Спосіб механізованного дводугового зварювання
Номер патенту: 80412
Опубліковано: 27.05.2013
Автори: Лащенко Георгій Іванович, Юрлов Борис Володимирович, Демченко Юрій Володимирович, Гайворонський Олександр Анатолійович, Позняков Валерій Дмитрович


Формула / Реферат
Спосіб механізованого дводугового зварювання, який відрізняється тим, що потужність другої по напрямку зварювання дуги не перевищує третини потужності першої дуги і ця друга дуга може здійснювати повздовжні, поперечні, кругові та інші більш складні види коливань, або живитись модельованим струмом, чи одночасно коливатись і живитись модульованим струмом.
Текст
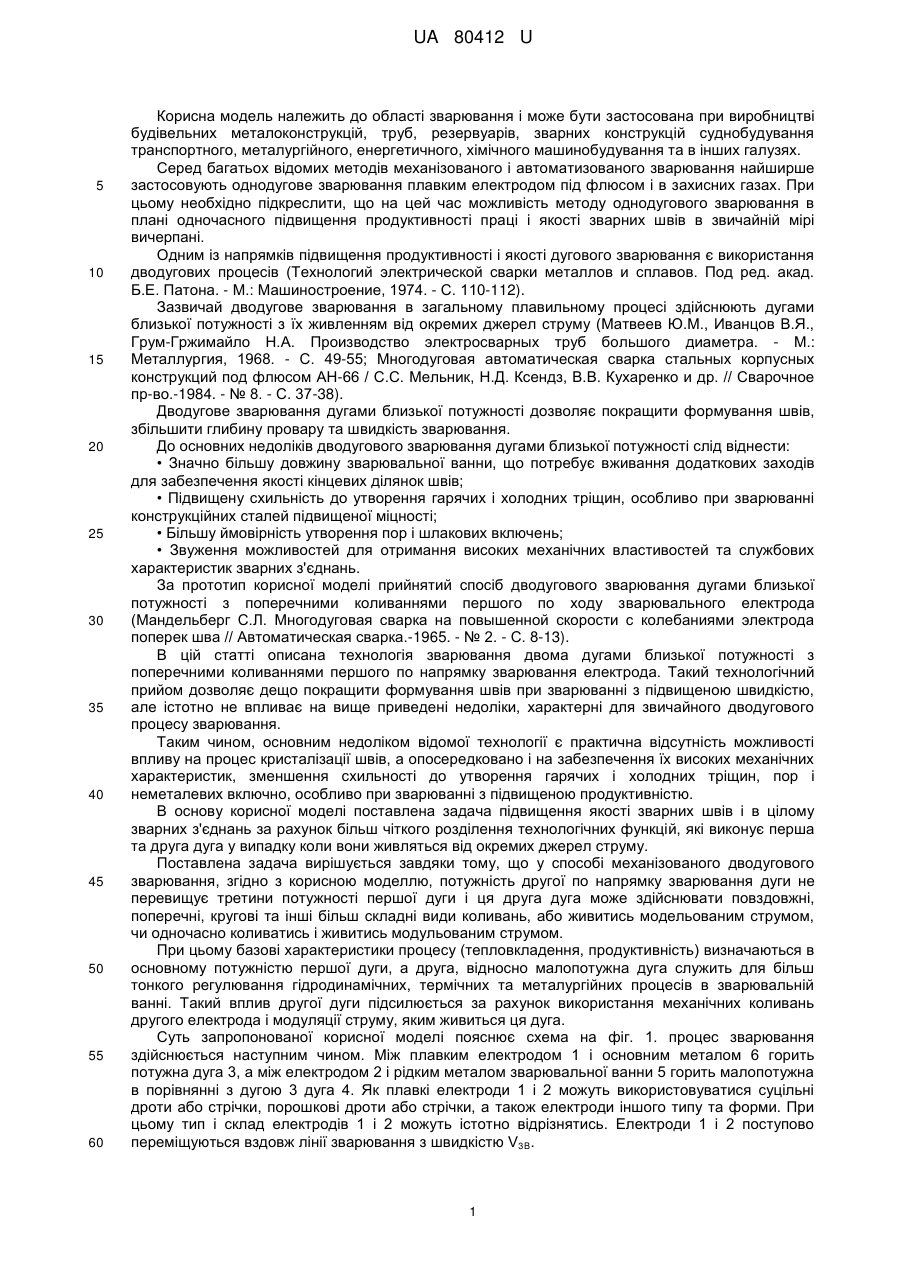
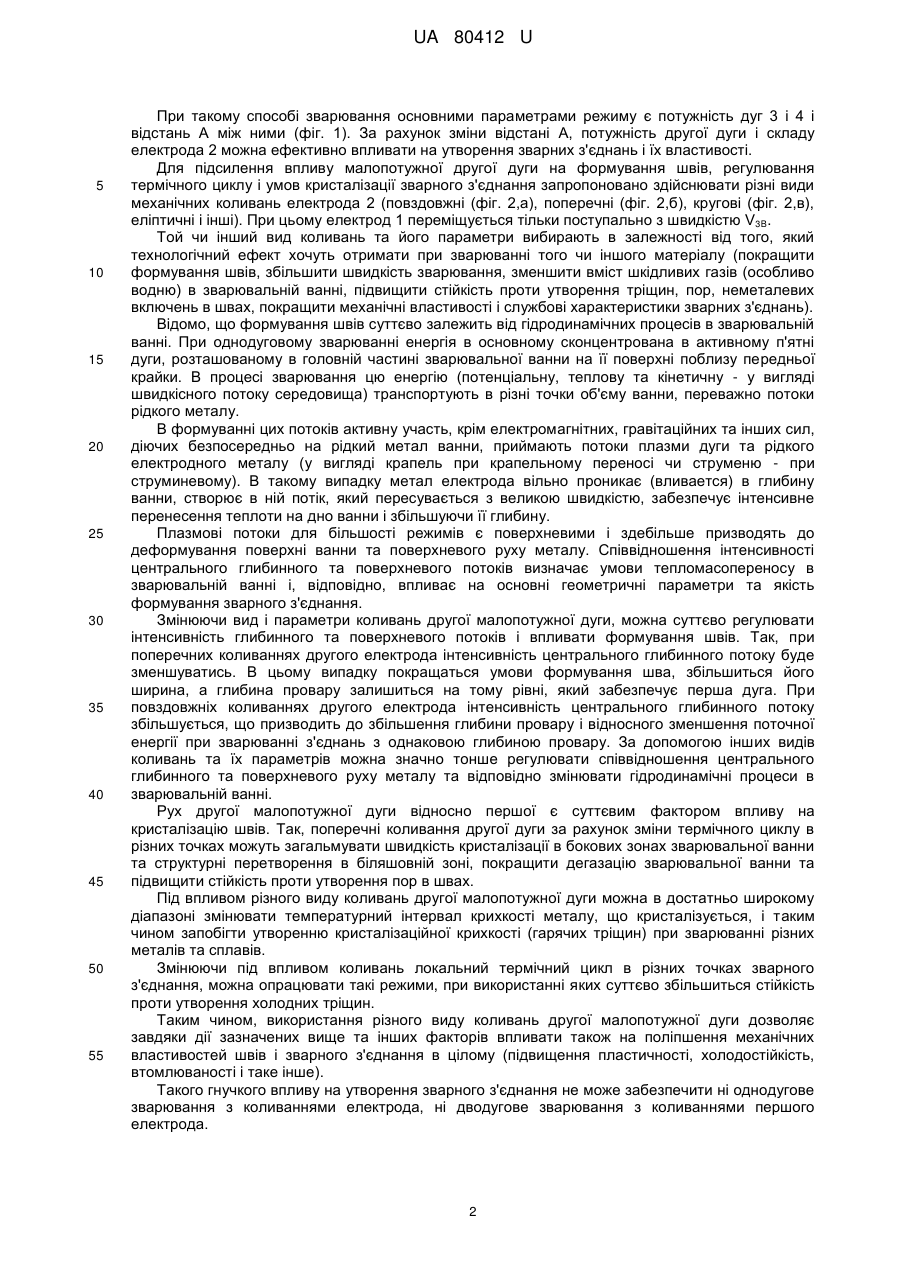
Реферат: Спосіб механізованого дводугового зварювання, при якому потужність другої по напрямку зварювання дуги не перевищує третини потужності першої дуги і ця друга дуга може здійснювати повздовжні, поперечні, кругові та інші більш складні види коливань, або живитись модельованим струмом, чи одночасно коливатись і живитись модульованим струмом. UA 80412 U (54) СПОСІБ МЕХАНІЗОВАННОГО ДВОДУГОВОГО ЗВАРЮВАННЯ UA 80412 U UA 80412 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області зварювання і може бути застосована при виробництві будівельних металоконструкцій, труб, резервуарів, зварних конструкцій суднобудування транспортного, металургійного, енергетичного, хімічного машинобудування та в інших галузях. Серед багатьох відомих методів механізованого і автоматизованого зварювання найширше застосовують однодугове зварювання плавким електродом під флюсом і в захисних газах. При цьому необхідно підкреслити, що на цей час можливість методу однодугового зварювання в плані одночасного підвищення продуктивності праці і якості зварних швів в звичайній мірі вичерпані. Одним із напрямків підвищення продуктивності і якості дугового зварювання є використання дводугових процесів (Технологий электрической сварки металлов и сплавов. Под ред. акад. Б.Е. Патона. - М.: Машиностроение, 1974. - С. 110-112). Зазвичай дводугове зварювання в загальному плавильному процесі здійснюють дугами близької потужності з їх живленням від окремих джерел струму (Матвеев Ю.М., Иванцов В.Я., Грум-Гржимайло Н.А. Производство электросварных труб большого диаметра. - М.: Металлургия, 1968. - С. 49-55; Многодуговая автоматическая сварка стальных корпусных конструкций под флюсом АН-66 / С.С. Мельник, Н.Д. Ксендз, В.В. Кухаренко и др. // Сварочное пр-во.