Універсальний пристрій для оброблення та контролю деталей
Номер патенту: 80617
Опубліковано: 10.06.2013
Автори: Дячун Андрій Євгенович, Гевко Богдан Матвійович, Кучвара Іван Миколайович, Гевко Ігор Богданович, Клендій Володимир Миколайович

Формула / Реферат
Універсальний пристрій для оброблення отворів і контролю деталей, який виконано у вигляді плити, до якої жорстко закріплені всі механізми і деталі: корпусні, базуючі, кріпильні, затискні, направляючі, вимірювальні, механізм зміни положення заготовки на певний кут, який відрізняється тим, що механізми затиску і зміни положення заготовки в пристрої виконані у вигляді двокамерного пневмоциліндра зі спільним штоком, який встановлено горизонтально, права камера є у взаємодії з затискним механізмом заготовки, ліва камера використовується для зміни положення заготовки на певний кут, механізм затиску конструктивних параметрів деталі жорстко встановлено на плиті з правої сторони від правого торця деталі у вигляді вертикальної стійки, яка встановлена на направляючих типу ластівчина хвоста з можливістю осьового провертання, зверху якої жорстко встановлено індикатор з Г-подібною індикаторною ніжкою, яка жорстко з'єднана з індикатором.
Текст
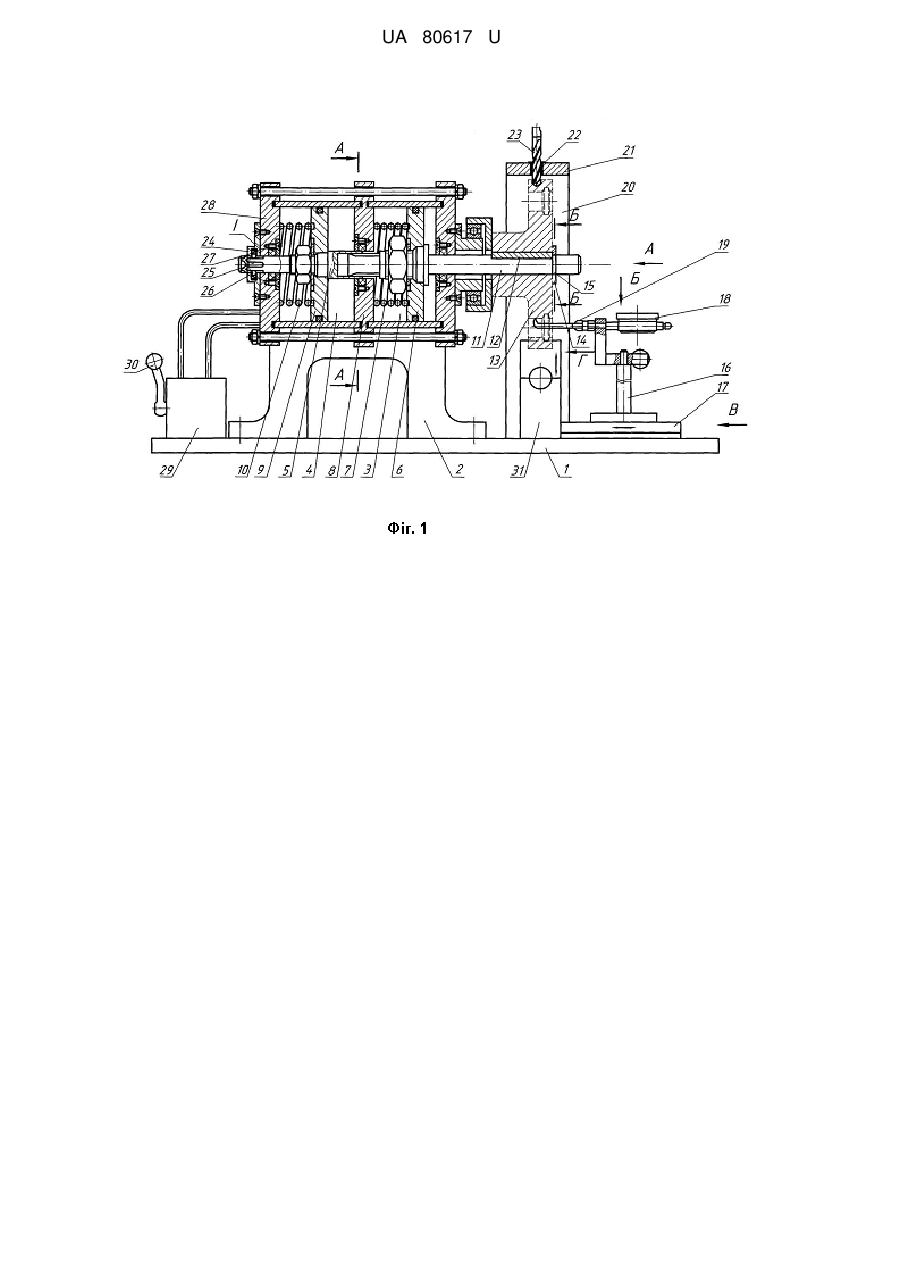
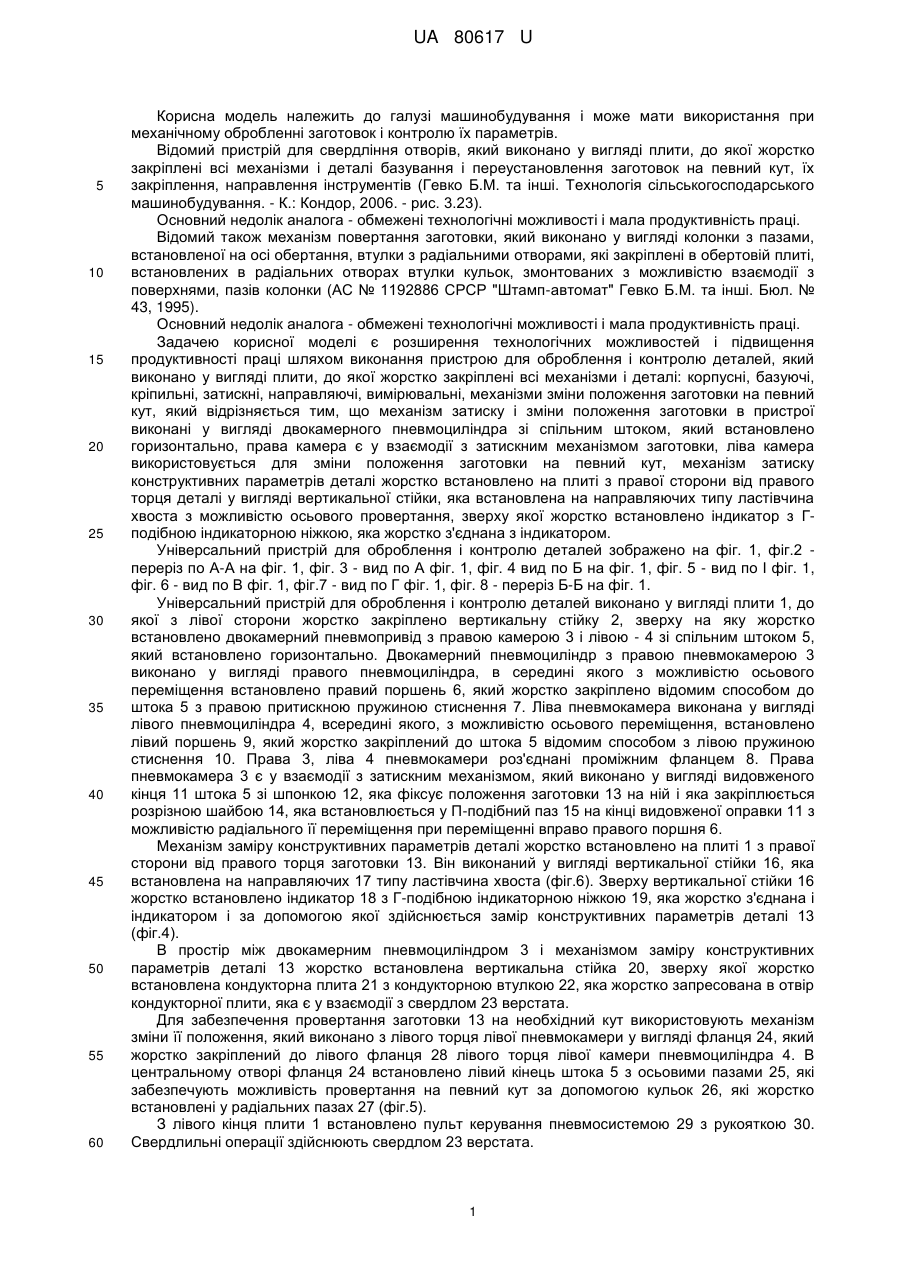
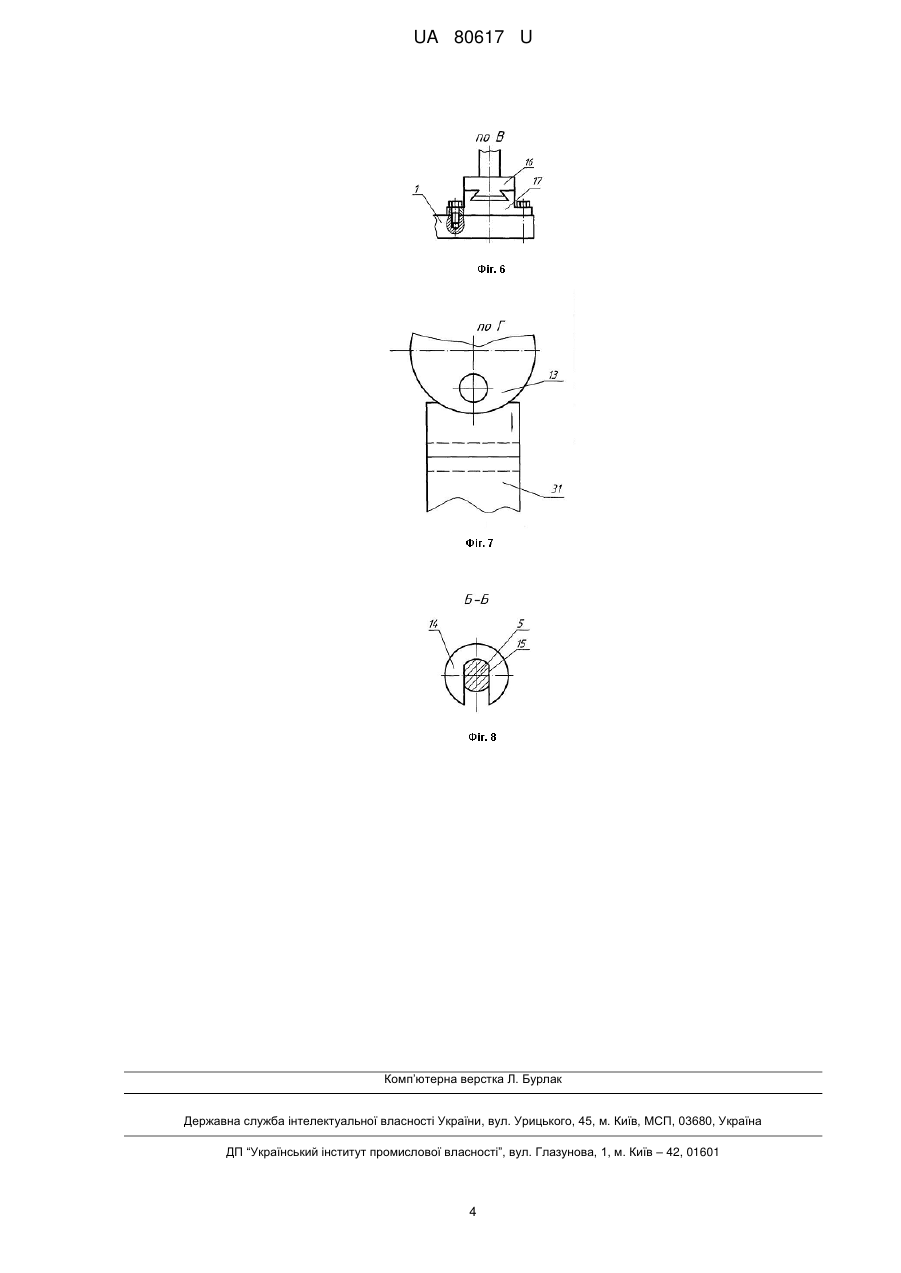
Реферат: Універсальний пристрій для оброблення отворів і контролю деталей виконано у вигляді плити, до якої жорстко закріплені всі механізми і деталі: корпусні, базуючі, кріпильні, затискні, направляючі, вимірювальні, механізм зміни положення заготовки на певний кут. Механізми затиску і зміни положення заготовки в пристрої виконані у вигляді двокамерного пневмоциліндра зі спільним штоком, який встановлено горизонтально. Права камера є у взаємодії з затискним механізмом заготовки. Ліва камера використовується для зміни положення заготовки на певний кут. Механізм затиску конструктивних параметрів деталі жорстко встановлено на плиті з правої сторони від правого торця деталі у вигляді вертикальної стійки. Вертикальна стійка встановлена на направляючих типу ластівчина хвоста з можливістю осьового провертання. Над вертикальною стійкою жорстко встановлено індикатор з Г-подібною індикаторною ніжкою, яка