Спосіб фільтраційного формування по легкоплавких моделях
Номер патенту: 79719
Опубліковано: 25.04.2013
Автори: Іванов Юрій Миколайович, Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб фільтраційного формування по легкоплавких моделях, що включає нанесення сипкого формувального матеріалу на модель з наявністю чи відсутністю покриття, виготовлену з замороженої водної композиції, плавлення легкоплавкої моделі, подачу крізь трубчастий випор або стояк до цієї моделі рідкого компонента, що змішується з її розплавом та разом з ним фільтрується у формувальний матеріал під дією його вакуумування та створює в ньому тверду оболонку, на поверхні якої твердне метал виливка, який відрізняється тим, що попередньо виготовляють зразок з формувального матеріалу, помістивши його в циліндричну гільзу, на верхню поверхню зразка укладають пластинчастий зразок крижаної моделі без або з покриттям, додають рідкий компонент, вакуумують зразок формувального матеріалу до повного танення зразка крижаної моделі і утворення суцільної твердої оболонки, а потім проводять контроль якості цієї оболонки, включаючи візуальний огляд та/або визначення чисельних характеристик.
2. Спосіб за п. 1, який відрізняється тим, що товщина пластинчастого зразка крижаної моделі дорівнює половині її приведеної товщини, при цьому визначають тривалість танення пластинчастого зразка крижаної моделі та/або товщину твердої оболонки, та/або цю оболонку випробовують на міцність.
3. Спосіб за п. 1, який відрізняється тим, що зразок формувального матеріалу з твердою оболонкою випробовують на газопроникність, при цьому його виготовляють висотою 50±0,8 мм в гільзі з внутрішнім діаметром 50±0,025 мм.
Текст
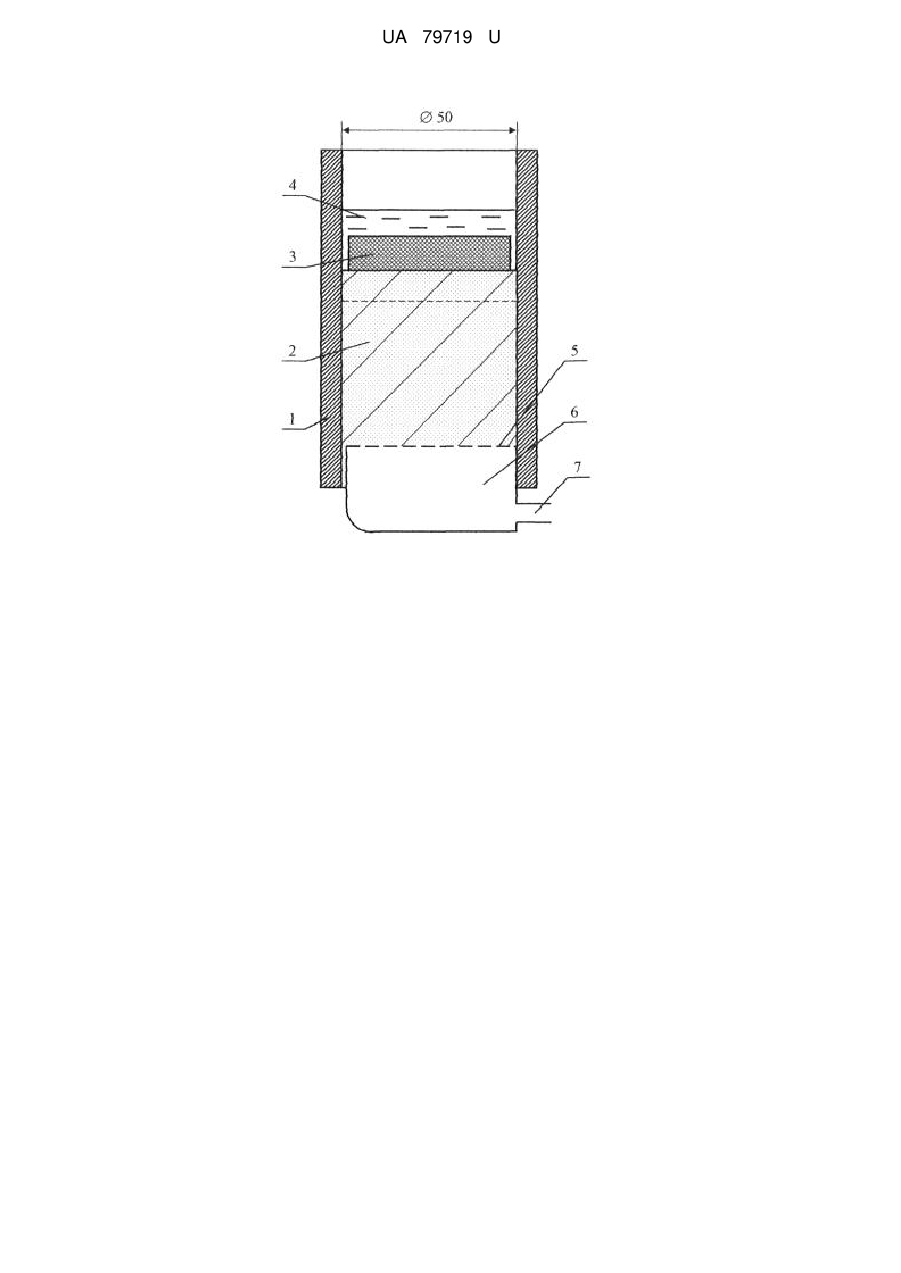
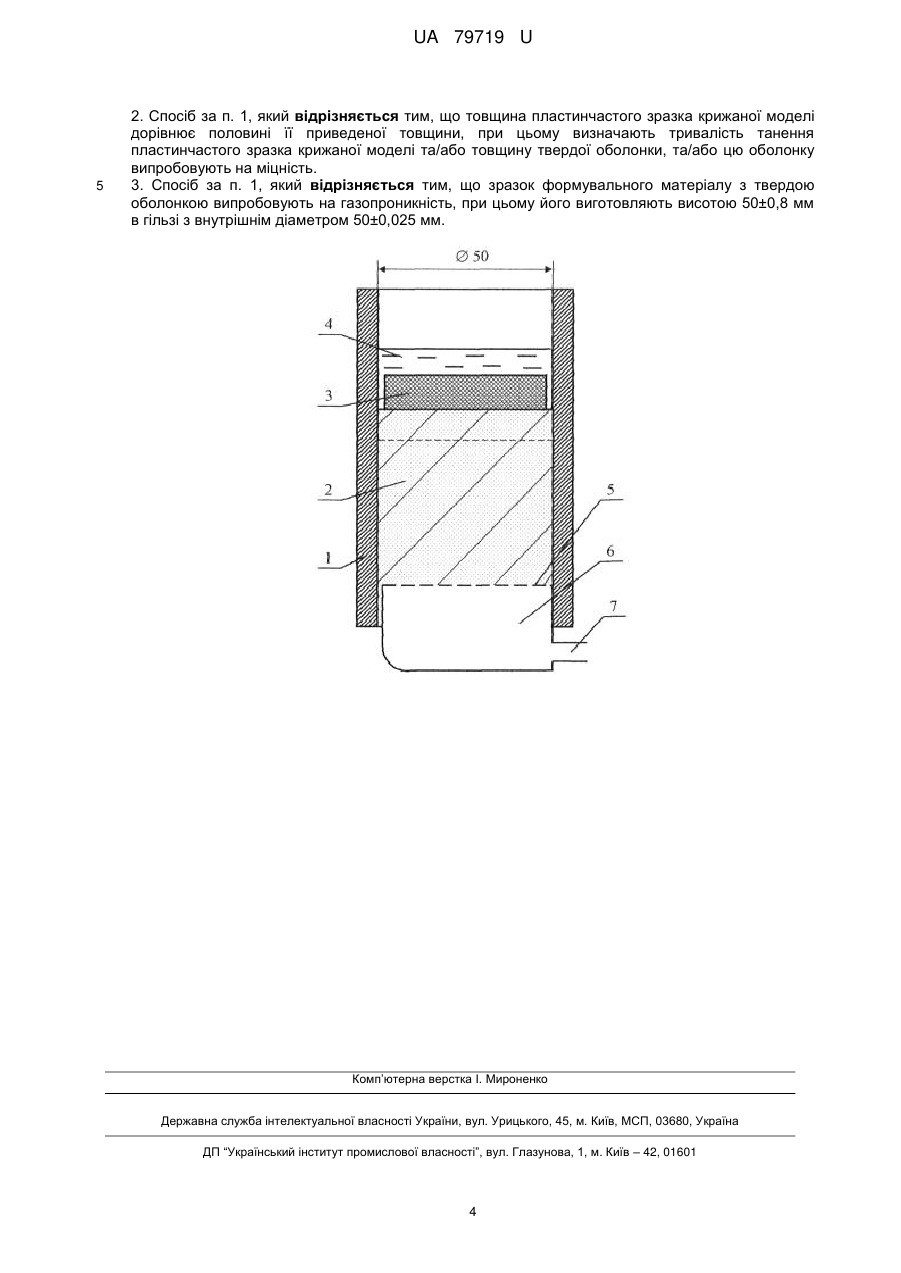
Реферат: UA 79719 U UA 79719 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, зокрема до способів виготовлення піщаних ливарних форм по легкоплавких моделях. Отримання піщаної форми з фільтрацією рідини, зокрема компонента в'яжучої композиції в сухий формувальний матеріал називають терміном "фільтраційне формоутворення" (Фильтрационное формообразование гелеобразующих систем в точном литье / Л.Г. Знаменский, Б.А. Кулаков, В.К. Дубровин, С.В. Рожков // Литейное производство.-1997. - № 4. С. 34, а также Знаменский Л.Г., Ивочкина О.В., Ердаков И.Н. Электроимпульснофильтрационные технологии изготовления литейных стержней и форм // Вестник ЮУрГУ.-2007. - № 13. - С. 39-42). У зазначених роботах в процесі формування в оснастку засипають сухий наповнювач, що представляє собою вогнетривкий зернистий матеріал, плакований гелеутворювачем. Активоване електромагнітними імпульсами (для "розрідження") рідке в'яжуче вводять в наповнювач методом фільтрації через спеціальні отвори в оснащенні. Просуваючись в міжзерновому просторі плакованого зернистого матеріалу, просочуюче рідке в'яжуче контактує з гелеутворювачем, хімічно твердне, надаючи міцності формувальній суміші. Фільтрацію підсилює вакуумування наповнювача з залишковим тиском повітря 10-80 кПа, а при тиску порядку 