-1984. - № 8. - С. 37-38). Дводугове зварювання дугами близької потужності дозволяє покращити формування швів, збільшити глибину провару та швидкість зварювання. До основних недоліків дводугового зварювання дугами близької потужності слід віднести: • Значно більшу довжину зварювальної ванни, що потребує вживання додаткових заходів для забезпечення якості кінцевих ділянок швів; • Підвищену схильність до утворення гарячих і холодних тріщин, особливо при зварюванні конструкційних сталей підвищеної міцності; • Більшу ймовірність утворення пор і шлакових включень; • Звуження можливостей для отримання високих механічних властивостей та службових характеристик зварних з'єднань. За прототип корисної моделі прийнятий спосіб дводугового зварювання дугами близької потужності з поперечними коливаннями першого по ходу зварювального електрода (Мандельберг С.Л. Многодуговая сварка на повышенной скорости с колебаниями электрода поперек шва // Автоматическая сварка.-1965. - № 2. - С. 8-13). В цій статті описана технологія зварювання двома дугами близької потужності з поперечними коливаннями першого по напрямку зварювання електрода. Такий технологічний прийом дозволяє дещо покращити формування швів при зварюванні з підвищеною швидкістю, але істотно не впливає на вище приведені недоліки, характерні для звичайного дводугового процесу зварювання. Таким чином, основним недоліком відомої технології є практична відсутність можливості впливу на процес кристалізації швів, а опосередковано і на забезпечення їх високих механічних характеристик, зменшення схильності до утворення гарячих і холодних тріщин, пор і неметалевих включно, особливо при зварюванні з підвищеною продуктивністю. В основу корисної моделі поставлена задача підвищення якості зварних швів і в цілому зварних з'єднань за рахунок більш чіткого розділення технологічних функцій, які виконує перша та друга дуга у випадку коли вони живляться від окремих джерел струму. Поставлена задача вирішується завдяки тому, що у способі механізованого дводугового зварювання, згідно з корисною моделлю, потужність другої по напрямку зварювання дуги не перевищує третини потужності першої дуги і ця друга дуга може здійснювати повздовжні, поперечні, кругові та інші більш складні види коливань, або живитись модельованим струмом, чи одночасно коливатись і живитись модульованим струмом. При цьому базові характеристики процесу (тепловкладення, продуктивність) визначаються в основному потужністю першої дуги, а друга, відносно малопотужна дуга служить для більш тонкого регулювання