Спосіб оброблення деталей типу “шків” торцевою фрезою
Номер патенту: 70038
Опубліковано: 25.05.2012
Автори: Равська Наталія Сергіївна, Герасимчук Олена Михайлівна, Родін Родіон Петрович

Формула / Реферат
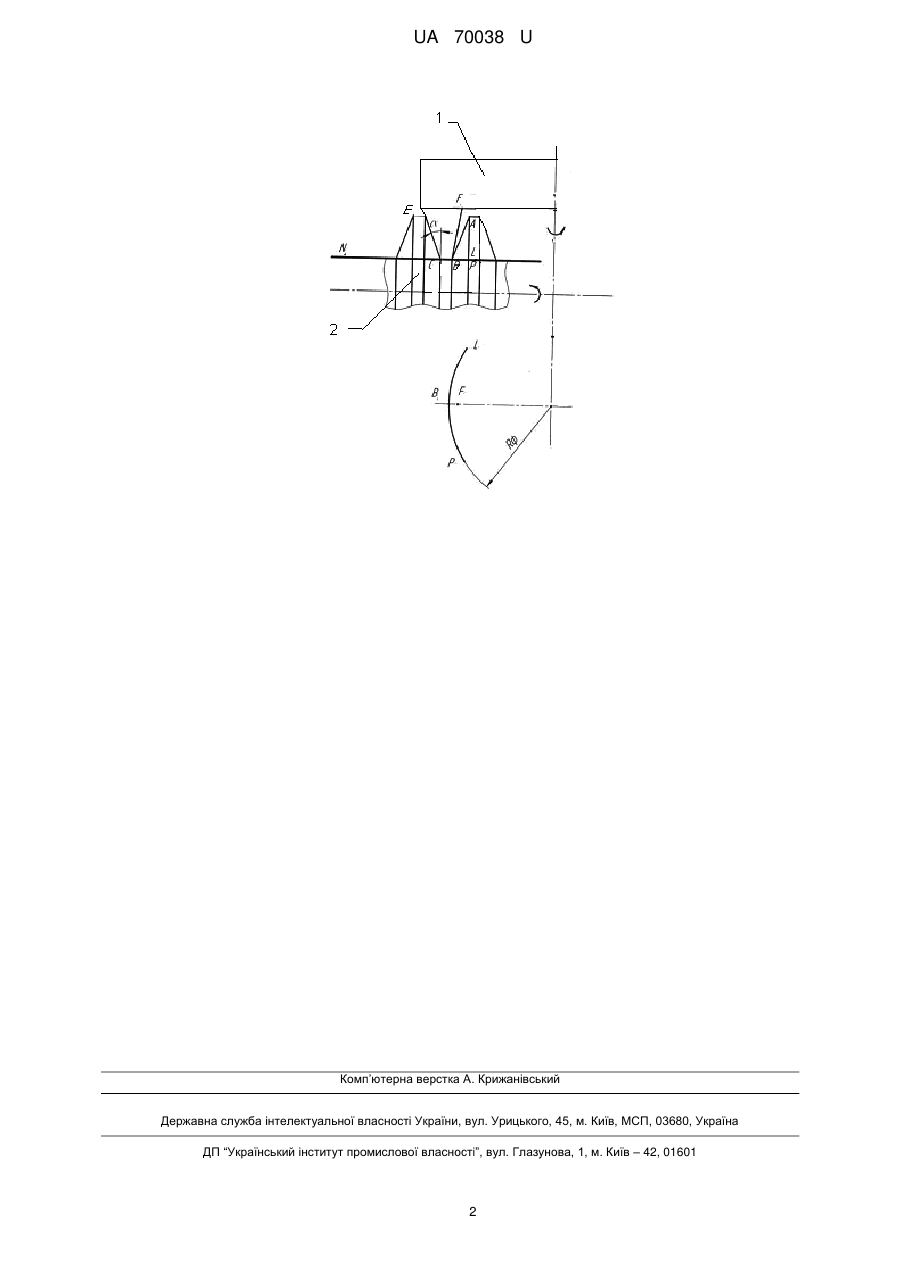
Спосіб оброблення деталей типу "шків" торцевою фрезою, який відрізняється тим, що одна бічна поверхня профілю деталі створюється ділянкою різальної кромки, яка має форму прямої лінії, нахиленої до осі фрези, а інша бічна поверхня профілю створюється колом обертання вершинної точки різальної кромки фрези з радіусом RФ, який визначається шляхом знаходження лінії перетину поверхні деталі з площиною, проведеною перпендикулярно до осі фрези через крайню точку профілю деталі та заміни цієї лінії колом радіуса RФ.
