Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко- твердому стані
Номер патенту: 7762
Опубліковано: 15.07.2005
Автори: Несвіт Володимир Василійович, Передерєєв Віталій Володимирович, Григор'єв Михайло Володимирович, Белобров Юрій Миколайович, Скляр Віталій Олександрович, Смирнов Євген Миколайович, Смірнов Олексій Миколайович
Формула / Реферат
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, що включає обтиснення блюмів і заготовок, що виконують у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискують центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90 % від ширини рідкої фази зі ступенем деформації 0,6-1,2 %, а на другому етапі обтискують раніше недеформовані крайові ділянки злитка гладкими валковими парами другого ряду з перекриттям по ширині грані злитка на величину, яка дорівнює не менше, ніж половині величини раніше недеформованої центральної ділянки з рідкою фазою зі ступенем деформації 0,8-1,4 %.
Текст
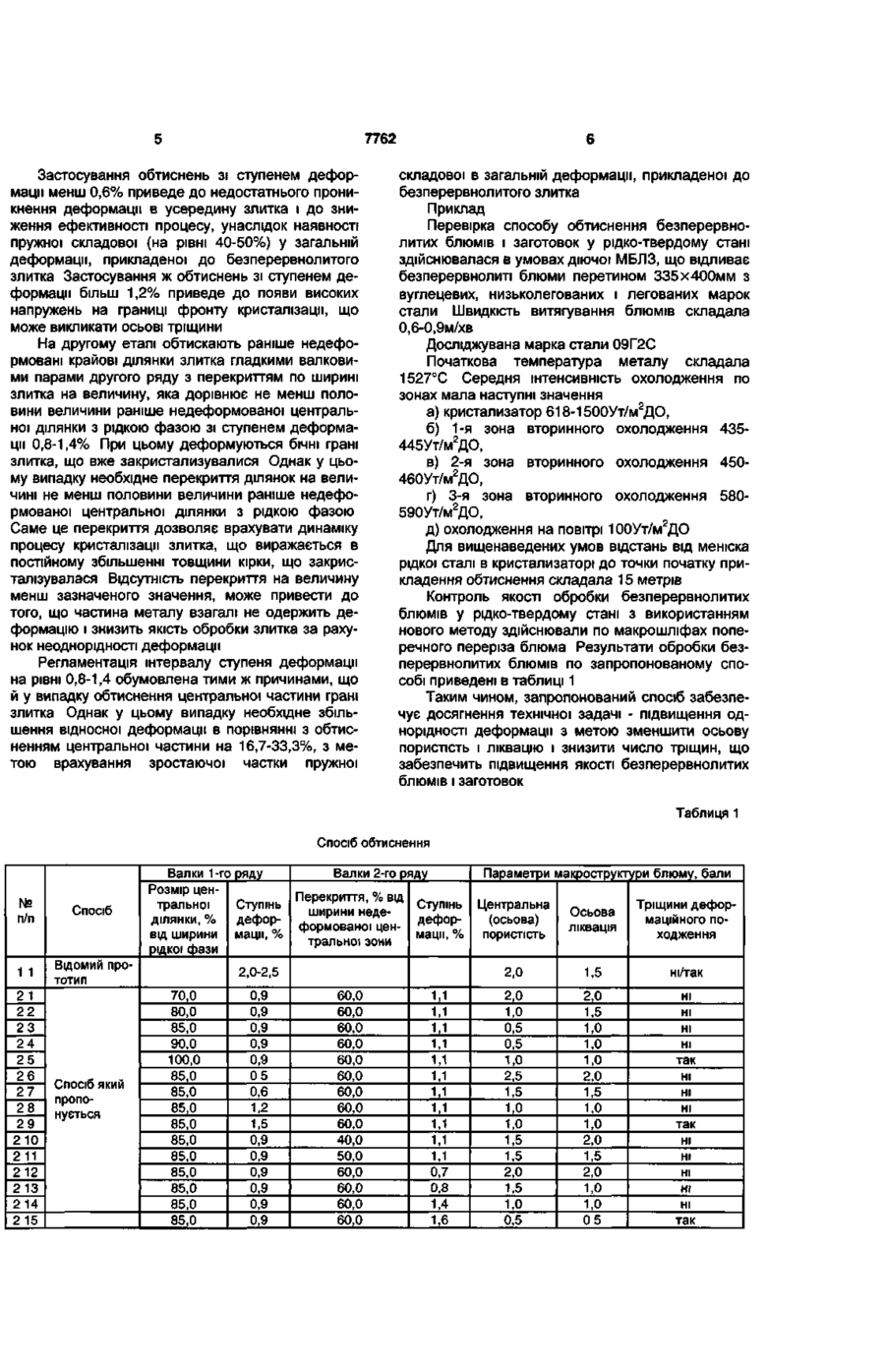
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, що включає обтиснення блюмів і заготовок, що виконують у клі Корисна модель відноситься д о області металурги, а точніше - до області обробки металів тиском і може бути використана при деформуванні безперервнолитих блюмів і заготовок у рідкотвердому стані Відомий спосіб обтиснення безперервнолитих слябів у рідко-твердому стані, ВІДПОВІДНО Д О ЯКОГО при відливанні граням безперервнолитого злитка надається опукла форма, а витягування злитка виконується профільованими валками Надалі виконується обтиснення опуклих граней за допомогою декількох пар циліндричних роликів розташованих по довжині злитка в точці передбачуваного остаточного затвердіння коли він знаходиться в двофазному стані [ А С №1771870А1 Способ непрерывной разливки заготовок прямоугольного сечения МПК B22D11/12, опубл БИ №40, 30 10 92г] Недоліком даного способу є висока неоднорідність деформації, і як наслідок високий рівень напружень в областях безперервнолитого злитка, що у даний момент кристалізуються Процес кристалізації злитка є динамічним, залежним від цілого ряду параметрів ХІМІЧНИЙ склад сталі, що розливається, швидкість витягування злитків Тому, кожна пара роликів буде мати своє профілювання, що відображує процес кристалізації на сугубо конкретний момент часу Унаслідок цього при будьяких коливаннях технологічних параметрів метал, що прилягає до фронту кристалізації, буде одержувати різний ступінь деформації У результаті тях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискують центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90 % від ширини рідкої фази зі ступенем деформації 0,6-1,2 %, а на другому етапі обтискують раніше недеформовані крайові ділянки злитка гладкими валковими парами другого ряду з перекриттям по ширині грані злитка на величину, яка дорівнює не менше, ніж половині величини раніше недеформованої центральної ділянки з рідкою фазою зі ступенем деформації 0,8-1,4% цього можливе виникнення розтяжних напружень які перевищують межу МІЦНОСТІ, і як наслідок, утворення як внутрішніх тріщин, так і тріщин що виходять на поверхню злитка, що кристалізується Відомий спосіб обтиснення безперервнолитих блюмів ВІДПОВІДНО до якого, обтиснення безперервнолитого злитка, що знаходиться в двофазному стані здійснюють за допомогою декількох пар циліндричних валків розташованих по довжині злитка в області остаточного його затвердіння [Модернизация установки непрерывного литья блюмов на заводе фирмы Тиссен шталь в Дуйсбурге Э Зовка и др //Черные металлы -1995 -№10-С 33-38] Даний