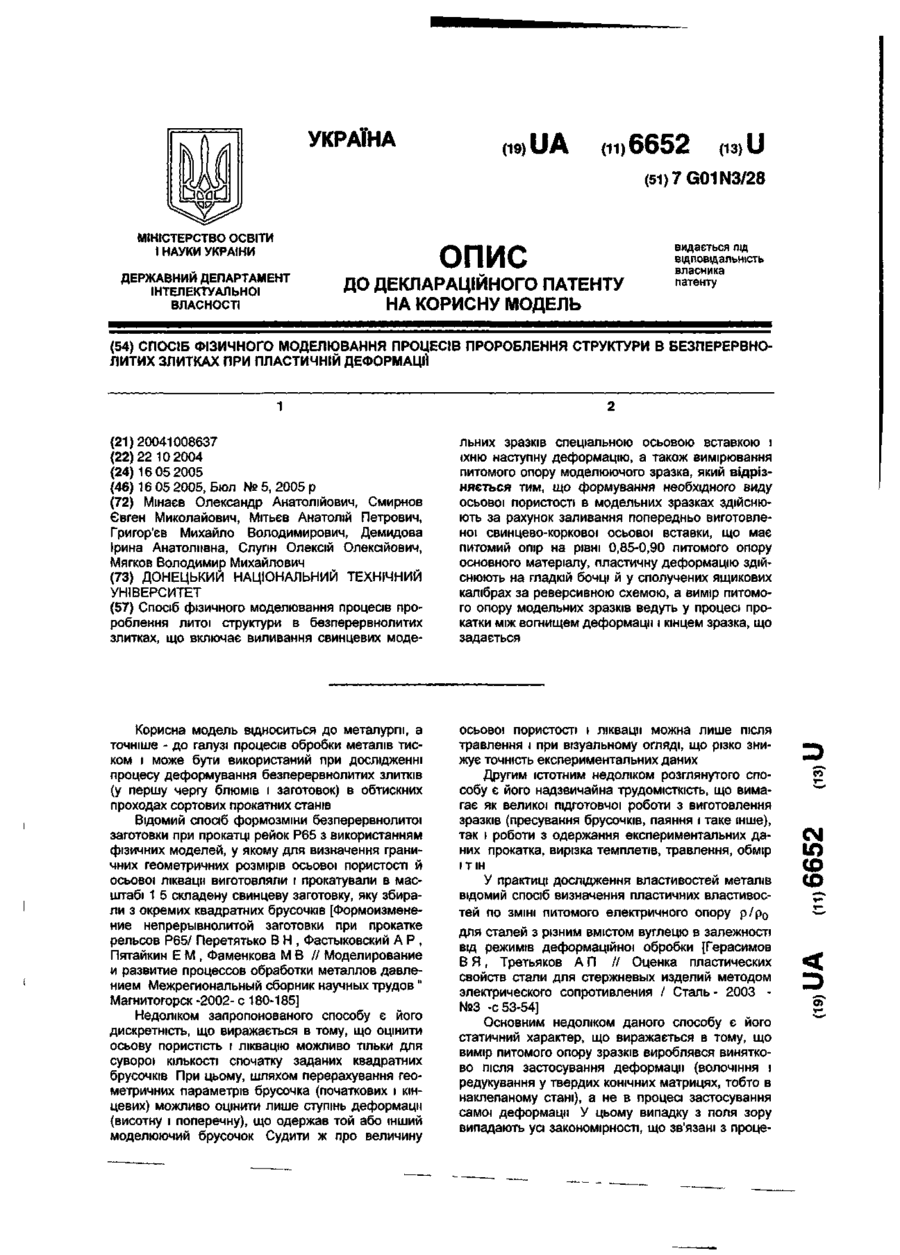
Спосіб фізичного моделювання процесів деформування безперервнолитих зливків у рідкотвердому стані, який включає формування еквівалентного співвідношення між опором деформуванню внутрішніх і поверхневих шарів кірки, що закристалізувалася, ВН / ПОВ , у модельній і натурній заготовках, а також наступне деформування в привідних або по привідних валках, який відрізняється тим, що формування температурного градієнта в перерізі кірки, що закристалізувалася, здійснюють за рахунок одночасного охолодження зовнішньої і нагрівання внутрішньої поверхонь порожнистого зразка з інтенсивністю від 35 до 250 Вт/м2 К. Винахід відноситься до металургії, а точніше до галузі процесів обробки металів тиском, і може бути використаний під час фізичного моделювання процесів деформування безперервнолитих блюмів і заготовок у рідко-твердому стані. Відомий спосіб моделювання процесу деформування тонких безперервнолитих слябів з рідкою серцевиною, у якому для забезпечення заданого градієнта реологічних властивостей в об'ємі металу на різних стадіях кристалізації, поведінку твердих поверхневих шарів слябів запропоновано моделювати свинцево-сурм'янистим сплавом. В той же час, для моделювання внутрішньої зони слябів, що знаходяться в рідко фазному, або стані що кристалізується, запропоновано використовувати два граничних випадки: а) порожню заготовку; б) заготовку, внутрішня зона яких заповнена сплавом Вуда [В.В. Бринза Определение эффективных условий деформирования непрерывнолитых слябов с жидкой сердцевиной / Металлургическая и горнорудная промышленность. - 2002г. - №10. с.68-70]. Недоліком запропонованого способу є його дискретність, яка відбивається в тому, що виготовлені моделюючі зразки відповідають чітко визначеному моментові кристалізації зливка. Крім того, додатково прийматися гіпотеза про те, що вся оболонка безперервнолитого зливка, що закристалізувалася, має один рівень властивостей, а рівно й одну температуру (використовується надалі для виготовлення зразка чітке відсоткове співвідношення свинцю і сурми). У реальному процесі, характер розподілу температури по перетині скоринки, що закристалізувалася, має вкрай нерівномірний характер, який може характеризуватися градієнтом температури в межах 500-600°С. Однак даний спосіб моделювання цю особливість процесу не враховує. Другим істотним недоліком розглянутого способу є та обставина, що він має статичний характер. Реальний же процес кристалізації зливка носить яскраво визначений динамічний характер: мінливі по зонах умови охолодження, які постійно змінюють градієнт температур у перетині скоринки (19) UA (11) 77236 (13) C2 (21) 20040705491 (22) 07.07.2004 (24) 15.11.2006 (46) 15.11.2006, Бюл. № 11, 2006 р. (72) Смирнов Євген Миколайович, Григор'єв Михайло Володимирович, Передерєєв Віталій Володимирович, Воробйов Олександр Олександрович, Скляр Віталій Олександрович, Моцний Віталій Валерійович, Зуб Вадим Вікторович (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) Бринза В.В. Определение эффективных условий деформирования тонких непрерывных слябов с жидкой сердцевиной // Металлургическая и горнорудная промышленность.-2002.-№10.-С.68-70 SU 1205944, 23.01.1986 Минаев А.А., Смирнов Е.Н., Белевитин В.А. О моделировании пластического формоизменения раскатов с неравномерным распределением температуры по сечению на пластилиновых моделях // 3 77236 4 зливка, що закристалізувалася, і т.д. si si В практиці моделювання процесів прокатки віsц н sц м домий зразок щодо моделювання процесу прокатки у вигляді складеного біметалічного бруса із шарами металу з різними механічними [журнал «Известия высших учебных заведевластивостями [авт. св. СССР №1205944, В21В ний» Черная металлургия. - 1992. - №4. - с.57-60]. 