Спосіб лазерно-дугового зварювання з використанням плавкого електрода
Номер патенту: 79204
Опубліковано: 10.04.2013
Автори: Палагеша Андрій Миколайович, Долянівська Ольга Валеріївна, Сіора Олександр Васильович, Хаскін Владислав Юрійович, Шелягін Володимир Дмитрович, Вайц Дмитро Володимирович

Формула / Реферат
1. Спосіб лазерно-дугового зварювання з використанням плавкого електрода сталей і алюмінієвих сплавів, згідно з яким, деталі зварюють при одночасній дії лазерного випромінювання і дуги в одну зварювальну ванну у газовому захисті, який відрізняється тим, що струм зварювальної дуги модулюють імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.
2. Спосіб за п. 1, який відрізняється тим, що застосовують імпульсне лазерне випромінювання із частотою кратною власній частоті коливань розплавленого об'єму зварювальної ванни.
3. Спосіб за п. 1, який відрізняється тим, що застосовується модуляція лазерного випромінювання і зварювального струму електричної дуги із таким зсувом фаз, який дозволяє лишати постійно розкритим парогазовий канал зварювальної ванни і усуває можливість його різкого закриття із формуванням внутрішніх пор.
4. Спосіб за п. 1, який відрізняється тим, що для покращення формування верхнього валика підсилення шву проводять підбір співвідношення рівня енергій, які вводяться в процесі зварювання лазерною та дуговою складовими.
Текст
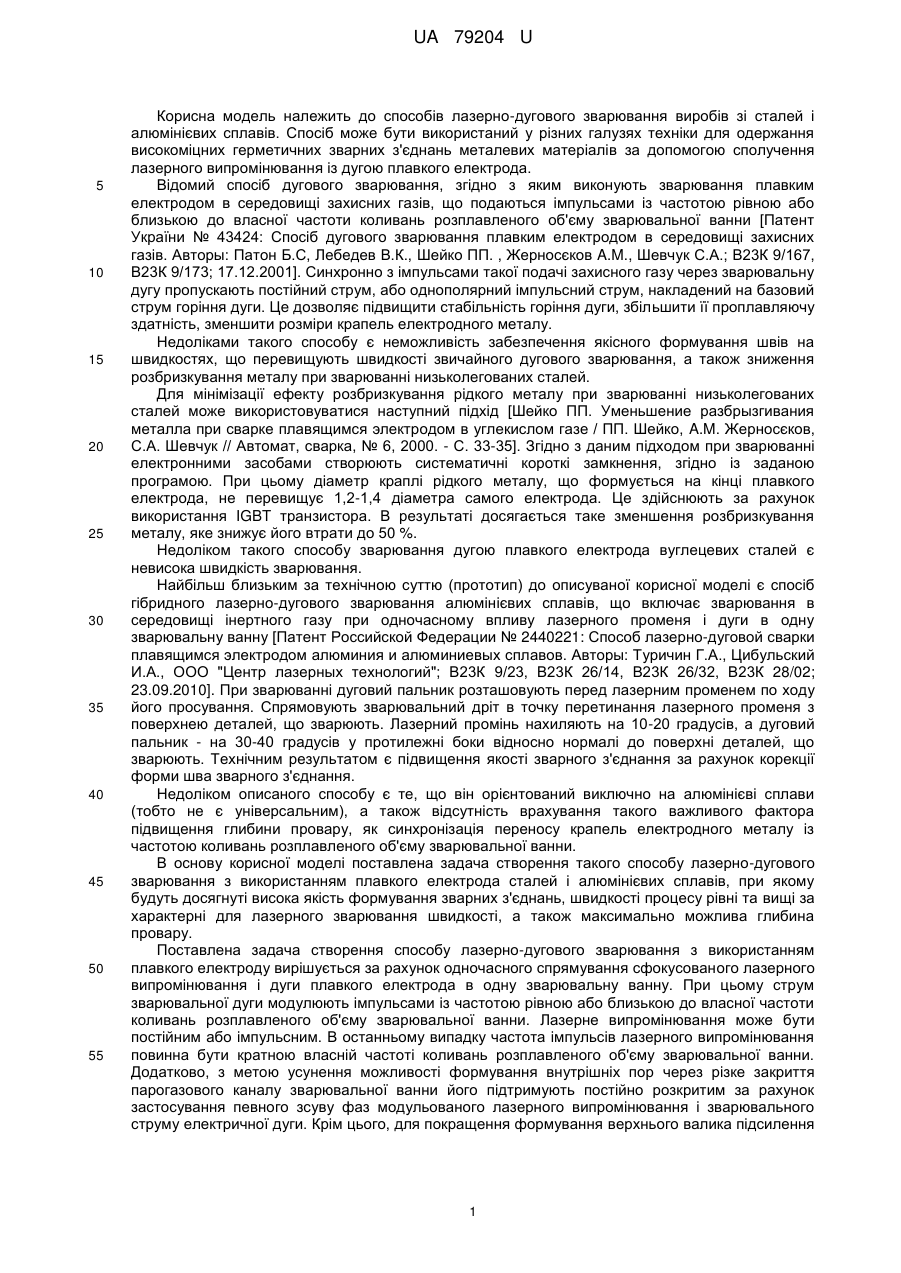
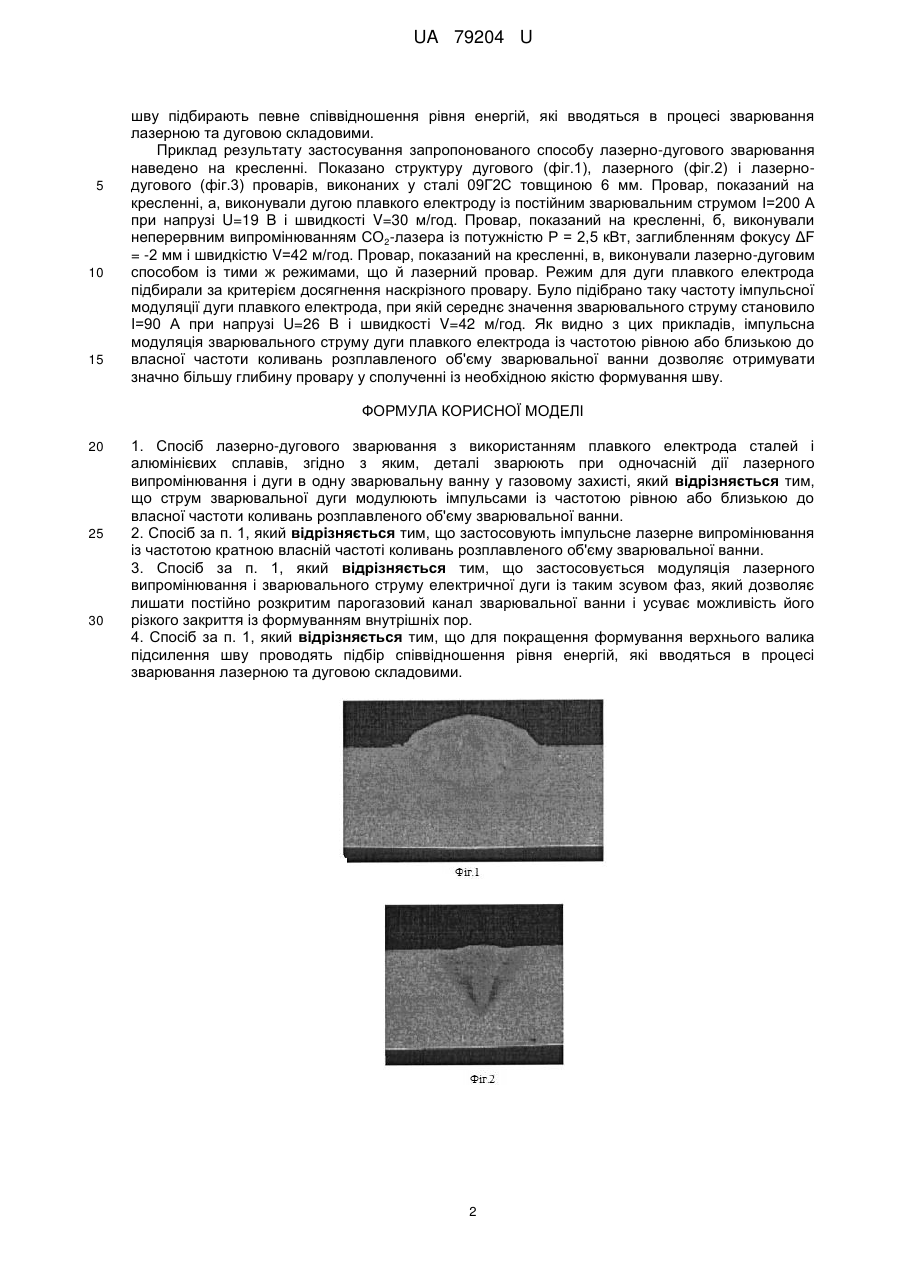
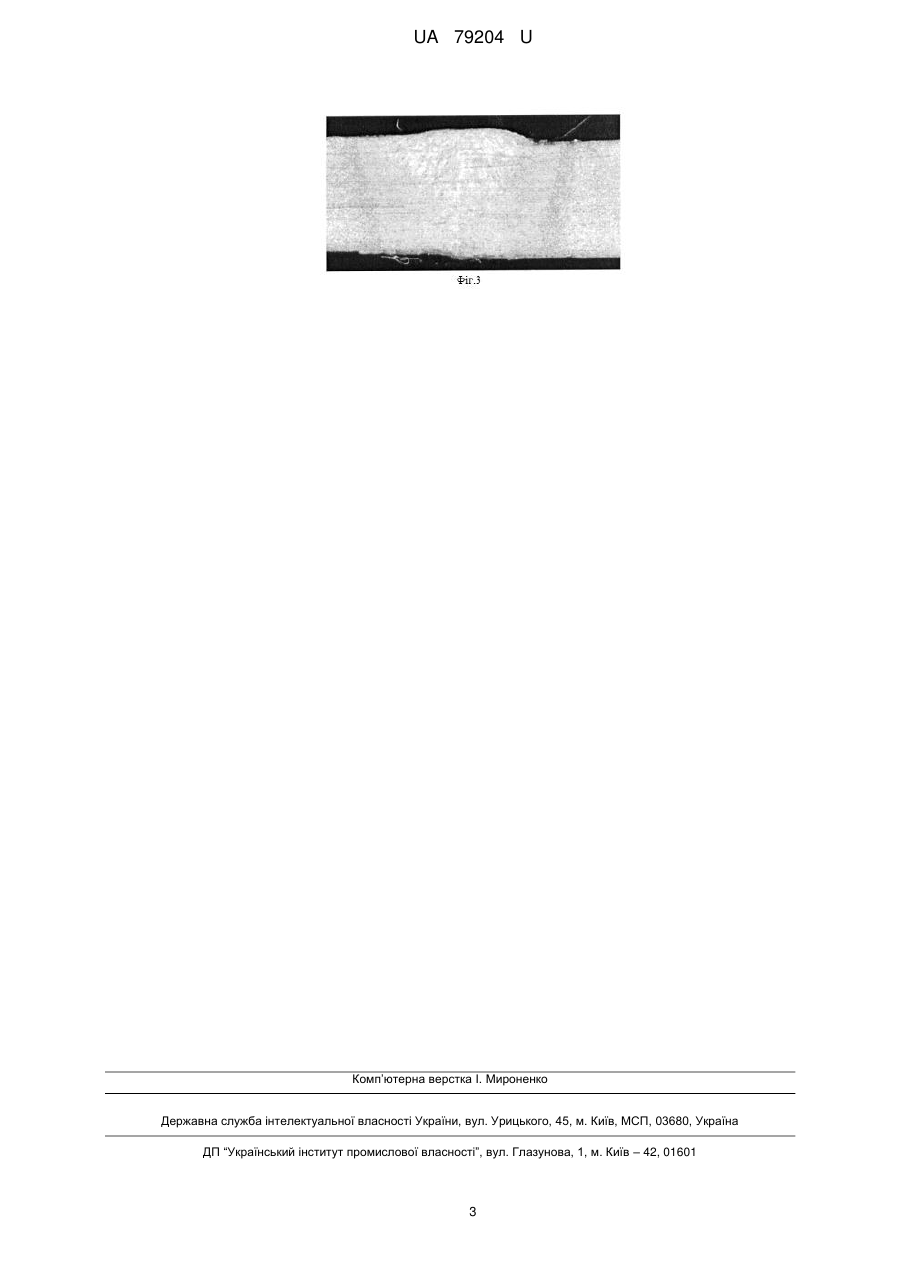
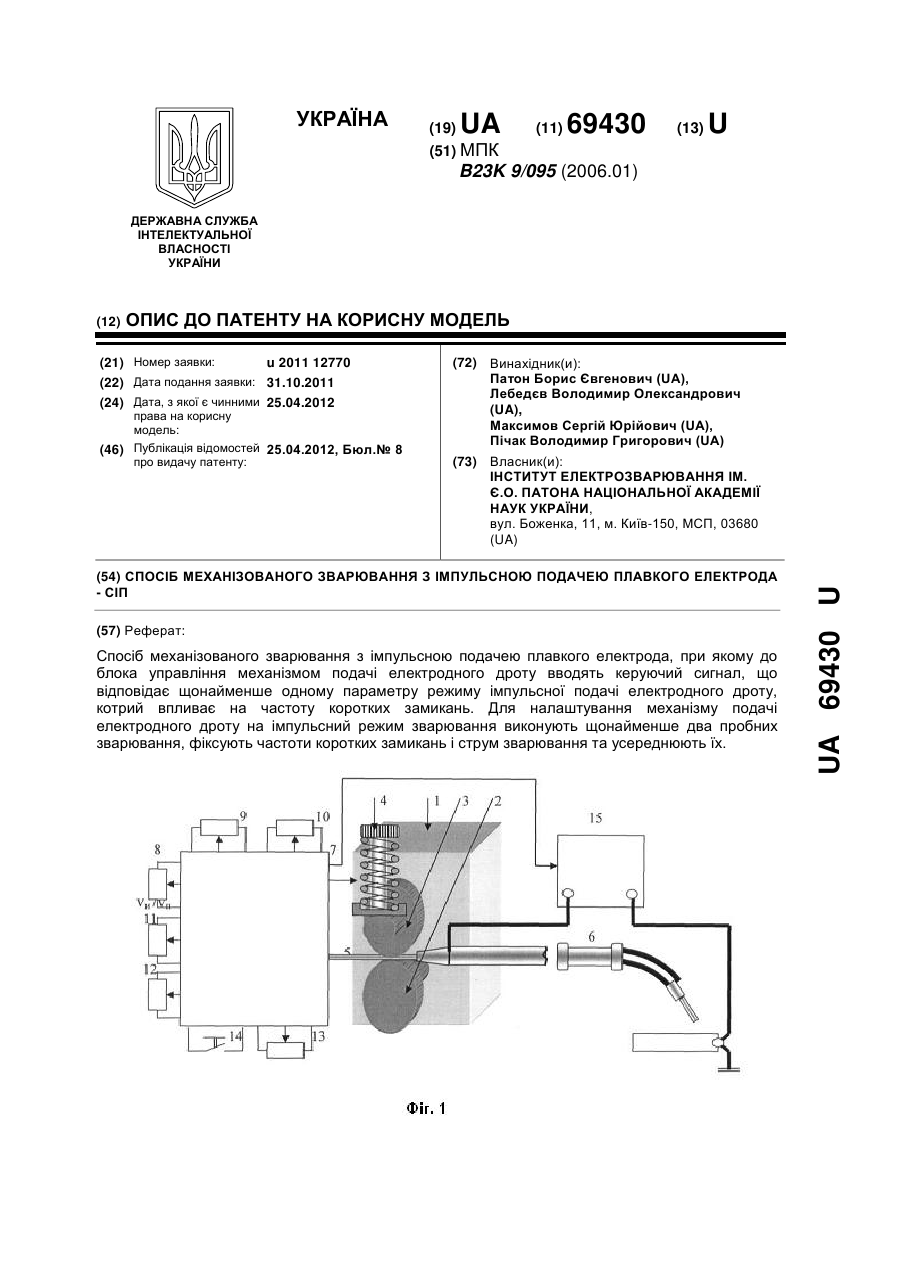