гідродинамічних, термічних та металургійних процесів в зварювальній ванні. Такий вплив другої дуги підсилюється за рахунок використання механічних коливань другого електрода імодуляції струму, яким живиться ця дуга. Суть запропонованої корисної моделі пояснює схема на фіг. 1. процес зварювання здійснюється наступним чином. Між плавким електродом 1 і основним металом 6 горить потужна дуга 3, а між електродом 2 і рідким металом зварювальної ванни 5 горить малопотужна в порівнянні з дугою 3 дуга 4. Як плавкі електроди 1 і 2 можуть використовуватися суцільні дроти або стрічки, порошкові дроти або стрічки, а також електроди іншого типу та форми. При цьому тип і склад електродів 1 і 2 можуть істотно відрізнятись. Електроди 1 і 2 поступово переміщуються вздовж лінії зварювання з швидкістю V3B. 1 UA 80412 U 5 10 15 20 25 30 35 40 45 50 55 При такому способі зварювання основними параметрами режиму є потужність дуг 3 і 4 і відстань А між ними (фіг. 1). За рахунок зміни відстані А, потужність другої дуги і складу електрода 2 можна ефективно впливати на утворення зварних з'єднань і їх властивості. Для підсилення впливу малопотужної другої дуги на формування швів, регулювання термічного циклу і умов кристалізації зварного з'єднання запропоновано здійснювати різні види механічних коливань електрода 2 (повздовжні (фіг. 2,а), поперечні (фіг. 2,б), кругові (фіг. 2,в), еліптичні і інші). При цьому електрод 1 переміщується тільки поступально з швидкістю V3B. Той чи інший вид коливань та його параметри вибирають в залежності від того, який технологічний ефект хочуть отримати при зварюванні того чи іншого матеріалу (покращити формування швів, збільшити швидкість зварювання, зменшити вміст шкідливих газів (особливо водню) в зварювальній ванні, підвищити стійкість проти утворення тріщин, пор, неметалевих включень в швах, покращити механічні властивості і службові характеристики зварних з'єднань). Відомо, що формування швів суттєво залежить від гідродинамічних процесів в зварювальній ванні. При однодуговому зварюванні енергія в основному сконцентрована в активному п'ятні дуги, розташованому в головній частині зварювальної ванни на її поверхні поблизу передньої крайки. В процесі зварювання цю енергію (потенціальну, теплову та кінетичну - у вигляді швидкісного потоку середовища) транспортують в різні точки об'єму ванни, переважно потоки рідкого металу. В формуванні цих потоків активну участь, крім електромагнітних, гравітаційних та інших сил, діючих безпосередньо на рідкий