Спосіб оброблення деталей з циліндричними поверхнями
Формула / Реферат
Спосіб оброблення деталей з циліндричними поверхнями, осі яких перетинаються під заданим кутом, який відрізняється тим, що базування деталі проводиться в трьох центрах, - один жорсткий, паралельно зміщений з геометричної осі обертання і розміщений в технологічному пристрої, а центровий отвір виконується в технологічному виступі деталі, завдяки цьому вісь базування зміщається з осі обертання шпинделя і кожна поверхня розміщається з своїм ексцентриситетом по відношенню до осі обертання, другий центр - кутовий, розміщений під кутом перетину геометричних осей деталі, є співвісним з геометричною віссю деталі і теж належить технологічному пристрою, а центровий отвір виконується в торці деталі, третій центр - підвідний, розміщений на геометричній осі обертання верстата і належить його задній бабці, а центровий отвір виконується в другому торці деталі.
Текст
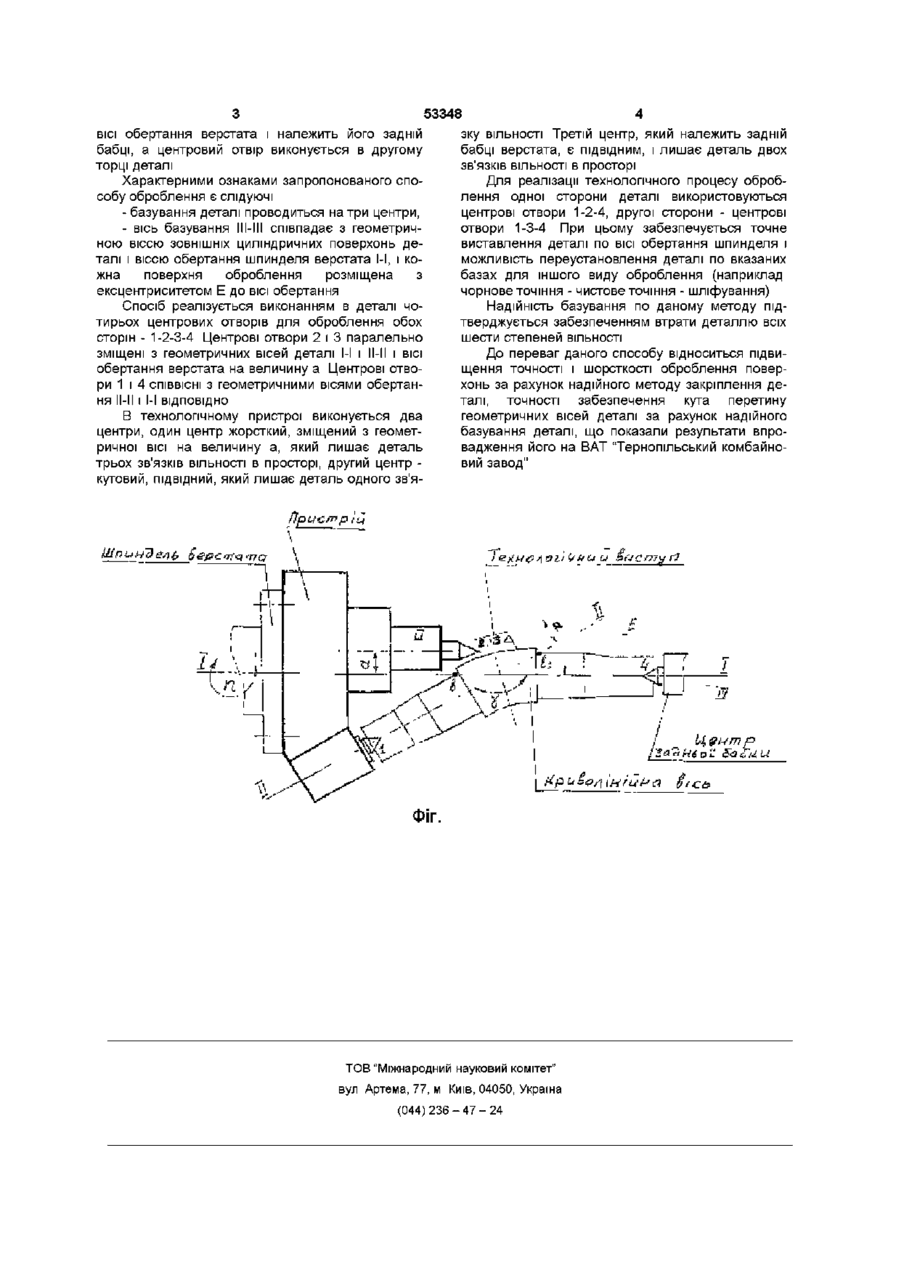
Спосіб оброблення деталей з циліндричними поверхнями, осі яких перетинаються під заданим кутом, який відрізняється тим, що базування деталі проводиться в трьох центрах, - один жорсткий, паралельно зміщений з геометричної осі обертання і розміщений в технологічному при Винахід відноситься до області машинобудування і призначений для оброблення деталей з ЗОВНІШНІМИ циліндричними поверхнями, геометричні ВІСІ яких перетинаються під заданим кутом строї, а центровий отвір виконується в технологічному виступі деталі, завдяки цьому вісь базування зміщається з осі обертання шпинделя і кожна поверхня розміщається з своїм ексцентриситетом по відношенню до осі обертання, другий центр - кутовий, розміщений під кутом перетину геометричних осей деталі, є СПІВВІСНИМ з геометричною віссю деталі і теж належить технологічному пристрою, а центровий отвір виконується в торці деталі, третій центр - ПІДВІДНИЙ, розміщений на геометричній осі обертання верстата і належить його задній бабці, а центровий отвір виконується в другому торці деталі СПІВВІСНИХ центрових отворів по геометричній ВІСІ М Кл В23В5/00, бюллетень № 6, 1978), який передбачає обробку аналогічних деталей з застосуванням спеціальних муфт, оснащених сегментами з торцевими зубами Недоліком вказаного способу оброблення є велика похибка базування при застосуванні послідовного оброблення на різних операціях (токарна, шліфувальна) В основу винаходу поставлена задача створення базових поверхонь в деталі для тт надійного кріплення при обробленні і, за рахунок цього, забезпечення основного параметра - точності отримання кута перетину двох геометричних вісей деталі Поставлена мета досягається способом оброблення криволінійних вісей втрьох центрах (фіг 1) - перший центр 2 - паралельно зміщений з геометричної ВІСІ обертання на величину а, і розміщений в технологічному пристрої, а центровий отвір виконується в технологічному виступі, який спеціально передбачається в конструкції деталі, завдяки цьому вісь базування зміщається з ВІСІ обертання шпинделя і кожна поверхня розміщається з своїм ексцентриситетом Е по відношенню обертання 1І (фіг 1) в точках b і b-і, а способу 2 складність конфігурації для точного базування в патроні або спеціальному пристрої Відомий також спосіб оброблення деталей з циліндричними поверхнями, ВІСІ яких пересікаються під заданим кутом (а с № 592525, - другий центр І - кутовий, розміщений під кутом / перетину геометричних вісей деталі 1І і 11-11, і теж належить технологічному пристрою, а центровий отвір виконується в торці деталі, - третій центр 4 - розміщений на геометричній криволінійні