1.00 Надруковано Бюл. №3, 23.01.86p.]. Недоліком цього способу моделювання є неОднак використання даного зразка для модеможливість повною мірою досягти фізичної подоби лювання забезпечує підвищення точності експеміж моделлю і моделююмим об'єктом. Зокрема, риментальних даних лише частково, тому що в структура безперервнолитого зливка в передбачуоснову процесу моделювання споконвічно заклаваній області реалізації «м'якого» обтиснення має дена гіпотеза щодо рівномірного всебічного нагрідосить складну картину. Мається оболонка з розпвання. Але така схема носить вкрай ідеалізований лаву, що закристалізувався. Внутрішня частина характер. Спроба застосувати такий зразок до зливка знаходиться в рідкому стані. Однак по умов моделювання процесу деформування безпеструктурі ця складова також неоднорідна, тому що рервнолитого зливка з рідкою серцевиною призчастина розплаву знаходиться в рідкому стані, а водить до різкого зростання погрішності експеричастина вже закристалізувалася (маються окремі менту через те, що в реальних умовах має місто кристали) або кристалізується в теперішній монерівномірне охолодження заготовки вздовж пемент. У цьому випадку реалізувати умову (1) нериметру (кути охолоджуються більш інтенсивно). можливо, оскільки не зовсім ясно, чому буде доріЦе призводить до того, що ізотерми приймають внюватися sц у натурному зливку. вигляд не кол, а овалів. Крім того, чим більше неРеалізація вищезгаданого способу має на уварівномірність охолодження, тим у більшій мері зі використання для створення температурного форма ізотерм відхиляється від кола. В наслідок градієнта тільки одного охолоджуючого середовицього точність експерименту буде змінюватися. ща. У цьому випадку досить успішно можливе моДо недоліків варто віднести також і ту обстаделювання тільки односпрямованого температурвину, що наявність складеного зразка (у розгляданого градієнта. Спроба застосувати даний спосіб ємому випадку з циліндричних і трубчастих еледо моделювання процесу деформування безперементів), також буде забезпечувати пошарове, а не рвполитого зливка в рідко-твердому стані свідчить, безперервне, виконання співвідношення (1). що відбувається порушення фізики процесу крисВідомий спосіб моделювання процесу дефорталізації. мування безперервнолитих слябів у рідкоЗ фізичної точки зору (механізму кристалізатвердому стані, у якому модельним зразкам із ції), головним недоліком вищезгаданого способу пластиліну шляхом нагрівання або охолодження стосовно до умов моделювання процесу дефорнадають постійну температуру по перетину, що мування безперервнолитого злитка в рідкопопередньо визначається у результаті спеціальнотвердому стані є те, що неможливо на границі криго перерахування гомологічних температур [Venji сталізації створити в моделі подібні умови, як у Chyciwa, Votoro Hatamura Experimental method of натурі, а саме: на межі кристалізації відбувається, stress simulation of rolling and continuously cast slab як би, «оплавлення» скоринки, що закристалізуваby plastiline. Tetsu-to-Hagane, 66 (1980), 1103. лася. Розміщення пустотілого моделюючого зразEnglish version received, June 9. 1980, - t.2l. - p.502ка усередині колориметра дозволить створити 511]. тільки дві робочі ситуації на внутрішній поверхні На відміну від запропонованого способу викотрубчастого моделюючого зразка: ристання даного підходу призводить до того, що у - температура на внутрішній грані дорівнює випадку його використання знижується точність початковій температурі моделюючого матеріалу експериментальних даних внаслідок того, що (внутрішня область герметизована); отримується середнє значення величин, яке від- температура на внутрішній грані дорівнює повідає сугубо одній температурі. Для іншої темтемпературі на зовнішній грані і дорівнює темпеператури, необхідне проведення нового експериратурі холодоагенту в колориметрі (внутрішня обменту і т.