Спосіб електродугового одностороннього зварювання труб
Формула / Реферат
Спосіб електродугового одностороннього зварювання труб з розташованою усередині феромагнітною штангою, який відрізняється тим, що усередині труби навколо штанги розташовують виток зварювального кабелю, по якому пропускають струм, величину якого встановлюють залежно від величини зварювального струму відповідно до виразу:
І1=(0,66-0,7)І,
де І - величина зварювального струму, А,
і створюють вздовж електромагнітне поле.
Текст
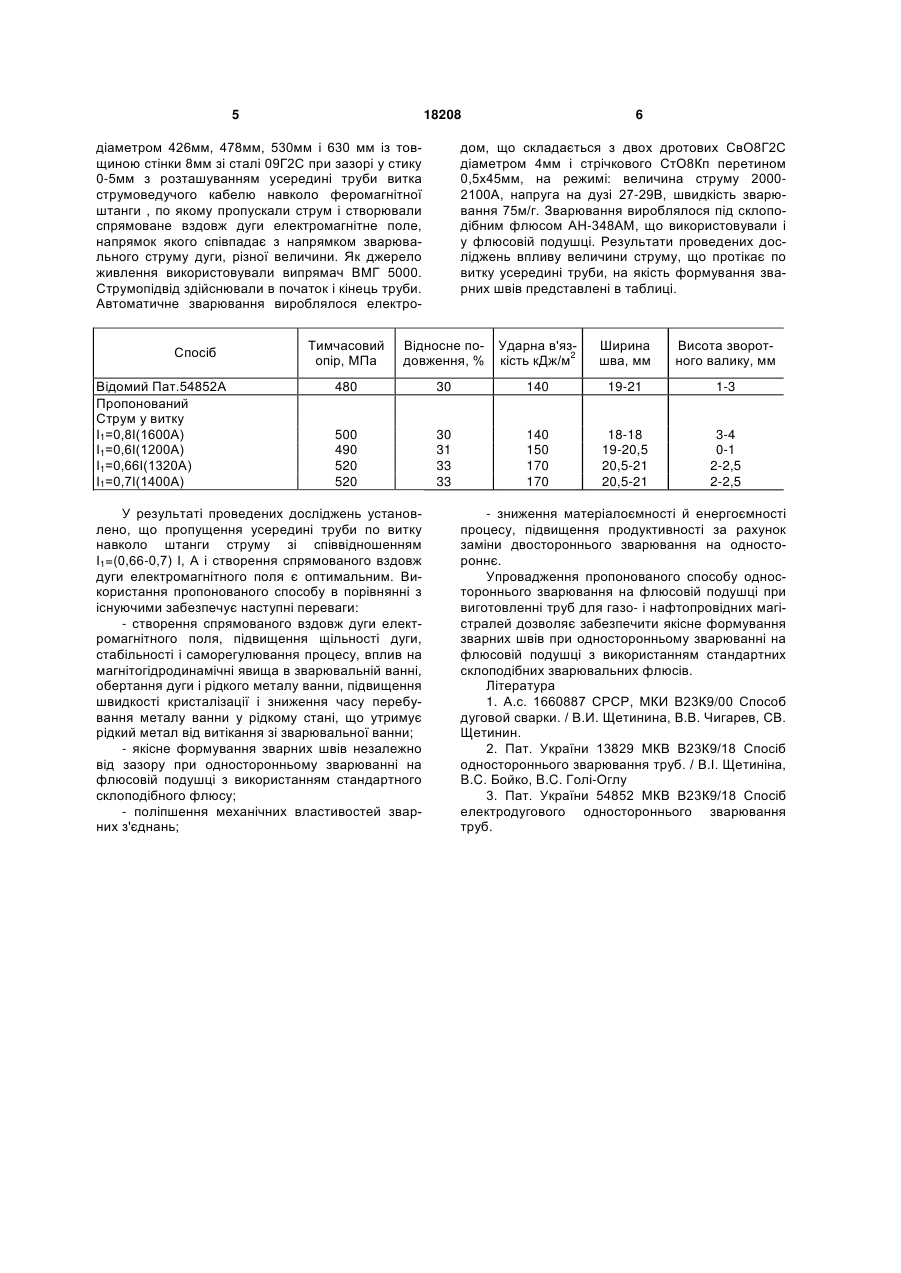
Спосіб електродугового одностороннього зварювання труб з розташованою усередині ферома 3 дій дозволить підвищити механічні властивості і якість формування зварних швів при односторонньому зварюванні на флюсовій подушці. Поставлена задача зважується за рахунок того, що при односторонньому електродуговому зварюванні труб з розташованою усередині феромагнітною штангою відповідно винаходу усередині труби навколо штанги розташовують виток зварювального кабелю, по якому пропускають струм у залежності від величини зварювального струму відповідно до виразу: І1=(0,66-0,7) І А, де І - величина зварювального струму, А, і створюють вздовж електромагнітне поле. Розташування усередині труби навколо штанги витка зварювального кабелю, по якому пропускають струм в пропонованому співвідношенні зі зварювальним струмом, що протікає по трубі, і створення вздовж електромагнітного поля забезпечує підвищення механічних властивостей і якості формування швів при односторонньому зварюванні на флюсовій подушці. Це є результатом того, що електромагнітне поле, спрямоване вздовж дуги діє на радіальну складову частину струму, яка є результатом дифузії заряджених часток від осі до периферії. Під дією спрямованого вздовж електромагнітного поля дуга і рідкий метал ванни починають обертатися, посилюється охолодження і концентрація дуги. Дуга погружається в основний метал, забезпечується щільність струму і концентрація тепловкладання, стабільність процесу зростає, посилюється процес саморегулювання і автоматичне регулювання процесу при односторонньому зварюванні на флюсовій подушці. Тому при зміні зазору у стику внаслідок підсилення процесу саморегулювання автоматично змінюється режим зварювання і забезпечується рівномірне формування зварних швів незалежно від величини зазору при односторонньому зварюванні на флюсовій подушці. Спрямоване вздовж дуги електромагнітне поле створюється за рахунок витка кабелю, по якому тече зварювальний струм, і значно посилюється внаслідок розташування витка навколо феромагнітної штанги, яка характеризується значною феромагнітною проникливістю. Згідно принципу суперпозиції індукція результуючого електромагнітного поля рівна сумі електромагнітних полів, створених електричним струмом і струмом феромагнетику, який може бути значно більше величини зварювального струму. Створене за рахунок витка кабелю, який розташовується усередині труби навколо штанги, спрямоване вздовж електромагнітне поле є рівномірним по всій довжині труби, що забезпечує ефективність дії на магнітогідродинамічні явища при зварюванні труб. При пропонованому співвідношенні