Реферат: Спосіб лазерно-дугового зварювання з використанням плавкого електрода сталей і алюмінієвих сплавів, в якому деталі зварюють при одночасній дії лазерного випромінювання і дуги в одну зварювальну ванну у газовому захисті. Струм зварювальної дуги модулюють імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни. UA 79204 U (54) СПОСІБ ЛАЗЕРНО-ДУГОВОГО ЗВАРЮВАННЯ З ВИКОРИСТАННЯМ ПЛАВКОГО ЕЛЕКТРОДА UA 79204 U UA 79204 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів лазерно-дугового зварювання виробів зі сталей і алюмінієвих сплавів. Спосіб може бути використаний у різних галузях техніки для одержання високоміцних герметичних зварних з'єднань металевих матеріалів за допомогою сполучення лазерного випромінювання із дугою плавкого електрода. Відомий спосіб дугового зварювання, згідно з яким виконують зварювання плавким електродом в середовищі захисних газів, що подаються імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни [Патент України № 43424: Спосіб дугового зварювання плавким електродом в середовищі захисних газів. Авторы: Патон Б.С, Лебедев В.К., Шейко ПП. , Жерносєков A.M., Шевчук С.А.; В23К 9/167, В23К 9/173; 17.12.2001]. Синхронно з імпульсами такої подачі захисного газу через зварювальну дугу пропускають постійний струм, або однополярний імпульсний струм, накладений на базовий струм горіння дуги. Це дозволяє підвищити стабільність горіння дуги, збільшити її проплавляючу здатність, зменшити розміри крапель електродного металу. Недоліками такого способу є неможливість забезпечення якісного формування швів на швидкостях, що перевищують швидкості звичайного дугового зварювання, а також зниження розбризкування металу при зварюванні низьколегованих сталей. Для мінімізації ефекту розбризкування рідкого металу при зварюванні низьколегованих сталей може використовуватися наступний підхід [Шейко ПП. Уменьшение разбрызгивания металла при сварке плавящимся электродом в углекислом газе / ПП. Шейко, A.M. Жерносєков, С.