Спосіб виготовлення робочого шару алмазно-абразивного інструмента
Номер патенту: 79201
Опубліковано: 10.04.2013
Автори: Лавріненко Валерій Іванович, Мішин Валерій Іванович, Черних Валентина Петрівна, Ситник Борис Васильович, Шейко Максим Миколайович

Формула / Реферат
Спосіб виготовлення робочого шару шліфувального та правлячого алмазно-абразивних інструментів, що включає виготовлення металевої основи з алмазно-абразивними зернами надтвердих матеріалів (НТМ), закріпленими в ній гарячим пресуванням та спіканням в прес-формі під тиском з наступним охолодженням, або електролітичним осадженням металу для закріплення зерен НТМ; органічної або керамічної основи з алмазно-абразивними зернами НТМ, закріпленими в ній полімерними смолами, клейовими зв'язуючими та ін. з наступним пресуванням та обпаленням в прес-формі під тиском з наступним охолодженням, який відрізняється тим, що додатково робочий шар алмазно-абразивних інструментів піддають іонно-плазмовому напиленню.
Текст
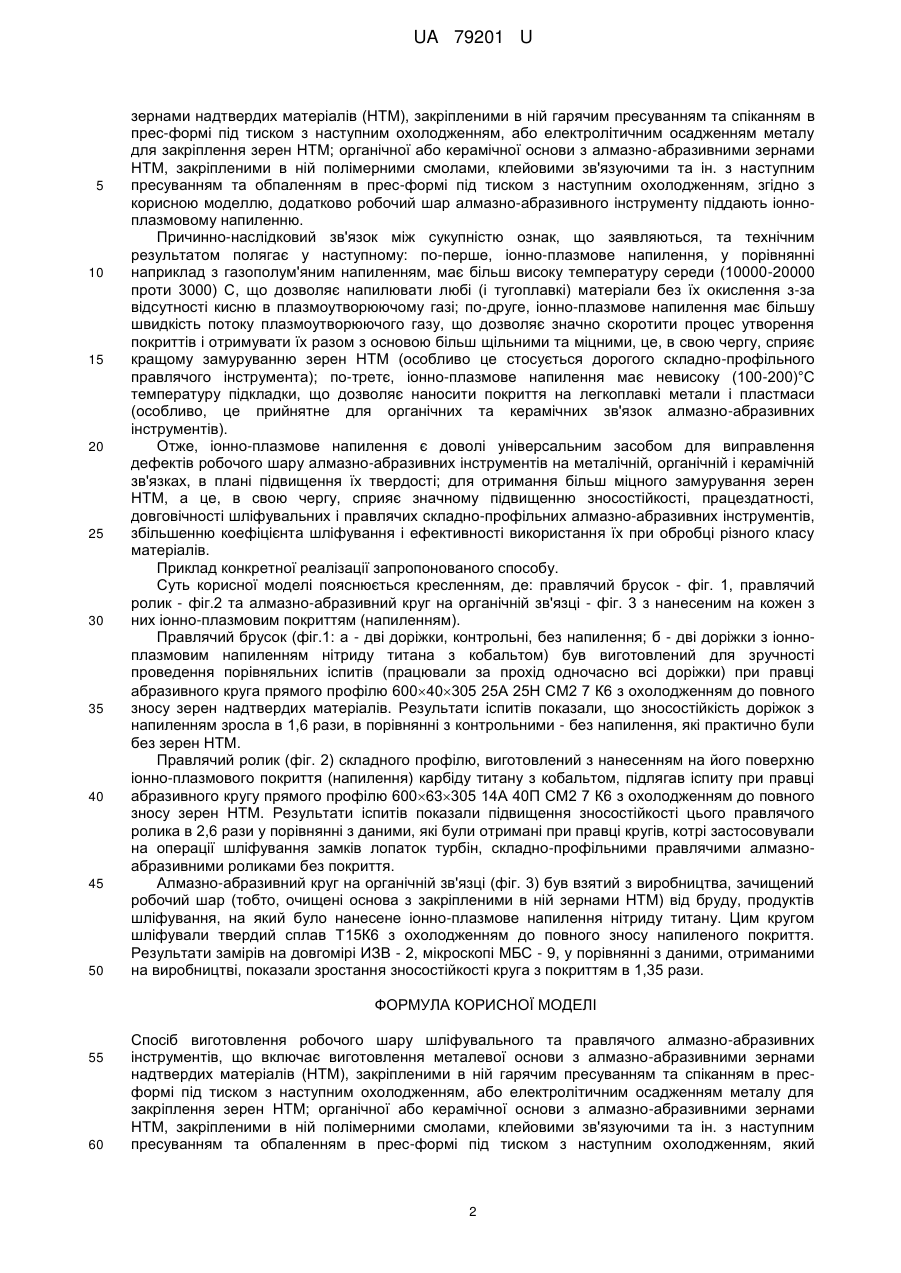
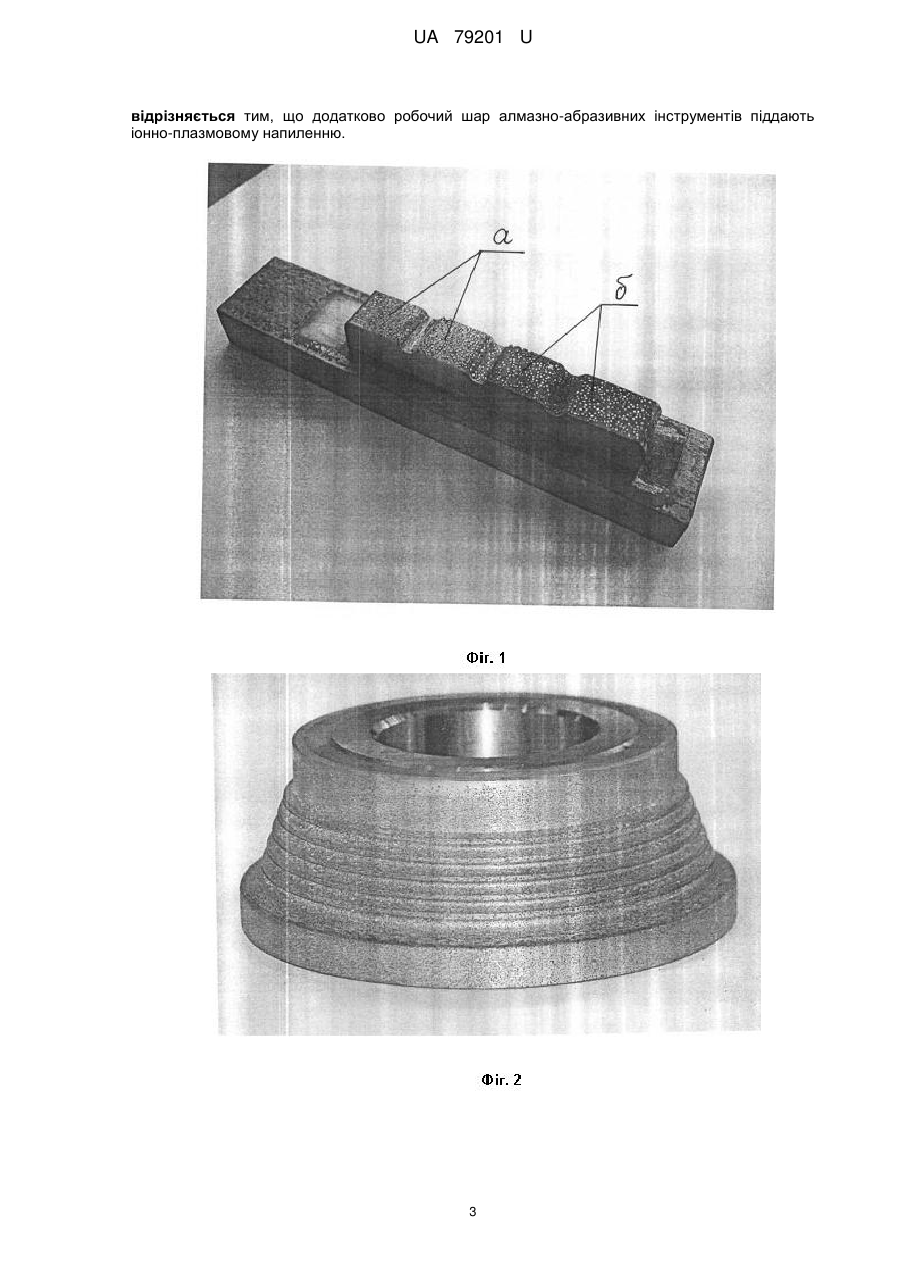
Реферат: Спосіб виготовлення робочого шару шліфувального та правлячого алмазно-абразивних інструментів включає виготовлення металевої основи з алмазно-абразивними зернами надтвердих матеріалів (НТМ), закріпленими гарячим пресуванням, спікання в прес-формі під тиском з наступним охолодженням, або електролітичним осадженням металу, органічної або керамічної основи з алмазно-абразивними зернами НТМ, закріпленими в ній полімерними смолами, клейовими зв'язуючими з наступним пресуванням та обпаленням в прес-формі під тиском з наступним охолодженням. Робочий шар алмазно-абразивних інструментів піддають іонно-плазмовому напиленню. UA 79201 U (12) UA 79201 U UA 79201 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології виготовлення алмазно-абразивних шліфувального та правлячого інструментів з зернами надтвердих матеріалів (НТМ) на органічних, металічних та керамічних зв'язках, які можуть бути використані в різних галузях інструментального виробництва; машинобудування; для обробки чорних та кольорових металів і сплавів; неметалічних матеріалів - скла, кварцу, рубіну, кераміки; будівельних матеріалів - граніту, мармуру, бетону та ін. Відомі технології виготовлення алмазно-абразивного шліфувального інструмента ("Основы проектирования и технология изготовления абразивного и алмазного инструмента" за редакцією В.