Текст
Реферат: Спосіб оброблення деталей типу "шків" торцевою фрезою включає створення бічної поверхні профілю деталі ділянкою різальної кромки, а інша бічна поверхня профілю створюється колом обертання вершинної точки різальної кромки фрези. UA 70038 U (12) UA 70038 U UA 70038 U 5 10 15 20 25 30 35 40 Корисна модель належить до обробки металів різанням, зокрема до інструментального виробництва, і може бути використана під час оброблення деталей типу "шків" торцевими фрезами. Відомий спосіб оброблення деталей типу "шків", тобто поверхонь обертання, на профілі яких змінюється знак кута нахилу дотичної до профілю, дисковими фрезами [1]. Недоліком даного способу, у порівнянні з торцевим фрезеруванням, є менша продуктивність, так як площа контакту початкової інструментальної поверхні дискової фрези із заготовкою менша за площу контакту вихідної інструментальної поверхні торцевої фрези. Крім цього, даний спосіб характеризується несприятливим протіканням процесу різання, так як товщина зрізу таких фрез змінюється вздовж різальної кромки. Вона має максимальне значення на вершині зуба і зменшується при віддаленні від неї вздовж різальної кромки, тобто при зменшенні радіуса точки різальної кромки. Це може призвести до того, що ділянками різальних кромок, що розташовані біля малих торців, можуть зрізатись незначні товщини зрізу, відповідні до радіуса заокруглення різальної кромки. При значних від'ємних передніх кутах на радіусі заокруглення різальної кромки в зоні контакту спостерігається значне нагрівання, більші зусилля і швидке зношування інструменту. Таким чином, процес стружкоутворення під час застосування дискових фрез з П-подібним перетином зрізу буде більш напруженим, у