метал ванни, приймають потоки плазми дуги та рідкого електродного металу (у вигляді крапель при крапельному переносі чи струменю - при струминевому). В такому випадку метал електрода вільно проникає (вливается) в глибину ванни, створює в ній потік, який пересувається з великою швидкістю, забезпечує інтенсивне перенесення теплоти на дно ванни і збільшуючи її глибину. Плазмові потоки для більшості режимів є поверхневими і здебільше призводять до деформування поверхні ванни та поверхневого руху металу. Співвідношення інтенсивності центрального глибинного та поверхневого потоків визначає умови тепломасопереносу в зварювальній ванні і, відповідно, впливає на основні геометричні параметри та якість формування зварного з'єднання. Змінюючи вид і параметри коливань другої малопотужної дуги, можна суттєво регулювати інтенсивність глибинного та поверхневого потоків і впливати формування швів. Так, при поперечних коливаннях другого електрода інтенсивність центрального глибинного потоку буде зменшуватись. В цьому випадку покращаться умови формування шва, збільшиться його ширина, а глибина провару залишиться на тому рівні, який забезпечує перша дуга. При повздовжніх коливаннях другого електрода інтенсивність центрального глибинного потоку збільшується, що призводить до збільшення глибини провару і відносного зменшення поточної енергії при зварюванні з'єднань з однаковою глибиною провару. За допомогою інших видів коливань та їх параметрів можна значно тонше регулювати співвідношення центрального глибинного та поверхневого руху металу та відповідно змінювати гідродинамічні процеси в зварювальній ванні. Рух другої малопотужної дуги відносно першої є суттєвим фактором впливу на кристалізацію швів. Так, поперечні коливання другої дуги за рахунок зміни термічного циклу в різних точках можуть загальмувати швидкість кристалізації в бокових зонах зварювальної ванни та структурні перетворення в біляшовній зоні, покращити дегазацію зварювальної ванни та підвищити стійкість проти утворення пор в швах. Під впливом різного виду коливань другої малопотужної дуги можна в достатньо широкому діапазоні змінювати температурний інтервал крихкості металу, що кристалізується, і таким чином запобігти утворенню кристалізаційної крихкості (гарячих тріщин) при зварюванні різних металів та сплавів. Змінюючи під впливом коливань локальний термічний цикл в різних точках зварного з'єднання, можна опрацювати такі режими, при використанні яких суттєво збільшиться стійкість проти утворення