А. Шевчук // Автомат, сварка, № 6, 2000. - С. 33-35]. Згідно з даним підходом при зварюванні електронними засобами створюють систематичні короткі замкнення, згідно із заданою програмою. При цьому діаметр краплі рідкого металу, що формується на кінці плавкого електрода, не перевищує 1,2-1,4 діаметра самого електрода. Це здійснюють за рахунок використання IGBT транзистора. В результаті досягається таке зменшення розбризкування металу, яке знижує його втрати до 50 %. Недоліком такого способу зварювання дугою плавкого електрода вуглецевих сталей є невисока швидкість зварювання. Найбільш близьким за технічною суттю (прототип) до описуваної корисної моделі є спосіб гібридного лазерно-дугового зварювання алюмінієвих сплавів, що включає зварювання в середовищі інертного газу при одночасному впливу лазерного променя і дуги в одну зварювальну ванну [Патент Российской Федерации № 2440221: Способ лазерно-дуговой сварки плавящимся электродом алюминия и алюминиевых сплавов. Авторы: Туричин Г.А., Цибульский И.А., ООО "Центр лазерных технологий"; В23К 9/23, В23К 26/14, В23К 26/32, В23К 28/02; 23.09.2010]. При зварюванні дуговий пальник розташовують перед лазерним променем по ходу його просування. Спрямовують зварювальний дріт в точку перетинання лазерного променя з поверхнею деталей, що зварюють. Лазерний промінь нахиляють на 10-20 градусів, а дуговий пальник - на 30-40 градусів у протилежні боки відносно нормалі до поверхні деталей, що зварюють. Технічним результатом є підвищення якості зварного з'єднання за рахунок корекції форми шва зварного з'єднання. Недоліком описаного способу є те, що він орієнтований виключно на алюмінієві сплави (тобто не є універсальним), а також відсутність врахування такого важливого фактора підвищення глибини провару, як синхронізація переносу крапель електродного металу із частотою коливань розплавленого об'єму зварювальної ванни. В основу корисної моделі поставлена