жорстко з'єднана з індикатором. UA 80617 U (12) UA 80617 U UA 80617 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може мати використання при механічному обробленні заготовок і контролю їх параметрів. Відомий пристрій для свердління отворів, який виконано у вигляді плити, до якої жорстко закріплені всі механізми і деталі базування і переустановлення заготовок на певний кут, їх закріплення, направлення інструментів (Гевко Б.М. та інші. Технологія сільськогосподарського машинобудування. - К.: Кондор, 2006. - рис. 3.23). Основний недолік аналога - обмежені технологічні можливості і мала продуктивність праці. Відомий також механізм повертання заготовки, який виконано у вигляді колонки з пазами, встановленої на осі обертання, втулки з радіальними отворами, які закріплені в обертовій плиті, встановлених в радіальних отворах втулки кульок, змонтованих з можливістю взаємодії з поверхнями, пазів колонки (АС № 1192886 СРСР "Штамп-автомат" Гевко Б.М. та інші. Бюл. № 43, 1995). Основний недолік аналога - обмежені технологічні можливості і мала продуктивність праці. Задачею корисної моделі є розширення технологічних можливостей і підвищення продуктивності праці шляхом виконання пристрою для оброблення і контролю деталей, який виконано у вигляді плити, до якої жорстко закріплені всі механізми і деталі: корпусні, базуючі, кріпильні, затискні, направляючі, вимірювальні, механізми зміни положення заготовки на певний кут, який відрізняється тим, що механізм затиску і зміни положення заготовки в пристрої виконані у вигляді двокамерного пневмоциліндра зі спільним штоком, який встановлено горизонтально, права камера є у взаємодії з затискним механізмом заготовки, ліва камера використовується для зміни положення заготовки на певний кут, механізм затиску конструктивних параметрів деталі жорстко встановлено на плиті з правої сторони від правого торця деталі у вигляді вертикальної стійки, яка встановлена на направляючих типу ластівчина хвоста з можливістю осьового провертання, зверху якої жорстко встановлено індикатор з Гподібною індикаторною ніжкою, яка жорстко з'єднана з індикатором. Універсальний пристрій для оброблення і контролю деталей зображено на фіг. 1, фіг.2 переріз по А-А на фіг. 1, фіг. 3 - вид