Спосіб виготовлення ливарної форми для литва по витоплювальних моделях
Номер патенту: 98722
Опубліковано: 11.06.2012
Автори: Реп'ях Сергій Іванович, Жегур Олександр Анатолійович
Формула / Реферат
Спосіб виготовлення ливарної форми для литва по витоплювальних моделях, що включає пошарове нанесення і сушіння 2-3 шарів вогнетривкого покриття на модельному блоці, установку модельного блока в опоку або жакет, спінювання опорного наповнювача і заповнення проміжку між вогнетривким покриттям на модельному блоці та стінками опоки або жакета спіненим опорним наповнювачем, твердіння опорного наповнювача, сушіння форми та витоплювання з неї модельного складу, який відрізняється тим, що спінювання опорного наповнювача здійснюють безпосередньо в просторі між вогнетривким покриттям на модельному блоці і стінками опоки або жакета.
Текст
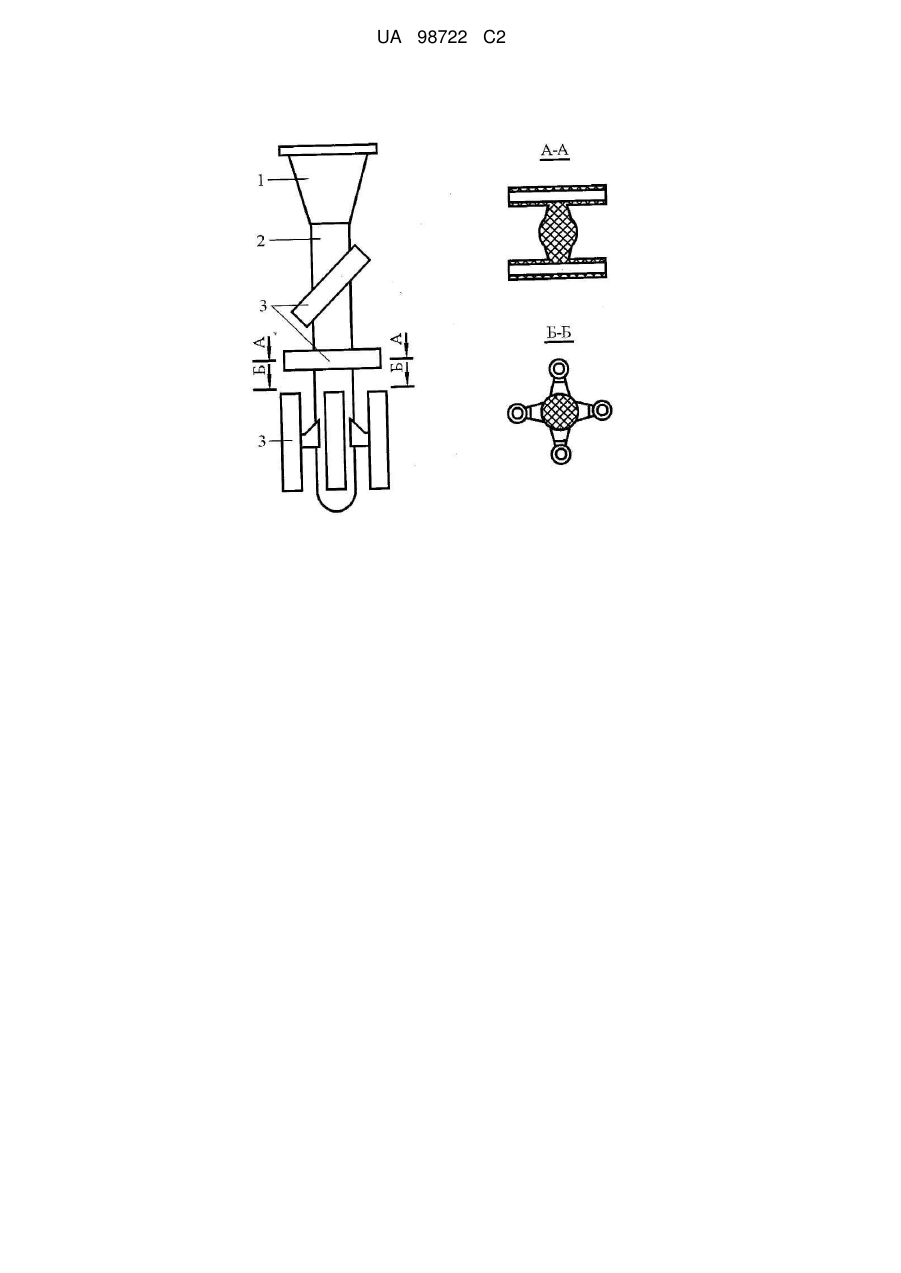
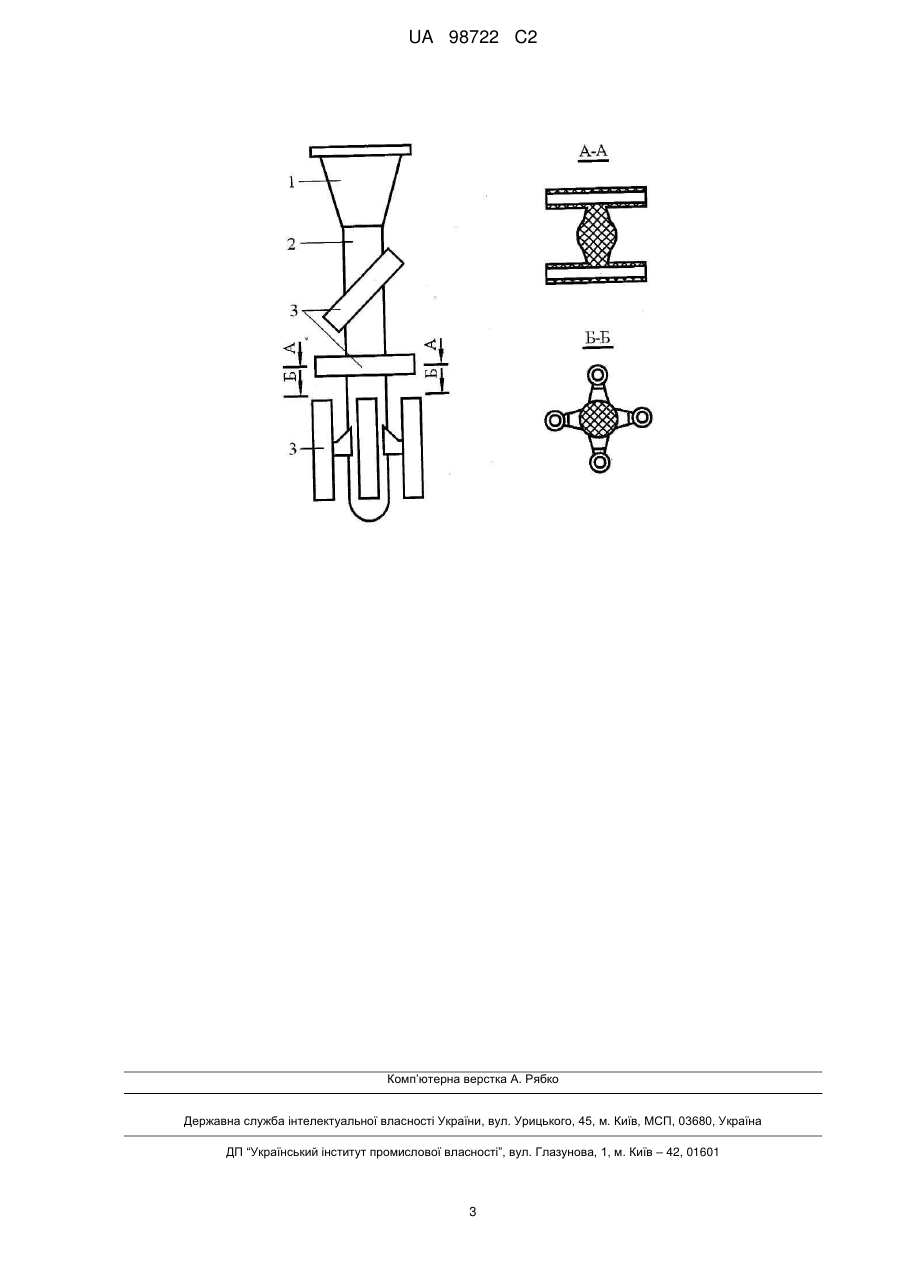
Реферат: Винахід належить до ливарного виробництва, зокрема до ливарних форм, що виготовляються по методу витоплювальних моделей, та спрямований на забезпечення контакту на усіх поверхнях вогнетривкого покриття на модельному блоці з опорним наповнювачем. Це забезпечується тим, що спінювання опорного наповнювача відбувається безпосередньо в просторі між вогнетривким покриттям на модельному блоці і стінками опоки або жакета. UA 98722 C2 (12) UA 98722 C2 UA 98722 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до ливарного виробництва, зокрема до ливарних форм, що виготовляються по методу витоплювальних моделей. Відомий спосіб виготовлення ливарних форм по витоплюваних моделях, що включає нанесення і сушіння на модельному блоці 2-3 шарів вогнетривкого покриття установку модельного блока в роз'ємний жакет і заповнення простору між вогнетривким покриттям на модельному блоці і жакетом рідкорухливою самотвердіючою сумішшю (цементною, пісчанорідкоскляною) - опорним наповнювачем, твердіння опорного наповнювача, витягання форми з жакета, сушіння на повітрі впродовж 24 годин і витоплювання з форми модельного складу (Репях С.И. Технологические основы литья по выплавляемым моделям - Днепропетровск: Лира, 2006. - 1056 с.). Основним недоліком цього способу виготовлення ливарних форм є те, що, знаходячись в текучому стані, матеріал опорного наповнювача не повністю заповнює тупикові отвори модельного блока. В результаті вогнетривке покриття в таких частинах модельного блока руйнується або в процесі виплавлення з форми модельного складу, або в процесі заливки форми розплавом, приводячи виливки то стану непридатності їх використання за призначенням. Окрім цього, форми виготовлені цим способом, характеризуються великою масою, істотною витратою матеріалу опорного наповнювача, вимагають тривалого прожарювання перед заливкою, важковидалювані з поверхні