задача створення такого способу лазерно-дугового зварювання з використанням плавкого електрода сталей і алюмінієвих сплавів, при якому будуть досягнуті висока якість формування зварних з'єднань, швидкості процесу рівні та вищі за характерні для лазерного зварювання швидкості, а також максимально можлива глибина провару. Поставлена задача створення способу лазерно-дугового зварювання з використанням плавкого електроду вирішується за рахунок одночасного спрямування сфокусованого лазерного випромінювання і дуги плавкого електрода в одну зварювальну ванну. При цьому струм зварювальної дуги модулюють імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни. Лазерне випромінювання може бути постійним або імпульсним. В останньому випадку частота імпульсів лазерного випромінювання повинна бути кратною власній частоті коливань розплавленого об'єму зварювальної ванни. Додатково, з метою усунення можливості формування внутрішніх пор через різке закриття парогазового каналу зварювальної ванни його підтримують постійно розкритим за рахунок застосування певного зсуву фаз модульованого лазерного випромінювання і зварювального струму електричної дуги. Крім цього, для покращення формування верхнього валика підсилення 1 UA 79204 U 5 10 15 шву підбирають певне співвідношення рівня енергій, які вводяться в процесі зварювання лазерною та дуговою складовими. Приклад результату застосування запропонованого способу лазерно-дугового зварювання наведено на кресленні. Показано структуру дугового (фіг.1), лазерного (фіг.2) і лазернодугового (фіг.3) проварів, виконаних у сталі 09Г2С товщиною 6 мм. Провар, показаний на кресленні, а, виконували дугою плавкого електроду із постійним зварювальним струмом I=200 А при напрузі U=19 В і швидкості V=30 м/год. Провар, показаний на кресленні, б, виконували