50 кПа глибина переміщення фільтрувальної рідини в сухому наповнювачі з плакуванням досягала близько 200 мм. Застосування такого способу фільтраційного формування пов'язано зі складним обладнанням електромагнітного впливу на матеріали для збільшення глибини фільтрації рідкого в'яжучого в наповнювачі, зерна якого покриті затвердником. Описана фільтрація на глибину 200 мм навколо традиційної парафіно-воскової моделі придатна переважно для дрібних форм. Моделі з такого матеріалу підлягають розтоплюванню в спеціальних печах і відносяться до одного з найдорожчих способів формування. Відомий спосіб вакуумного формування по легкоплавких моделях, що включає засипання моделі піском, розплавлення моделі і всмоктування продуктів її розплавлення в пісок під дією вакууму, нанесення герметизуючого покриття на поверхню утвореної порожнини форми шляхом осадження герметизуючого матеріалу при фільтруванні продуктів розплавлення моделі, в яку попередньо вводять цей матеріал (Патент UA 80235, МПК В22С 9/02, В22С 7/00, опубл. 2007, Бюл. № 13). При цьому як герметизуючий матеріалу застосовують гелеутворюючий чи дрібнозернистий вогнетривкий матеріал. А також крізь трубчастий випор або стояк до цієї моделі подають рідкий компонент, що виконує певні технологічні функції (герметизатора, теплоносія тощо) змішується з її розплавом та разом з ним фільтрується у формувальний матеріал (Патент UA 89664 МПК В22С 9/04 В22С 7/00, опубл. 2010, Бюл. 4). Однак застосування цих способів на виробництві повинно супроводжуватися методами контролю технологічного процесу, аналогічно стандартним методам контролю у формувальних лабораторіях діючих ливарних цехів з традиційними формувальними технологіями, що знижує витрати на контроль оболонкових форм та втрати на брак форм і виливків. Досі якість таких форм, одержуваних фільтраційним формуванням, контролювали візуальним оглядом форм після розпилювання, яке приводить їх в непридатність. Для дослідження процесу фільтраційного формування намагалися застосовувати прилади з методичного комплексу для проектування бурових розчинів, зокрема, прилад ПОЗС, який заснований на способі визначення закупорювальної здібності бурового розчину з наповнювачем (Патент RU № 2062452, МПК G01N 15/08, опубл. 20.06.1996) і служить для вибору найбільш ефективного закупорювального пори наповнювача (технічна назва - процес кольматації) і мінімально необхідної його концентрації в промивній рідині, а також реалізації керованої пристовбурної кольматації продуктивних пластів в технології буріння свердловин. Принцип роботи ПОЗС полягає в тому, що камеру заповнюють промивної рідиною, яка містить випробовуваний наповнювач, і при постійному тиску продавлюють цю рідину через модельний зразок ґрунту. Вимірюють об'єм промивної рідини, що пройшла через зразок до моменту його повного закупорювання, і визначають мінімально необхідну концентрацію наповнювача С для повного закупорювання модельного зразка без відтоку з камери (без поглинання) промивальної рідини. Отримане значення С є показником закупорювальної здатності