Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів
Номер патенту: 81484
Опубліковано: 25.06.2013

Формула / Реферат
Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів, який включає закріплення кінця циліндричної труби у шпинделі калібрувального верстата і обтискування її по зовнішньому діаметру необхідного поперечного перерізу при її переміщенні в осьовому напрямку ротаційними обтискними бойками, які встановлені у пазах шпинделя верстата ротаційного типу з можливістю вільного радіального переміщення, який відрізняється тим, що бойки в робочій зоні обтискування мають еліптичну або іншу необхідну форму оброблювальної заготовки з можливістю радіального переміщення за рахунок взаємодії півкруглих вершин з роликами різних діаметрів, які встановлені в циліндричній обоймі з можливістю їх провертання і які рівномірно збільшуються з двох півкіл ротаційної обойми, причому ролики виконані різного діаметра з рівномірним збільшенням їх діаметра в межах двох півкіл обтискної обойми.
Текст
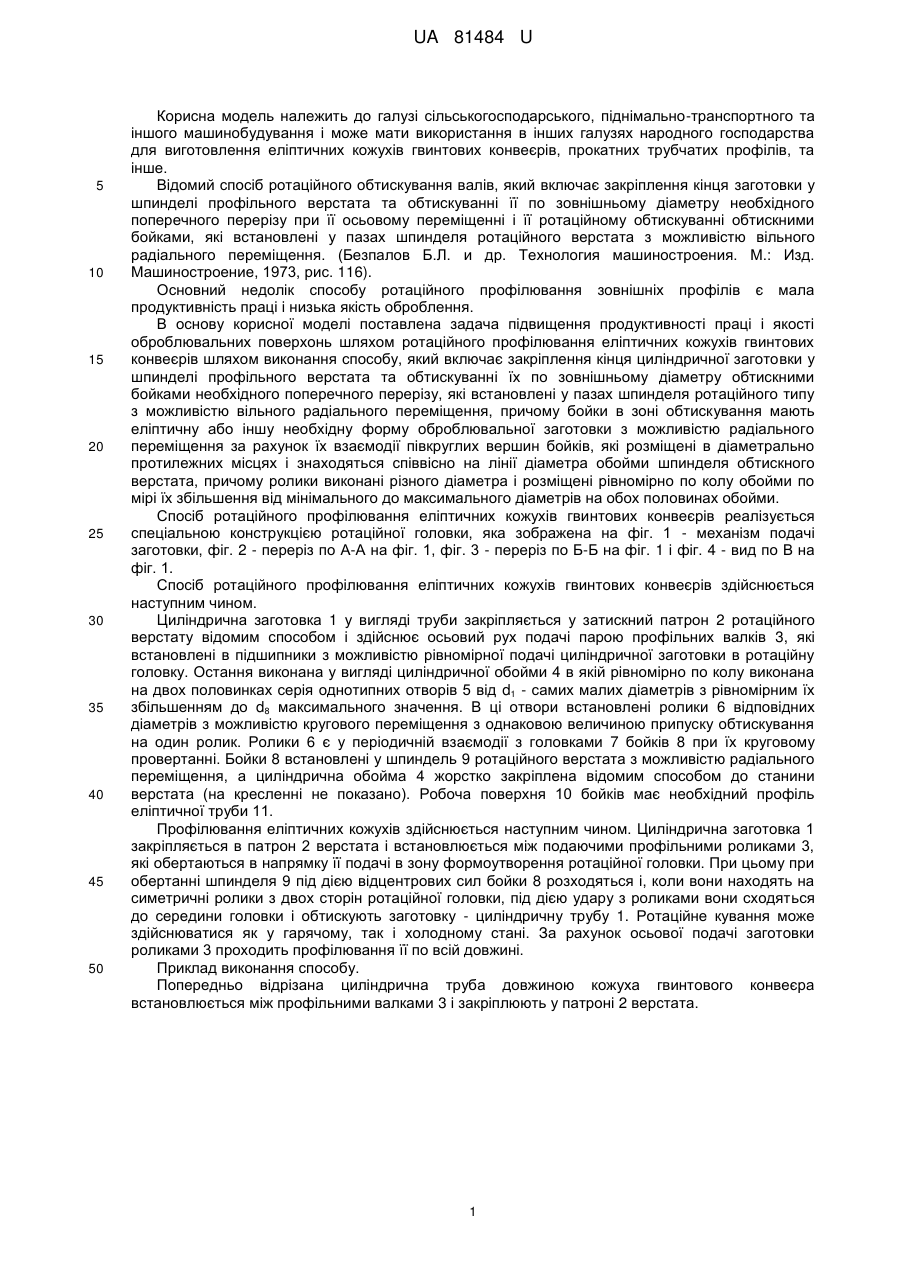
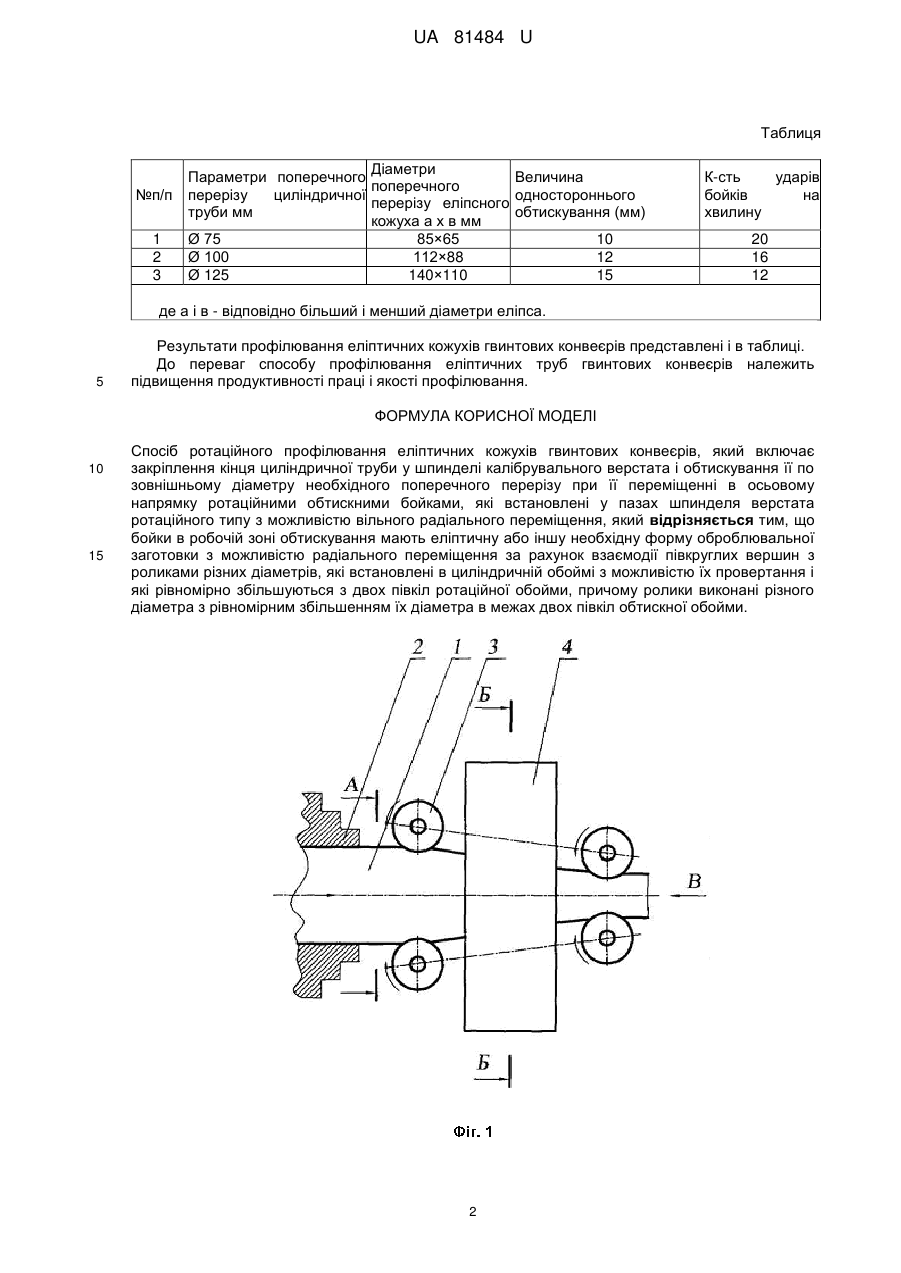
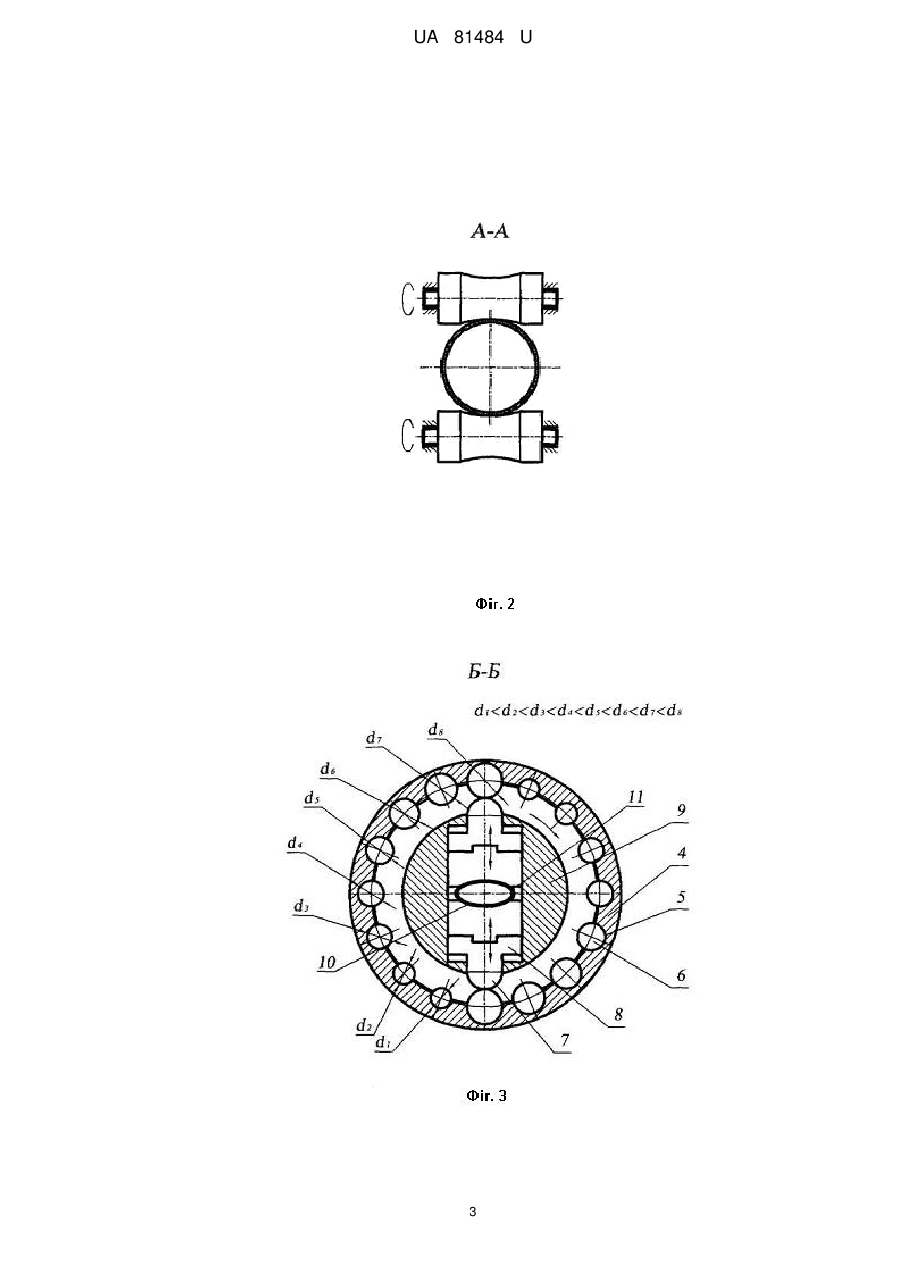
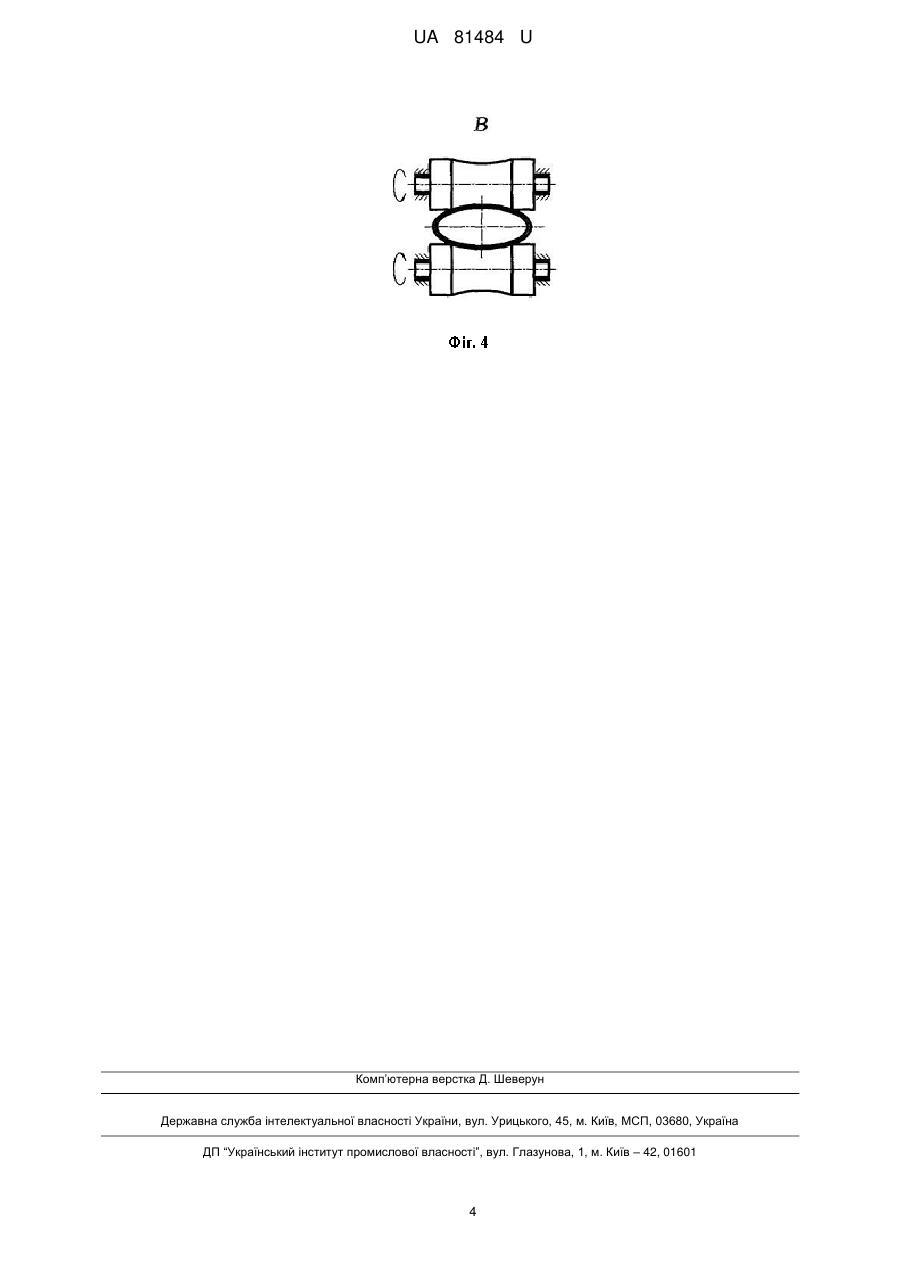
Реферат: UA 81484 U UA 81484 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі сільськогосподарського, піднімально-транспортного та іншого машинобудування і може мати використання в інших галузях народного господарства для