Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Лещук Роман Ярославович, Гудь Віктор Зіновійович, Гевко Іван Богданович
Формула / Реферат
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є протилежними, а зусилля затиску є більше ніж зусилля різання при профілюванні, при цьому переміщення фасонного різця є перпендикулярним до осі заготовки.
2. Оправка для профілювання гвинтових заготовок, яка виконана у вигляді конуса морзе, більший діаметр якого переходить в циліндр, в торцевій стінці якого виконано глухий отвір, в який по посадці ковзання входить втулка, зовнішня циліндрична поверхня якої виконана конічної форми, в торцевій частині глухого отвору виконано нарізний отвір, в який закручено гвинт, який контактує з втулкою, на зовнішній конічній поверхні оправки встановлена гвинтова тарілчаста спіраль, лівий кінець якої жорстко кріпиться до корпуса оправки з можливістю радіального переміщення, який відрізняється тим, що на робочій торцевій поверхні оправки встановлено гвинтовий виток з кроком рівним товщині полоси t, який є у взаємодії з оброблювальною спіраллю, крім цього, оброблювальна спіраль другим торцем є у взаємодії із ступінчастим виступом торцевої поверхні притискного диска, який є рівним товщині полоси, причому головка гвинта є в контакті з розрізною шайбою та, в свою чергу, другим торцем є в контакті з притискним диском, який центрований циліндричним виступом з внутрішнім отвором втулки, крім цього, центральний отвір притискного диска більший за розмір головки болта, при цьому зовнішня поверхня оброблювальної спіралі є у взаємодії з радіальним фасонним різцем, який встановлений на поперечному супорті верстата.
Текст
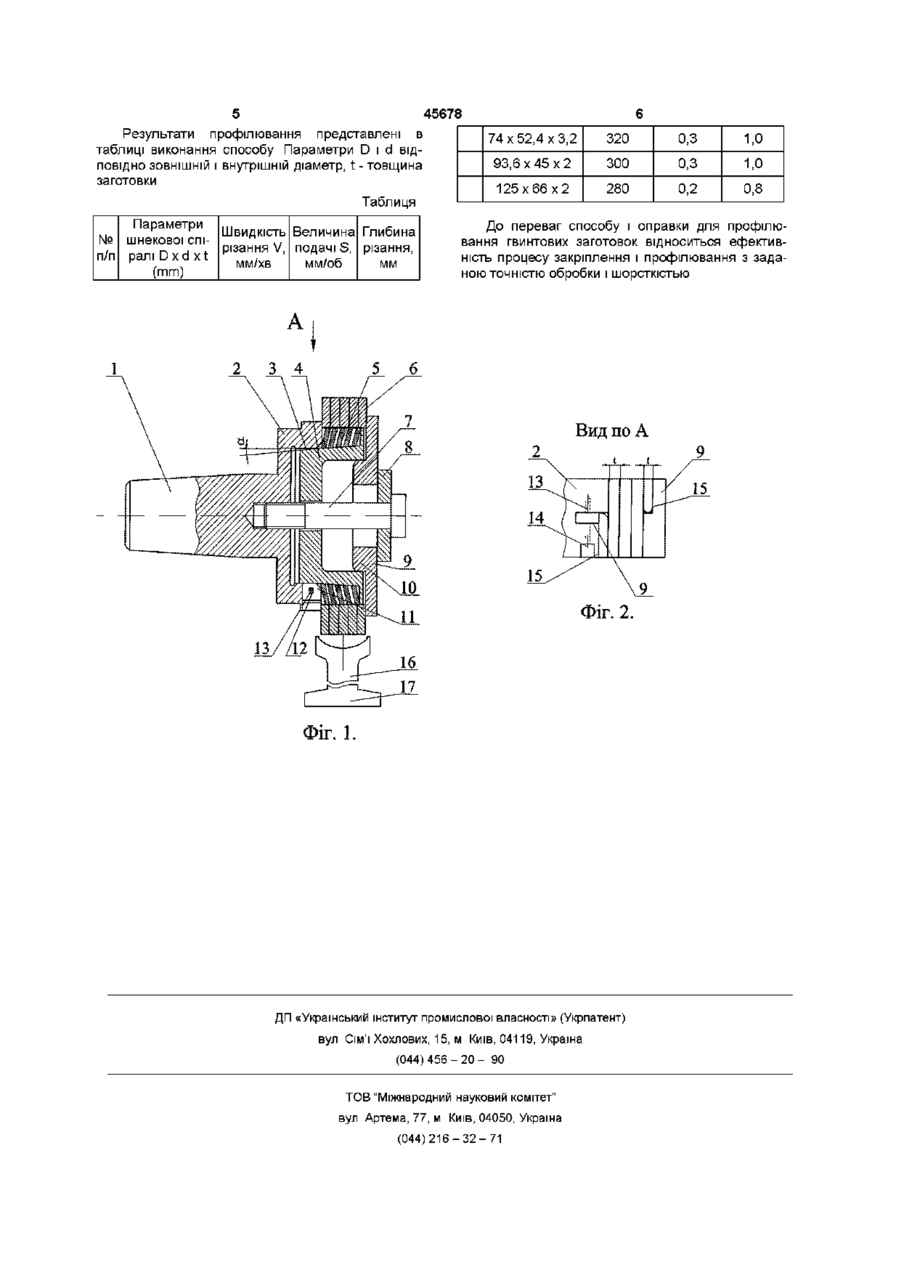
1 Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є протилежними, а зусилля затиску є більше ніж зусилля різання при профілюванні, при цьому переміщення фасонного різця є перпендикулярним до осі заготовки 2 Оправка для профілювання гвинтових заготовок, яка виконана у вигляді конуса морзе, більший діаметр якого переходить в циліндр, в торцевій СТІНЦІ якого виконано глухий отвір, в який по поса дці ковзання входить втулка, зовнішня циліндрична поверхня якої виконана конічної