Верстат для проточування і профілювання гвинтових елементів шнекових механізмів
Номер патенту: 61353
Опубліковано: 17.11.2003
Автори: Васильків Василь Васильович, Гевко Ігор Богданович, Лещук Роман Ярославович, Гудь Віктор Зеновійович
Формула / Реферат
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього і різцетримача, який відрізняється тим, що шпиндельний вузол виконаний у вигляді шпинделя, на якому встановлено гвинтову заготовку по посадці ковзання з кроком, не меншим від 1,5...2 витків, з правої сторони якої виконаний двосторонній зовнішній наскрізний паз, в який встановлено розрізну шайбу, яка контактує з підпірною шайбою, торець якої має форму гвинтової заготовки, яка контактує з гвинтовим елементом, в середину гвинтової заготовки вставлені розпірні гвинтові елементи аналогічних розмірів, але меншого зовнішнього діаметра, їх кількість визначена величиною кроку гвинтової заготовки, з другого кінця гвинтова заготовка контактує з циліндричним виступом шпинделя, лівий кінець шпинделя встановлений на дві або більше пар підшипників і з'єднаний з пневмоциліндром з можливістю осьового і кругового переміщення, задня бабка виконана у вигляді калібра з внутрішнім циліндричним отвором діаметром, більшим від зовнішнього діаметра гвинтової заготовки, довжиною, більшою від довжини гвинтової заготовки, задня бабка оснащена приводом осьового переміщення.
Текст
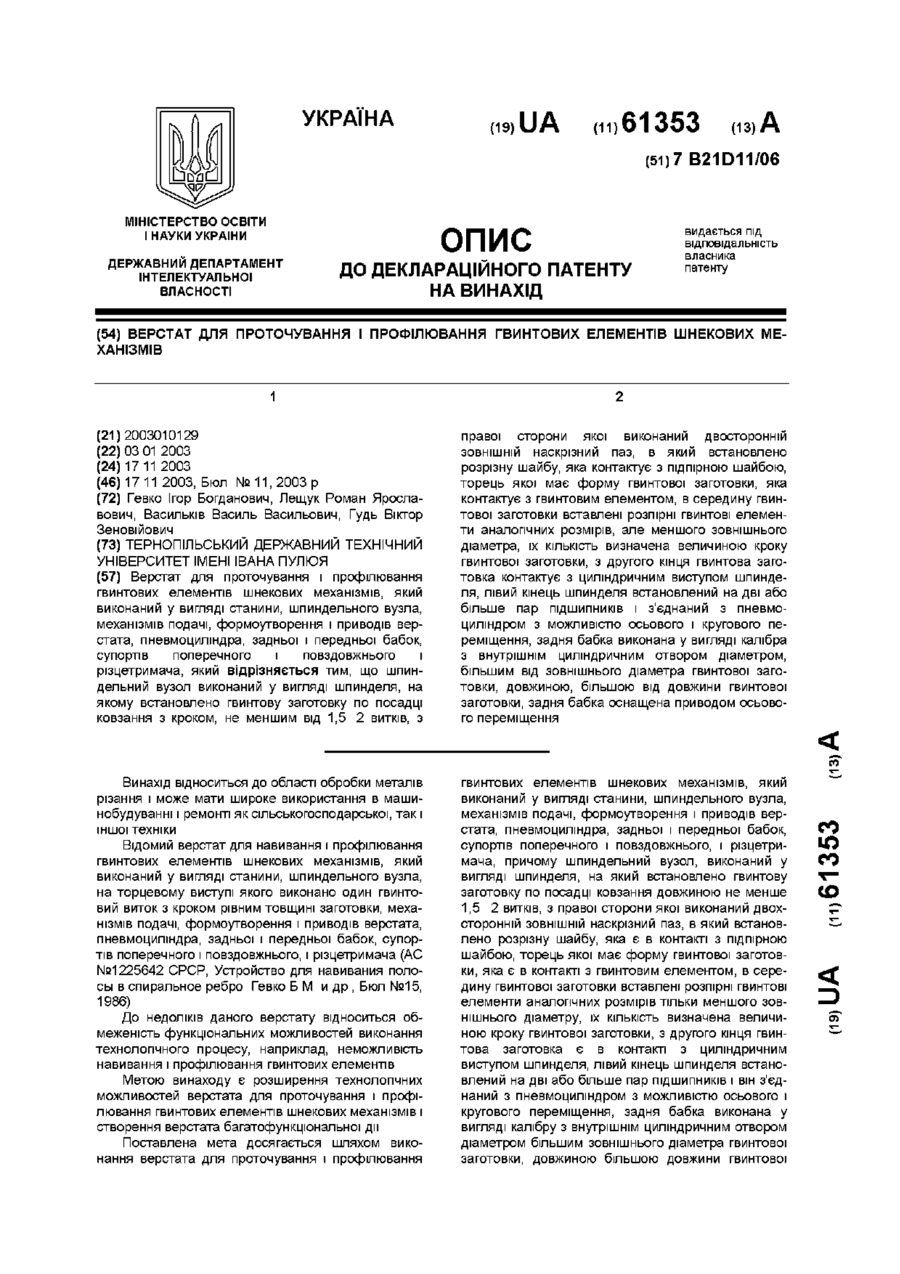
