Спосіб зварювання чавуну
Номер патенту: 71145
Опубліковано: 10.07.2012
Автори: Дерябкіна Євгенія Станіславівна, Калін Микола Андрійович

Формула / Реферат
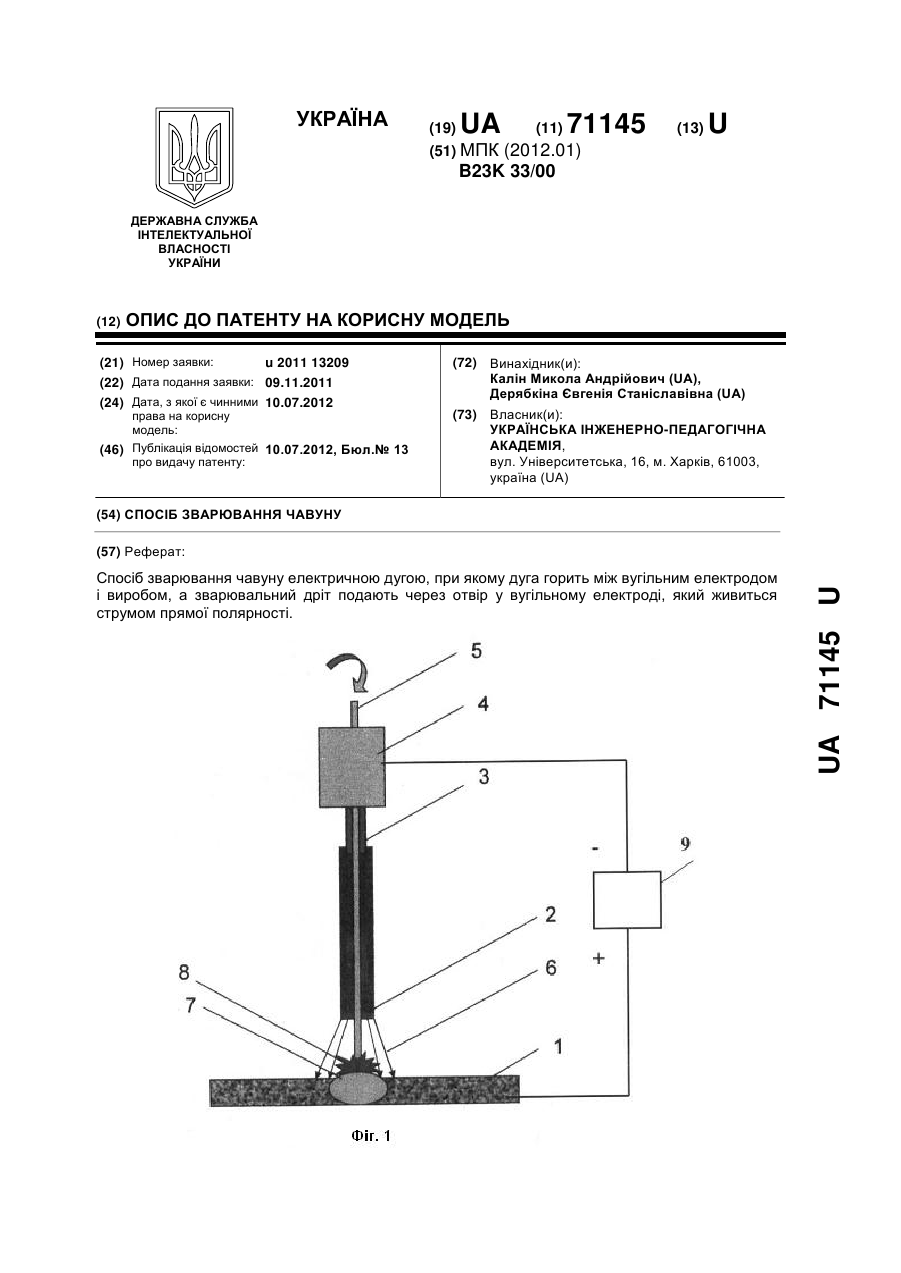
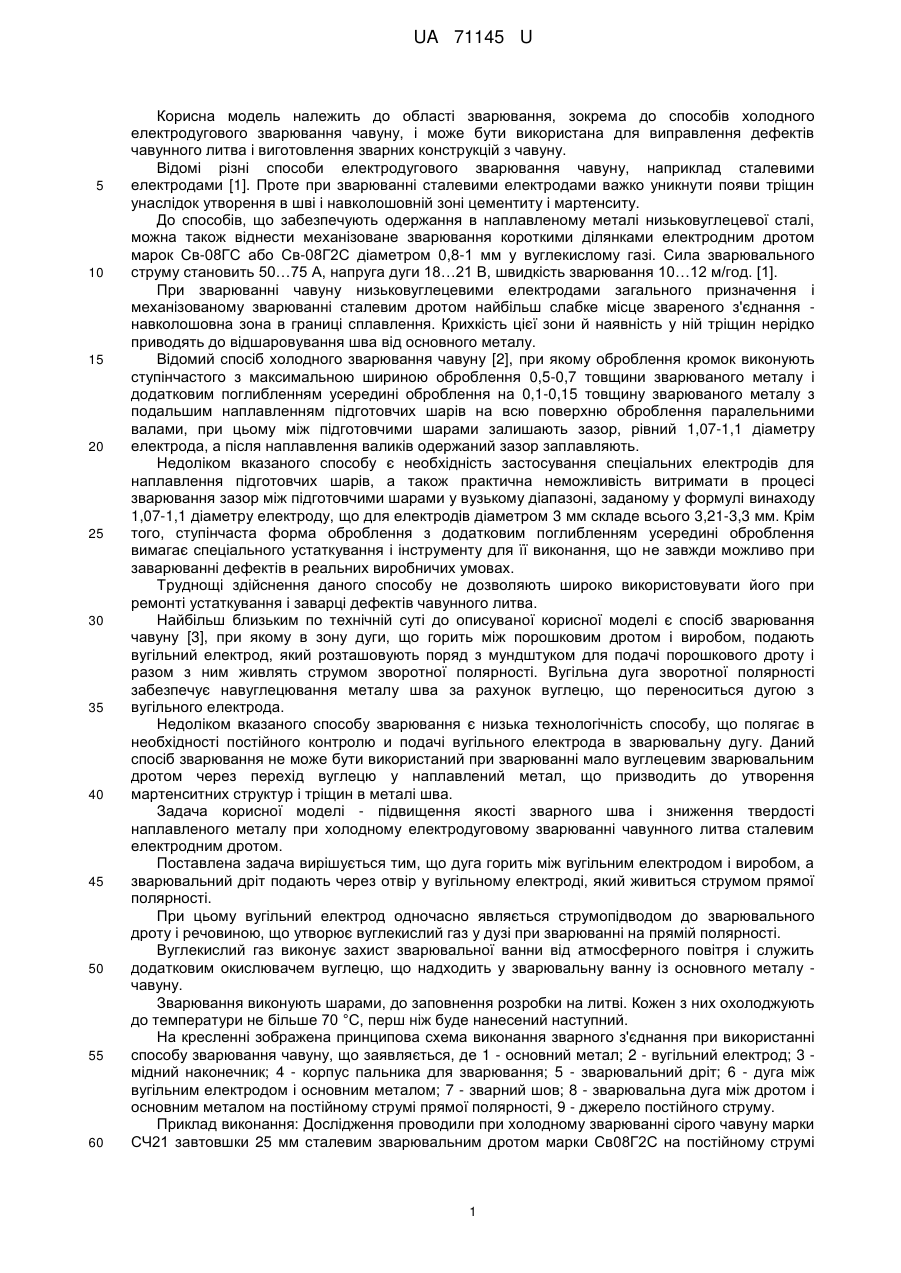
Спосіб зварювання чавуну електричною дугою, який відрізняється тим, що дуга горить між вугільним електродом і виробом, а зварювальний дріт подають через отвір у вугільному електроді, який живиться струмом прямої полярності.