ВІСІ ВІДОМІ способи оброблення деталей типу валів, вісей 1) з базуванням в центрах, при наявності центрових отворів по геометричній ВІСІ деталі, 2) з базуванням в патроні і на задньому центрі, при відсутності центрового отвору з боку передньої бабки верстата (Справочник технолога-машиностроителя В 2х т Т1 / Под ред А Г Косиловой и Р К Мещерякова - 4-е изд , перераб и доп -М Машиностроение 1985 656с ил с 224-225) Характерною ознакою вказаних способів оброблення є та, що вісь базування деталі для оброблення співпадає з геометричною віссю ЗОВНІШНІХ циліндричних поверхонь деталі і віссю обертання шпинделя верстата Недоліком способу 1 при обробленні криволінійної ВІСІ є той, що немає можливості виконання до ВІСІ обертання, 00 ^ СО ГО Ю 53348 ВІСІ обертання верстата і належить його задній бабці, а центровий отвір виконується в другому торці деталі Характерними ознаками запропонованого способу оброблення є слідуючі - базування деталі проводиться натри центри, - вісь базування Ill-Ill співпадає з геометричною віссю ЗОВНІШНІХ циліндричних поверхонь деталі і віссю обертання шпинделя верстата 1-І, і кожна поверхня оброблення розміщена з ексцентриситетом Е до ВІСІ обертання Спосіб реалізується виконанням в деталі чотирьох центрових отворів для оброблення обох сторін - 1-2-3-4 Центрові отвори 2 і 3 паралельно зміщені з геометричних вісей деталі 1І і 1 - 1 і ВІСІ - 11 обертання верстата на величину а Центрові отвори 1 і 4 СПІВВІСНІ з геометричними вісями обертання ІІ-ІІ і 1І ВІДПОВІДНО В технологічному пристрої виконується два центри, один центр жорсткий, зміщений з геометричної ВІСІ на величину а, який лишає деталь трьох зв'язків ВІЛЬНОСТІ В просторі, другий центр кутовий, ПІДВІДНИЙ, який лишає деталь одного зв'я зку ВІЛЬНОСТІ Третій центр, який належить задній бабці верстата, є ПІДВІДНИМ, І лишає деталь двох зв'язків ВІЛЬНОСТІ В просторі Для реалізації технологічного процесу оброблення одної сторони деталі використовуються центрові отвори 1-2-4, другої сторони - центрові отвори 1-3-4 При цьому забезпечується точне виставлення деталі по ВІСІ обертання шпинделя і можливість переустановлення деталі по вказаних базах для іншого виду оброблення (наприклад чорнове точіння - чистове точіння - шліфування) Надійність базування по даному методу підтверджується забезпеченням втрати деталлю всіх шести степеней ВІЛЬНОСТІ До переваг даного способу відноситься підвищення точності і шорсткості оброблення поверхонь за рахунок надійного методу закріплення деталі, точності забезпечення кута перетину геометричних вісей деталі за рахунок надійного базування деталі, що показали результати впровадження його на ВАТ "Тернопільський комбайновий завод" ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing details with cylindrical surfaces
Автори англійськоюStoiko Ihor Ivanovych
Назва патенту російськоюСпособ обработки деталей с цилиндрическими поверхностями
Автори російськоюСтойко Игорь Иванович
МПК / Мітки
МПК: B23B 1/00
Мітки: деталей, поверхнями, спосіб, оброблення, циліндричними
Код посилання
<a href="https://ua.patents.su/2-53348-sposib-obroblennya-detalejj-z-cilindrichnimi-poverkhnyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб оброблення деталей з циліндричними поверхнями</a>
Спосіб термохімічного оброблення вуглецевих матеріалів та цементуючий агент для термохімічного оброблення
Номер патенту: 48266
Опубліковано: 15.08.2002
Автори: Робін-Бросс Крістіан, Тебольт Жак, Гужард Стефан, Ванденбюлк Ліонел, Мадеск Ів
МПК: C04B 41/45, C04B 41/87
Мітки: оброблення, матеріалів, агент, цементуючий, термохімічного, спосіб, вуглецевих