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього і різцетримача, який відрізняється тим, що шпиндельний вузол виконаний у вигляді шпинделя, на якому встановлено гвинтову заготовку по посадці ковзання з кроком, не меншим від 1,5 2 витків, з правої сторони якої виконаний двосторонній ЗОВНІШНІЙ наскрізний паз, в який встановлено розрізну шайбу, яка контактує з підпірною шайбою, торець якої має форму гвинтової заготовки, яка контактує з гвинтовим елементом, в середину гвинтової заготовки вставлені розпірні гвинтові елементи аналогічних розмірів, але меншого зовнішнього діаметра, їх КІЛЬКІСТЬ визначена величиною кроку гвинтової заготовки, з другого кінця гвинтова заготовка контактує з циліндричним виступом шпинделя, лівий кінець шпинделя встановлений на дві або більше пар ПІДШИПНИКІВ і з'єднаний з пневмоциліндром з можливістю осьового і кругового переміщення, задня бабка виконана у вигляді калібра з внутрішнім циліндричним отвором діаметром, більшим від зовнішнього діаметра гвинтової заготовки, довжиною, більшою від довжини гвинтової заготовки, задня бабка оснащена приводом осьового переміщення Винахід відноситься до області обробки металів різання і може мати широке використання в машинобудуванні і ремонті як сільськогосподарської, так і іншої техніки Відомий верстат ДЛЯ навивання і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, на торцевому виступі якого виконано один гвинтовий виток з кроком рівним товщині заготовки, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього, і різцетримача (АС №1225642 СРСР, Устройство для навивания полосы в спиральное ребро Гевко Б М и др , Бюл №15, 1986) До недоліків даного верстату відноситься обмеженість функціональних можливостей виконання технологічного процесу, наприклад, неможливість навивання і профілювання гвинтових елементів Метою винаходу є розширення технологічних можливостей верстата