холодних тріщин. Таким чином, використання різного виду коливань другої малопотужної дуги дозволяє завдяки дії зазначених вище та інших факторів впливати також на поліпшення механічних властивостей швів і зварного з'єднання в цілому (підвищення пластичності, холодостійкість, втомлюваності і таке інше). Такого гнучкого впливу на утворення зварного з'єднання не може забезпечити ні однодугове зварювання з коливаннями електрода, ні дводугове зварювання з коливаннями першого електрода. 2 UA 80412 U 5 10 15 20 25 30 35 40 При однодуговому зварюванні достатньо широко використовують процес з періодичною зміною потужності дуги, який має назву зварювання модульовим струмом (Шигаев Т.Г. О терминологии сварки модулированным током // Сварочное пр-во.-1980. - №7. - С. 40). Зварювання модульованим струмом (ЗМТ) переслідує в основному дві головні цілі: • Забезпечення керованого переносу електродного металу, підвищення стабільності процесу та зменшення розбризкування; • Управління швидкістю та напрямком кристалізації металу зварювальної ванн, термоциклічну обробку зони термічного впливу, створення сприятливих умов при зварюванні в різних просторових положеннях. Імпульсно-дугове зварювання - один із варіантів ЗМТ, при якому забезпечується кероване перенесення електродного металу з частотою відповідною частоті подачі імпульсів 25 Гц. Зварювання пульсуючою дугою - другий варіант ЗМТ. При цьому способі зварювання, яке виконується с частотою подачі імпульсів струму < 25 Гц і активно впливають на механічні властивості зварного з'єднання за рахунок термоциклічного впливу на зварювальну ванну та біляшовну зону. Очевидно, що частота термоциклічної обробки здійснюється з частотою, яка дорівнює частоті подачі імпульсів струму. Як при імпульсно-дуговому зварюванні, так і при зварюванні пульсуючою дугою здійснюють також силовий тиск на зварювальну ванну, величина якого залежить від величини імпульсів струму та частоти їх подачі. Вказаний тиск призводить до деформації та коливань зварювальної ванни і у випадку використання оптимальних параметрів режиму зварювання покращує формування швів. В запропонованій корисній моделі передбачено використання дводугового процесу з живленням тільки другої дуги модульованим струмом, тоді як перша дуга горить стаціонарно. Такий варіант дозволяє, не змінюючи базових параметрів режиму першої дуги, а значить і основних умов утворення шва, активно впливати на його формування та кристалізацію за рахунок подачі імпульсів струму на другу малопотужну