виливків. Найбільш близьким по технічній суті і досягаємому ефекту до заявленого способу є спосіб виготовлення ливарної форми, що включає пошарове нанесення і сушіння 2-3 шарів вогнетривкого покриття на модельному блоці, покриття зовнішньої поверхні вогнетривкого покриття розділовою сумішшю, установку модельного блока в жакет, спінювання суміші опорного наповнювача і заповнення нею проміжку між вогнетривким покриттям на модельному блоці і стінками жакета в умовах вібрації, тверднення опорного наповнювача, знімання жакета з форми, сушіння форми і витоплювання з неї модельного складу (Литьѐ в упрочненные керамические формы / Черников В.А., Доценко В.К., Севрук O.K. и др. - Литейное производство, 1969. - №8. - С. 38). Основним недоліком цього способу виготовлення ливарних форм є те, що, знаходячись в текучому стані, матеріал опорного наповнювача навіть під впливом вібрації не заповнює в модельному блоці тупикові отвори і отвори малого діаметра, вузькі щілини. В результаті, вогнетривке покриття в таких частинах модельного блока руйнується або в процесі витоплення з форми модельного складу, або в процесі заливки форми розплавом, приводячи виливки в непридатність до їх використання за призначенням. Технічним результатом винаходу є забезпечення контакту на усіх поверхнях вогнетривкого покриття на модельному блоці з опорним наповнювачем. Поставлена задача вирішується тим, що спінювання опорного наповнювача відбувається безпосередньо в просторі між вогнетривким покриттям на модельному блоці і стінками опоки (жакета). Досягнення поставленої задачі обумовлене тим, що формування вогнетривкої піни проходить безпосередньо в проміжку між модельним блоком з нанесеними на нього 2-3 шарами вогнетривкого покриття і опокою або жакетом і супроводжується безперервним збільшенням об'єму піни до моменту її тверднення. При цьому піна, під тиском газових бульбашок, що безперервно виникають в ній, заповнює усі порожнини модельного блока, утворюючи суцільний шар опорного наповнювача навкруги модельного блока. Для порівняння якості заповнення різних порожнин модельного блока пінним опорним наповнювачем за пропонованим способом і за найближчим аналогом використовували модельний блок, схема якого представлена на рисунку. Відповідно до рисунку модельний блок складається з лійки ливника (1), стояка (2) і моделей виливків (3). Моделі виливків були порожнистими циліндрами завдовжки 70 мм внутрішнім діаметром 10 мм і зовнішнім діаметром 16 мм. На стояку моделі виливків, монтували так, щоб їх вісь відносно до горизонтальної площини знаходилася під кутом 90, 45 і 0 град. Моделі виливків і ливниково-живлячої системи модельного блока виготовляли з повітронаповненого модельного складу марки КС-5Д (вміст повітря в модельному складі - 20-24 % за об'ємом). Ливарну форму виготовляли