порівнянні з обробленням торцевою фрезою з Г-подібним перетином зрізу. В основу корисної моделі, що заявляється, поставлена задача підвищення продуктивності способу оброблення деталей типу "шків". У вирішенні поставленої задачі новим є те, що для оброблення деталей типу "шків" застосовується торцева фреза, яка забезпечить Г-подібний перетин зрізу, та визначення її габаритних розмірів. Суть корисної моделі пояснюється кресленням, де зображена схема торцевого фрезерування деталей типу "шків". Головним рухом різання є обертання торцевої фрези 1 навколо своєї осі. Подача здійснюється під час обертання заготовки 2 навколо її осі. Осі заготовки та торцевої фрези перетинаються. Обертаючись навколо осі фрези, профіль АВСЕ поверхні шківа описує початкову інструментальну поверхню, яка стикається з поверхнею деталі за лінією АВСЕ. Торцева фреза, яка буде спроектована, базуючись на такій початковій інструментальній поверхні, під час оброблення деталі буде створювати П-подібний перетин зрізу. Для того, щоб перейти до Г-подібного перетину зрізу визначають лінію LBP - лінію перетину бічної поверхні шківа з профілем АВ з площиною N, що перпендикулярна до осі фрези. Лінію LBP замінюють дугою кола та визначають її радіус Rф. Дуга кола з радіусом Rф, обертаючись навколо осі заготовки, описує бічну поверхню шківа АВ. Ця дуга відтворюється однією точкою В різальної кромки фрези. Для того, щоб різальна кромка не різала ділянку профілю АВ, профіль реальної бічної різальної кромки BF виконують із зменшеним кутом у порівнянні з кутом профілю деталі. Джерело інформації: Металорізальні інструменти. Ч.ІІ: Навчальний посібник. / П.Р. Родін, К.Ш. Бугай, Н.С. Равська та ін. - К.: ІСДО, 1993.