д. Подальша обробка таких даних, зновласть вільна для доступу холодоагенту). таки, дозволить одержати тільки дискретні значенВ обох вищезгаданих випадках досягти фізичня, а характер впливу безперервності температурної подоби вищеописаному станові модлюємого ного градієнту буде нівельований. об'єкта не уявляється можливим. Отримані ж у цих Найбільш близьким до запропонованого є споумовах експериментальні дані будуть відрізнятися сіб моделювання пластичної формозміни розкатів недостатньою вірогідністю, а також обумовлювати з нерівномірним розподілом температур по перевелику похибку. тину на пластилінових моделях, у якому формуЗагальними ознаками прототипу і заявляємого вання температурного градієнта в перетині розкаспособу являється: формування еквівалентного ту носить динамічний характер при одночасному співвідношення між опором деформуванню внутвиконанні рівності відносин опору деформації і-ї рішніх і поверхневих шарів скоринки, що за крискрапки ( si) до опору деформації центральної краталізувалася вн/ пов у модельній і натурній загопки ( sц) натурної (індекс «н») смуги і моделі (інтовках, а також наступне деформування в декс «м»), тобто: приводних або не приводних валках. В основу винаходу поставлена задача удосконалення способу фізичного моделювання процесів деформування безперервнолитих зливків за раху 5 77236 6 нок удосконалення методу створення температурпадку, коли внутрішня область зразка буде нагріних градієнтів в результаті чого забезпечується ватися. В цьому випадку, використання як модепідвищення точності експериментальних даних за люючого матеріалу пластиліну, який має темперарахунок формування фізико-механічного температуру правління на рівні +(68 75)°С (у залежності турного градієнта в перетині зразків. від відсоткового змісту компонентів у його складі), Поставлена задача досягається тим, що сподозволяє реалізувати подобу в умовах викориссіб фізичного моделювання процесу деформувантання недостатньо великих температур. Наповня безперервнолитих зливків у рідко-твердому нення внутрішньої порожнини водою з температустані, який включає формування еквівалентного рою, яка дорівнює температурі правління співвідношення між опором деформуванню внутпластиліну, призведе до підвищення температури рішніх і поверхневих шарів скоринки, що закриставнутрішньої поверхні, а після закінчення визначелізувалася вн/ пов у модельній і натурній заготовного інтервалу часу - до розм'якшення з наступним ці, а також наступне деформування в приводних оплавленням. Таким чином удається досягти повабо неприводних валках, згідно винаходу, формуної фізичної подоби. вання температурного градієнта в перетині скориОхолодження зовнішньої поверхні моделююнки, що закристалізувалася, здійснюють за рахучого зразка здійснюється шляхом його розміщення нок одночасного охолодження зовнішньої і в колориметрі з охолоджувальним середовищем. нагрівання внутрішньої поверхонь порожнього Крім того, температура охолоджувального холодоагенту, а рівно і температура зовнішньої поверзразка з інтенсивністю 35 250Вт/(м2оК). хні моделюючого, зразка, визначається на підставі Новим у запропонованому рішенні є: перерахування гомологічної температури, на підса) формування температурного градієнта в таві дійсної температури поверхні блюма, який перетині скоринки, що закристалізувалася, здійскристалізується, з використанням формули: нюється за рахунок одночасного охолодження зовнішньої і нагрівання внутрішньої поверхонь; б) інтенсивність охолодження зовнішньої і наТг.ме Тмм Тпл.мм грівання внутрішньої поверхонь порожнього зразка Тпл.