таким чином. Вогнетривкі суспензії для керамічного покриття модельного блока виготовляли на основі гідролізованого розчину етилсилікату марки ЕТС-40 на ізопропіловому спирті при величині молярного співвідношення М=0,55-0,56, з додаванням до початку гідролізу соляної і сірчаної кислот, а також кварцу пилоподібного. Умовна в'язкість вогнетривкої суспензії для першого шару вогнетривкого покриття складала - 40-41 с, для подальших шарів - 32-33 с. Для обсипання першого шару використовували пісок кварцовий 1 UA 98722 C2 5 10 15 20 25 30 35 40 марки 1К02, для обсипання подальших шарів - пісок кварцовий марки 1К04. Сушіння шарів повітряно-аміачна. Кількість шарів вогнетривкого покриття на модельному блоці - 2 або 3. Після закінчення сушіння останнього шару модельний блок занурювали в розчин вогнетривкої глини з борною кислотою і через 30-40 хвилин поміщали в опоку ливниковою лійкою донизу таким чином, щоб вона усією своєю верхньою кромкою торкалась днища опоки, закріплювали в опоці, після чого опоку встановлювали на вібростіл, що забезпечує коливання з -1 частотою від 1000 до 2800 хв і амплітудою 0,3-0,4 мм. Паралельно з цим в окремій посудині готували і вспінювали рідкорухливу самотвердіючу суміш опорного наповнювача, що складається з кварцового піску, рідкого скла, меленого ферохромового шлаку і поверхнево-активної речовини. Приготовану суміш опорного наповнювача при вібрації опоки заливали в простір між модельним блоком і опокою. Після закінчення заливки заповнену опоку продовжували вібрувати впродовж 1-2 хв. Після закінчення віброобробки опоку витримували на повітрі впродовж 24-27 годин і витягали її з форми. Згодом форму витримували на повітрі ще протягом доби, після чого в середовищі гарячого повітря витоплювали з неї модельний склад. У другому випадку в окремій посудині готували суміш опорного наповнювача, що містить вогнетривкий дрібнозернистий наповнювач, рідку єднальну речовину, каталізатор тверднення єднальної речовини і піноутворювачі - речовини контакт між якими супроводжується виділенням газу. Приготовану суміш опорного наповнювача заливали в простір між стінками опоки (жакетом) і модельним блоком на рівень 0,1-0,5 висоти модельного блока. Через 15-20 хвилин після закінчення піноутворення увесь простір між стінками опоки і модельним блоком заповнювався спіненим опорним наповнювачем, процес піноутворення припинявся і піна тверднула. Після цього форму витягали з опоки (жакета) і сушили в умовах вакууму впродовж 5-15 хв. З висушених форм в середовищі гарячого повітря витоплювали модельний склад. Отримані форми розрізали і візуально досліджували їх на предмет заповнення матеріалом опорного наповнювача порожнин вогнетривких керамічних оболонок, що оформляють отвори в моделях виливків. В результаті проведених досліджень встановлено що