-180 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб оброблення деталей типу "шків" торцевою фрезою, який відрізняється тим, що одна бічна поверхня профілю деталі створюється ділянкою різальної кромки, яка має форму прямої лінії, нахиленої до осі фрези, а інша бічна поверхня профілю створюється колом обертання вершинної точки різальної кромки фрези з радіусом RФ, який визначається шляхом знаходження лінії перетину поверхні деталі з площиною, проведеною перпендикулярно до осі фрези через крайню точку профілю деталі та заміни цієї лінії колом радіуса RФ. 1 UA 70038 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing parts of "pulley" type by end mill
Автори англійськоюRavska Natalia Serhiivna, Ravska Nataliia Serhiivna, Herasymchuk Olena Mykhailivna, Rodin Radion Petrovych
Назва патенту російськоюСпособ обработки деталей типа "шкив" торцевой фрезой
Автори російськоюРавская Наталья Сергеевна, Герасимчук Елена Михайловна, Родин Радион Петрович
МПК / Мітки
МПК: B23C 3/00
Мітки: торцевою, оброблення, спосіб, шків, типу, деталей, фрезою
Код посилання
<a href="https://ua.patents.su/4-70038-sposib-obroblennya-detalejj-tipu-shkiv-torcevoyu-frezoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб оброблення деталей типу “шків” торцевою фрезою</a>
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою
Номер патенту: 65905
Опубліковано: 15.04.2004
Автори: Равська Наталья Сергіївна, Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Родін Родіон Петрович
МПК: B23C 3/00
Мітки: циліндричних, фрезою, обробки, спосіб, торцевою, круглих, поверхонь
Формула / Реферат:
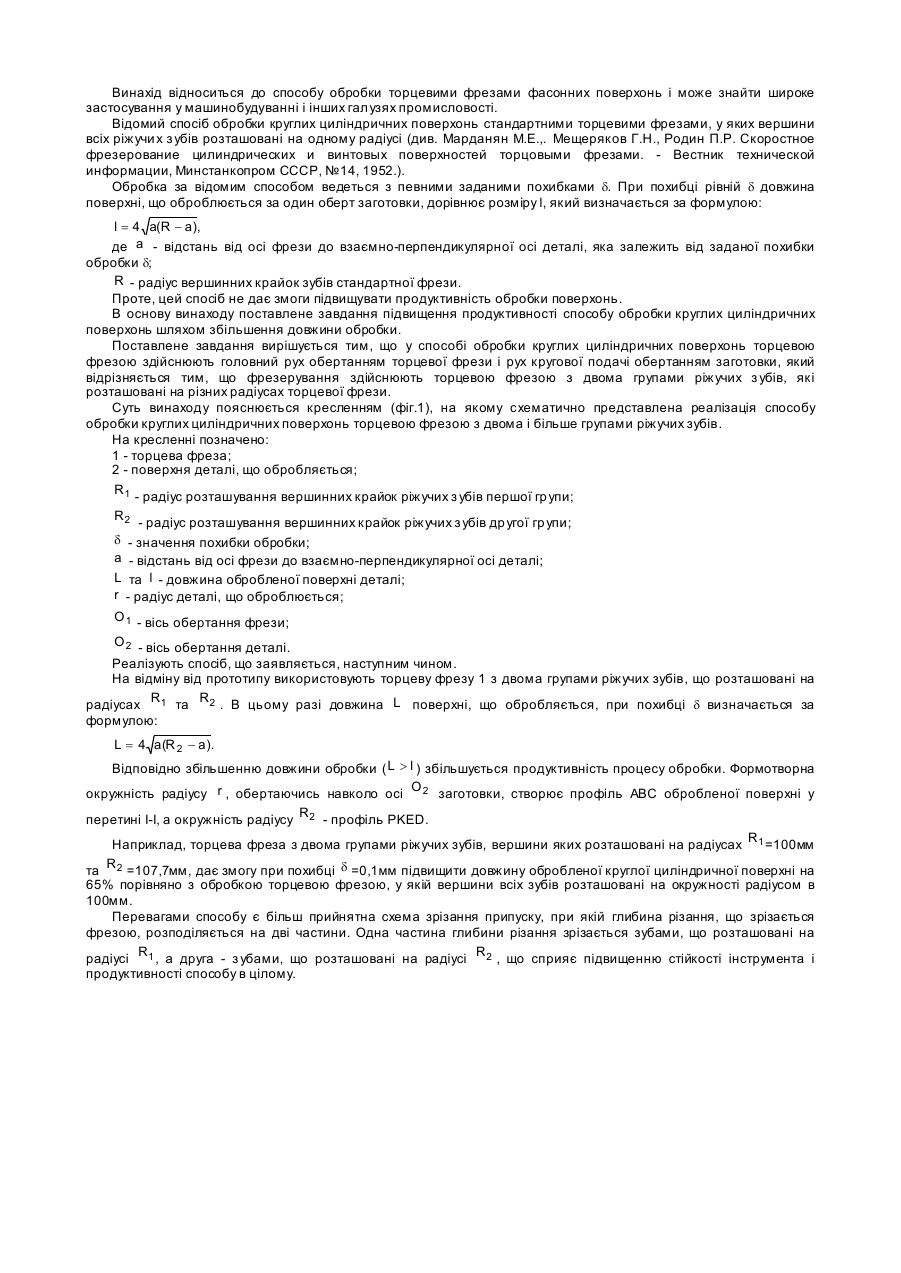