мме 2о (2) складає 35 250Вт/(м К). На відміну від запропонованого способу, даде ний спосіб має на увазі наявність тільки однієї Тмм - температура модельного матеріалу, °К; операції, а саме - охолодження розкату. Для цієї Τг.ме - гомологічна температура металу або мети моделюючий зразок розташовують усередині сплаву, °К; колориметра з охолоджувальною рідиною. У цьоТпл.ме - температура плавління металу або му випадку, у разі розташування усередині колосплаву, °К; риметра порожнього пластилінового зразка, який Тпл.мм - температура плавління модельного має герметизовану внутрішню порожнину, буде матеріалу. порушуватися фізична картина процесу, тому що в В цілому, застосування підходу, який передбареальному об'єкті внутрішня поверхня зливка значає одночасне охолодження і нагрівання зовнішходиться в кристалізуємому (оплавленому) стані, а ньої і внутрішньої поверхонь відповідно, дозволить на моделі воно буде мати постійну температуру, споконвічно досягти фізичної подоби в станах наяка дорівнює початкової. Крім того, даний спосіб турного зливка і модельного зразка. При цьому, має на увазі використання тільки однієї інтенсивхарактер формування температурного градієнта в ності охолодження, яка буде визначатися перепаперетині модельного зразка буде носити динамічдом температур між зовнішньою поверхнею модений (безперервний) характер, а не сходчастий. люючого зразка і температурою охолоджуючого Величина градієнта температури між зовнішсередовища. Усе це призводить до істотного зниньою і внутрішньою поверхнями скоринки, що заження точності експериментальних даних. кристалізувалася, безперервнолитого зливка є Таким чином, зазначена сукупність ознак зафункцією цілого ряду технологічних факторів, і в пропонованого технічного рішення серед літератупершу чергу таких, як марка сталі, швидкість витярних джерел не виявлена. Однак саме вона загування зливка, інтенсивність охолодження. Дані безпечує досягнення поставленої мети. На фактори в свою чергу будуть визначати і вид (запідставі вищевикладеного можливо зробити викон) розподілу температури усередині скоринки, сновок про те, що запропонована сукупність відміщо закристалізувалася. У цьому випадку, стосовно тних ознак відповідає критерієві «Істотні відміннодо умов моделі, оптимальна інтенсивність охолості». дження (нагрівання) складас 35 250Вт/(м2оК). Для Формування температурного градієнта в перевизначеного поперечного переріза безперервнотині скоринки, що закристалізувалася, за рахунок литого зливка (блюма і заготовки) існує цілком одночасного охолодження зовнішньої і нагрівання чітке співвідношення швидкості нагрівання й оховнутрішньої поверхонь, порожнього зразка (Фігура лодження, яке дозволяє досягти однакового зако1) є раціональним, тому що сприяє досягненню ну розподілу температури по перетину скоринки повної фізичної подоби в моделюючому зразку зливка, що закристалізувалася, і стінки модельнореальному об'єктові. На внутрішній межі скоринки, го зразка. Додатково ідентичність закону розподілу яка закристалізувалася, метал знаходиться в рідтемператури буде гарантувати дотримання умови ко-твердому стані. Поруч із зернами металу, що (1). закристалізувалися, розташовані окремі області, У випадку зменшення Інтенсивності охолоякі знаходяться в рідкому стані. Домогтися відподження (нагрівання) модельних зразків менш відного стану в моделі можливо тільки в тому ви 7 77236 8 35Вт/(м2оК) відбувається різке зменшення тепловіВ якості досліджуваного об'єкту була обрана дбору (теплопідводу) з поверхонь (внутрішньої і МБЛЗ киснево-конвертерного цеху ВАТ «Дніпровзовнішньої), які зіткнюються з хладо-тепло носієм. ський металургійний комбінат», який відливає безДана обставина в сукупності з тим, що модельним перервнолиті блюми перетином 335 