неперервним випромінюванням СО2-лазера із потужністю Р = 2,5 кВт, заглибленням фокусу ΔF = -2 мм і швидкістю V=42 м/год. Провар, показаний на кресленні, в, виконували лазерно-дуговим способом із тими ж режимами, що й лазерний провар. Режим для дуги плавкого електрода підбирали за критерієм досягнення наскрізного провару. Було підібрано таку частоту імпульсної модуляції дуги плавкого електрода, при якій середнє значення зварювального струму становило I=90 А при напрузі U=26 В і швидкості V=42 м/год. Як видно з цих прикладів, імпульсна модуляція зварювального струму дуги плавкого електрода із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни дозволяє отримувати значно більшу глибину провару у сполученні із необхідною якістю формування шву. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 1. Спосіб лазерно-дугового зварювання з використанням плавкого електрода сталей і алюмінієвих сплавів, згідно з яким, деталі зварюють при одночасній дії лазерного випромінювання і дуги в одну зварювальну ванну у газовому захисті, який відрізняється тим, що струм зварювальної дуги модулюють імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни. 2. Спосіб за п. 1, який відрізняється тим, що застосовують імпульсне лазерне випромінювання із частотою кратною власній частоті коливань розплавленого об'єму зварювальної ванни. 3. Спосіб за п. 1, який відрізняється тим, що застосовується модуляція лазерного випромінювання і зварювального струму електричної дуги із таким зсувом фаз, який дозволяє лишати постійно розкритим парогазовий канал зварювальної ванни і усуває можливість його різкого закриття із формуванням внутрішніх пор. 4. Спосіб за п. 1, який відрізняється тим, що для покращення формування верхнього валика підсилення шву проводять підбір співвідношення рівня енергій, які вводяться в процесі зварювання лазерною та дуговою складовими. 2 UA 79204 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of laser-arc welding using consumable electrode