Текст
Реферат: UA 71145 U UA 71145 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області зварювання, зокрема до способів холодного електродугового зварювання чавуну, і може бути використана для виправлення дефектів чавунного литва і виготовлення зварних конструкцій з чавуну. Відомі різні способи електродугового зварювання чавуну, наприклад сталевими електродами [1]. Проте при зварюванні сталевими електродами важко уникнути появи тріщин унаслідок утворення в шві і навколошовній зоні цементиту і мартенситу. До способів, що забезпечують одержання в наплавленому металі низьковуглецевої сталі, можна також віднести механізоване зварювання короткими ділянками електродним дротом марок Св-08ГС або Св-08Г2С діаметром 0,8-1 мм у вуглекислому газі. Сила зварювального струму становить 50…75 А, напруга дуги 18…21 В, швидкість зварювання 10…12 м/год. [1]. При зварюванні чавуну низьковуглецевими електродами загального призначення і механізованому зварюванні сталевим дротом найбільш слабке місце звареного з'єднання навколошовна зона в границі сплавлення. Крихкість цієї зони й наявність у ній тріщин нерідко приводять до відшаровування шва від основного металу. Відомий спосіб холодного зварювання чавуну [2], при якому оброблення кромок виконують ступінчастого з максимальною шириною оброблення 0,5-0,7 товщини зварюваного металу і додатковим поглибленням усередині оброблення на 0,1-0,15 товщину зварюваного металу з подальшим наплавленням підготовчих шарів на всю поверхню оброблення паралельними валами, при цьому між підготовчими шарами залишають зазор, рівний 1,07-1,1 діаметру електрода, а після наплавлення валиків одержаний зазор заплавляють. Недоліком вказаного способу є необхідність застосування спеціальних електродів для наплавлення підготовчих шарів, а також практична неможливість витримати в процесі зварювання зазор між підготовчими шарами у вузькому діапазоні, заданому у формулі винаходу 1,07-1,1 діаметру електроду, що для електродів діаметром 3 мм складе всього 3,21-3,3 мм. Крім того, ступінчаста форма оброблення з додатковим поглибленням усередині оброблення вимагає спеціального устаткування і інструменту для її виконання, що не завжди можливо при заварюванні дефектів в реальних виробничих умовах. Труднощі здійснення даного способу не дозволяють широко використовувати його при ремонті устаткування і заварці дефектів чавунного литва. Найбільш близьким по технічній суті до описуваної корисної моделі є спосіб зварювання чавуну [3], при якому в зону дуги, що горить між порошковим дротом і виробом, подають вугільний електрод, який розташовують поряд з мундштуком для подачі порошкового дроту і разом з ним живлять струмом зворотної полярності. Вугільна дуга зворотної полярності забезпечує навуглецювання металу шва за рахунок вуглецю, що переноситься дугою з вугільного електрода. Недоліком вказаного способу зварювання є низька технологічність способу, що полягає в необхідності постійного контролю и подачі вугільного електрода в зварювальну дугу. Даний спосіб зварювання не може бути використаний при зварюванні мало вуглецевим зварювальним дротом через перехід вуглецю у наплавлений метал, що призводить до утворення мартенситних структур і тріщин в металі шва. Задача корисної моделі - підвищення якості зварного шва і зниження твердості наплавленого металу при холодному електродуговому зварюванні чавунного литва сталевим електродним дротом. Поставлена задача вирішується тим, що дуга горить між вугільним електродом і виробом, а зварювальний дріт подають через отвір у вугільному електроді, який живиться струмом прямої полярності. При цьому вугільний електрод одночасно являється струмопідводом до зварювального дроту і речовиною, що утворює вуглекислий газ у дузі при зварюванні на прямій полярності. Вуглекислий газ виконує захист зварювальної ванни від атмосферного повітря і служить додатковим окислювачем вуглецю, що надходить у зварювальну ванну із основного металу чавуну. Зварювання виконують шарами, до заповнення розробки на литві. Кожен з них охолоджують до температури не більше 70 °C, перш ніж буде нанесений наступний. На кресленні зображена принципова схема виконання зварного з'єднання при використанні способу зварювання чавуну, що заявляється, де 1 - основний метал; 2 - вугільний електрод; 3 мідний наконечник; 4 - корпус пальника для зварювання; 5 - зварювальний дріт; 6 - дуга між вугільним електродом і основним металом; 7 - зварний шов; 8 - зварювальна дуга між дротом і основним металом на постійному струмі прямої полярності, 9 - джерело постійного струму. Приклад виконання: Дослідження проводили при холодному зварюванні сірого чавуну марки СЧ21 завтовшки 25 мм сталевим зварювальним дротом марки Св08Г2С на постійному струмі 1 UA 71145 U 5 10 15 20 25 прямої полярності. Діаметр