для проточування і профілювання гвинтових елементів шнекових механізмів і створення верстата багатофункціональної дії Поставлена мета досягається шляхом виконання верстата для проточування і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього, і різцетримача, причому шпиндельний вузол, виконаний у вигляді шпинделя, на який встановлено гвинтову заготовку по посадці ковзання довжиною не менше 1,5 2 витків, з правої сторони якої виконаний двохсторонній ЗОВНІШНІЙ наскрізний паз, в який встановлено розрізну шайбу, яка є в контакті з підпірною шайбою, торець якої має форму гвинтової заготовки, яка є в контакті з гвинтовим елементом, в середину гвинтової заготовки вставлені розпірні гвинтові елементи аналогічних розмірів тільки меншого зовнішнього діаметру, їх КІЛЬКІСТЬ визначена величиною кроку гвинтової заготовки, з другого кінця гвинтова заготовка є в контакті з циліндричним виступом шпинделя, лівий кінець шпинделя встановлений на дві або більше пар ПІДШИПНИКІВ І ВІН з'єднаний з пневмоциліндром з можливістю осьового і кругового переміщення, задня бабка виконана у вигляді калібру з внутрішнім циліндричним отвором діаметром більшим зовнішнього діаметра гвинтової заготовки, довжиною більшою довжини гвинтової СО Ю СО (О 61353 заготовки, задня бабка оснащена приводом осьовотової заготовки 11, довжиною більшої її довжини, і го переміщення вона оснащена приводом осьового переміщення До поперечного супорта жорстко закріплено різець Верстат для проточування і профілювання і 15 ВІДПОВІДНОГО призначення відновлення гвинтових елементів шнекових механізмів зображено на малюнку Робота верстата для п роточуван ня і профілювання гвинтових