Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується
Номер патенту: 15177
Опубліковано: 15.06.2006
Автори: Іванов Сергій Володимирович, Хомишинець Володимир Лукич
Формула / Реферат
1. Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується, який включає встановлення в контейнер з сипким вогнетривким матеріалом пінополістиролової моделі, її вакуумування, подальше гравітаційне заливання з верхнім підведенням металу, охолодження та видалення після їх твердіння, який відрізняється тим, що гравітаційне заливання форми проводять через багатоярусну ливникову систему при швидкості піднімання металу у формі 5,0-10,0 см/сек і температурі 1560-1620°С, з подальшим відпалом отриманого виливка.
2. Спосіб за п. 1, який відрізняється тим, що заливання форми здійснюють через двох- або трьох'ярусну ливникову систему.
3. Спосіб за п. 1, який відрізняється тим, що як розплав металу використовують сталь з вмістом вуглецю 0,5-0,7 % або леговану зносостійку марганецьутримуючу сталь.
Текст
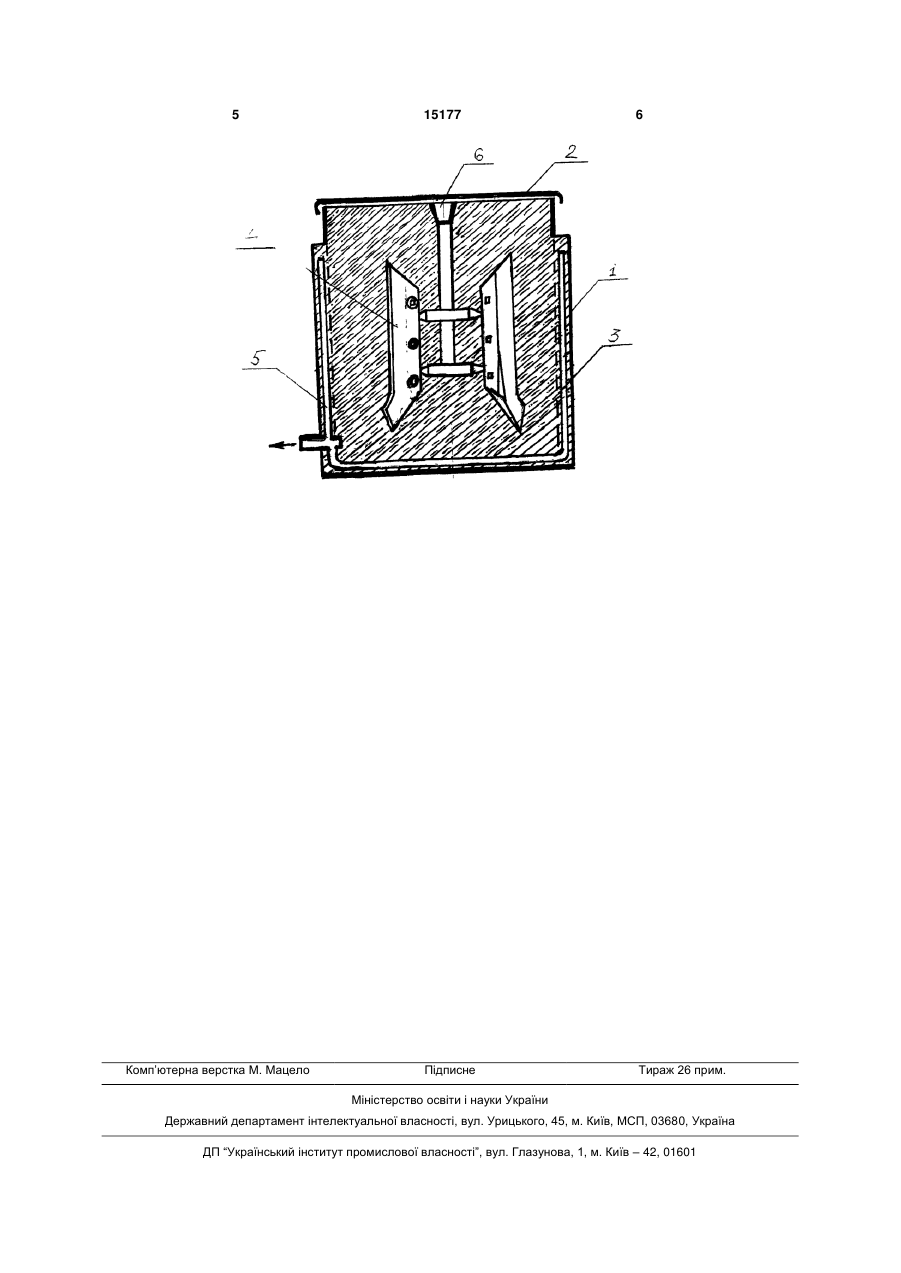
1. Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується, який включає встановлення в контейнер з сипким вогнетривким матеріалом пінополістиролової моделі, її вакуумування, подальше гравітаційне заливання з верхнім підведенням металу, охолодження та ви 3 15177 4 товують сталь з вмістом вуглецю 0,5-0,7% або Як розплав металу використовують сталь з леговану зносостійку марганець утримуючу сталь. вмістом вуглецю 0,5-0,7% або леговану зносостійПри виготовленні сталевих виливок вуглець і ку марганець утримуючу сталь. водень із продуктів розкладу моделі розчиняються На Фіг. наведена схема реалізації запропонов металі при заповненні форм, зняття теплоти певаного способу лиття по моделям, що газифікурегрівання та твердінні виливка [Степанов Ю.А., ються, у вакуумуванні форми. Черепахов Н.Х., Семенов В.И. и др. ФормироваВ контейнер 1, герметично закритий плівкою 2 ние свойств оливок, получаемых по газифицируеза допомогою сипкого вогнетривкого матеріалу 3 мым моделям. - Сб. "Технология производства заформовують модель 4 з пінополістиролу. Прооливок по газифицируемым пенополистироловым водять її вакуумування через гофрований шланг 5 моделям". - М.: НИИМАШ. - 1975. - с.48-58]. Кінцеі подальше гравітаційне заливання форми розплавий результат цих процесів в більшій мірі залевом через вертикальну багатоярусну ливникову жить від гідродинамічних режимів заповнення систему 6 при швидкості піднімання металу у фоформ, температури металу та його хімічного склармі 5,0-10,0см/хв. і температурі 1560-1620°С. Як ду. Процеси масопередачі вуглецю із продуктів розплав використовують сталь з вмістом вуглецю розкладу у метал інтенсифікуються при збільшенні 0,5-0,7% або леговану зносостійку марганець швидкості заповнення форми рідким металом. утримуючу сталь. Охолоджують виливки та видаНайбільш інтенсивно процеси сорбції вуглецю і ляють їх після твердіння. Проводять