дроту складав 1,6 мм. Сила струму при наплавленні складала 180200А, напруга на дузі 26-28 В і швидкість подачі зварювального дроту 120-150 м/год. Швидкість зварювання 7-8 м/год. Зварювання проводили без попереднього підігріву. В процесі зварювання контролювали температуру основного металу в навколошовній зоні, не допускаючи нагріву деталі вище 70 °C. В результаті досліджень зварних швів пор, тріщин і інших дефектів в зварних швах і зоні термічного впливу не виявлено. Твердість металу шва не перевищувала 230-250 НВ і дозволяла проводити механічну обробку зварних швів звичайним металоріжучим інструментом. Здійснення способу зварювання чавуну, що заявляється, дозволяє видалити з шару металу шва надмірну кількість вуглецю, що приводить до підвищення якості зварного шва і зниження твердості наплавленого металу без застосування дорогих спеціальних електродів і складних технологічних прийомів. Багатошарове заповнення розробки приводить до відпалу зварного шва і зниженню твердості метала шва і навколо шовної зони, що зменшує вірогідність утворення тріщин. Впровадження способу зварювання чавуну в промисловість дасть значний економічний ефект за рахунок використання недефіцитних і відносно дешевих стальних дротів при високій якості зварних з'єднань. Джерела інформації: 1. Иванов Б.Г, Журавицкий Ю.И., Левченков В.И. Сварка и резка "Машиностроение", 1977. - С. 56-65. 2. Авторское свидетельство СССР № 531694, кл. В23К 33/00, 1976 (аналог). 3. Авторское свидетельство СССР № 523770, кл. В23К 9/00, 1976 (прототип). чугуна. М.: ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб зварювання чавуну електричною дугою, який відрізняється тим, що дуга горить між вугільним електродом і виробом, а зварювальний дріт подають через отвір у вугільному електроді, який живиться струмом прямої полярності. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding iron
Автори англійськоюKalin Mykola Andriiovych, Deriabkina Yevheniia Stanislavivna
Назва патенту російськоюСпособ сварки чугуна
Автори російськоюКалин Николай Андреевич, Дерябкина Евгения Станиславовна
МПК / Мітки
МПК: B23K 33/00
Мітки: чавуну, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/4-71145-sposib-zvaryuvannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання чавуну</a>
Спосіб холодного зварювання чавуну
Номер патенту: 65522
Опубліковано: 12.12.2011
Автори: Барташ Світлана Миколаївна, Калін Микола Андрійович
МПК: B23K 33/00
Мітки: чавуну, зварювання, спосіб, холодного
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що заварку першого шару розробки проводять сталевим електродом на максимальному струмі ванним способом з наступним механічним видаленням 0,6-0,8 висоти наплавленого металу з подальшим почерговим виконанням зварювання сталевим електродом з наступним механічним видаленням 0,3-0,5 висоти наплавленого...
Спосіб холодного зварювання чавуну
Номер патенту: 25428
Опубліковано: 10.08.2007
Автор: Калін Микола Андрійович
МПК: B23K 33/00
Мітки: холодного, зварювання, спосіб, чавуну
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що почергово виконують зварювання сталевими електродами з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки.
Спосіб холодного зварювання тонкостінного чавуну
Номер патенту: 57124
Опубліковано: 10.02.2011
Автор: Калін Миколай Андрійович
МПК: B23K 33/00
Мітки: чавуну, спосіб, холодного, зварювання, тонкостінного
Формула / Реферат:
Спосіб холодного зварювання тонкостінного чавуну, що включає заварювання тріщини валиками, який відрізняється тим, що зварювання виконують перехрещеними під прямим кутом швами довжиною 25-30 мм з заповненням металом шва тріщини в проміжках між перехрестям швів, почергово від країв тріщини до середини з обов'язковим перекриттям попереднього валика наступним на 1/4 - 1/3 його довжини.
Спосіб холодного зварювання чавуну
Номер патенту: 52492
Опубліковано: 25.08.2010
Автор: Калін Микола Андрійович
МПК: B23K 33/00
Мітки: чавуну, спосіб, зварювання, холодного
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під зварювання з наступним заповненням розробки валиками, який відрізняється тим, що поряд з тріщиною по обидві сторони на відстані 1,4-2,0 товщини металу, що зварюється, розробляють канавку по всій довжині тріщини, глибиною 0,3-0,6 і шириною 0,6-1,0 товщини металу, зварювання виконують короткими ділянками шириною 20-30 мм поперек тріщини з заповненням металом шва підготовлених...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: порошковий, зварювання, наплавлення, чавуну, високоміцного, дріт
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Попередній патент: Спосіб посилення простінків стін будівель
Наступний патент: Регулятор температури
Випадковий патент: Спосіб розсічення загальної жовчної та міхурової протоки при розтинах трупів