у формах, виготовлених за найближчим аналогом, незаповненими або частково заповненими виявилися внутрішні канали усіх горизонтально розташованих на стояку моделей виливків. При цьому в тілі керамічної оболонки які не мали контакту з опорним наповнювачем в області незаповнених внутрішніх каналів спостерігалися тріщини. У моделей виливків, розташованих під кутом 45 град відносно до горизонтальної поверхні спостерігалося часткове незаповнення внутрішніх каналів на окремих моделях. У той же час виготовлення форми за заявленим способом забезпечило повне заповнення внутрішніх каналів моделей незалежно від їх орієнтації по відношенню до горизонтальної поверхні. Таким чином, заявлений спосіб виготовлення ливарної форми за ознакою, викладеною у формулі винаходу, дозволяє вирішити завдання отримання якісних виливків за рахунок запобігання руйнуванню керамічної оболонки при витоплюванні з неї модельного складу і заливки в неї рідкого металу шляхом створення по усій поверхні керамічної оболонки безперервного контакта з пінним опорним наповнювачем. ФОРМУЛА ВИНАХОДУ 45 50 Спосіб виготовлення ливарної форми для литва по витоплювальних моделях, що включає пошарове нанесення і сушіння 2-3 шарів вогнетривкого покриття на модельному блоці, установку модельного блока в опоку або жакет, спінювання опорного наповнювача і заповнення проміжку між вогнетривким покриттям на модельному блоці та стінками опоки або жакета спіненим опорним наповнювачем, твердіння опорного наповнювача, сушіння форми та витоплювання з неї модельного складу, який відрізняється тим, що спінювання опорного наповнювача здійснюють безпосередньо в просторі між вогнетривким покриттям на модельному блоці і стінками опоки або жакета. 2 UA 98722 C2 Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing mold for casting by method of consumable patterns
Автори англійськоюZhehur Oleksandr Anatoliiovych, Repiakh Serhii Ivanovych
Назва патенту російськоюСпособ изготовления литейной формы для литья по выплавляемым моделям
Автори російськоюЖегур Александр Анатольевич, Репьях Сергей Иванович
МПК / Мітки
МПК: B22C 7/02, B22C 9/04, B22C 9/12
Мітки: ливарної, виготовлення, спосіб, моделях, литва, витоплювальних, форми
Код посилання
<a href="https://ua.patents.su/5-98722-sposib-vigotovlennya-livarno-formi-dlya-litva-po-vitoplyuvalnikh-modelyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ливарної форми для литва по витоплювальних моделях</a>
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Соценко Олександр Васильович, Стеценко Іван Дмитрович, Смирнов Борис Миколайович, Козак Володимир Володимирович
МПК: B22C 9/00
Мітки: двошарової, форми, спосіб, виготовлення, ливарної
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Козак Володимир Володимирович, Смирнов Борис Миколайович, Стеценко Іван Дмитрович