виготовлення еліптичних кожухів гвинтових конвеєрів, прокатних трубчатих профілів, та інше. Відомий спосіб ротаційного обтискування валів, який включає закріплення кінця заготовки у шпинделі профільного верстата та обтискуванні її по зовнішньому діаметру необхідного поперечного перерізу при її осьовому переміщенні і її ротаційному обтискуванні обтискними бойками, які встановлені у пазах шпинделя ротаційного верстата з можливістю вільного радіального переміщення. (Безпалов Б.Л. и др. Технология машиностроения. М.: Изд. Машиностроение, 1973, рис. 116). Основний недолік способу ротаційного профілювання зовнішніх профілів є мала продуктивність праці і низька якість оброблення. В основу корисної моделі поставлена задача підвищення продуктивності праці і якості оброблювальних поверхонь шляхом ротаційного профілювання еліптичних кожухів гвинтових конвеєрів шляхом виконання способу, який включає закріплення кінця циліндричної заготовки у шпинделі профільного верстата та обтискуванні їх по зовнішньому діаметру обтискними бойками необхідного поперечного перерізу, які встановлені у пазах шпинделя ротаційного типу з можливістю вільного радіального переміщення, причому бойки в зоні обтискування мають еліптичну або іншу необхідну форму оброблювальної заготовки з можливістю радіального переміщення за рахунок їх взаємодії півкруглих вершин бойків, які розміщені в діаметрально протилежних