по А фіг. 1, фіг. 4 вид по Б на фіг. 1, фіг. 5 - вид по І фіг. 1, фіг. 6 - вид по В фіг. 1, фіг.7 - вид по Γ фіг. 1, фіг. 8 - переріз Б-Б на фіг. 1. Універсальний пристрій для оброблення і контролю деталей виконано у вигляді плити 1, до якої з лівої сторони жорстко закріплено вертикальну стійку 2, зверху на яку жорстко встановлено двокамерний пневмопривід з правою камерою 3 і лівою - 4 зі спільним штоком 5, який встановлено горизонтально. Двокамерний пневмоциліндр з правою пневмокамерою 3 виконано у вигляді правого пневмоциліндра, в середині якого з можливістю осьового переміщення встановлено правий поршень 6, який жорстко закріплено відомим способом до штока 5 з правою притискною пружиною стиснення 7. Ліва пневмокамера виконана у вигляді лівого пневмоциліндра 4, всередині якого, з можливістю осьового переміщення, встановлено лівий поршень 9, який жорстко закріплений до штока 5 відомим способом з лівою пружиною стиснення 10. Права 3, ліва 4 пневмокамери роз'єднані проміжним фланцем 8. Права пневмокамера 3 є у взаємодії з затискним механізмом, який виконано у вигляді видовженого кінця 11 штока 5 зі шпонкою 12, яка фіксує положення заготовки 13 на ній і яка закріплюється розрізною шайбою 14, яка встановлюється у П-подібний паз 15 на кінці видовженої оправки 11 з можливістю радіального її переміщення при переміщенні вправо правого поршня 6. Механізм заміру конструктивних параметрів деталі жорстко встановлено на плиті 1 з правої сторони від правого торця заготовки 13. Він виконаний у вигляді вертикальної стійки 16, яка встановлена на направляючих 17 типу ластівчина хвоста (фіг.6). Зверху вертикальної стійки 16 жорстко встановлено індикатор 18 з Г-подібною індикаторною ніжкою 19, яка жорстко з'єднана і індикатором і за допомогою якої здійснюється замір конструктивних параметрів деталі 13 (фіг.4). В простір між двокамерним пневмоциліндром 3 і механізмом заміру конструктивних параметрів деталі 13 жорстко встановлена вертикальна стійка 20, зверху якої жорстко встановлена кондукторна плита 21 з кондукторною втулкою 22, яка жорстко запресована в отвір кондукторної плити, яка є у взаємодії з свердлом 23 верстата. Для забезпечення провертання заготовки 13 на необхідний кут використовують механізм зміни