МПК: B22C 9/00
Мітки: виготовлення, спосіб, форми, ливарної
Текст:
...винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа)...
Установка для виготовлення ливарної форми
Номер патенту: 40450
Опубліковано: 16.07.2001
Автори: Грищенко Микола Миколайович, Смирнов Борис Миколайович, Стеценко Іван Дмитрович, Козак Володимир Володимирович
МПК: B22C 19/00, B22C 17/00, B22C 15/00, B22C 25/00
Мітки: установка, виготовлення, форми, ливарної
Формула / Реферат:
Установка для виготовлення ливарної форми, яка включає підмодельну плиту з моделлю та конічно-циліндричними направляючими стержнями з одного боку і штирями для спарювання з кокілем, наповненим рідкою самотвердіючою сумішшю, та упорами з іншого боку, а також траверси з отворами, в яких розташовані направляючі стержні, яка відрізняється тим, що довжина циліндричної частини направляючого стержня дорівнює відстані між площиною роз’єма кокіля і...
Пристрій для виготовлення частин ливарної форми з горизонтальною площою розняття
Номер патенту: 6328
Опубліковано: 29.12.1994
Автори: Йорн Е.Йохансен, Хокон Каусеруд, Клаус Торбен Єнсен
МПК: B22C 15/00
Мітки: виготовлення, пристрій, горизонтальною, ливарної, площою, частин, форми, розняття
Формула / Реферат:
Устройство для изготовления частей литейной формы с горизонтальной плоскостью разъема, содержащее модельную плиту, формовочную камеру, полость которой сообщена с вакуумной системой, трубопровод для подачи смеси, расположенный вертикально над формовочной камерой и имеющий воздухозаборные отверстия с защитными пластинами, отличающееся тем, что, с целью предотвращения образования комков в литейной форме за счет снижения трения между...
Установка для нанесення вогнетривкого покриття на модельні блоки у виробництві литва по моделях, що виплавляються
Номер патенту: 21260
Опубліковано: 04.11.1997
Автори: Аксенко Олександр Олександрович, Бернацька Ірина Миколаївна, Плужніков Юрій Михайлович, Зміївський Микола Никифорович, Рябонеділя Віталій Миколайович, Коляда Володимир Олександрович, Пучканьов Анатолій Михайлович
МПК: B22C 9/04, B22C 13/00
Мітки: литва, покриття, модельні, блоки, виробництві, моделях, виплавляються, нанесення, установка, вогнетривкого
Формула / Реферат:
1. Установка для нанесения огнеупорного покрытия на модельные блоки в производстве литья по выплавленным моделям, содержащая горизонтальный конвейер с шарнирно закрепленными на нем подвесками, соединенными с держателями блока моделей, коаксиально расположенный относительно конвейера замкнутый неподвижный копир, взаимодействующий с подвесками и установленные в технологической последовательности вдоль трассы конвейера ванны для обмазки и...
Попередній патент: Пристрій контролю і захисту електроустаткування
Наступний патент: Щит-метелик для вій
Випадковий патент: Гусеничний ланцюг