Формула / Реферат:
1. Спосіб термохімічного оброблення вуглецевих матеріалів, які містять більше ніж 25 ат.% вуглецю, для формування шляхом активованої цементації жаротривкого карбідного покриття на поверхні й усередині названого матеріалу за умови, що він пористий, який передбачає витримування названого матеріалу:а) при температурі від 700 до 1300°С;б) при зниженому тиску від 0,1 до 30 кПа водню або інертного газу, або суміші цих газів;в)...
Спосіб оброблення технологічного середовища у цукровому виробництві
Номер патенту: 24342
Опубліковано: 17.07.1998
Автори: Штангеєва Надія Іванівна, Решетняк Ірина Сергіївна, Носенко Володимир Єрофейович, Шпильова Тетяна Іванівна, Белостоцький Леонід Григорович, Гусева Светлана Сергіївна
Мітки: спосіб, технологічного, середовища, цукровому, виробництві, оброблення
Текст:
...30-100 Вт електрична енергія, перетворюючись за допомогою п'єзоелектричного випромінювача в ультразвукові коливання,які в рідкому середовищі супроводжуються явищем кавітації, спричиняє незворотнє руйнування оболонки клітини мікроорганізма в технологічному середовищі цукрового виробництва; -найефективніший час оброблення сокостружкової суміші ультразвуковими коливаннями становить 20-45 хв. Сукупність цих ознак способу, що заявляється,...
Спосіб оброблення поверхні зубних акрилових протезів
Номер патенту: 37838
Опубліковано: 15.05.2001
Автори: Жуков Костянтин Вікторович, Гризодуб Василь Іванович
МПК: A61C 13/00
Мітки: акрилових, протезів, зубних, спосіб, поверхні, оброблення
Текст:
...бути повторений. Таким чином, використання пропонованого способу оброблення поверхні зубних акрилових протезів дозволяє попереджати алергічні явища, запальні процеси, сприяє епітелізації тканин протезного ложа за рахунок лікувальних властивостей, хімічної спорідненості застосованих речовин до матеріалу протезу, що також забезпечує надійну фіксацію їх шару на поверхні акрилової пластмаси. ...
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей
Номер патенту: 50206
Опубліковано: 15.10.2002
Автори: Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович
МПК: C23C 10/00
Мітки: інструментальних, хіміко-термічного, спосіб, сталей, оброблення, виробів
Формула / Реферат:
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей, який включає нагрівання до температури оброблення в ендотермічній атмосфері з домішуванням аміаку, витримку при цій температурі в атмосфері, що містить азот, та охолодження виробів, який відрізняється тим, що нагрівання до температури оброблення здійснюють за два етапи, спочатку до температури 480 - 500°С в середовищі ендогазу, потім до температури 560 - 580°С в...
Накопичувач пласких деталей

Номер патенту: 33535
Опубліковано: 15.02.2001
Автори: Драпак Георгій Мефодійович, Горецький Віктор Едуардович, Успаленко Сергій Васільович, Довгалюк Алла Андріївна
МПК: B65H 1/00
Мітки: деталей, накопичувач, пласких
Текст:
...досягненні 1. А. С. СССР № 780832, кл. А 43D25/00 // А 43 D 111 / 00 1980 такого контакту, рушійний механізм 4 вимикається. Далі, в разі потреби, виконується остаточна підгонка положення всіх вертикальних базуючих направляючих 6 до механічного контакту з шаблоном. Для цього відпускаються гвинти 11 і самі ексцентричні стержні цих направляючих 6 повертаються до контакту з шаблоном. Після цього положення ексцентричних стержнів вертикальних...
Попередній патент: Спосіб селективної пристінної рн – метрії товстої кишки
Наступний патент: Механізм копіювання головок коренеплодів
Випадковий патент: Спосіб розміщення та закріплення довгомірних вантажів на зчепі залізничних платформ