її положення, який виконано з лівого торця лівої пневмокамери у вигляді фланця 24, який жорстко закріплений до лівого фланця 28 лівого торця лівої камери пневмоциліндра 4. В центральному отворі фланця 24 встановлено лівий кінець штока 5 з осьовими пазами 25, які забезпечують можливість провертання на певний кут за допомогою кульок 26, які жорстко встановлені у радіальних пазах 27 (фіг.5). З лівого кінця плити 1 встановлено пульт керування пневмосистемою 29 з рукояткою 30. Свердлильні операції здійснюють свердлом 23 верстата. 1 UA 80617 U 5 10 15 В разі згинання видовженого правого кінця штока 11 під оброблюваною заготовкою 13 встановлюють самовстановлюючу пневматичну підставку 31 відомої конструкції. Робота універсального пристрою для оброблення і контролю деталей здійснюється наступним чином. Включають систему пневмопривода 29 за допомогою рукоятки 30 і шток 11 відводять в праве положення, знімають розрізну шайбу 14 з правого його кінця і на вільний кінець встановлюють заготовку 13, до торця якої встановлюємо розрізну шайбу 14. Переключають пневмосистему, шток 11 переміщується вліво і закріпляють заготовку у пристрою. За допомогою шпинделя зі свердлом 23 здійснюють свердління отворів у заготовці 13. Пневмосистему переключають таким чином, щоб здійснити хід штока вправо. При ході вправо штока 5 кульки 26 є у взаємодії з косими частинами пазів 25 і здійснюють провертання заготовки 13 на певний кут. На цій позиції здійснюють свердління наступного отвору, і так далі, поки не здійснюють свердління всіх отворів. Після цього здійснюють контроль конструктивних параметрів деталі за допомогою індикаторної ніжки 19 і індикатора. В разі прогину штока 11 з заготовкою 13 за допомогою самовстановлюючої пневматичної підставки 31 її підтримують відомим способом. До переваг пристрою належить підвищення продуктивності праці і розширення технологічних можливостей. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Універсальний пристрій для оброблення отворів і контролю деталей, який виконано у вигляді плити, до якої жорстко закріплені всі механізми і деталі: корпусні, базуючі, кріпильні, затискні, направляючі, вимірювальні, механізм зміни положення заготовки на певний кут, який відрізняється тим, що механізми