системи "промивна рідина - наповнювач" для конкретної проникності модельного зразка, що імітує поглинаючий або продуктивний пласт. Однак якщо в цьому приладі використовують постійний тиск на рідину, то для фільтраційного формування застосовують вакуумування піщаного середовища (для зміцнення ливарної форми), при якому в процесі просочення зменшується проникність цього середовища (фільтра), що зменшує тиск на границі "рідина - форма", і поверхневий шар робочої порожнини форми починає розмиватися і обрушуватися при наявності надлишку рідини. А при нестачі рідини до поверхні форми замість неї підходить повітря, яке, проходячи крізь пори, викликає ерозію поверхневого шару. Тому для 1 UA 79719 U 5 10 15 20 25 30 35 40 45 50 55 60 отримання якісної ливарної форми необхідно в способі її зміцнення мати надійний засіб лабораторного дослідження зразків цієї форми з максимально близькими умовами до процесу виробництва форм. Найбільш близьким до заявленого технічного рішення є спосіб виготовлення ливарних форм по легкоплавких моделях, що включає нанесення сипкого формувального матеріалу на модель, виготовлену з замороженої водної композиції, плавлення цієї моделі, фільтрування її розплаву у формувальний матеріал під дією його вакуумування та створення в ньому твердої оболонки, на поверхні якої потім твердне метал виливка (Патент UA 83891, МПК В22С 9/04, В22С 7/00, опубл. 2008, Бюл. № 16). Цей спосіб не дає можливості контролю якості ливарних форм окрім як руйнування готової оболонкової форми і візуальної оцінки якості оболонки, а цій операції властивий суб'єктивний підхід. Також не відомі способи фільтраційної формовки по крижаних моделям, що включають методи визначення чисельних характеристик процесу формування для його поточного контролю в цехових лабораторіях з метою стабілізації показників якості ливарних форм, або для оптимізації технології. В основу корисної моделі поставлена задача включення в процес виробництва маловитратних методів контролю якості піщаних форм. Поставлена задача вирішується тим, що в способі фільтраційного формування по легкоплавких моделях, що включає нанесення сипкого формувального матеріалу на модель з наявністю чи відсутністю покриття, виготовлену з замороженої водної композиції, плавлення легкоплавкої моделі, подачу крізь трубчастий випор або стояк до цієї моделі рідкого компоненту, що змішується з її розплавом та разом з ним фільтрується у формувальний матеріал під дією його вакуумування та створює в ньому тверду оболонку, на поверхні якої твердне метал виливка, згідно з корисною моделлю, попередньо виготовляють зразок з формувального матеріалу, помістивши його в циліндричну гільзу, на верхню поверхню зразка укладають пластинчастий зразок крижаної моделі без або з покриттям, додають рідкий компонент, вакуумують зразок формувального матеріалу до повного танення зразка крижаної моделі і утворення суцільної твердої оболонки, а потім проводять контроль якості цієї оболонки, включаючи візуальний огляд та/або визначення чисельних характеристик. Крім того, товщина пластинчастого