місцях і знаходяться співвісно на лінії діаметра обойми шпинделя обтискного верстата, причому ролики виконані різного діаметра і розміщені рівномірно по колу обойми по мірі їх збільшення від мінімального до максимального діаметрів на обох половинах обойми. Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів реалізується спеціальною конструкцією ротаційної головки, яка зображена на фіг. 1 - механізм подачі заготовки, фіг. 2 - переріз по А-А на фіг. 1, фіг. 3 - переріз по Б-Б на фіг. 1 і фіг. 4 - вид по В на фіг. 1. Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів здійснюється наступним чином. Циліндрична заготовка 1 у вигляді труби закріпляється у затискний патрон 2 ротаційного верстату відомим способом і здійснює осьовий рух подачі парою профільних валків 3, які встановлені в підшипники з можливістю рівномірної подачі циліндричної заготовки в ротаційну головку. Остання виконана у вигляді циліндричної обойми 4 в якій рівномірно по колу виконана на двох половинках серія однотипних отворів 5 від d1 - самих малих діаметрів з рівномірним їх збільшенням до d8 максимального значення. В ці отвори встановлені ролики 6 відповідних діаметрів з можливістю кругового переміщення з однаковою величиною припуску обтискування на один ролик. Ролики 6 є у періодичній взаємодії з головками 7 бойків 8 при їх круговому провертанні. Бойки 8 встановлені у шпиндель 9 ротаційного верстата