дугу, розташовану в хвостовій, більш холодній, частині зварювальної ванни. При цьому виникають більш сприятливі умови і розширюються можливості для регулювання процесу формування та кристалізації шва в порівнянні з однодуговим зварюванням модульованим струмом та дводуговим з подачею почергових імпульсів на першу та другу дуги. Реалізація запропонованого способу можлива і в варіанті сумісного використання коливань другої малопотужної дуги і живлення її модульованим струмом. При цьому подача імпульсів струму може здійснюватися як постійно, так і в окремих точках траєкторії переміщення другого електрода, в тому числі з використанням миттєвих його зупинок в цих точках. Викладений вище варіант запропонованої корисної моделі дає додаткові можливості для термоциклічної обробки різних ділянок зварного з'єднання в залежності від виду і складу зварюваних матеріалів, виду та типу зварної конструкції та умов їх експлуатації. Запропонований спосіб зварювання дозволяє значно розширити можливості для отримання зварних з'єднань високої якості не тільки не знижуючи продуктивність праці, а й збільшуючи її в 1,3-1,7 рази. Він може бути реалізований як при зварюванні під флюсом, так і в захисних газах матеріалів різного призначення (вуглецевих, низьколегованих та високолегованих сталей, алюмінію та його сплавів, інших кольорових металів та сплавів). 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб механізованого дводугового зварювання, який відрізняється тим, що потужність другої по напрямку зварювання дуги не перевищує третини потужності першої дуги і ця друга дуга може здійснювати повздовжні, поперечні, кругові та інші більш складні види коливань, або живитись модельованим струмом, чи одночасно коливатись і живитись модульованим струмом. 3 UA 80412 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machine twin-arc welding
Автори англійськоюLaschenko Heorhii Ivanovych, Yurlov Borys Volodymyrovych, Pozniakov Valerii Dmytrovych, Haivoronskyi Oleksandr Anatoliiovych, Demchenko Yurii Volodymyrovych
Назва патенту російськоюСпособ механизированной двухдуговой сварки
Автори російськоюЛащенко Георгий Иванович, Юрлов Борис Владимирович, Позняков Валерий Дмитриевич, Гайворонский Александр Анатольевич, Демченко Юрий Владимирович
МПК / Мітки
МПК: B23K 9/16
Мітки: механізованного, зварювання, дводугового, спосіб
Код посилання
<a href="https://ua.patents.su/6-80412-sposib-mekhanizovannogo-dvodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб механізованного дводугового зварювання</a>