400мм з вугматеріалом с пластилін, який має низьке значення лецевих, низьколегованих і легованих марок сталі. теплопровідності, призводить до того, що в зразку Швидкість витягування останніх складає близько буде виникати майже рівномірний розподіл темпе0,6м/хв. ратури. У цьому випадку в модельному зразку не Як об'єкт моделювання був обраний безперебуде досягнутий етап, в якому почне виконуватися рвнолитий блюм з наступними технологічними співвідношення (1). характеристиками: Крім того, у випадку якщо інтенсивність нагрі- сталь 09Г2С за ГОСТ 19281-89; вання внутрішньої поверхні модельного зразка - перетин блюма 335 400мм; складе менш 35Вт/(м2оК), оплавлення внутрішньої - швидкість витягування зливка 0,01м/с; поверхні зразка буде мати не стабільний характер. - відстань від меніска до крапки прикладання У більшості випадків, поверхня що контактує з обтиснення - 15 метрів: джерелом тепла, буде розм'якшуватися. - середня інтенсивність охолодження по зонах: Збільшення інтенсивності охолодження вище а) кристалізатора - 1500-618Вт/(м2оК); 2о ніж 250Вт/(м К) буде призводити до різкого переб) 1 зона вторинного охолодження охолодження поверхневого шару моделюючого 439,52Вт/(м2оК); зразка, у результаті чого він втратить свої пластив) 2 зона вторинного охолодження чні властивості. Наступне деформування таких 458,04Вт/(м2оК); зразків у прокатних валках буде супроводжуватися г) 3 зона вторинного охолодження відколами з відповідним порушенням суцільності. 588,77Вт/(м2оК); В результаті цього, комірки координатної сітки, що д) охолодження на повітрі 100 Вт/(м °К). в більшості випадків наносять на бічну поверхню - початкова температура металу 1527°С. зразків, втратять свою безперервність. Наступна Для вищенаведених умов з використанням обробка такої інформації внесе істотні похибки в методу кінцевих елементів були розраховані: розотримані результати. поділ температури в поперечному перерізі безпеПідвищення інтенсивності нагрівання вище ніж рервнолитого зливка і товщина скоринки, що за2о 250Вт/(м К) також буде супроводжуватися цілим кристалізувалася. Результати розрахунку наведені рядом негативних явищ. Підвищена інтенсивність на Фігурах 2 і 3. нагрівання призведе до того, що в результаті інтеНа підставі отриманих результатів в масштабі нсивного оплавлення почне змінюватися (зменшу1:10 були виготовлені з пластиліну модельні пусватися) товщина стінки пустотілого модельного тотілі зразки, подібні тим, що зображені на Фігурі 1. зразка, що приведе падалі до порушення умови При цьому, товщина стінки пустотілого зразка до(1). Крім того, характер порушення умови (1) буде рівнювала в масштабі 1:10 товщині скоринки, що мати вигляд фазового зсуву кривих розподілу темзакристалізувалася. ператури в моделі і натурі. Все це в підсумку негаКонтроль розподілу температури здійснювали тивно відбивається на точності одержуваних ексза допомогою 4-х хромель-алюмолєвих термопар, периментальних даних. закарбованих на різній відстані від зовнішньої поПриклад. верхні зразка. Крім того, початкова температура Перевірка способу фізичного моделювання моделюючого зразка визначалася по середньомапроцесу деформування безперервнолитих зливків совій температурі реальною зливка, в розглядає здійснювалася в умовах лабораторії прокатки камий час шляхом перерахування по формулі (2). федри «Обробка металів тиском» Донецького національного технічного університету. Таблиця № п/п Температурний стан натурного об’єкту, °С Спосіб 1 2 1.1 Відомий 1.2 прототип Інтенсивність Стан поверхонь моделі- Величина підводу/відбору руючого зразка перед розходження 2о тепла Вт/(м К) редукуванням температури в відповідних s s t tповерх.ск., tвн.ск., пов.шар./ tпов.ск., tвн.ск., пов.