Μ. Бакуля. - М.: "Машиностроение", 1975): на органічних зв'язках - С. 167-204; на металічних (брикетуванням та спіканням у прес-формах під тиском з наступним охолодженням) - С. 204-230; на металічних (методом гальванотехніки, тобто електролітичним осадженням металів для закріплення зерен надтвердих матеріалів, в основному, для виготовлення правлячого складно-профільного інструмента) - С. 230-240; на керамічних зв'язках - С. 240-251. Основними недоліками алмазно-абразивних інструментів, виготовлених за цими технологіями на всіх вище вказаних зв'язках, є те, що всі вони, у більшості своїй, мають пористі шари, тріщини, жолоблення робочого шару, тобто не міцне з'єднання його з корпусом інструменту і, як наслідок цього, доволі слабке закріплення зерен НТМ в зв'язках; нерівномірний розподіл зерен надтвердих матеріалів в об'ємі робочого шару, а звідси занижену або нерівномірну твердість його - все це, в значній мірі, позначається на низьких зносостійкості, продуктивності обробки, якості оброблюваних поверхонь деталей. Окрім цього при роботі алмазно-абразивні інструменти на металевих і керамічних, а в деяких випадках і на органічних зв'язках, як правило, застосовують з охолодженням, що також негативно впливає на працездатність, стійкість і довговічність їх, бо в цьому випадку, додатково, має місце ерозійний знос, або ерозійний пітинг - вид мікроударного механізму зносу робочого шару в результаті дії потоку охолоджувальної рідини з твердими частками оброблюваного матеріалу і продуктів зносу інструмента. Ці тверді частки утворюють локальні імпульсні удари, енергія яких достатня, щоб визвати пластичну деформацію, структурні або фазові перетворення в мікрооб'ємах робочого шару, результатом яких є зменшення замурування зерен в зв'язці, міцність утримання їх слабшає, внаслідок чого збільшуються викришування і виривання зерен НТМ зі зв'язки (вид втомленого зносу). Особливо це позначається на дорогих складно-профільних правлячих інструментах з зернами НТМ (ролики та бруски), які з-за