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою, в якому при фрезеруванні здійснюють головний рух обертанням торцевої фрези і рух кругової подачі обертання заготовки, який відрізняється тим, що фрезерування здійснюють торцевою фрезою з двома групами різальних зубів, які розташовані на різних радіусах торцевої фрези.
Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою
Номер патенту: 14913
Опубліковано: 15.06.2006
Автори: Равська Наталія Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
Мітки: фасонною, спосіб, фрезою, обкочувальною, деталей, обробки, багатозубчастих
Формула / Реферат:
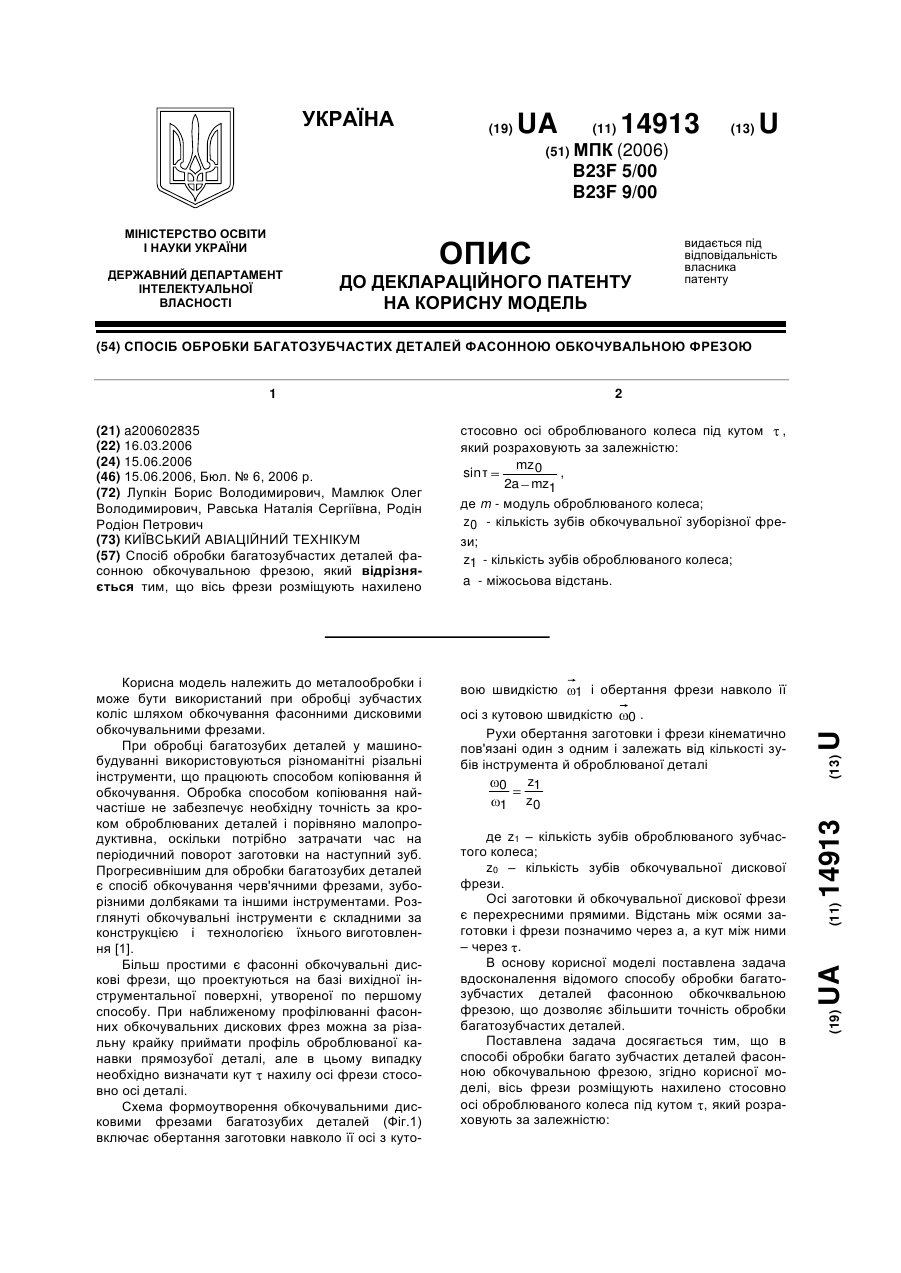
Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою, який відрізняється тим, що вісь фрези розміщують нахилено стосовно осі оброблюваного колеса під кутом , який розраховують за залежністю:,де m - модуль оброблюваного колеса;
Спосіб оброблення деталей з циліндричними поверхнями
Номер патенту: 53348
Опубліковано: 15.01.2003
Автор: Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: деталей, циліндричними, спосіб, оброблення, поверхнями
Формула / Реферат:
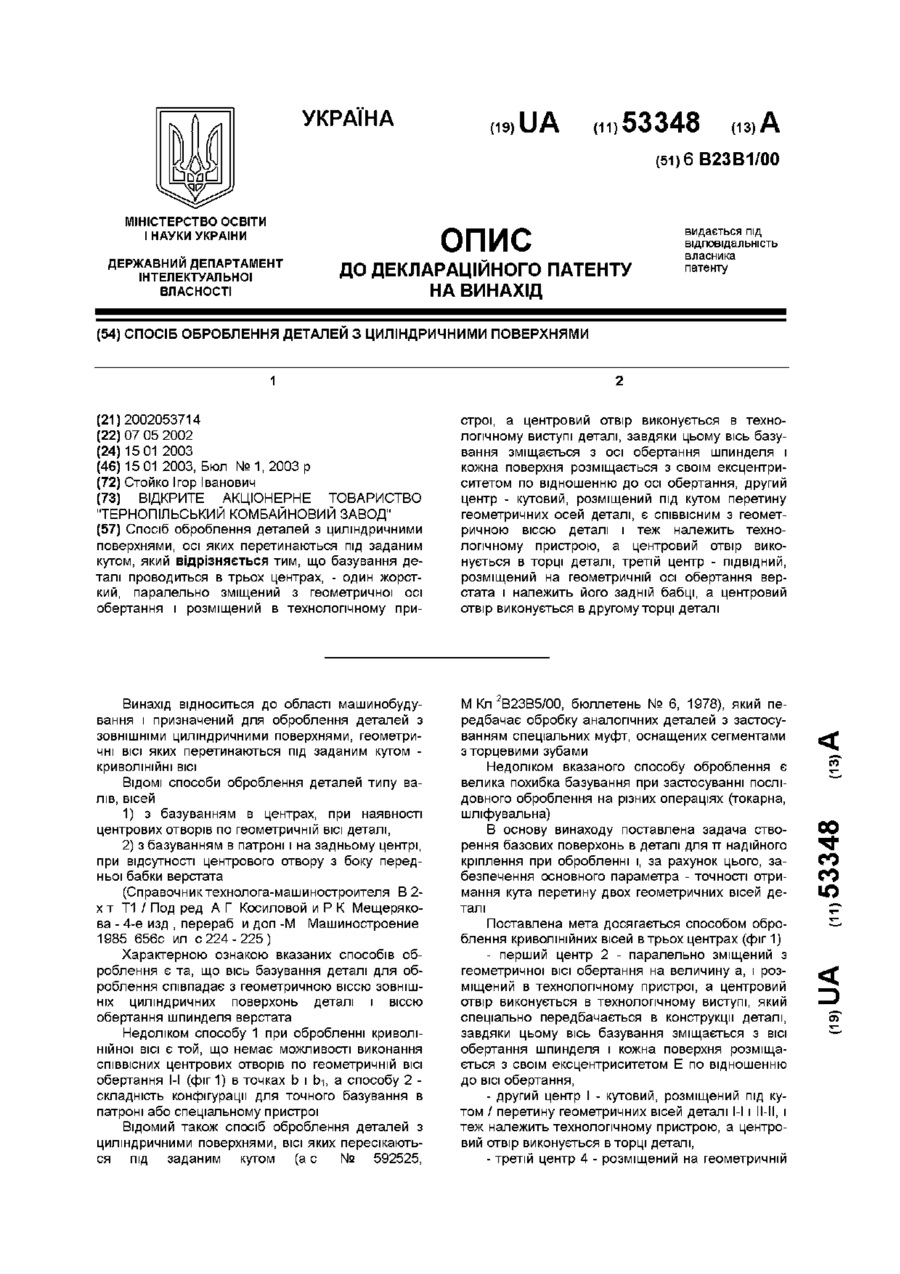
Спосіб оброблення деталей з циліндричними поверхнями, осі яких перетинаються під заданим кутом, який відрізняється тим, що базування деталі проводиться в трьох центрах, - один жорсткий, паралельно зміщений з геометричної осі обертання і розміщений в технологічному пристрої, а центровий отвір виконується в технологічному виступі деталі, завдяки цьому вісь базування зміщається з осі обертання шпинделя і кожна поверхня розміщається з своїм...
Спосіб електроконтактного оброблення деталей
Номер патенту: 97874
Опубліковано: 26.03.2012
Автори: Молодик Микола Володимирович, Чернявський Олег Олександрович, Матвійченко Валерій Сергійович, Василенко Михайло Олександрович