елементів здійснюється Верстат складається з станини 1, на якій встанаступним чином новлені і закріплені всі його вузли і механізми задня бабка 2 з пневмоциліндром 3 і прижимом 4, поДля щільного прилягання гвинтового елемента перечний 5 і поздовжній 6 супорти, передня бабка 7 10 по внутрішньому діаметру до шпинделя 7 на з пневмоциліндром 8, шпиндель 9, на який встанонього вставляється прижим 4 своїм внутрішнім влено гвинтова заготовка 10 Гвинтові заготовки 10 діаметром При цьому гвинтова заготовка 10 стивставляються по посадці ковзання на шпиндель 9 з скується по зовнішньому діаметрі і щільно прилягає попередньо встановленими між витками гвинтової до шпинделя 7 Після ЦЬОГО включається пневмозаготовки гвинтовими розпірними елементами 11 циліндр 9 і шпиндель з набором вище вказаних аналогічних розмірів тільки меншими по елементів переміщуючись вліво в отвір 14 і стизовнішньому діаметрі їх КІЛЬКІСТЬ визначається вескуючись, що забезпечує надійний і повний контакт личиною кроку гвинтової заготовки Довжина гвингвинтової заготовки 10 по внутрішньому діаметрі зі тової заготовки складає не менше 1,5 2 витки, з шпинделем (базування) Після цього за допомогою правого торця якої по зовнішньому діаметру шпинпневмоциліндра 3 прижим 4 відводиться в крайнє деля 9 виконано двохсторонній ЗОВНІШНІЙ праве положення і забезпечує доступ до гвинтової наскрізний паз, в який встановлена розрізна шайба заготовки 10 різців 15 Для цього підводиться різець 12 Остання є в контакті з торцем підпірної шайби для його проточування або профілювання (на ма13, яка встановлена на шпинделі 9, торець якої має люнку встановлено різець для профілювання), який