спосіб є найбільш близьким до корисної моделі, що заявляється, і тому прийнятий як прототип Разом з тим, до недоліків даного способу варто віднести високий рівень напружень у кутах злитка і неоднорідність деформації по його перетині Безперервнолитий злиток у зоні остаточного затвердіння характеризується нерівномірним розподілом температури по перетину кірки, що закристалізувалася, і, ВІДПОВІДНО, нерівномірним розподілом механічних властивостей, а також наявністю серцевини, яка не закристалізувалася Кути злитка охолоджуються інтенсивніше ніж бічні грані і, як наслідок, мають більш низьку температуру і більш високий опір деформації Експериментальні дослідження показують, що при деформуванні злитка з таким температурним полем, деформація проникає в усередину злитка в найбі * ^ яш ^ «* *~* ^ ^ СО fs* |Ч* р С, ^ f . І ^D ST ^ 7762 льшій мірі в центральній області по ширині грані злитка, що обтискається. У той же час, висота проникнення деформації у бічних граней складає лише 80-90% від висоти проникнення деформації в центральній області. Такий нерівномірний розподіл деформації негативно позначається на рівномірності пророблення різних шарів металу. До недоліків даного способу можна віднести і ті, що при його реалізації ділянки злитка, які мають різну температуру, а отже, і різний рівень механічних властивостей одержують одночасне обтиснення з однаковим ступенем, це приводить до того, що виникають великі градієнти напружень у перетині кірки, що закристалізувалася, і як наслідок, виникнення тріщин у безперервно-литому злитку. Загальними ознаками корисної моделі, що заявляється, і найближчого аналога (прототипу) є: - обтиснення безперервнолитих блюмів і заготовок здійснюють у клітях розташованих послідовно по довжині злитка в зоні остаточного затвердіння. В основу корисної моделі поставлена мета подальшого удосконалення способу обтиснення безперервнолитих блюмів і заготовок у рідкотвердому стані, при якому за рахунок підвищення однорідності деформації зменшується осьова пористість і ліквація і знижується число тріщин, що забезпечує підвищення якості безперервнолитих блюмів і заготовок. Поставлена задача досягається тим, що спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані включає обтиснення блюмів і заготовок у клітях, послідовно розташованих по довжині злитка в зоні остаточного затвердіння, відповідно до корисної моделі на першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%, а на другому етапі обтискають раніше недеформовані крайові ділянки злитка гладкими валковими парами другого ряду з перекриттям по ширині грані злитка на величину, яка дорівнює не менш половини величини раніше недеформованої центральної ділянки з рідкою фазою зі ступенем деформації 0,81,4%. Новим у запропонованому рішенні є: а) на першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,61,2%; б) на другому етапі обтискають раніше недеформовані крайові ділянки злитка гладкими валковими парами другого ряду з перекриттям по ширині грані злитка на величину, яка дорівнює не менш половини величини раніше недеформованої центральної ділянки з рідкою фазою зі ступенем деформації 0,8-1,4%. Спосіб, що заявляється, здійснюється наступним чином. Безперервнолитий злиток одержує деформацію в зоні передбачуваного остаточного затвердіння, коли він знаходиться в двофазному стані, в обтискних клітях, розташованих по довжині злитка в цій зоні в кілька етапів. Під час обтиснення злитка в такому стані відбувається витиснення рідкої ликвованої серцевини з зони кінцевого затвердіння. А також компенсується усадка