зразка крижаної моделі може дорівнювати половині її приведеної товщини, та при цьому можуть визначати тривалість танення пластинчастого зразка крижаної моделі, та/або товщину твердої оболонки, та/або цю оболонку випробовують на міцність. Також зразок формувального матеріалу з твердою оболонкою можуть випробовувати на газопроникність, при цьому його виготовляють висотою 50±0,8 мм в гільзі з внутрішнім діаметром 50±0,025 мм. У цьому способі критерієм для контролю якості виробу - оболонкової форми та оптимізації технології фільтраційного формування слугує якість її зразка при огляді з боку передбачуваної порожнини форми, а також при визначенні чисельних характеристик зразка. Зразок виготовляють окремо від форми і аналогічно до її виробництва. Засоби та методи, за допомогою яких реалізується корисна модель як промислово придатна, показує приклад виготовлення зразка за такою схемою (див. креслення). Для виготовлення зразка застосовують циліндричну гільзу (стакан) 1, в яку засипають формувальний матеріал 2, на верхню поверхню зразка укладають пластинчастий зразок 3 крижаної моделі без або з покриттям, додають рідкий компонент 4. Дно гільзи виконано у вигляді перфорованої стінки 5, що є одночасно стінкою вакуумної камери 6, герметично змонтованої зі стінками гільзи й підключеної штуцером 7 до вакуумної мережі одночасно з паралельним підключенням вакуумметра для вимірювання залишкового тиску повітря в камері 6. Вакуумують зразок формувального матеріалу 2 до повного танення зразка 3 крижаної моделі і затвердіння оболонки у верхньому шарі піщаного зразка до міцності достатньої для збереження її суцільності. На кресленні пунктиром умовно показаний шар формувального матеріалу, що утворить після фільтрації рідини тверду оболонку. Як приклад використовували формувальний матеріал в складі (мас. ч.): кварцовий пісок - 84,5; напівводний гіпс - 15; портландцемент - 0,5. Для крижаної моделі стального виливка "зірочка" (деталь привідного конвеєра) із замороженої води з добавкою до 10 % розчину рідкого скла за однакових умов в морозильній камері заморожували пластинчастий крижаний зразок з розчину зазначеного складу. Приведену товщину визначали як відношення об'єму моделі до поверхні її зіткнення з піщаної формою (Справочник по чугунному литью / Под ред. Н.Г. Гиршовича. - Л.: Машиностроение, 1978. - С. 699). Для крижаної моделі "зірочка", ця товщина наближалася до 8 мм, товщину крижаних зразків брали 4 мм, оскільки ці пластинчасті зразки контактували із 2 UA 79719 U 5 10 15 20 25 30 35 40 45 зразками з формувального матеріалу з одного боку (близько половини площі їх поверхні), тоді як модель виливка з формувальним матеріалом контактує всією своєю поверхнею. На контактну з формувальним матеріалом поверхню пластинчастого зразка наносили покриття, яке передбачено для нанесення на модель виливка, для чого застосовували технологію згідно Пат. UA 88304, МПК В22С 7/00, опубл. 