з можливістю радіального переміщення, а циліндрична обойма 4 жорстко закріплена відомим способом до станини верстата (на кресленні не показано). Робоча поверхня 10 бойків має необхідний профіль еліптичної труби 11. Профілювання еліптичних кожухів здійснюється наступним чином. Циліндрична заготовка 1 закріпляється в патрон 2 верстата і встановлюється між подаючими профільними роликами 3, які обертаються в напрямку її подачі в зону формоутворення ротаційної головки. При цьому при обертанні шпинделя 9 під дією відцентрових сил бойки 8 розходяться і, коли вони находять на симетричні ролики з двох сторін ротаційної головки, під дією удару з роликами вони сходяться до середини головки і обтискують заготовку - циліндричну трубу 1. Ротаційне кування може здійснюватися як у гарячому, так і холодному стані. За рахунок осьової подачі заготовки роликами 3 проходить профілювання її по всій довжині. Приклад виконання способу. Попередньо відрізана циліндрична труба довжиною кожуха гвинтового конвеєра встановлюється між профільними валками 3 і закріплюють у патроні 2 верстата. 1 UA 81484 U Таблиця №п/п 1 2 3 Діаметри Параметри поперечного Величина поперечного перерізу циліндричної одностороннього перерізу еліпсного труби мм обтискування (мм) кожуха а х в мм Ø 75 85×65 10 Ø 100 112×88 12 Ø 125 140×110 15 К-сть ударів бойків на хвилину 20 16 12 де а і в - відповідно більший і менший діаметри еліпса. 