МПК: B23H 7/26, B23H 9/08, B23H 9/00
Мітки: оброблення, деталей, спосіб, електроконтактного
Формула / Реферат:
1. Спосіб електроконтактного оброблення деталей, при якому оброблювану деталь занурюють у ванну з рідиною, здійснюють контакт електрода-інструмента, котрий приводять в обертальний рух навколо заданої осі, з оброблюваною поверхнею деталі, переміщують деталь відносно електрода-інструмента, підводять струм заданої напруги до електрода-інструмента і оброблюваної деталі, який відрізняється тим, що оброблену поверхню деталі переміщують під гострим...
Установка для електроконтактного оброблення деталей
Номер патенту: 97298
Опубліковано: 25.01.2012
Автори: Матвійченко Валерій Сергійович, Молодик Микола Володимирович, Чернявський Олег Олександрович, Василенко Михайло Олександрович
Мітки: установка, оброблення, деталей, електроконтактного
Формула / Реферат:
1. Установка для електроконтактного оброблення деталей, яка містить раму, ванну для робочої рідини, головку електрода-інструмента, обладнаного приводом обертального руху, пристрій для закріплення оброблюваних деталей, шарнірно сполучений з ванною, струмопідводи до електрода-інструмента і пристрою для закріплення деталей, яка відрізняється тим, що ванна обладнана роликами, якими встановлена на напрямних, прикріплених до рами і обладнана...
Попередній патент: Спосіб відбору експлантів та отримання асептичної культури магнолії кобус (magnolia kobus dc.)
Наступний патент: Спосіб утилізації сірковуглецю головної фракції сирого бензолу коксохімічних виробництв та пестицидних препаратів на основі похідних хлорвмісних карбонових кислот
Випадковий патент: Гірка настойка