форму гвинтової заготовки з кроком рівним кроку має ВІДПОВІДНО осьове або радіальне переміщення гвинтової заготовки 10, тільки меншого зовнішнього Після закінчення технологічного процесу протодіаметра Другий кінець гвинтової заготовки 10 впичування або профілювання гвинтової заготовки рається в торець шпинделя 3 правої сторони гвинверстат зупиняється, пневмоциліндр 9 відводить това заготовка 10 контактує з підпірною шайбою 13 і шпиндель в крайнє праве положення, при цьому фіксується на КІНЦІ шпинделя 9 розрізною шайбою осьове зусилля стискування зменшується до нуля 12, а з лівої сторони впирається у виступ Розрізна шайба 12 виймається з пазу шпинделя і циліндричного торця шпинделя 9 Гвинтова загоВІДПОВІДНО гвинтова заготовка 10 разом з підпірною товка 10 разом з підпірною шайбою 13 і розрізною шайбою 13 і розмірними гвинтовими елементами шайбою 12 стискується пневмоциліндром 8 і в та11 Повторений технологічний процес поновкому вигляді прокручується і проточується чи люється по вище вказаній технологічній схемі профілюється Лівий кінець шпинделя 9 встановлеДо переваг верстату відноситься розшино на дві або більше (на кресленні не показано) і він рення технологічних можливостей і створення версз'єднаний з пневмоциліндром 8 відомим способом з тата багатоцільового призначення для проточуванможливістю осьового і кругового переміщення Задня і профілювання гвинтових елементів шнекових ня бабка 2 виконана у вигляді калібру з внутрішнім механізмів, які мають широке використання в надіаметром 14 більшим зовнішнього діаметра гвинродному господарстві держави Комп'ютерна верстка Н Лисенко Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkbench for turning screw elements of screw conveyors
