Спосіб виготовлення виливків у формах з сипкого піску
Номер патенту: 79715
Опубліковано: 25.04.2013
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович

Формула / Реферат
1. Спосіб виготовлення виливків в ливарних формах з сипкого піску, що включає заливку металевого розплаву в ливарну форму, твердіння, регульоване охолоджування виливків з подачею холодоагенту на їх поверхню, звільнення виливків від піску і охолоджування їх на повітрі, який відрізняється тим, що як холодоагент застосовують гравітаційний перебіг піску ливарної форми в режимі його регульованого висипання з цієї форми при поєднанні такого способу охолоджування з операцією звільнення виливків від піску.
2. Спосіб за п. 1, який відрізняється тим, що додатково проводять зволоження піску, розташованого над виливком в ливарній формі та/або висипання піску з форми проводять одночасно з вібрацією форми.
3. Спосіб за п. 1, який відрізняється тим, що гравітаційний перебіг піску в режимі його регульованого висипання з форм при поєднанні такого способу охолоджування з операцією звільнення виливків від піску проводять у формах, поміщених після їх заливки в закритий похилий жолоб.
4. Спосіб за пп. 1, 3 який відрізняється тим, що висипання піску з форми проводять через принаймні один отвір, розташований в нижній частині опоки цієї форми, або в стінці закритого похилого жолоба.
5. Спосіб за п. 3, який відрізняється тим, що швидкість висипання піску регулюють шляхом зміни розмірів отвору в опоці та/або рівень піску, який залишився у формі і контактує з виливком, регулюють шиберною заслінкою, яка мимоволі опускається у міру опускання верхнього рівня піску у формі і закриває отвір в опоці.
6. Спосіб за п. 3, який відрізняється тим, що при висипанні піску з певного місця у формі під це місце заздалегідь підводять трубку, сполучену з отвором в опоці.
Текст
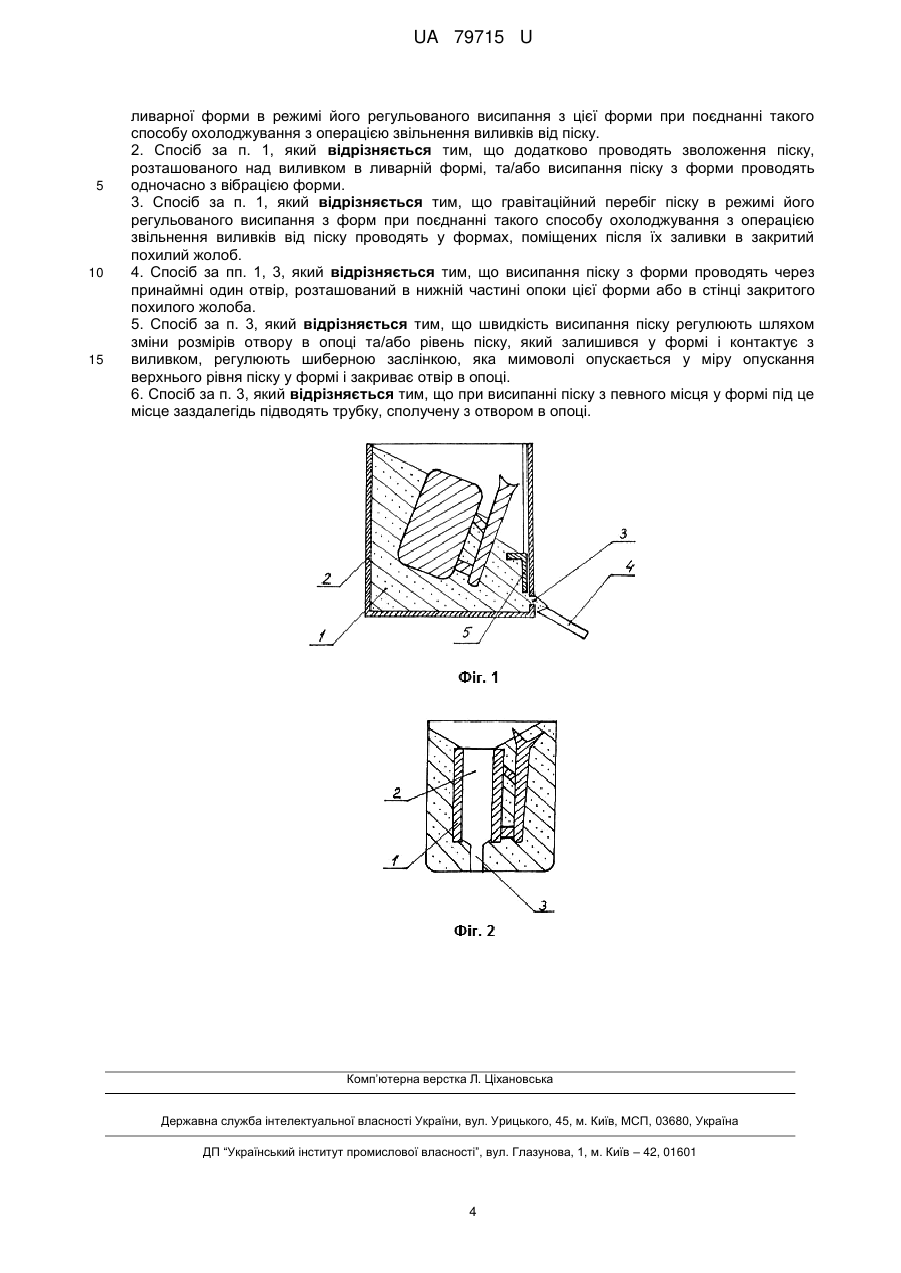
Реферат: UA 79715 U UA 79715 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, а саме до способів виробництва виливків в ливарних формах з сипкого піску. Відоме застосування в ливарній формі систем охолоджування рідким холодоагентом [А.С. СРСР № 404555 МПК В 22 D 27/04, опубл. 1972 і № 801981 МПК В 22 С 27/04, опубл. 1981]. Проте вони є вельми складними конструкціями холодильної техніки без використання ефекту прискорення охолоджування металу на повітрі. Відоме охолоджування виливків з подачею холодоагенту з ємкостей-дозаторів на певні частини виливків [А.С. СРСР № 1787653 МПК В 22 С 9/10, опубл. 1989]. Проте наявність ємкостей-дозаторів в опоці ускладнює її конструкцію і утрудняє формування в контейнерних опоках. Відоме застосування ливарної опочної вакуумованої форми з наповнювачем - сухим піском, в якій після заливки металевого розплаву у форму, часткового або повного твердіння виливків для прискорення їх охолоджування частково видаляють шар піску форми поблизу стінок опок шляхом видалення самих опок з подальшим охолоджуванням виливків в піску, що залишився навколо виливків, утримується жакетами, заздалегідь поміщеними при формуванні в опоки [А.С. СРСР № 1629140 МПК В 22 С 21/00, опубл. 1991]. Частково зменшивши шар піску по периметру опок, можна лише трохи прискорити охолоджування виливків в піску (в основному периферійних і верхніх їх поверхонь), без можливості цільової регульованої дії холодоагентом на задані їх частини. Таке складно застосувати в контейнерних опоках з нижнім дном, широко поширених для лиття за моделями, що газифікуються. Жакети ускладнюють формування і збільшують вагу форми. Висипання (вибивання) форм з регульованою швидкістю відоме при вакуумному формуванні по способах [А.С. СРСР № 1785770, МПК В22С 9/02, опубл. 1993 і пат. RU 2026127, МПК В22С9/02, опубл. 