шар./ середньо внутрішня зовнішня крапках намасова, пов. внутр. тури і моде°С °С °С °С грань грань s s °С лі, % внутр.шар. внутр.шар. 3 4 5 6 7 8 9 10 11 12 13 14 1020 1448 3,61 -19,5 22,5 22,5 1020 1448 3,61 -19,5 1,00 19,5 Модельний зразок 9 77236 10 Продовження таблиці 1 2 3 4 5 6 7 8 9 10 11 2.1 1020 1448 3.61 -19,5 58,2 4,08 20,5 25,0 142,5 2.2 1020 1448 3,61 -19,5 64,4 3,61 22,5 35,0 142,5 2.3 2.4 1020 1448 3,61 1020 1448 3,61 -19,5 64,4 -19,5 64,4 3,61 3,61 22.5 22,5 142,5 250,0 142,5 142,5 1020 1448 3,61 -19,5 78,5 3,61 28,4 270,0 142,5 2.6 1020 1448 3,61 -19,5 64,4 3,61 26,4 142,5 25,0 2.7 2.8 2.9 1020 1448 3,61 1020 1448 3,61 1020 1448 3,61 -19,5 64,4 3,61 -19,5 64,4 3,61 -19,5 64,4 3,61 22,5 22,5 18,9 142,5 142,5 142,5 35,0 250,0 270,0 2.5 Запропонований спосіб Базовий спосіб (шаруваний 1020 1448 3,61 зразок) -29,5 64,4 3,61 Початкову температуру холодоагенту і теплоносія розраховували відповідно до температури поверхні безперервнолитого блюма і температурі фронту кристалізації відповідно. Результати моделювання за використанням пропонованого способу наведені в таблиці. Аналіз даних таблиці свідчить, що застосування нового способу моделювання забезпечує з одного боку повну фізичну подобу процесів в натурі 12 13 порушення размягчення суцільності немає сліди опла-"влення -"-"-"-"зменшення порушення товщини на суцільності 10% немає сліди опла-"влення -"-"-"-"-"тріщини 14 12,5 5,2 4,1 3,6 11,3 12,1 5,8 4,0 8,4 8,1 та модельному зразку, а з іншого боку підвищує точність дослідження відповідно до базового способу на 3-6%. Таким чином запропонований спосіб забезпечує досягнення технічної задачі - підвищення точності експериментальних даних щодо процеса деформування безперервнолитих зливків в рідкотвердому стані. 11 Комп’ютерна верстка О. Гапоненко 77236 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for physically simulating the deformation process of a continuously-cast ingot in hardening
Автори англійськоюSmyrnov Yevhen Mykolaiovych, Vorobiiov Oleksandr Oleksandrovych, Skliar Vitalii Oleksandrovych, Motsnyi Vitalii Valeriiovych
Назва патенту російськоюСпособ физического моделирования процесса деформирования слитка после непрерывного литья при затвердевании
Автори російськоюСмирнов Евгений Николаевич, Воробьев Александр Александрович, Скляр Виталий Александрович, Моцный Виталий Валерьевич
МПК / Мітки
МПК: G01N 3/28
Мітки: безперервнолитих, зливків, моделювання, спосіб, стані, рідкотвердому, деформування, процесів, фізичного
Код посилання
<a href="https://ua.patents.su/6-77236-sposib-fizichnogo-modelyuvannya-procesiv-deformuvannya-bezperervnolitikh-zlivkiv-v-ridkotverdomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб фізичного моделювання процесів деформування безперервнолитих зливків в рідкотвердому стані</a>
Спосіб фізичного моделювання процесів пророблення структури в безперервнолитих злитках при пластичній деформації
Номер патенту: 6652
Опубліковано: 16.05.2005
Автори: Слугін Олексій Олексійович, Смирнов Євген Миколайович, Мітьєв Анатолій Петрович, Мінаєв Олександр Анатолійович, Демидова Ірина Анатоліївна, Григор'єв Михайло Володимирович, Мягков Володимир Михайлович
МПК: G01N 3/28
Мітки: спосіб, деформації, процесів, пророблення, структури, пластичній, фізичного, злитках, моделювання, безперервнолитих
Формула / Реферат:
Спосіб фізичного моделювання процесів пророблення литої структури в безперервнолитих злитках, що включає виливання свинцевих модельних зразків спеціальною осьовою вставкою і їхню наступну деформацію, а також вимірювання питомого опору моделюючого зразка, який відрізняється тим, що формування необхідного виду осьової пористості в модельних зразках здійснюють за рахунок заливання попередньо виготовленої свинцево-коркової осьової вставки, що має...