12.10.2009, Бюл. № 19. Після укладання на попередньо виготовлений зразок формувального матеріалу зразка крижаної моделі на останній наливали рідкий компонент в кількості не менше 9 %. Головною задачею додавання цього компонента була компенсація зменшення об'єму льоду при плавленні моделі. Після плавлення зразка крижаної моделі на поверхні зразка з формувального матеріалу під час його вакуумування через перфоровану стінку 5 і фільтрації в формувальний матеріал рідини, яка при контактуванні з гіпсом ініціювала його твердіння, надлишок рідини видаляли, а подальше твердіння відбувалося на повітрі. При цьому виконували контроль якості отриманої оболонки візуальним оглядом, а також при необхідності визначали товщину твердої оболонки, час танення пластинчастого зразка крижаної моделі, а також тверду оболонку випробовували на міцність на вигин. В останньому випадку використовували спосіб навантаження оболонки згідно А. с. 1486860 СРСР, МКИ С01 3/10, опубл. 1989, Бюл. № 22. Отримане значення міцності було на рівні 1,8…2,3 МПа. Час танення пластинчастого зразка крижаної моделі є технологічною характеристикою, що має приблизно дорівнювати тривалості твердіння оболонки, за чим слідує видалення з порожнини форми надлишку рідини та відключення вакуумування. В цьому способі формування рекомендується отримувати якомога тоншу міцну тверду оболонку з огляду підвищення кількості повторного використання сипкого формувального матеріалу, не задіяного в утворенні оболонки. На товщину оболонки, тобто глибину просочення рідиною формувального матеріалу зокрема впливають такі показники, як величина вакууму та коефіцієнт проникності цього матеріалу. Оскільки величина газопроникності віднесена до стандартних характеристик піщаної форми, для її вимірювання застосовували прилад по визначенню газопроникності формувальних матеріалів моделі 04316 згідно з ГОСТ 23409.6-78 "Пески формовочные, смеси формовочные и стержневые. Метод определения газопроницаемости". Для цього зразки з формувального матеріалу готували аналогічно стандартним циліндричним зразкам висотою 50±0,8 мм в гільзі з внутрішнім діаметром 50±0,025 мм і довжиною 120 мм. Потім визначали газопроникність зразків, яка відповідала 2,9-3,4 од. Контроль якості оболонкових форм в заявленому способі формування дозволить отримувати оболонкові форми стабільної якості, набирати числову статистику тривалого в часі моніторингу процесу з усуненням впливу на якісні показники суб'єктивного фактору, а також за результатами контролю коректувати ряд характеристик технологічного процесу, складу та температури сипкого формувального матеріалу 2, складу, температури та витрати рідкого компоненту 4, складу водної композиції зразка 3 крижаної моделі без або з покриттям, режиму вакуумування тощо. Таке залучення маловитратних нескладних операцій контролю якості піщаних форм до способу формування за крижаними моделями в межах зазначених відмінних ознак збільшує його надійність як промислової технології. Основні незначні витрати складають виготовлення зразків моделі і формувального матеріалу з натурним моделюванням або повторенням процесу плавлення моделі і фільтрації її продуктів, властиві цьому способу виробництва ливарних форм, що значно зручніше і менш витратно, ніж контроль оболонки після розпилювання виробничої форми практично за відсутності можливості виміру чисельних характеристик. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб фільтраційного формування по легкоплавких моделях, що включає нанесення сипкого формувального матеріалу на модель з наявністю чи відсутністю покриття, виготовлену з замороженої водної композиції, плавлення легкоплавкої моделі, подачу крізь трубчастий випор або стояк до цієї моделі рідкого компонента, що змішується з її розплавом та разом з ним фільтрується у формувальний матеріал під дією його вакуумування та створює в ньому тверду оболонку, на поверхні якої твердне метал виливка, який відрізняється тим, що попередньо виготовляють зразок з формувального матеріалу, помістивши його в циліндричну гільзу, на верхню поверхню зразка укладають пластинчастий зразок крижаної моделі без або з покриттям, додають рідкий компонент, вакуумують зразок формувального матеріалу до повного танення зразка крижаної моделі і утворення суцільної твердої оболонки, а потім проводять контроль якості цієї оболонки, включаючи візуальний огляд та/або визначення чисельних характеристик. 3 UA 79719 U 5 2. Спосіб за п. 1, який відрізняється тим, що товщина пластинчастого зразка крижаної моделі дорівнює половині її приведеної товщини, при цьому визначають тривалість танення пластинчастого зразка крижаної моделі та/або товщину твердої оболонки, та/або цю оболонку випробовують на міцність. 3. Спосіб за п. 1, який відрізняється тим, що зразок формувального матеріалу з твердою оболонкою випробовують на газопроникність, при цьому його виготовляють висотою 50±0,8 мм в гільзі з внутрішнім діаметром 50±0,025 мм. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for filtering investment molding patterns
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych, Ivanov Yurii Mykolaiovych
Назва патенту російськоюСпособ фильтрационного формования по легкоплавким моделям
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович, Иванов Юрий Николаевич
МПК / Мітки
МПК: B22C 9/02
Мітки: легкоплавких, спосіб, фільтраційного, формування, моделях
Код посилання
<a href="https://ua.patents.su/6-79719-sposib-filtracijjnogo-formuvannya-po-legkoplavkikh-modelyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб фільтраційного формування по легкоплавких моделях</a>
Спосіб вакуумного формування по легкоплавких моделях
Номер патенту: 80235
Опубліковано: 27.08.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: формування, вакуумного, спосіб, легкоплавких, моделях
Формула / Реферат:
1. Спосіб вакуумного формування по легкоплавких моделях, що включає засипання моделі піском, розплавлення моделі й усмоктування продуктів її розплавлення в пісок під дією вакууму, нанесення герметизуючого покриття на поверхню утвореної порожнини форми, який відрізняється тим, що герметизуюче покриття наносять шляхом осадження герметизуючого матеріалу при фільтруванні продуктів розплавлення моделі, у яку попередньо вводять цей...