1995]. Проте ці способи проводять у відкритих рамкових опоках при традиційній операції вибивки, і вони створені для усунення пилоутворення від піску шляхом уповільнення його висипання. Висипання контейнерних опок з нижнім дном, які широко застосовують при литті за моделями, які газифікуються, проводять перекиданням контейнерних опок. Оскільки виливок при цьому може удариться об опоку або решітку і деформуватися при недостатній міцності при високих температурах, то виливки охолоджують до температур для традиційних процесів лиття у форми зі зв'язуючим. Найбільш близьким аналогом є спосіб отримання виливків у вакуумованих формах з сипкого піску з регульованим охолоджуванням виливків, що включає створення газового розрідження в піску форми, заливки металевого розплаву в порожнину форми, твердіння, охолоджування з подачею холодоагенту на поверхню виливків і видалення виливків, а також з тією відмінною властивістю, що перед подачею холодоагенту частину поверхні виливків звільняють від піску [Патент UA 82963 МПК B22D27/04, B22D27/15, опубл. 2008]. При цьому для звільнення гарячого виливка від піску використовують пристрій типу пилососа, що ускладнює процес лиття, не завжди можливо цим пристроєм видалити пісок в нижніх частинах форми з-під виливка, потрібні значні витрати ручної праці і енергії, а також робота поблизу нагрітого до високих температур виливка часто недопустима за умовами техніки безпеки праці. А в деяких способах лиття алюмінієвих та інших легких сплавів за моделями, що газифікуються, не застосовують газового розрідження в сипкому піску форми, а лише навантажують форму на контрладі. В основу корисної моделі поставлена задача - спрощення видалення піску з форми при підвищенні швидкості охолоджування виливків і піску. Поставлена задача вирішується тим, що в способі виготовлення виливків в ливарних формах з сипкого піску, який включає заливку металевого розплаву в ливарну форму, твердіння, регульоване охолоджування виливків з подачею холодоагенту на їх поверхню, звільнення виливків від піску і охолоджування їх на повітрі, згідно з корисною моделлю, як холодоагент застосовують гравітаційний перебіг (перетік або стан, що тече) піску ливарної форми в режимі його регульованого висипання з цієї форми при поєднанні такого способу охолоджування з операцією звільнення виливків від піску. Також можуть додатково проводити зволоження піску, розташованого над виливком в ливарній формі та/або висипання піску з форми проводити одночасно з вібрацією форми. Крім того, гравітаційний перебіг піску в режимі його регульованого висипання з форм при поєднанні такого способу охолоджування з операцією звільнення виливків від піску можуть проводити у формах, поміщених після їх заливки в закритий похилий жолоб. Також висипання піску з форми можуть проводити через принаймні один отвір, розташований в нижній частині опоки цієї форми, чи в стінці закритого похилого жолоба, або швидкість висипання піску регулюють шляхом зміни розмірів отвору в 1 UA 79715 U 5 10 15 20 25 30 35 40 45 50 55 60 опоці та/або рівень піску, який залишився у формі і контактує з виливком, регулюють шиберною заслінкою, яка мимоволі опускається у міру опускання верхнього рівня піску у формі і закриває отвір в опоці. Також при висипанні піску з певного місця у формі під це місце можуть заздалегідь підводити трубку, сполучену з отвором в опоці. При переробці сипких матеріалів в багатьох промислових процесах застосовують режим гравітаційного перетікання при створенні умов зрушення (зсуву) частинок, в результаті якого останні здійснюють переміщення. При організації такого перебігу сухого піску в ливарній формі він супроводжується активною взаємодією частинок, тертям їх об стінки виливка і опоки. Для даного режиму повільного або пластичного перетікання, як його називають в механіці сипких середовищ, характерний рух частинок середовища по деяких певних траєкторіях, знаходячись в контакті частинок одна з одною, що відбувається або в режимі ковзання, або перекочування. Таке поле течії цілеспрямовано формується з урахуванням геометрії