металу. Унаслідок цього відбувається зниження осьової пористості і ліквації. Запропонований спосіб передбачає поділ обтиснення в кожній із обтискних клітей блоку «м'якого» обтиснення на дві взаємозалежні стадії. На першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%. Використання профільованих валків на першому етапі обумовлюють особливості кристалізації безперервнолитих злитків прямокутного чи квадратного перетину. У цьому випадку в результаті більш інтенсивного охолодження кутів, області металу, що прилягають до них будуть мати підвищений рівень механічних властивостей, і в першу чергу міцностних. У результаті цього зростає частка пружної складової в загальній деформації злитка. Разом з тим, додання обтискним валкам спеціального профілювання буде сприяти більш повному проникненню деформації усередину злитка. Крім того, реалізація в цьому випадку обтиснення не на всій ширині грані злитка, що обжимається, буде доцільної, оскільки буде сприяти зменшенню розтяжних напружень у кутах злитка. Застосування обтиснення на ширині яка дорівнює 80-90% від ширини рідкої фази обумовлено саме особливостями процесу деформації. Обтиснення безперервнолитих блюмів у клітях блоку «м'якого» обтиснення класифікується як прокатка високих смуг. У цьому випадку спостерігається нерівномірність розподілу пластичної деформації не тільки по висоті перетину кірки, але і по її ширині. Крім того, спостерігається коливання технологічних параметрів розливки, що приводять у свою чергу до коливань товщини кірки вертикальних граней злитка. Однак, технологічний регламент процесу безперервного розливання не дозволяє коливатися параметрам у межах більш ніж на 5%. У цьому випадку, обтиснення на ділянці не більш 90% від ширини незакристалізовавшейся серцевини в усіх випадках буде гарантувати, що буде обжиматися тільки грань злитка яка не закристалізувалася. Обтиснення ж вертикальних граней злитка, що закристалізувалися, не буде. Зменшення ж величини менш 80% також не бажано, оскільки буде відбуватися погіршення якості обробки злитка в загальному обсязі. Крім того, при такій класифікації процесу «м'якого» обтиснення, а саме, як прокатка високих смуг, буде спостерігатися нерівномірний розподіл тертя по ширині контактної поверхні на ділянці, що обжимається. У результаті цього глибина проникнення деформації стиску неоднакова по ширині розкату: у граничних областях валка висота продеформованої зони дорівнює 0,85-0,90 від деформації по осі валка. Це приводить також до зменшення напружень в областях металу, що межують із фронтом кристалізації. У цьому випадку цілком обґрунтованим є і вибір інтервалу реалізованих ступенів деформації на рівні 0,6-1,2%. 7762 Застосування обтиснень зі ступенем деформації менш 0,6% приведе до недостатнього проникнення деформації в усередину злитка і до зниження ефективності процесу, унаслідок наявності пружної складової (на рівні 40-50%) у загальній деформації, прикладеної до безперервнолитого злитка Застосування ж обтиснень зі ступенем деформації більш 1,2% приведе до появи високих напружень на границі фронту кристалізації, що може викликати осьові тріщини На другому етапі обтискають раніше недеформовані крайові ділянки злитка гладкими валковими парами другого ряду з перекриттям по ширині злитка на величину, яка дорівнює не менш половини величини раніше недеформованої центральної ділянки з рідкою фазою зі ступенем деформації 0,8-1,4% При цьому деформуються бічні грані злитка, що вже закристализувалися Однак у цьому випадку необхідне перекриття ділянок на величині не менш половини