затиску і зміни положення заготовки в пристрої виконані у вигляді двокамерного пневмоциліндра зі спільним штоком, який встановлено горизонтально, права камера є у взаємодії з затискним механізмом заготовки, ліва камера використовується для зміни положення заготовки на певний кут, механізм затиску конструктивних параметрів деталі жорстко встановлено на плиті з правої сторони від правого торця деталі у вигляді вертикальної стійки, яка встановлена на направляючих типу ластівчина хвоста з можливістю осьового провертання, зверху якої жорстко встановлено індикатор з Г-подібною індикаторною ніжкою, яка жорстко з'єднана з індикатором. 2 UA 80617 U 3 UA 80617 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюUniversal device for parts processing and control
Автори англійськоюHevko Bohdan Matviiovych, Diachun Andrii Yevhenovych, Hevko Ihor Bohdanovych, Klendii Volodymyr Mykolaiovych, Kuchvara Ivan Mykolaiovych
Назва патенту російськоюУниверсальное устройство для обработки и контроля деталей
Автори російськоюГевко Богдан Матвеевич, Дячун Андрей Евгеньевич, Гевко Игорь Богданович, Клендий Владимир Николаевич, Кучвара Иван Николаевич
МПК / Мітки
МПК: G01B 3/00
Мітки: деталей, оброблення, контролю, універсальний, пристрій
Код посилання
<a href="https://ua.patents.su/6-80617-universalnijj-pristrijj-dlya-obroblennya-ta-kontrolyu-detalejj.html" target="_blank" rel="follow" title="База патентів України">Універсальний пристрій для оброблення та контролю деталей</a>
Установка для електроконтактного оброблення деталей
Номер патенту: 97298
Опубліковано: 25.01.2012
Автори: Василенко Михайло Олександрович, Матвійченко Валерій Сергійович, Молодик Микола Володимирович, Чернявський Олег Олександрович
Мітки: електроконтактного, деталей, установка, оброблення
Формула / Реферат:
1. Установка для електроконтактного оброблення деталей, яка містить раму, ванну для робочої рідини, головку електрода-інструмента, обладнаного приводом обертального руху, пристрій для закріплення оброблюваних деталей, шарнірно сполучений з ванною, струмопідводи до електрода-інструмента і пристрою для закріплення деталей, яка відрізняється тим, що ванна обладнана роликами, якими встановлена на напрямних, прикріплених до рами і обладнана...