виливка, його просторового розташування, застійних зон, що впливають на розміри, і розділення потоків на струмені, а також орієнтування потоків і швидкість перебігу частинок регулюються шляхом вибору місць розміщення в опоці отворів витікання і їх прохідними розмірами. За теорією теплопередачі або теплообміну при нерухомому піску виливок можна розглядати наче в "шубі" - пристінному прошарку піску, нагрітому теплом з такими складовими, спочатку теплотою перегріву рідкого металу, потім - його агрегатного переходу в твердий стан, а також теплотою охолоджування в твердому вигляді. Теплопровідність цієї нерухомої нагрітої "шуби", яку швидше слід розглядати як теплоізолятор і теплоакумулятор, визначає весь традиційний процес охолоджування виливка. Важливо, що теплопровідність традиційних піщаних формувальних сумішей з в'яжучими речовинами вища, ніж сухого піску, тому для форм з сухого піску застосовують тривалість охолодження, як правило, на 15-20 % довшу, що часто вважається недоліком. Застосування руху піску звільнює ливарний процес від такого недоліку, а сипкість піску виступає як перевага для прискорення охолодження. Тепер, якщо гаряча "шуба" зрушується щодо виливка, а зверху подається як холодоагент потік холодного піску, зерна якого труться і перекочуються об поверхню виливка, то процес перенесення тепла переважно здійснюють зерна рухомого середовища при їх перемішуванні, що кваліфікується як конвективний теплообмін при вимушеному русі піщаного середовища внаслідок висипання піску з форми під дією поля гравітаційних сил. Це різко піднімає інтенсивність теплообміну, а при звільненні виливка від піску теплообмін продовжується шляхом його охолоджування вільною конвекцією повітря. Додавання до операції висипання піску вібраційних коливальних збурень (шляхом застосування вібростолів або переносних вібраторів з кріпленням їх до стінки опоки чи зануренням в пісок), що змінюють траєкторії руху частинок, зменшують коефіцієнт внутрішнього тертя та надають піску властивості псевдорідини, дозволить відразу зрушити пісок (без можливості "зависання") і потім плавно опустити на дно опоки виливок в піску, бо він, як правило, має густину більшу, ніж навколишнє середовище. Це і збільшення інтенсивності взаємного переміщення зерен піску, що витікає з опоки, збільшить швидкість охолодження за рахунок такого явища як вібраційна конвекція в рухомому піску. А зволоження, наприклад, наливанням чи пульверизацією води, верхнього шару піску, що потім опускається вниз на виливок в ливарній формі, внесе додатковий внесок у виді випарного охолоджування водою і не утруднить його перетікання (хоча суміш сирої форми самостійно не тече з опоки), оскільки вода в обтікаючому виливок піску повністю випарується поки він не охолоне нижче 100 °C. Створення гравітаційного потоку піску сумістить інтенсивне охолоджування з операцією висипання (вибивання) форми. Пісок між виливком і отвором (або під виливком) частково чи повністю висипається і при зменшенні тривалості контакту з виливком менше нагрівається, ніж у формі з нерухомим піском, що вимагає менше витрат на охолоджування піскуі дозволяє знизити кількість піску в обороті ливарного цеху. На кресленні (фіг. 1) показано піщану форму з піском 1 в розрізі в процесі висипання піску з опоки 2 через отвір 3, під який підставлений жолобок 4 для зсипання піску далі в приймальну ємність. Отвір може закриватися пробкою або шиберною заслінкою 5. На фіг. 2 схематично показано в розрізі піщану форму з виливком циліндричної гільзи 1 з крізним отвором 2. Для висипання піску зсередини гільзи опока забезпечена трубкою 3, сполученою з отвором в дні опоки. Показано контури опоки і трубки 3, трубка може бути нахилена до горизонтальної площини під кутом 30-90°. Здійснення корисної моделі ґрунтується на використанні властивостей сипкого піску. При вакуумуванні форми, що отримують способами лиття за моделями, які