Автори англійськоюHevko Ihor Bohdanovych, Leschuk Roman Yaroslavovych, Vasylkiv Vasyl Vasyliovych, Hud Viktor Zenoviiovych
Назва патенту російськоюСтанок для протачивания винтовых элементов шнековых механизмов
Автори російськоюГевко Игорь Богданович, Лещук Роман Ярославович, Василькив Василий Васильевич, Гудь Виктор Зеновьевич
МПК / Мітки
МПК: B21D 11/06
Мітки: гвинтових, шнекових, елементів, профілювання, механізмів, верстат, проточування
Код посилання
<a href="https://ua.patents.su/2-61353-verstat-dlya-protochuvannya-i-profilyuvannya-gvintovikh-elementiv-shnekovikh-mekhanizmiv.html" target="_blank" rel="follow" title="База патентів України">Верстат для проточування і профілювання гвинтових елементів шнекових механізмів</a>
Верстат для навивання гвинтових елементів шнекових механізмів
Номер патенту: 51300
Опубліковано: 15.11.2002
Автори: Гудь Віктор Зеновійович, Лещук Роман Ярославович, Васильків Василь Васильович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: навивання, гвинтових, верстат, шнекових, механізмів, елементів
Формула / Реферат:
Верстат для навивання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, на торцевому виступі якого виконано один гвинтовий виток з кроком, рівним товщині заготовки, механізмів подачі, формоутворення і приводів верстата, задньої і передньої бабок, супортів - поперечного і повздовжнього, і різцетримача, який відрізняється тим, що на різцетримачі встановлено формуючу головку, яка виконана у вигляді...
Спосіб проточування перервних еліпсних гвинтових поверхонь
Номер патенту: 56639
Опубліковано: 15.05.2003