складності свого профілю майже завжди виготовляють одношаровими методом електролітичного осадження металів для закріплення зерен НТМ (в основному, зернистостей 500/400-1000/800). Відомі способи нанесення покриттів у вигляді плівок газотермічним, газополум'яним, електродуговим, плазмовим, детонаційним та іншими напиленнями, в основному, на лезвійні ріжучи інструменти (різці, змінні багатогранні пластини, свердла, мітчики, фрези з швидкорізальної сталі або оснащені твердосплавними пластинами) для зменшення коефіцієнту тертя їх з оброблюваними матеріалами, підвищення зносостійкості ріжучих кромок інструментів, збільшення продуктивності обробки, отримання високих якісно-точностних характеристик оброблених деталей. Основними недоліками усіх цих методів є, по-перше, непридатність використання їх для нанесення покриттів на алмазно-абразивні інструменти тому, що підкладка, тобто поверхня робочого шару з зернами НТМ, розігрівається до (800-1000)°С, в результаті чого ці інструменти катастрофічно втрачають свої різальні спроможності; по-друге, такий метод, як детонаційний взагалі непридатний з-за високого рівня виробничого шуму (від 120 до 145 дБ); по-третє, такі методи, як газотермічний або газополум'яний супроводжуються окісними процесами (з-за присутності кисню), що негативно позначається на утриманні зерен НТМ в зв'язках алмазноабразивних інструментів. В основу корисної моделі поставлено задачу такого вдосконалення способу виготовлення робочого шару шліфувального та правлячого алмазно-абразивного інструмента, при якому за рахунок того, що пропонується наносити іонно-плазмове покриття (або напилення) металів у вигляді плівок на вказані вище металічні, органічні та керамічні зв'язки з закріпленими в них зернами надтвердих матеріалів для підвищення поверхневої густини і твердості зв'язок, в результаті чого збільшуються замурування і міцність утримання зерен НТМ в зв'язках. Внаслідок цього, збільшуються зносостійкість, працездатність і довговічність шліфувального і правлячого алмазно-абразивних інструментів з зернами надтвердих матеріалів на металічних, органічних і керамічних зв'язках; підвищуються коефіцієнт шліфування та ефективність використання їх при обробці різноманітних