газифікуються, або вакуумно-плівковою формовкою, в піску заданий час підтримується газове розрідження на рівні 50±20 кПа на період заливки і затвердіння виливка. Для легких сплавів достатньо 2 UA 79715 U 5 10 15 20 25 30 35 40 45 50 навантажувати форму замість фізичного зміцнення шляхом вакуумування форми. Після твердіння виливка або достатньої по товщині його поверхневої кірки, що гарантовано зберігає форму виливка, вакуумування форми припиняють і через отвори певної величини або змінної пропускної площі, регульованого, наприклад, заслінкою горизонтального руху, в нижній частині переважно контейнерної опоки з певною невисокою швидкістю (подібно до сипання в пісочному годиннику) висипають пісок при плавному опусканні виливка на дно контейнера або на піщаний прошарок, величина якого залежить від того, виконаний отвір у дні опочного контейнера, чи на деякій висоті від нього в бічній стінці. Мінімальний розмір отвору для спустошення опоки визначали таким, щоб він не міг забитись при русі піску, а також необхідною тривалістю охолоджування. З урахуванням закономірностей механіки течії і експериментальних вимірювань визначали значення швидкості руху піску і оптимальні режими його витікання з конкретної форми. Наприклад, для форми з масою піску близько 24 кг через бічний отвір діаметром 15 мм поблизу днища тривалість висипання піску склала 17 хвилин, що дозволило збільшити швидкість охолоджування чавунного виливка масою близько 4 кг на 36 % в порівнянні з нерухомим піском. Швидкість охолоджування виливка (°С/с) в сухому піску без руху складала 0,08-0,09, в зволоженому до 5 % по масі піску - 0,13, на спокійному повітрі ~ 3. Виходячи з останнього значення, повітря відносять до гартівних середовищ при термообробці виробів з металів. Застосування вказаного ступеня зволоження піску і вібраційних коливань під час висипання піску дають можливість збільшення швидкості охолоджування виливка в 1,5-1,6 разу. На фіг. 1 показана рухома шиберна заслінка 5 з горизонтальною полицею у верхній частині, встановлена вище отвору з можливістю закривання його при опусканні заслінки разом з піском зверху вниз (у варіанті, по направляючих). При формуванні горизонтальна полиця заслінки фіксується - спирається на верхній контрлад піску, і у міру висипання піску заслінка під своєю вагою вільно опускається та закриває отвір, залишаючи необхідний рівень піску в опоці, який залежить від висоти вертикальної полиці заслінки. Змінюючи цю висоту, регулюють ступінь звільнення виливка від піску і швидкість його охолоджування. Для висипання піску з порожнини 2 виливка гільзи (фіг. 2), його модель, що газифікується, формують над трубкою 3, заповненою при формуванні піском. А після заливки і затвердіння виливка через трубку пісок висипають, що дозволяє охолоджувати швидше внутрішню поверхню гільзи, створюючи крізний потік повітря в її порожнині від низу до верху. Для гільз двигунів при цьому досягають підвищеної твердості цієї поверхні, що збільшує їх мотороресурс. При цьому зовнішню поверхню меншої твердості легко обробляти. При переміщенні форм (або сегментів однієї "безперервної" форми) після заливки металом з конвеєра в закритий похилий жолоб (типу гравітаційного транспортера) виливки в середовищі піску охолоджуються, одночасно опускаючись по схилу, як описано в роботах [Дорошенко В.С. Шейко Н.И. Использование вакуумно-пленочной формовки для фасонных и непрерывнолитых отливок. Литейное производство.-1993. - № 2-3. - С. 15-16. Установка для литья, пат. RU 2070470, МКИ В22С 9/02, опубл. 