Автори англійськоюSheliahin Volodymyr Dmytrovych, Khaskin Vladyslav Yuriiovych, Siora Oleksandr Vasyliovych, Palahesha Andrii Mykolaiovych, Vaits Dmytro Volodymyrovych, Dolianivska Olha Valeriivna
Назва патенту російськоюСпособ лазерно-дуговой сварки с использованием плавящегося электрода
Автори російськоюШелягин Владимир Дмитриевич, Хаскин Владислав Юрьевич, Сиора Александр Васильевич, Палагеша Андрей Николаевич, Вайц Дмитрий Владимирович, Долянивская Ольга Валерьевна
МПК / Мітки
МПК: B23K 9/167, B23K 26/00
Мітки: лазерно-дугового, електрода, плавкого, зварювання, використанням, спосіб
Код посилання
<a href="https://ua.patents.su/5-79204-sposib-lazerno-dugovogo-zvaryuvannya-z-vikoristannyam-plavkogo-elektroda.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерно-дугового зварювання з використанням плавкого електрода</a>
Спосіб механізованого зварювання з імпульсною подачею плавкого електрода – сіп
Номер патенту: 69430
Опубліковано: 25.04.2012
Автори: Пічак Володимир Григорович, Лебедєв Володимир Олександрович, Патон Борис Євгенович, Максимов Сергій Юрійович
МПК: B23K 9/095
Мітки: спосіб, плавкого, електрода, зварювання, механізованого, імпульсною, сіп, подачею
Формула / Реферат:
1. Спосіб механізованого зварювання з імпульсною подачею плавкого електрода, при якому до блока управління механізмом подачі електродного дроту вводять керуючий сигнал, що відповідає щонайменше одному параметру режиму імпульсної подачі електродного дроту, котрий впливає на частоту коротких замикань, який відрізняється тим, що для налаштування механізму подачі електродного дроту на імпульсний режим зварювання виконують щонайменше два пробних...