струму, що протікає усередині труби по витку, і зварювального струму, що протікає по трубі, змінюються магнітогідродинамічні явища в зварювальній ванні, зростає швидкість кристалізації металу ванни і зменшується час перебування ванни в рідкому стані. Це запобігає витікання рідкого металу зі зварювальної ванни і забезпечує якісне формування швів і підвищення механічних властивостей зварних з'єднань при односторонньому зварюванні 18208 4 на флюсовій подушці, зниження матеріалоємності й енергоємності процесу. Пропонована корисна модель заснований на ефективному способі впливу на дугу і рідкий метал зварювальної ванни за рахунок дії на магнітогідродинамічні явища в ванні шляхом пропущення усередині труби витка струму навколо штанги і створення спрямованого вздовж дуги електромагнітного поля. Отже, даний спосіб виявляє свої особливості обертання дуги і рідкого металу зварювальної ванни і дії на магнітогідродинамічні явища тільки за певних умов, а саме, при величині струму, що тече усередині труби по витку навколо штанги в залежності від зварювального струму, що тече по трубі І1=(0,66-0,7) І А. Виходить, ці умови є істотними. А пропущення усередині труби по витку навколо штанги струму в заявленій закономірності і створення вздовж електромагнітного поля забезпечує утримання рідкого металу від витікання зі зварювальної ванни і якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці. При протіканні усередині труби по витку навколо штанги струму величиною менше 0,661 А зварювального струму зменшується спрямоване вздовж дуги електромагнітне поле і швидкість обертання дуги і рідкого металу ванни. Швидкість кристалізації стає менше, час перебування ванни в рідкому стані зростає, у результаті чого рідкий метал витікає зі зварювальної ванни, і формування зварних швів при односторонньому зварюванні на флюсовій подушці порушується. При протіканні усередині труби по витку навколо штанги струму величиною більше 0,71 А зварювального струму збільшується спрямоване вздовж дуги електромагнітне поле і швидкість обертання дуги і рідкого металу ванни. Посилюється охолодження дуги і значно збільшується щільність струму і тиск дуги, який стає значно більше тиску флюсовій подушці і поверхневого натягу. У результаті рідкий метал витікає із зварювальної ванни і порушується формування зворотного валика. Крім того, значне збільшення тиску дуги може привести к порушенню формування зовнішнього валика. Спосіб одностороннього зварювання пояснюється фігурою, де представлена схема здійснення способу. Зібрану трубу (1) надягають на феромагнітну штангу (2) (див. фіг.), у якій розташована флюсова подушка (3) з пневмошлангом (4). Навколо штанги розташовують виток зварювального кабелю (5). У пневмошланг, розташований у феромагнітній штангі, подають тиск, і піджимають флюсову подушку до труби. Електрод (6) закорочують на трубу, засинають флюсом, і починають процес одностороннього зварювання на флюсовій подушці. У процесі зварювання усередині труби навколо штанги по витку пропускають струм в заявленому співвідношенні: І1=(0,66-0,7) І А, і створюють спрямоване вздовж дуги електромагнітне поле. Приклад. Вироблялося