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 18208
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: одностороннього, зварювання, спосіб, труб, електродугового
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб з розташованою усередині феромагнітною штангою, який відрізняється тим, що усередині труби навколо штанги розташовують виток зварювального кабелю, по якому пропускають струм, величину якого встановлюють залежно від величини зварювального струму відповідно до виразу:І1=(0,66-0,7)І,де І - величина зварювального струму, А,і створюють вздовж електромагнітне поле.
Спосіб електродугового одностороннього зварювання

Номер патенту: 18207
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: спосіб, зварювання, одностороннього, електродугового
Формула / Реферат:
Спосіб електродугового одностороннього зварювання декількома електродами, при якому U-подібний стрічковий електрод розташовують симетрично осі шва, а два дротових електроди розміщують усередині U-подібного стрічкового електрода в контакті з ним, який відрізняється тим, що попереду між кромками насипають флюс і в контакти з кромками U-подібної стрічки перпендикулярно подають додатково плоский стрічковий електрод, ширину якого встановлюють...
Спосіб зварювання чавуну
Номер патенту: 71145
Опубліковано: 10.07.2012
Автори: Дерябкіна Євгенія Станіславівна, Калін Микола Андрійович
МПК: B23K 33/00
Мітки: спосіб, зварювання, чавуну
Формула / Реферат:
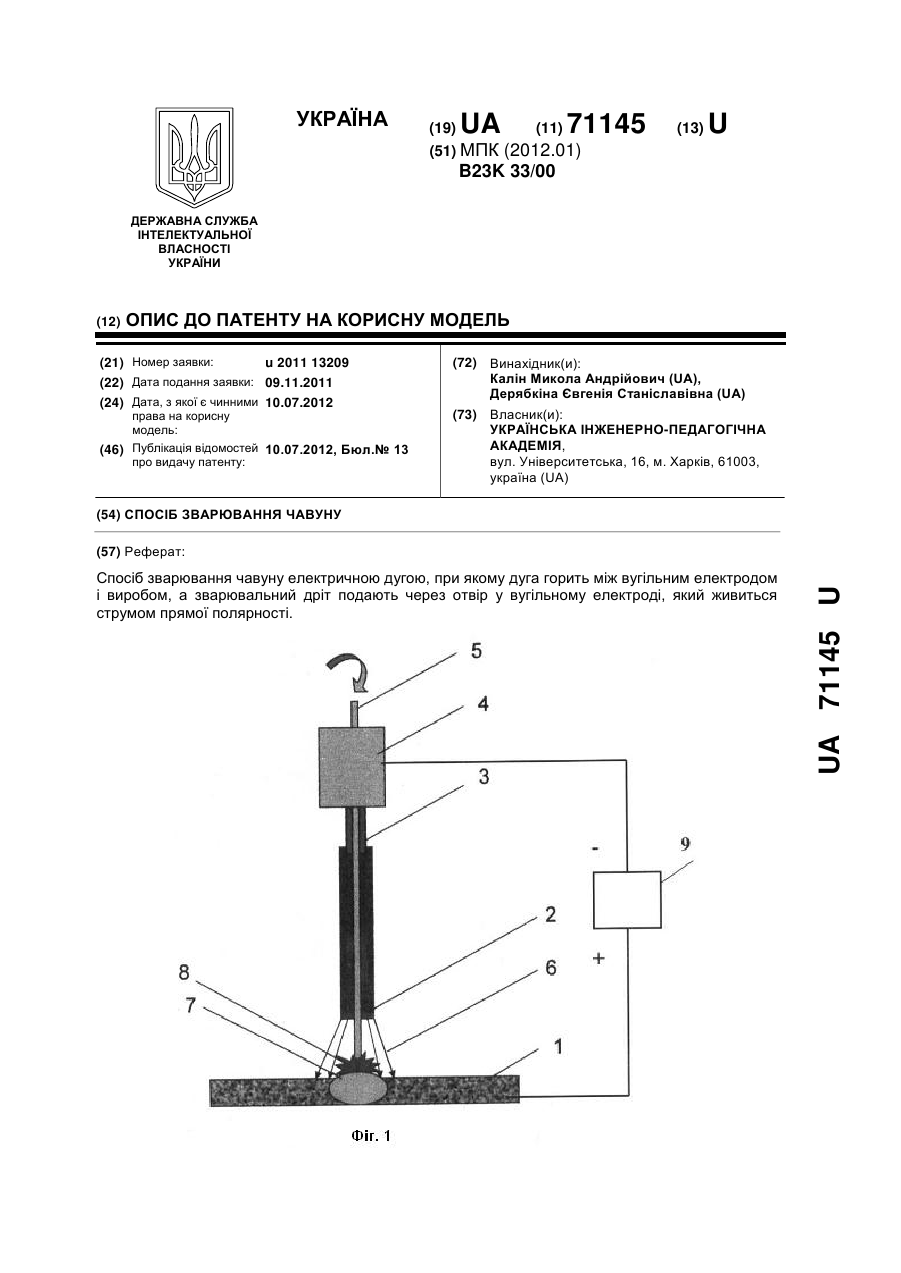
Спосіб зварювання чавуну електричною дугою, який відрізняється тим, що дуга горить між вугільним електродом і виробом, а зварювальний дріт подають через отвір у вугільному електроді, який живиться струмом прямої полярності.
Спосіб лазерно-дугового зварювання з використанням плавкого електрода
Номер патенту: 79204
Опубліковано: 10.04.2013
Автори: Палагеша Андрій Миколайович, Сіора Олександр Васильович, Вайц Дмитро Володимирович, Шелягін Володимир Дмитрович, Долянівська Ольга Валеріївна, Хаскін Владислав Юрійович
МПК: B23K 26/00, B23K 9/167
Мітки: зварювання, спосіб, використанням, лазерно-дугового, електрода, плавкого
Формула / Реферат:
1. Спосіб лазерно-дугового зварювання з використанням плавкого електрода сталей і алюмінієвих сплавів, згідно з яким, деталі зварюють при одночасній дії лазерного випромінювання і дуги в одну зварювальну ванну у газовому захисті, який відрізняється тим, що струм зварювальної дуги модулюють імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п. 1, який...