Спосіб оброблення деталей типу “шків” торцевою фрезою
Номер патенту: 70038
Опубліковано: 25.05.2012
Автори: Равська Наталія Сергіївна, Родін Родіон Петрович, Герасимчук Олена Михайлівна
МПК: B23C 3/00
Мітки: торцевою, деталей, шків, фрезою, спосіб, оброблення, типу
Формула / Реферат:
Спосіб оброблення деталей типу "шків" торцевою фрезою, який відрізняється тим, що одна бічна поверхня профілю деталі створюється ділянкою різальної кромки, яка має форму прямої лінії, нахиленої до осі фрези, а інша бічна поверхня профілю створюється колом обертання вершинної точки різальної кромки фрези з радіусом RФ, який визначається шляхом знаходження лінії перетину поверхні деталі з площиною, проведеною перпендикулярно до осі...
Спосіб електроконтактного оброблення деталей
Номер патенту: 97874
Опубліковано: 26.03.2012
Автори: Чернявський Олег Олександрович, Молодик Микола Володимирович, Матвійченко Валерій Сергійович, Василенко Михайло Олександрович
МПК: B23H 7/26, B23H 9/08, B23H 9/00
Мітки: оброблення, спосіб, електроконтактного, деталей
Формула / Реферат:
1. Спосіб електроконтактного оброблення деталей, при якому оброблювану деталь занурюють у ванну з рідиною, здійснюють контакт електрода-інструмента, котрий приводять в обертальний рух навколо заданої осі, з оброблюваною поверхнею деталі, переміщують деталь відносно електрода-інструмента, підводять струм заданої напруги до електрода-інструмента і оброблюваної деталі, який відрізняється тим, що оброблену поверхню деталі переміщують під гострим...
Спосіб оброблення деталей з циліндричними поверхнями
Номер патенту: 53348
Опубліковано: 15.01.2003
Автор: Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: деталей, циліндричними, поверхнями, спосіб, оброблення
Формула / Реферат:
Спосіб оброблення деталей з циліндричними поверхнями, осі яких перетинаються під заданим кутом, який відрізняється тим, що базування деталі проводиться в трьох центрах, - один жорсткий, паралельно зміщений з геометричної осі обертання і розміщений в технологічному пристрої, а центровий отвір виконується в технологічному виступі деталі, завдяки цьому вісь базування зміщається з осі обертання шпинделя і кожна поверхня розміщається з своїм...
Пристрій для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру
Номер патенту: 66507
Опубліковано: 17.05.2004
Автори: Стойко Ігор Іванович, Матвійчук Анатолій Васильович, Вовк Ярослав Юрійович, Гевко Ігор Богданович, Глух Василь Михайлович
МПК: B65G 33/16
Мітки: циліндричних, довгомірних, діаметру, оброблення, заготовок, пристрій, зовнішньому
Формула / Реферат:
Пристрій для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру, який виконано у вигляді приводу, повздовжнього супорта, корпуса, в якому встановлена різцева головка задньої бабки, установних і затискних елементів, який відрізняється тим, що за різцевою головкою, по ходу виконання технологічного процесу, встановлена жорстка плаваюча вигладжувальна головка з можливістю радіального переміщення в межах допуска на оброблення,...
Попередній патент: Атомний екоенергодвигун
Наступний патент: Застосування n-стероїлетаноламіну як радіомодифікуючого засобу
Випадковий патент: Проточна кювета для реєстрації мікрочастинок у рідинах