величини раніше недеформованої центральної ділянки з рідкою фазою Саме це перекриття дозволяє врахувати динаміку процесу кристалізації злитка, що виражається в постійному збільшенні товщини кірки, що закристалізувалася Відсутність перекриття на величину менш зазначеного значення, може привести до того, що частина металу взагалі не одержить деформацію і знизить якість обробки злитка за рахунок неоднорідності деформації Регламентація інтервалу ступеня деформації на рівні 0,8-1,4 обумовлена тими ж причинами, що й у випадку обтиснення центральної частини грані злитка Однак у цьому випадку необхідне збільшення відносної деформації в порівнянні з обтисненням центральної частини на 16,7-33,3%, з метою врахування зростаючої частки пружної складової в загальній деформації, прикладеної до безперервнолитого злитка Приклад Перевірка способу обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані здійснювалася в умовах діючої МБЛЗ, що відливає безперервнолиті блюми перетином 335х400мм з вуглецевих, низьколегованих і легованих марок стали Швидкість витягування блюмів складала 0,6-0,9м/хв Досліджувана марка стали 09Г2С Початкова температура металу складала 1527°С Середня інтенсивність охолодження по зонах мала наступні значення а) кристализатор 618-1500Ут/м2ДО, б) 1-я зона вторинного охолодження 435445Ут/м2ДО, в) 2-я зона вторинного охолодження 450460Ут/м2ДО, г) 3-я зона вторинного охолодження 580.2 г 590Ут/м*ДО, д) охолодження на повітрі 100Ут/м2ДО Для вищенаведених умов відстань від меніска рідкої сталі в кристализаторі до точки початку прикладення обтиснення складала 15 метрів Контроль якості обробки безперервнолитих блюмів у рідко-твердому стані з використанням нового методу здійснювали по макрошліфах поперечного переріза блюма Результати обробки безперервнолитих блюмів по запропонованому способі приведені в таблиці 1 Таким чином, запропонований спосіб забезпечує досягнення технічної задачі - підвищення однорідності деформації з метою зменшити осьову пористість і ліквацію і знизити число тріщин, що забезпечить підвищення якості безперервнолитих блюмів і заготовок Таблиця 1 Спосіб обтиснення № п/п Спосіб 11 Валки 2-го ряду Валки 1-го ряду Розмір ценПерекриття, % від Ступінь Ступінь тральної ширини недеДІЛЯНКИ, % дефордефорформованої ценмації, % від ширини мації, % тральної зони рідкої фази Відомий прототип 21 22 23 24 25 26 27 28 29 210 211 2 12 2 13 2 14 2 15 Спосіб який пропонується 0,9 0,9 0,9 0,9 0,9 05 0,6 1,2 1,5 0,9 0,9 0,9 0,9 0,9 0,9 60,0 60,0 60,0 60,0 60,0 60,0 60,0 60,0 60,0 40,0 50,0 60,0 60,0 60,0 60,0 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 0,7 0,8 1,4 1,6 Центральна (осьова) пористість Осьова ліквація Тріщини деформаційного походження 2,0 2,0-2,5 70,0 80,0 85,0 90,0 100,0 85,0 85,0 85,0 85,0 85,0 85,0 85,0 85,0 85,0 85,0 Параметри макроструктури блюму, бали 1,5 ні/та к 2,0 1,0 0,5 0,5 1,0 2,5 1,5 1,0 1,0 1,5 1,5 2,0 1,5 1,0 0,5 2,0 1,5 1,0 1,0 1,0 2,0 1,5 1,0 1,0 2,0 1,5 2,0 1,0 1,0 05 НІ НІ НІ НІ так НІ НІ НІ так НІ НІ НІ НІ НІ так 7762 Комп'ютерна верстка Д Шеверун Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction of uninterruptedly-cast blooms and billets in liquid-solid state
Автори англійськоюSmyrnov Yevhen Mykolaiovych, Smirnov Oleksii Mykolaiovych, Belobrov Yurii Mykolaiovych, Skliar Vitalii Oleksandrovych
Назва патенту російськоюСпособ обжатия непрерывнолитых блюмов и заготовок в жидко-твердом состоянии
Автори російськоюСмирнов Евгений Николаевич, Смирнов Алексей Николаевич, Белобров Юрий Николаевич, Скляр Виталий Александрович
МПК / Мітки