відпал отриводню розвиваються при заповненні форми низько маного виливка при температурі 900-920°С. вуглецевими та низьколегованими залізовуглецеЗастосування даного способу забезпечує вими сплавами. отримання зносостійких деталей з підвищеною Здійснення гравітаційної заливки форми через абразивною зносостійкістю та твердістю, отриманвертикальну багатоярусну ливникову систему, а ня тонкостінних виливків без дефектів литва, стійсаме 2-3 ярусну, забезпечує швидке охолодження, ких до утворення тріщин. зняття теплоти перегрівання і початок кристалізаІспити дослідної партії деталей для сільськоції на нижніх рівнях, поки заливають верхні рівні. господарської техніки, а саме лемешів, отриманих При цьому зменшується процес дифузії вуглецю по заявленому способу, були проведені наукововглиб розплаву, вуглець не встигає проникнути в дослідним інститутом - полігон мобільної техніки глибокі шари виливка і проходить процес навуге"ИНПОМТ", м.Одеса. Знос ріжучої кромки лемешів роджування поверхневого шару виливка. після іспитів по носку складав 0,3-0,7мм, по решті Піднімання металу у формі з швидкістю 5,0частини ріжучого краю 0,2-0,55мм. Орієнтовний 10,0см/хв. і температурі 1560-1620°С забезпечує ресурс стійкості вилитих лемешів складає до легування вуглецем поверхневого шару виливка 100га, тобто в 3-5 разів вище стійкості лемеша, на глибину 1,5-2,0мм. Такий спосіб заливки забезотриманого із прокатної смуги. печує підвищення твердості і абразивної зносоПорівняльні дані стійкості деталей, отриманих стійкості деталей, отримання тонкостінних виливпо заявленому способу і звичайним способом наків без дефектів литва. ведені в таблиці. Подальший відпал отриманого виливка при температурі 900-920°С підвищує пластичність і міцніть та зменшує брак виробів. Таблиця № п/п Найменування досліджуваних деталей 1. Леміш із смуги, сталь Л53 без наплавлення сормайтом 2. Леміш із смуги, сталь Л53 з наплавленням сормайтом 3. Дослідний леміш, отриманий виливанням з наплавленням сормайтом (частковий знос робочого краю) 4. Дослідний леміш, отриманий виливанням з наплавленням сормайтом (повний знос робочого краю) Середня стійкість годин Га 4 5 20 25 22 28 80 100 5 Комп’ютерна верстка М. Мацело 15177 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the castings in vacuumized molds with gasified consumable pattern
Автори англійськоюKhomyshynets Volodymyr Lukych
Назва патенту російськоюСпособ получения отливок в вакуумированных формах с газифицируемой моделью
Автори російськоюХомишинец Владимир Лукич
МПК / Мітки
МПК: B22C 9/04
Мітки: одержання, формах, вакуумованих, виливків, моделлю, спосіб, газифікується
Код посилання
<a href="https://ua.patents.su/3-15177-sposib-oderzhannya-vilivkiv-u-vakuumovanikh-formakh-z-modellyu-shho-gazifikuehtsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується</a>
Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується
Номер патенту: 71325