матеріалів. Для цього у способі виготовлення робочого шару шліфувального та правлячого алмазноабразивних інструментів, що включає виготовлення металевої основи з алмазно-абразивними 1 UA 79201 U 5 10 15 20 25 30 35 40 45 50 зернами надтвердих матеріалів (НТМ), закріпленими в ній гарячим пресуванням та спіканням в прес-формі під тиском з наступним охолодженням, або електролітичним осадженням металу для закріплення зерен НТМ; органічної або керамічної основи з алмазно-абразивними зернами НТМ, закріпленими в ній полімерними смолами, клейовими зв'язуючими та ін. з наступним пресуванням та обпаленням в прес-формі під тиском з наступним охолодженням, згідно з корисною моделлю, додатково робочий шар алмазно-абразивного інструменту піддають іонноплазмовому напиленню. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у наступному: по-перше, іонно-плазмове напилення, у порівнянні наприклад з газополум'яним напиленням, має більш високу температуру середи (10000-20000 проти 3000) С, що дозволяє напилювати любі (і тугоплавкі) матеріали без їх окислення з-за відсутності кисню в плазмоутворюючому газі; по-друге, іонно-плазмове напилення має більшу швидкість потоку плазмоутворюючого газу, що дозволяє значно скоротити процес утворення покриттів і отримувати їх разом з основою більш щільними та міцними, це, в свою чергу, сприяє кращому замуруванню зерен НТМ (особливо це стосується дорогого складно-профільного правлячого інструмента); по-третє, іонно-плазмове напилення має невисоку (100-200)°С температуру підкладки, що дозволяє наносити покриття на легкоплавкі метали і пластмаси (особливо, це прийнятне для органічних та керамічних зв'язок алмазно-абразивних інструментів). Отже, іонно-плазмове напилення є доволі універсальним засобом для виправлення дефектів робочого шару алмазно-абразивних інструментів на металічній, органічній і керамічній зв'язках, в плані підвищення їх твердості; для отримання більш міцного замурування зерен НТМ, а це, в свою чергу, сприяє значному підвищенню зносостійкості, працездатності, довговічності шліфувальних і правлячих складно-профільних алмазно-абразивних інструментів, збільшенню коефіцієнта шліфування і ефективності використання їх при обробці