Спосіб виготовлення електрода для дугового зварювання
Номер патенту: 7650
Опубліковано: 15.07.2005
Автори: Бережний Станіслав Петрович, Попов Веніамін Степанович, Білоник Ігор Методійович
МПК: B23K 35/365
Мітки: зварювання, електрода, виготовлення, спосіб, дугового
Формула / Реферат:
Спосіб виготовлення електрода для дугового зварювання, що містить металевий стрижень та покриття із газо- та шлакоутворювальних компонентів та феросплавів титан-кремній-марганець, який відрізняється тим, що феросплави переплавляють і рафінують разом з відходами титану електрошлаковим способом і вводять до складу покриття у вигляді порошку комплексного феросплаву.
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Носовський Борис Іванович, Ковалевський Олексій Ігорович
МПК: B23K 9/12
Мітки: зварювання, дугового, спосіб, плавиться, електродом
Формула / Реферат:
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою,...
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Малишев Олександр Віталійович, Тітов Артем Олександрович, Рижов Роман Миколайович
МПК: B23K 9/08
Мітки: зовнішніх, електродом, полів, пристрій, зварювання, реалізації, магнітних, керуючих, використанням, неплавким, спосіб, комбінованих, дугового
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Ярмонов Станіслав Володимирович, Міронова Марина Володимирівна, Размишляєв Олександр Денисович, Видмиш Павло Олександрович
Мітки: спосіб, полі, плавким, електродом, дугового, подовжньому, магнітному, наплавлення, зварювання
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Попередній патент: Дискове гальмо
Наступний патент: Стенд для дослідження взаємодії робочих елементів дискового гальма
Випадковий патент: Спосіб визначення ефективних мас в тонких струмопровідних каналах транзисторних напівпровідникових структур