5 Результати профілювання еліптичних кожухів гвинтових конвеєрів представлені і в таблиці. До переваг способу профілювання еліптичних труб гвинтових конвеєрів належить підвищення продуктивності праці і якості профілювання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів, який включає закріплення кінця циліндричної труби у шпинделі калібрувального верстата і обтискування її по зовнішньому діаметру необхідного поперечного перерізу при її переміщенні в осьовому напрямку ротаційними обтискними бойками, які встановлені у пазах шпинделя верстата ротаційного типу з можливістю вільного радіального переміщення, який відрізняється тим, що бойки в робочій зоні обтискування мають еліптичну або іншу необхідну форму оброблювальної заготовки з можливістю радіального переміщення за рахунок взаємодії півкруглих вершин з роликами різних діаметрів, які встановлені в циліндричній обоймі з можливістю їх провертання і які рівномірно збільшуються з двох півкіл ротаційної обойми, причому ролики виконані різного діаметра з рівномірним збільшенням їх діаметра в межах двох півкіл обтискної обойми. 2 UA 81484 U 3 UA 81484 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rotary profiling of elliptic casings of screw conveyors
Автори англійськоюKomar Roman Vasyliovych, Kuchvara Ivan Mykolaiovych
Назва патенту російськоюСпособ ротационного профилирования эллиптических кожухов винтовых конвейеров