різного класу матеріалів. Приклад конкретної реалізації запропонованого способу. Суть корисної моделі пояснюється кресленням, де: правлячий брусок - фіг. 1, правлячий ролик - фіг.2 та алмазно-абразивний круг на органічній зв'язці - фіг. 3 з нанесеним на кожен з них іонно-плазмовим покриттям (напиленням). Правлячий брусок (фіг.1: а - дві доріжки, контрольні, без напилення; б - дві доріжки з іонноплазмовим напиленням нітриду титана з кобальтом) був виготовлений для зручності проведення порівняльних іспитів (працювали за прохід одночасно всі доріжки) при правці абразивного круга прямого профілю 60040305 25А 25Н СМ2 7 К6 з охолодженням до повного зносу зерен надтвердих матеріалів. Результати іспитів показали, що зносостійкість доріжок з напиленням зросла в 1,6 рази, в порівнянні з контрольними - без напилення, які практично були без зерен НТМ. Правлячий ролик (фіг. 2) складного профілю, виготовлений з нанесенням на його поверхню іонно-плазмового покриття (напилення) карбіду титану з кобальтом, підлягав іспиту при правці абразивного кругу прямого профілю 60063305 14А 40П СМ2 7 К6 з охолодженням до повного зносу зерен НТМ. Результати іспитів показали підвищення зносостійкості цього правлячого ролика в 2,6 рази у порівнянні з даними, які були отримані при правці кругів, котрі застосовували на операції шліфування замків лопаток турбін, складно-профільними правлячими алмазноабразивними роликами без покриття. Алмазно-абразивний круг на органічній зв'язці (фіг. 3) був взятий з виробництва, зачищений робочий шар (тобто, очищені основа з закріпленими в ній зернами НТМ) від бруду, продуктів шліфування, на який було нанесене іонно-плазмове напилення нітриду титану. Цим кругом шліфували твердий сплав Т15К6 з охолодженням до повного зносу напиленого покриття. Результати замірів на довгомірі ИЗВ - 2, мікроскопі МБС - 9, у порівнянні з даними, отриманими на виробництві, показали зростання зносостійкості круга з покриттям в 1,35 рази. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Спосіб виготовлення робочого шару шліфувального та правлячого алмазно-абразивних інструментів, що включає виготовлення металевої основи з алмазно-абразивними зернами надтвердих матеріалів (НТМ), закріпленими в ній гарячим пресуванням та спіканням в пресформі під тиском з наступним охолодженням, або електролітичним осадженням металу для закріплення зерен НТМ; органічної або керамічної основи з алмазно-абразивними зернами НТМ, закріпленими в ній полімерними смолами, клейовими зв'язуючими та ін. з наступним пресуванням та обпаленням в прес-формі під тиском з наступним охолодженням, який 2 UA 79201 U відрізняється тим, що додатково робочий шар алмазно-абразивних інструментів піддають іонно-плазмовому напиленню. 3 UA 79201 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing working layer of polishing and dressing diamond abrasive tool
Автори англійськоюLavrinenko Valerii Ivanovych, Sytnyk Borys Vasyliovych, Chernykh Valentyna Petrivna, Sheiko Maksym Mykolaiovych, Mishyn Valerii Ivanovych
Назва патенту російськоюСпособ изготовления рабочего слоя шлифовального и правильного алмазно-абразивного инструмента
Автори російськоюЛавриненко Валерий Иванович, Сытник Борис Васильевич, Черных Валентина Петровна, Шейко Максим Николаевич, Мишин Валерий Иванович
МПК / Мітки
МПК: B24D 3/00, B24D 11/00
Мітки: інструмента, шару, алмазно-абразивного, виготовлення, спосіб, робочого
Код посилання
<a href="https://ua.patents.su/6-79201-sposib-vigotovlennya-robochogo-sharu-almazno-abrazivnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення робочого шару алмазно-абразивного інструмента</a>
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Лавріненко Валерій Іванович, Пасічний Олег Олегович, Ситник Борис Васильович, Ткач Василь Миколайович
МПК: B24D 3/00
Мітки: спосіб, абразивного, виготовлення, робочого, інструменту, шару
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 67056
Опубліковано: 25.01.2012
Автори: Лавріненко Валерій Іванович, Полторацький Володимир Григорович, Солод Володимир Юрійович, Ситник Борис Васильович, Черних Валентина Петрівна
МПК: B24D 3/00
Мітки: інструменту, робочого, абразивного, спосіб, шару, виготовлення
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з іншими компонентами і зернами надтвердих матеріалів, пошарову засипку її в прес-форму з пошаровим брикетуванням по висоті робочого шару і спіканням абразивного матеріалу в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що частину...