одностороннє зварювання на флюсовій подушці прямошовних труб 5 18208 діаметром 426мм, 478мм, 530мм і 630 мм із товщиною стінки 8мм зі сталі 09Г2С при зазорі у стику 0-5мм з розташуванням усередині труби витка струмоведучого кабелю навколо феромагнітної штанги , по якому пропускали струм і створювали спрямоване вздовж дуги електромагнітне поле, напрямок якого співпадає з напрямком зварювального струму дуги, різної величини. Як джерело живлення використовували випрямач ВМГ 5000. Струмопідвід здійснювали в початок і кінець труби. Автоматичне зварювання вироблялося електроСпосіб Відомий Пат.54852А Пропонований Струм у витку І1=0,8І(1600А) І1=0,6І(1200А) І1=0,66І(1320А) І1=0,7І(1400А) 6 дом, що складається з двох дротових СвО8Г2С діаметром 4мм і стрічкового СтО8Кп перетином 0,5х45мм, на режимі: величина струму 20002100А, напруга на дузі 27-29В, швидкість зварювання 75м/г. Зварювання вироблялося під склоподібним флюсом АН-348АМ, що використовували і у флюсовій подушці. Результати проведених досліджень впливу величини струму, що протікає по витку усередині труби, на якість формування зварних швів представлені в таблиці. Тимчасовий опір, МПа Відносне подовження, % Ударна в'язкість кДж/м2 Ширина шва, мм Висота зворотного валику, мм 480 30 140 19-21 1-3 500 490 520 520 30 31 33 33 140 150 170 170 18-18 19-20,5 20,5-21 20,5-21 3-4 0-1 2-2,5 2-2,5 У результаті проведених досліджень установлено, що пропущення усередині труби по витку навколо штанги струму зі співвідношенням І1=(0,66-0,7) І, А і створення спрямованого вздовж дуги електромагнітного поля є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - створення спрямованого вздовж дуги електромагнітного поля, підвищення щільності дуги, стабільності і саморегулювання процесу, вплив на магнітогідродинамічні явища в зварювальній ванні, обертання дуги і рідкого металу ванни, підвищення швидкості кристалізації і зниження часу перебування металу ванни у рідкому стані, що утримує рідкий метал від витікання зі зварювальної ванни; - якісне формування зварних швів незалежно від зазору при односторонньому зварюванні на флюсовій подушці з використанням стандартного склоподібного флюсу; - поліпшення механічних властивостей зварних з'єднань; - зниження матеріалоємності й енергоємності процесу, підвищення продуктивності за рахунок заміни двостороннього зварювання на одностороннє. Упровадження пропонованого способу одностороннього зварювання на флюсовій подушці при виготовленні труб для газо- і нафтопровідних магістралей дозволяє забезпечити якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці з використанням стандартних склоподібних зварювальних флюсів. Література 1. А.с. 1660887 СРСР, МКИ В23К9/00 Способ дуговой сварки. / В.И. Щетинина, В.В. Чигарев, СВ. Щетинин. 2. Пат. України 13829 МКВ В23К9/18 Спосіб одностороннього зварювання труб. / В.І. Щетиніна, B.C. Бойко, B.C. Голі-Оглу 3. Пат. України 54852 МКВ В23К9/18 Спосіб електродугового одностороннього зварювання труб. 7 Комп’ютерна верстка Д. Шеверун 18208 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc series welding of pipes
Автори англійськоюSchetynin Serhii Viktorovych