Автори: Гудь Віктор Зіновійович, Пилипець Михайло Ількович, Васильків Василь Васильович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: гвинтових, еліпсних, спосіб, перервних, поверхонь, проточування
Формула / Реферат:
Спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що різцеві при осьовому переміщенні надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі і гвинтовій поверхні має форму еліпсного...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Лещук Роман Ярославович, Гудь Віктор Зіновійович, Гевко Іван Богданович
МПК: B23B 5/00
Мітки: заготовок, спосіб, оправка, гвинтових, здійснення, профілювання
Формула / Реферат:
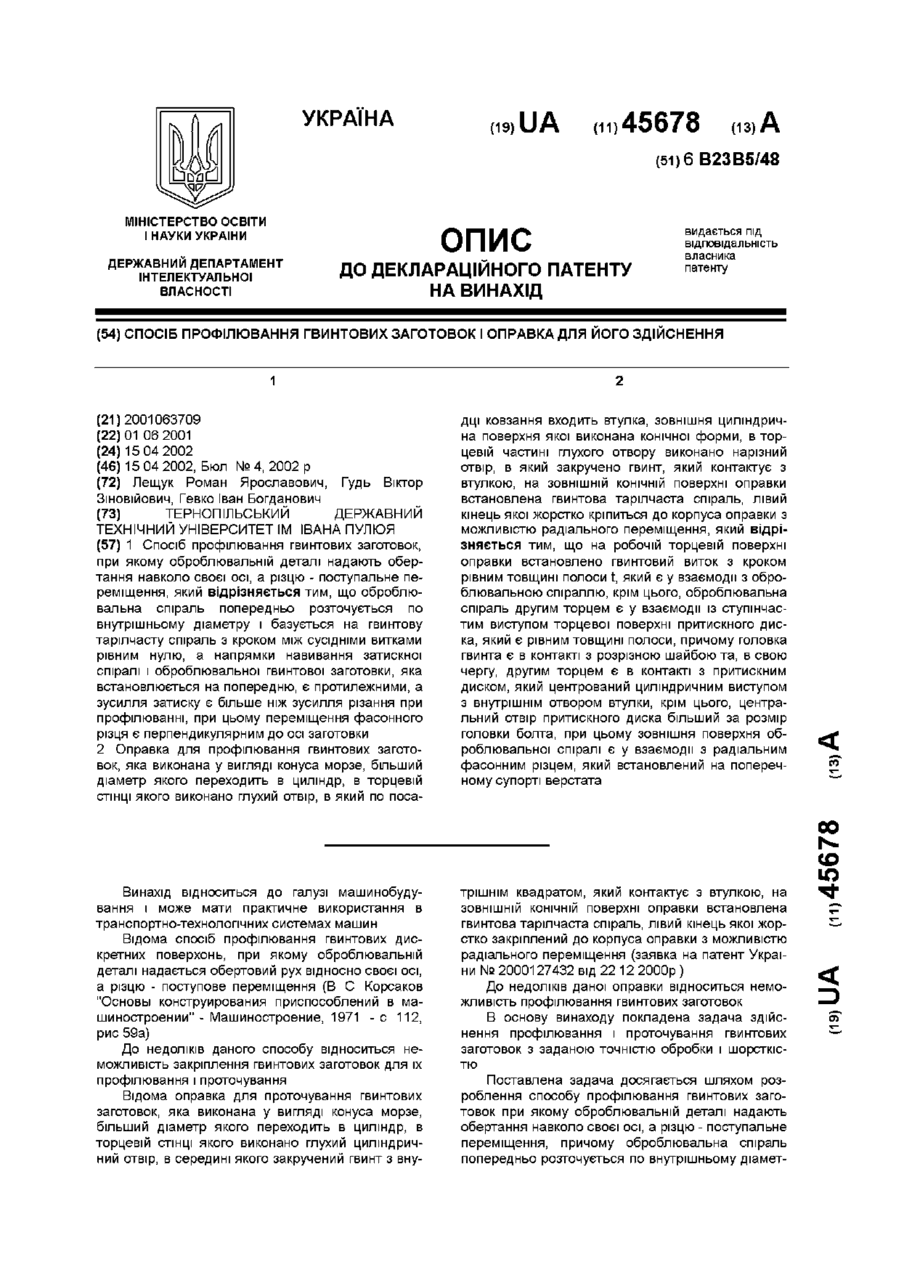
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Гевко Ігор Богданович, Гупка Богдан Васильович, Васильків Василь Васильович, Пилипець Михайло Ількович, Лясота Оксана Михайлівна
МПК: B21D 11/06
Мітки: верстат, гвинтових, заготовок, реалізації, профільних, спосіб, формоутворення
Формула / Реферат:
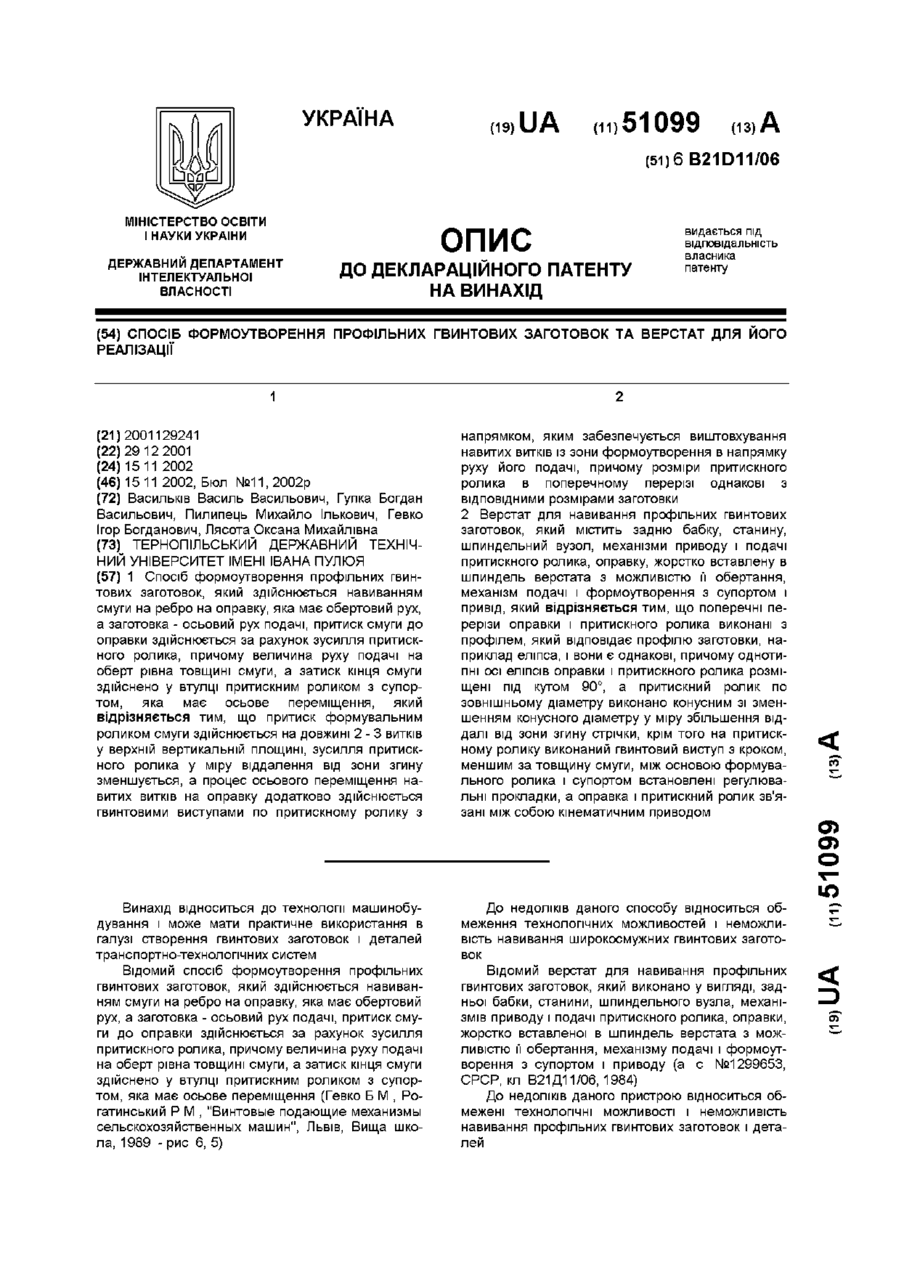
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Харий Юрій Богданович, Гевко Ігор Богданович, Васильків Василь Васильович, Пилипець Михайло Ількович, Гевко Іван Богданович, Гудь Віктор Зеновійович
МПК: B21D 11/06
Мітки: навивання, систем, елементів, пристрій, транспортно-технологічних, різнопрофільних, гвинтових
Формула / Реферат:
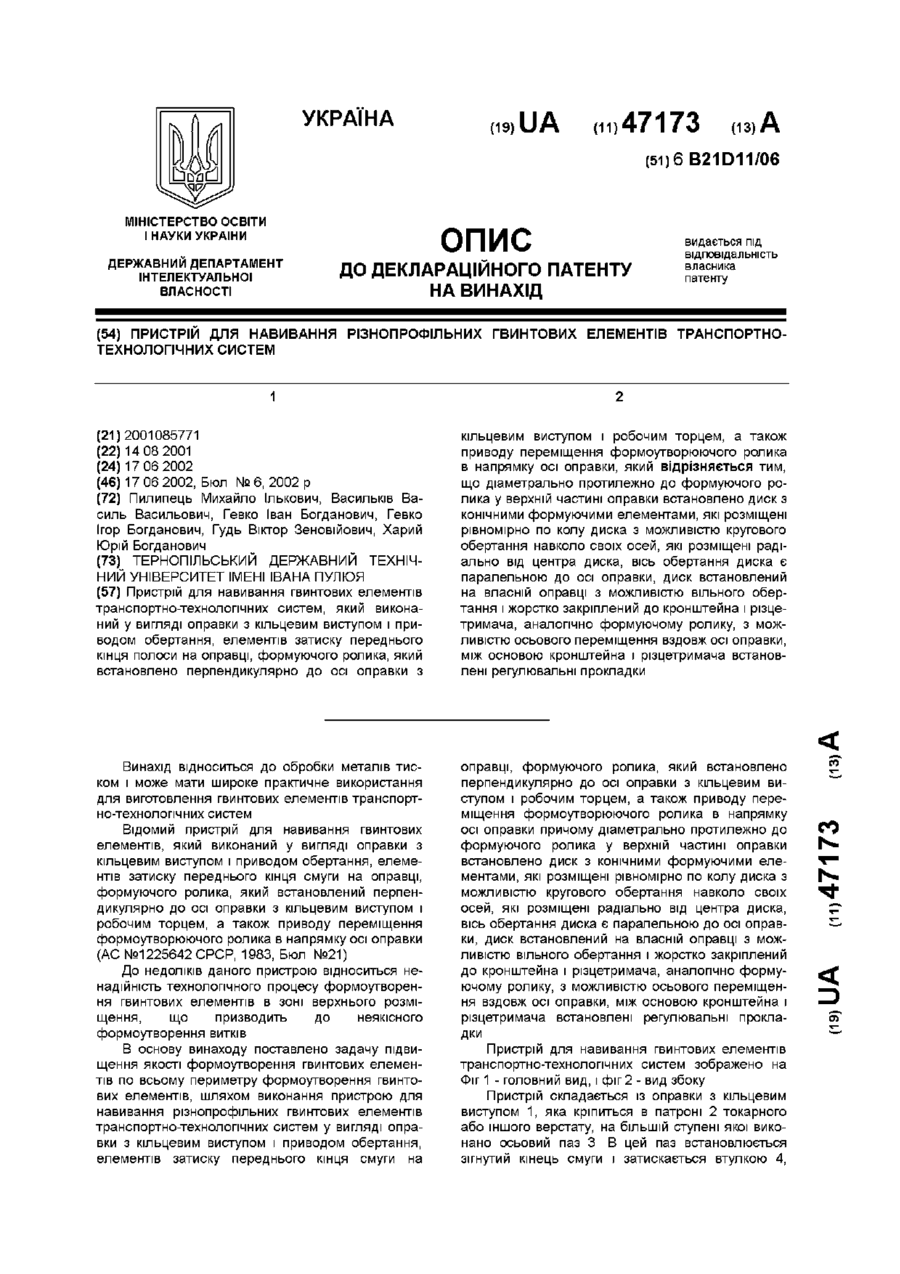
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Попередній патент: Брикет для розкиснення сталі
Наступний патент: Спосіб виготовлення гвинтових стрічкових робочих органів
Випадковий патент: Торпеда для вибухової обробки продуктивних пластів