Автори російськоюКомар Роман Васильевич, Кучвара Иван Николаевич
МПК / Мітки
МПК: B23B 5/48
Мітки: кожухів, еліптичних, профілювання, спосіб, конвеєрів, гвинтових, ротаційного
Код посилання
<a href="https://ua.patents.su/6-81484-sposib-rotacijjnogo-profilyuvannya-eliptichnikh-kozhukhiv-gvintovikh-konveehriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів</a>
Оправка для профілювання секцій робочих органів гнучких гвинтових конвеєрів
Номер патенту: 28132
Опубліковано: 26.11.2007
Автори: Кричківський Володимир Йосипович, Новосад Іван Ярославович, Дзюра Володимир Олексійович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: конвеєрів, органів, оправка, секцій, гвинтових, гнучких, профілювання, робочих
Формула / Реферат:
Оправка для профілювання секцій робочих органів гнучких гвинтових конвеєрів, яка виконана у вигляді приводу, ступінчастої оправки, встановлювальних, затискних і регулювальних елементів, різця з супортом верстата, яка відрізняється тим, що на більшому діаметрі лівої шийки оправки з правого торця виконано шліцеві поверхні, які є у взаємодії з внутрішніми шліцевими поверхнями лівої втулки і її торцевою частиною з можливістю осьового переміщення,...
Пристрій для радіально-ротаційного профілювання
Номер патенту: 48522
Опубліковано: 25.03.2010
Автори: Маркевич Андрій Геннадійович, Драгобецький Володимир В'ячеславович, Бойко Юрій Олександрович, Мосьпан Денис Владиславович