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 62694
Опубліковано: 15.12.2003
Автори: Бялик Гаррі Абрамович, Луньов Валентин Васильович, Огурцов Анатолій Павлович, Адамчук Станіслав Іванович, Тітова Тамара Михайлівна
МПК: B22D 11/16
Мітки: металів, процесів, сплавів, формуванні, моделювання, безперервнолитої, фізичного, пристрій, відбуваються, відливанні, заготовки
Формула / Реферат:
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів, який включає формотворну ємність з однією або двома прозорими фронтальними стінками, а також двома бічними теплопровідними водоохолодними стінками, і пристосування для розливу з патрубком, який відрізняється тим, що додатково оснащений охолодним блоком, який складається з двох окремих рухливих водоохолодних...
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко- твердому стані
Номер патенту: 7762
Опубліковано: 15.07.2005
Автори: Смірнов Олексій Миколайович, Белобров Юрій Миколайович, Григор'єв Михайло Володимирович, Передерєєв Віталій Володимирович, Скляр Віталій Олександрович, Смирнов Євген Миколайович, Несвіт Володимир Василійович
МПК: B22D 11/12
Мітки: рідкої, блюмів, обтиснення, безперервнолитих, твердому, спосіб, заготовок, стані
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, що включає обтиснення блюмів і заготовок, що виконують у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискують центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90 % від ширини рідкої фази зі ступенем деформації 0,6-1,2 %, а на другому...
Пристрій для фізичного моделювання процесів, що відбуваються при виливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 71812
Опубліковано: 15.12.2004
Автори: Луньов Валентин Васильович, Бялик Гаррі Абрамович, Адамчук Станіслав Іванович, Тітова Тамара Михайлівна
МПК: B21D 11/06
Мітки: відбуваються, процесів, безперервнолитої, виливанні, металів, моделювання, фізичного, заготовки, пристрій, формуванні, сплавів
Формула / Реферат:
Пристрій для фізичного моделювання процесів, що відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, який містить формотворну ємність з однією або двома фронтальними стінками, виконаними з прозорого матеріалу, і бічними стінками, виготовленими з матеріалу з високою теплопровідністю, і оснащену рухливою вертикальною перегородкою, що розділяє її на дві камери, а також охолоджувальний блок, що складається з двох...
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані
Номер патенту: 75537
Опубліковано: 17.04.2006
Автори: Передерєєв Віталій Володимирович, Несвіт Володимир Василійович, Скляр Віталій Олександрович, Смірнов Олексій Миколайович, Белобров Юрій Миколайович, Григор'єв Михайло Володимирович, Смирнов Євген Миколайович
МПК: B22D 11/12
Мітки: обтиснення, стані, безперервнолитих, спосіб, блюмів, рідко-твердому, заготовок
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, при якому обтиснення блюмів і заготовок здійснюють у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%, а на другому етапі...
Попередній патент: Спосіб пружної поздовжньої та кутової фіксації циліндричної деталі в корпусі
Наступний патент: Армований діелектричний волоконно-оптичний кабель
Випадковий патент: Полімерна фрикційна композиція