МПК: B22D 11/12
Мітки: обтиснення, безперервнолитих, рідкої, твердому, стані, блюмів, спосіб, заготовок
Код посилання
<a href="https://ua.patents.su/4-7762-sposib-obtisnennya-bezperervnolitikh-blyumiv-i-zagotovok-u-ridko-tverdomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко- твердому стані</a>
Спосіб одержання безперервнолитих заготовок
Номер патенту: 67307
Опубліковано: 15.06.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22D 11/00
Мітки: спосіб, одержання, заготовок, безперервнолитих
Формула / Реферат:
Спосіб одержання безперервнолитих заготовок, переважно з легованих сталей, що включає подачу металу в кристалізатор, його затвердіння, витягування з кристалізатора злитка, його охолодження, вирівнювання температури по перерізу злитка шляхом витримки в термостаті і наступну пластичну деформацію радіальним куванням, який відрізняється тим, що охолодження злитка здійснюють до температури його поверхні:Тпов.=(0,9-1,1)Тн,де Тн -...
Спосіб радіального обтиснення заготовок
Номер патенту: 36422
Опубліковано: 16.04.2001
Автори: Терновий Юрій Федорович, Артамонов Юрій Вікторович, Безкровний Михайло Григорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: обтиснення, спосіб, заготовок, радіального
Текст:
...порожнини під час радіального обтиснення з макрозсувами, досягається інтенсивна обробка структури металу по всьому перерізу заготовки і за рахунок цього підвищується якість поковок. Для більш інтенсивної обробки структури металу перший та другий етапи /формування осьової порожнини та редуцюювання заготовки/ повторюють декілька (2-10) разів (фіг. 4, 5). Формування осьової порожнини та її наступне редуцюювання більше 10 разів не...
Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: спосіб, кувальному, кування, заготовок, чотирибойковому, пристрої
Формула / Реферат:
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації...
Спосіб прокатки блюмів
Номер патенту: 3131
Опубліковано: 15.10.2004
Автори: Луцький Михайло Борисович, Лук'янов Юрій Васильович, Говоруха Валерій Петрович, Дорожко Іван Кирилович, Горецький Юрій Володимирович, Чудновець Олександр Миколайович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Павленко Анатолій Несторович, Лігус Микола Миколайович
Мітки: прокатки, спосіб, блюмів
Формула / Реферат:
Спосіб прокатки блюмів із зливків, що включає послідовні обтискання в калібрах з проміжними кантівками, який відрізняється тим, що в двох останніх проходах у передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Hcp = 0,42 - 0,48, де Ld - довжина вогнища деформації, а Нcp - середня висота розкату.
Контейнер для транспортування речовини в твердому стані

Номер патенту: 26848
Опубліковано: 29.12.1999
Автор: Гуртнер Данієль
МПК: B65D 88/74
Мітки: речовини, твердому, транспортування, стані, контейнер
Формула / Реферат:
(57)1. Контейнер для транспортировки вещества в твердом состоянии, преимущественно битума, имеющего температуру плавления выше температуры окружающей среды, содержащий корпус для приема вещества в жидком состоянии и обеспечения охлаждения вещества перед транспортировкой или во время ее, снабженный, по меньшей мере, одним впускным и одним выпускным отверстиями и размещенным в нем средством для повторного нагрева вещества, выполненным в виде...
Попередній патент: Спосіб виготовлення електродів для електродугового відновлення силіцію з двоокису силіцію
Наступний патент: Спосіб виробництва ординарного міцного білого вина типу портвейну
Випадковий патент: Спосіб паралельного ключового гешування даних теоретично доведеної стійкості