Назва патенту російськоюСпособ электродуговой односторонней сварки труб
Автори російськоюЩетинин Сергей Викторович
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, труб, зварювання, одностороннього, електродугового
Код посилання
<a href="https://ua.patents.su/4-18208-sposib-elektrodugovogo-odnostoronnogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового одностороннього зварювання труб</a>
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Климанчук Владислав Владиславович, Білосточний Василь Володимирович, Шебаніц Едуард Миколайович, Кривоклуб Віктор Степанович, Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: електродугового, одностороннього, труб, зварювання, спосіб
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:I1=(0,5-0,6) І А, де І - величина зварювального струму,...
Спосіб електродугового одностороннього зварювання

Номер патенту: 18207
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: зварювання, одностороннього, електродугового, спосіб
Формула / Реферат:
Спосіб електродугового одностороннього зварювання декількома електродами, при якому U-подібний стрічковий електрод розташовують симетрично осі шва, а два дротових електроди розміщують усередині U-подібного стрічкового електрода в контакті з ним, який відрізняється тим, що попереду між кромками насипають флюс і в контакти з кромками U-подібної стрічки перпендикулярно подають додатково плоский стрічковий електрод, ширину якого встановлюють...
Спосіб електродугового зварювання стикових швів

Номер патенту: 54854
Опубліковано: 17.03.2003
Автори: Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Кривоклуб Віктор Степанович, Білосточний Василь Володимирович, Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: електродугового, спосіб, швів, зварювання, стикових
Формула / Реферат:
Спосіб електродугового зварювання стикових швів із установленими на початку і кінці шва в безпосередньому контакті технологічними планками, який відрізняється тим, що технологічні планки не прихвачують і виконують із трансформаторного заліза з пазом у вигляді півкола, а величину радіуса встановлюють у залежності від ширини шва відповідно до виразу:R=(0,7-0,8)ВШ, мм,де ВШ - ширина зварного шва, мм.
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: обсадних, електродугового, труб, спосіб, автоматичного, зварювання
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Спосіб електродугового приварювання труб до плоских поверхонь
Номер патенту: 65080
Опубліковано: 15.03.2004
Автори: Чигарьов Валерій Васильович, Щетинін Сергій Вікторович
МПК: B23K 9/00
Мітки: поверхонь, приварювання, плоских, труб, спосіб, електродугового
Формула / Реферат:
Спосіб електродугового приварювання труб до плоских поверхонь із розплавлюванням крайок, що стикуються електродом, що плавиться, який відрізняється тим, що зварювання виконують порошковим дротом, діаметр якого регулюють у залежності від зовнішнього діаметра труби відповідно до виразу:де -...
Попередній патент: Спосіб електродугового одностороннього зварювання
Наступний патент: Спосіб електромагнітного зварювання
Випадковий патент: Малоімпульсний насос