Спосіб виготовлення форм по легкоплавких моделях
Номер патенту: 80372
Опубліковано: 10.09.2007
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02, B22C 7/00, B22C 9/22, B22C 9/00, B22C 9/04
Мітки: легкоплавких, форм, моделях, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення ливарних форм по легкоплавких моделях, що включає нанесення на модель, виконану з замороженої води, матеріалів і виготовлення з них облицювальної вогнетривкої оболонки, додаткове зміцнення оболонки або формування її в контейнері з наповнювачем, який відрізняється тим, що матеріали, з яких виготовляють облицювальну вогнетривку оболонку, перед їх нанесенням охолоджують до температури нижче температури плавлення...
Спосіб виготовлення ливарних форм по легкоплавких моделях
Номер патенту: 83891
Опубліковано: 26.08.2008
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: легкоплавких, форм, виготовлення, спосіб, моделях, ливарних
Формула / Реферат:
1. Спосіб виготовлення ливарних форм по легкоплавких моделях, що включає нанесення формувальної суміші на модель, виготовлену з замороженої води, виплавлення моделі й усмоктування у формувальну суміш продуктів розплавлювання моделі шляхом зниження газового тиску в порах цієї суміші, який відрізняється тим, що у формувальну суміш перед нанесенням на модель уводять матеріал, здатний утворювати міцну кірку з продуктами розплавлювання моделі, і в...
Гідравлічний спосіб формування деталей швейних виробів об’ємної форми
Номер патенту: 63923
Опубліковано: 25.10.2011
Автори: Батаровська Марина Валентинівна, Кущевський Микола Олександрович
МПК: D06F 71/00
Мітки: об'ємної, формування, виробів, форми, спосіб, гідравлічний, швейних, деталей
Формула / Реферат:
Гідравлічний спосіб формування деталей швейних виробів об'ємної форми, який включає розміщення тканини на перфорованому формувальному елементі, закріплення, зволоження, формування дією тиску рідинно-активного робочого середовища (РАРС), висушування та стабілізацію форми, який відрізняється тим, що формування виконується за рахунок зусилля, яке створене дією тиску РАРС від 0,118 до 0,332 МПа при сталій температурі 20 °С (±2 °С) і часі...
Спосіб виготовлення ливарної форми для литва по витоплювальних моделях
Номер патенту: 98722
Опубліковано: 11.06.2012
Автори: Реп'ях Сергій Іванович, Жегур Олександр Анатолійович
МПК: B22C 9/12, B22C 7/02, B22C 9/04
Мітки: моделях, форми, витоплювальних, ливарної, литва, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення ливарної форми для литва по витоплювальних моделях, що включає пошарове нанесення і сушіння 2-3 шарів вогнетривкого покриття на модельному блоці, установку модельного блока в опоку або жакет, спінювання опорного наповнювача і заповнення проміжку між вогнетривким покриттям на модельному блоці та стінками опоки або жакета спіненим опорним наповнювачем, твердіння опорного наповнювача, сушіння форми та витоплювання з неї...
Попередній патент: Затяжка для рамних кріплень гірничих виробок
Наступний патент: Жалюзі зовнішні сонцезахисні
Випадковий патент: Двигун поршневий