Маса для виготовлення робочого шару абразивного інструмента
Номер патенту: 15433
Опубліковано: 17.07.2006
Автори: Скрябін Віктор Валерійович, Богатирьова Галина Павлівна, Сидорко Володимир Ігорович, Полтарацький Володимир Григорович, Ковальов Сергій Вікторович, Крамар Владислав Григорович, Новіков Микола Васильович, Філатов Юрій Данилович, Нікітін Юрій Іванович
МПК: B24D 3/20
Мітки: абразивного, виготовлення, маса, робочого, інструмента, шару
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструмента, що містить абразив і органічне зв'язуюче, яка відрізняється тим, що як зв'язуюче вона містить кремнійорганічний компаунд і каталізатор при наступному співвідношенні компонентів, ваг. %: кремнійорганічний компаунд 30-70 каталізатор 5-20 абразив 15-60. 2. Маса для...
Прес-форма для виготовлення робочого шару абразивного інструменту
Номер патенту: 32236
Опубліковано: 12.05.2008
Автори: Пасічний Олег Олегович, Ситник Борис Васильович, Лавріненко Валерій Іванович
МПК: B22F 3/02
Мітки: шару, прес-форма, інструменту, абразивного, робочого, виготовлення
Формула / Реферат:
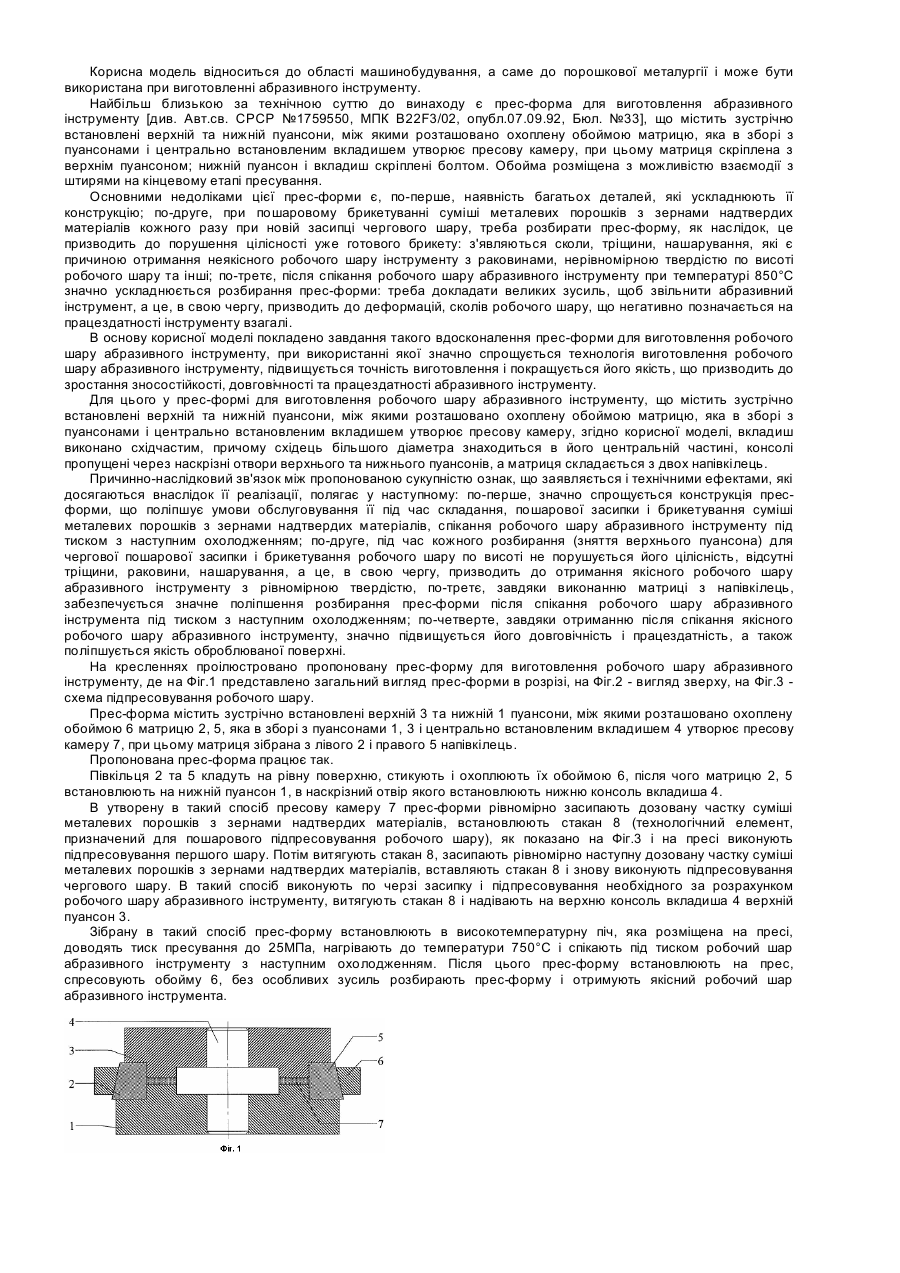
Прес-форма для виготовлення робочого шару абразивного інструменту, що містить зустрічно встановлені верхній та нижній пуансони, між якими розташовано охоплену обоймою матрицю, яка утворює в збиранні з пуансонами і центрально встановленим вкладишем пресову камеру, яка відрізняється тим, що вкладиш виконано східчастим, причому східець більшого діаметра вкладиша знаходиться в центральній його частині, консолі пропущені через наскрізні отвори...
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Філатов Юрій Данилович, Новіков Микола Васильович, Крамар Владислав Григорович, Сидорко Володимир Ігорович, Скрябін Віктор Валерійович
МПК: B24D 3/20
Мітки: інструменту, виготовлення, абразивного, шару, маса, робочого
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Попередній патент: Фіточай “весняний настрій”
Наступний патент: Система регулювання температури оливи та охолоджуючої рідини двигуна внутрішнього згорання з утилізацією теплоти з тепловим акумулятором
Випадковий патент: Активний коливальний контур