МПК: B26F 1/00
Мітки: радіально-ротаційного, профілювання, пристрій
Формула / Реферат:
Пристрій для радіально-ротаційного профілювання, що містить внутрішні ролики, які посаджені на горизонтальні вали і мають зустрічний осьовий рух, та три зовнішні - радіальний рух, який відрізняється тим, що на першій та другій профілюючих поверхнях зовнішніх роликів виконані сегменти висотою не менше 0,2 товщини заготовки: на першій - у формі рівнобедреного трикутника, на другій - у формі рівнобедреної трапеції, крім цього, між зовнішніми...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Гевко Іван Богданович, Лещук Роман Ярославович, Гудь Віктор Зіновійович
МПК: B23B 5/00
Мітки: спосіб, заготовок, оправка, профілювання, здійснення, гвинтових
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів
Номер патенту: 61353
Опубліковано: 17.11.2003
Автори: Васильків Василь Васильович, Лещук Роман Ярославович, Гевко Ігор Богданович, Гудь Віктор Зеновійович
МПК: B21D 11/06
Мітки: елементів, проточування, шнекових, верстат, гвинтових, механізмів, профілювання
Формула / Реферат:
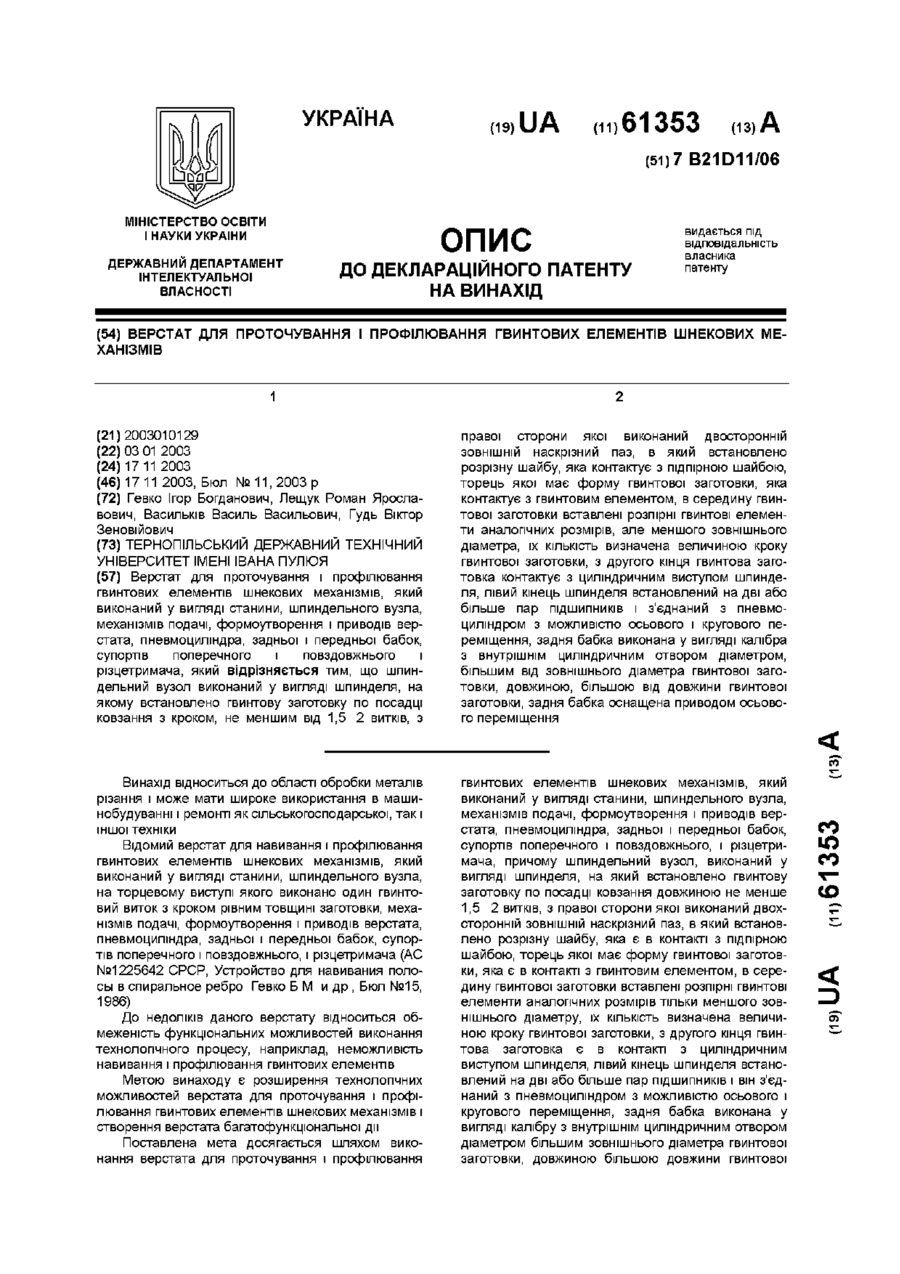
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього і різцетримача, який відрізняється тим, що шпиндельний вузол виконаний у вигляді шпинделя, на якому встановлено гвинтову заготовку по посадці ковзання з кроком, не меншим від...