Спосіб підводного мокрого зварювання з використанням електромагнітних полів
Номер патенту: 67511
Опубліковано: 15.06.2004
Автори: Рижов Роман Миколайович, Максимов Сергій Юрійович, Прилипко Олена Олександрівна, Кожухар Володимир Андрійович
МПК: B23K 9/08
Мітки: зварювання, полів, мокрого, підводного, використанням, електромагнітних, спосіб
Формула / Реферат:
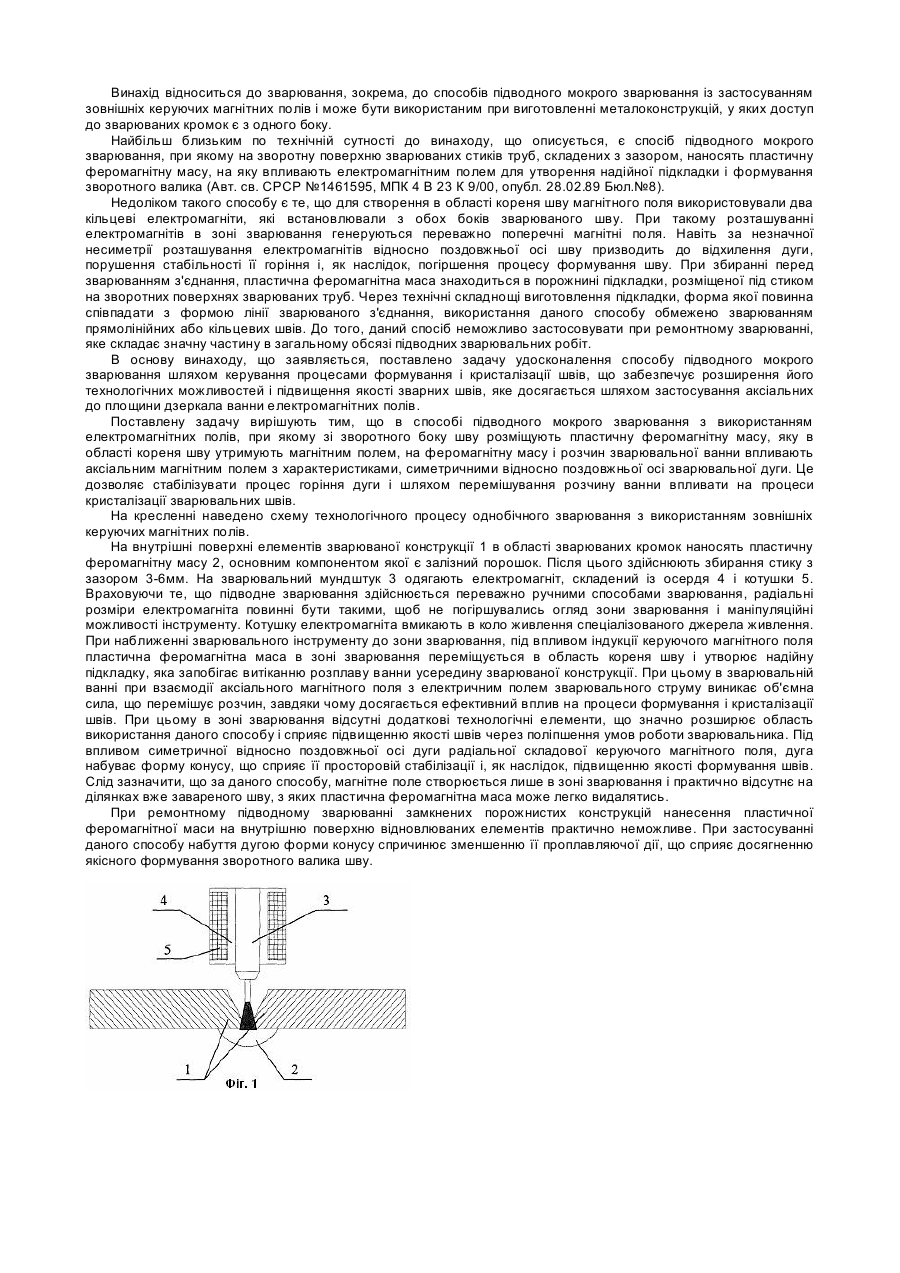
Спосіб підводного мокрого зварювання з використанням електромагнітних полів, при якому зі зворотного боку шва розміщують пластичну феромагнітну масу, яку в області кореня шва утримують магнітним полем, який відрізняється тим, що на феромагнітну масу і розчин зварювальної ванни впливають аксіальним магнітним полем з характеристиками, симетричними відносно поздовжньої осі зварювальної дуги.
Попередній патент: Твердопаливний котел
Наступний патент: Спосіб дводугового зварювання плавкими електродами в захисних газах
Випадковий патент: Польовий вимірник потенціалів природного електричного поля