1996.12.20]. В цьому випадку закритий похилий жолоб можна розглядати як аналог довгої контейнерної форми з декількома виливками, що ковзають в піску між стінками жолоба, продовжуючи рух по ходу конвеєра. Але він є стаціонарно встановленим обладнанням для регульованого охолодження виливків та піску, що самопливом проходять крізь нього, в якому за сучасних потреб моніторингу та автоматизації є всі можливості безперервного контролю зміни температури та швидкості проходження продукції чи відбору матеріалів. Застосування способу при цьому полягає в тому, що через отвори в нижній частині жолоба пісок висипають, прискорюючи охолоджування виливків, які виходять з жолоба звільненими від піску, а встановленням датчиків на вході та виході жолоба досягають моніторингу ступеня охолодження та кількісних характеристик вантажопотоку. Цей ливарний спосіб поєднує самовільне висипання піску, спрощуючи його видалення з форми, з підвищенням швидкості охолодження піску і виливка, чим в більшості випадків дає можливість підвищення службових характеристик останнього. А додаткові заходи по зволоженню і вібрації рухомого піску посилюють процес теплообміну, що розширює діапазон регулювання цих операцій та дозволяє підвищити продуктивність ливарного процесу. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 1. Спосіб виготовлення виливків в ливарних формах з сипкого піску, що включає заливку металевого розплаву в ливарну форму, твердіння, регульоване охолоджування виливків з подачею холодоагенту на їх поверхню, звільнення виливків від піску і охолоджування їх на повітрі, який відрізняється тим, що як холодоагент застосовують гравітаційний перебіг піску 3 UA 79715 U 5 10 15 ливарної форми в режимі його регульованого висипання з цієї форми при поєднанні такого способу охолоджування з операцією звільнення виливків від піску. 2. Спосіб за п. 1, який відрізняється тим, що додатково проводять зволоження піску, розташованого над виливком в ливарній формі, та/або висипання піску з форми проводять одночасно з вібрацією форми. 3. Спосіб за п. 1, який відрізняється тим, що гравітаційний перебіг піску в режимі його регульованого висипання з форм при поєднанні такого способу охолоджування з операцією звільнення виливків від піску проводять у формах, поміщених після їх заливки в закритий похилий жолоб. 4. Спосіб за пп. 1, 3, який відрізняється тим, що висипання піску з форми проводять через принаймні один отвір, розташований в нижній частині опоки цієї форми або в стінці закритого похилого жолоба. 5. Спосіб за п. 3, який відрізняється тим, що швидкість висипання піску регулюють шляхом зміни розмірів отвору в опоці та/або рівень піску, який залишився у формі і контактує з виливком, регулюють шиберною заслінкою, яка мимоволі опускається у міру опускання верхнього рівня піску у формі і закриває отвір в опоці. 6. Спосіб за п. 3, який відрізняється тим, що при висипанні піску з певного місця у формі під це місце заздалегідь підводять трубку, сполучену з отвором в опоці. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making castings in molds of loose sand
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления отливок в формах из сыпучего песка
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02
Мітки: піску, виливків, спосіб, сипкого, формах, виготовлення
Код посилання
<a href="https://ua.patents.su/6-79715-sposib-vigotovlennya-vilivkiv-u-formakh-z-sipkogo-pisku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків у формах з сипкого піску</a>
Спосіб виготовлення циліндричних виливків у постійних формах
Номер патенту: 67815
Опубліковано: 12.03.2012
Автори: Зеленюк Олексій Миколайович, Єлькін Олексій Володимирович, Наумик Валерій Владиленович
МПК: B22D 15/00, C22C 1/02
Мітки: виливків, виготовлення, постійних, циліндричних, спосіб, формах
Формула / Реферат:
Спосіб виготовлення циліндричних виливків у постійних формах, що включає підготовку та складання форми, заливання металу у форму, охолодження та виймання виливка з форми, який відрізняється тим, що як шихту використовують 100 % технологічного повернення, після розплавлення шихти у вакуумній індукційній печі виконується температурно-часова обробка розплаву, яка включає перегрів розплаву на 300-400 °C вище точки плавлення та витримку при цій...
Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується
Номер патенту: 15177
Опубліковано: 15.06.2006
Автори: Іванов Сергій Володимирович, Хомишинець Володимир Лукич
МПК: B22C 9/04
Мітки: формах, моделлю, виливків, одержання, газифікується, спосіб, вакуумованих
Формула / Реферат:
1. Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується, який включає встановлення в контейнер з сипким вогнетривким матеріалом пінополістиролової моделі, її вакуумування, подальше гравітаційне заливання з верхнім підведенням металу, охолодження та видалення після їх твердіння, який відрізняється тим, що гравітаційне заливання форми проводять через багатоярусну ливникову систему при швидкості піднімання металу у формі...
Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується
Номер патенту: 71325
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: моделлю, газифікується, виливків, спосіб, вакуумованих, формах, одержання
Формула / Реферат:
1. Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується, який полягає у виготовленні пінополістиролових моделей, формуванні їх вогнетривким наповнювачем в контейнері, їх вакуумуванні і заливанні, твердінні в них металу, охолодженні і вибиванні із контейнерів виливків, який відрізняється тим, що пінополістиролові моделі спочатку обсипають в контейнері вогнетривким наповнювачем фракції 0,02-0,08 мм шаром товщиною 10-15...
Спосіб виготовлення виливків типу корпусних деталей гідромашин з мідистих силумінів, легованих цинком
Номер патенту: 85320
Опубліковано: 12.01.2009
Автори: Зайцев Юрій Георгійович, Майоров Олександр Анатолійович, Медяник Віктор Григорович, Бабич Юрій Валентинович, Засінець Євгеній Григорович
МПК: B22D 15/00, C21D 1/18, C22F 1/043, C21D 1/78, C22C 21/02, B22D 21/00
Мітки: мідистих, силумінів, спосіб, легованих, виливків, корпусних, цинком, деталей, гідромашин, виготовлення, типу
Формула / Реферат:
Спосіб виготовлення виливків типу корпусних деталей гідромашин з мідистих силумінів, легованих цинком, що включає заливку рідкого металу в кокіль, витягання виливка з кокілю, подальше загартування виливка у воді і старіння, який відрізняється тим, що виливок з кокілю витягують відразу після утворення на металі твердої кірки, яку визначають за помітним слідом, що утворюють шляхом удару ливарними кліщами по прибутковій частині виливка,...
Спосіб виготовлення виливків
Номер патенту: 80381
Опубліковано: 10.09.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: виготовлення, спосіб, виливків
Формула / Реферат:
1. Спосіб виготовлення виливків, що включає виробництво піщаної форми по крижаних моделях в опоці, створення газового тиску на форму, розплавлення моделі й усмоктування продуктів розплавлення моделі в пісок форми, заливання металевого розплаву, затвердіння і видалення виливка, який відрізняється тим, що розплавлення моделі й усмоктування продуктів розплавлення моделі виконують під дією газового тиску, яким притискають поверхневі шари стінки...
Попередній патент: Мобільний учбовий демонстраційний комплекс
Наступний патент: Спосіб виплавлення алюмінієвого сплаву
Випадковий патент: Ротор-сепаратор