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: формах, газифікується, одержання, виливків, моделлю, вакуумованих, спосіб
Формула / Реферат:
1. Спосіб одержання виливків у вакуумованих формах з моделлю, що газифікується, який полягає у виготовленні пінополістиролових моделей, формуванні їх вогнетривким наповнювачем в контейнері, їх вакуумуванні і заливанні, твердінні в них металу, охолодженні і вибиванні із контейнерів виливків, який відрізняється тим, що пінополістиролові моделі спочатку обсипають в контейнері вогнетривким наповнювачем фракції 0,02-0,08 мм шаром товщиною 10-15...
Спосіб одержання виливків
Номер патенту: 55058
Опубліковано: 17.03.2003
Автори: Вернидуб Анатолій Григорович, Котлярський Франко Мар'янович, Шеневідько Леонід Костянтинович, Борисов Георгій Павлович, Шейгам Валерій Юрійович, Ласовецький Володимир Якович, Семенченко Анатолій Іванович, Бєлік Валентин Іванович
МПК: B22D 27/11
Мітки: виливків, спосіб, одержання
Формула / Реферат:
Спосіб одержання виливків, який включає заливку металом порожнини форми та технологічного напуску, допресовку технологічного напуску в металовмісний вузол виливка під час кристалізації, який відрізняється тим, що поверхневий окислений шар технологічного напуску впресовується в поверхневий шар виливка.
Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Санніков В'ячеслав Олександрович, Кондратюк Станіслав Євгенович, Щеглов Володимир Михайлович, Шинський Олег Йосипович, Примак Іван Никонорович
МПК: B22D 7/04
Мітки: спосіб, здійснення, пристрій, одержання, виливків, порожнистих, довгомірних, зливків
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі...
Спосіб одержання виливка
Номер патенту: 14360
Опубліковано: 15.05.2006
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович, Панков Віктор Андрійович
МПК: B22D 7/00
Мітки: спосіб, виливка, одержання
Формула / Реферат:
Спосіб одержання виливка, що включає заливання розплаву в нижню частину форми й підживлення через ливникову систему, який відрізняється тим, що заповнення порожнин форми й ливникової системи проводять у два прийоми, при цьому спочатку вводять розплав в такому об'ємі, який необхідний для заповнення форми й живильника ливникової системи, а потім у більш дешевий матеріал, наприклад вуглецеву сталь, заповнюючи порожнини ливникової системи.
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Кондратюк Станіслав Євгенович, Бречко Олена Львівна, Примак Іван Никонорович, Щеглов Володимир Михайлович, Шинський Олег Йосипович
МПК: B22D 27/11, B22D 7/04
Мітки: пристрій, виливків, одержання, спосіб, здійснення, довгомірних, порожнистих
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Попередній патент: Спосіб лікування хронічного холециститу, що перебігає на тлі хелікобактеріозу
Наступний патент: Спосіб лікування поліпозного алергічного риносинуситу у хворих на бронхіальну астму
Випадковий патент: Апарат для культивування клітин