Стенд для дослідження характеристик гвинтових конвеєрів
Номер патенту: 10254
Опубліковано: 15.11.2005
Автори: Новосад Іван Ярославович, Гевко Іван Богданович, Дзюра Володимир Олексійович, Рогатинська Олена Романівна
МПК: B65G 33/16
Мітки: конвеєрів, стенд, характеристик, гвинтових, дослідження
Формула / Реферат:
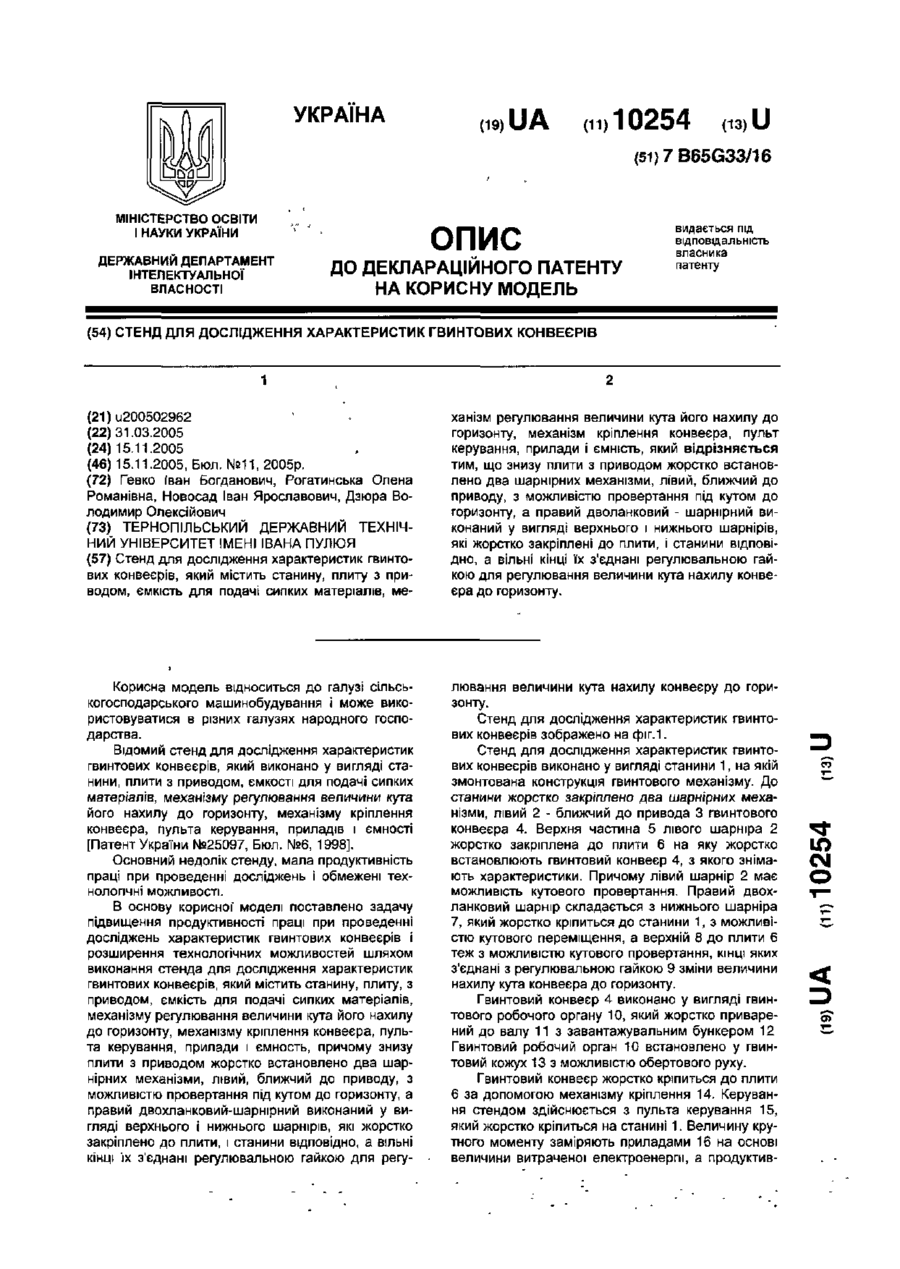
Стенд для дослідження характеристик гвинтових конвеєрів, який містить станину, плиту з приводом, ємкість для подачі сипких матеріалів, механізм регулювання величини кута його нахилу до горизонту, механізм кріплення конвеєра, пульт керування, прилади і ємність, який відрізняється тим, що знизу плити з приводом жорстко встановлено два шарнірних механізми, лівий, ближчий до приводу, з можливістю провертання під кутом до горизонту, а правий...
Попередній патент: Апарат для виготовлення насіннєвих стрічок
Випадковий патент: Електроліт для осадження мідних покриттів