форми, в торцевій частині глухого отвору виконано нарізний отвір, в який закручено гвинт, який контактує з втулкою, на ЗОВНІШНІЙ КОНІЧНІЙ поверхні оправки встановлена гвинтова тарілчаста спіраль, лівий кінець якої жорстко кріпиться до корпуса оправки з можливістю радіального переміщення, який відрізняється тим, що на робочій торцевій поверхні оправки встановлено гвинтовий виток з кроком рівним товщині полоси t, який є у взаємодії з оброблювальною спіраллю, крім цього, оброблювальна спіраль другим торцем є у взаємодії із ступінчастим виступом торцевої поверхні притискного диска, який є рівним товщині полоси, причому головка гвинта є в контакті з розрізною шайбою та, в свою чергу, другим торцем є в контакті з притискним диском, який центрований циліндричним виступом з внутрішнім отвором втулки, крім цього, центральний отвір притискного диска більший за розмір головки болта, при цьому зовнішня поверхня оброблювальної спіралі є у взаємодії з радіальним фасонним різцем, який встановлений на поперечному супорті верстата 00 (О Винахід відноситься до галузі машинобудування і може мати практичне використання в транспортно-технологічних системах машин Відома спосіб профілювання гвинтових дискретних поверхонь, при якому оброблювальній деталі надається обертовий рух відносно своєї осі, а різцю - поступове переміщення (В С Корсаков "Основы конструирования приспособлений в машиностроении" - Машиностроение, 1971 - с 112, рис 59а) До недоліків даного способу відноситься неможливість закріплення гвинтових заготовок для їх профілювання і проточування Відома оправка для проточування гвинтових заготовок, яка виконана у вигляді конуса морзе, більший діаметр якого переходить в циліндр, в торцевій СТІНЦІ якого виконано глухий циліндричний отвір, в середині якого закручений гвинт з вну трішнім квадратом, який контактує з втулкою, на ЗОВНІШНІЙ КОНІЧНІЙ поверхні оправки встановлена гвинтова тарілчаста спіраль, лівий кінець якої жорстко закріплений до корпуса оправки з можливістю радіального переміщення (заявка на патент України № 2000127432 від 22 12 2000р ) До недоліків даної оправки відноситься неможливість профілювання гвинтових заготовок В основу винаходу покладена задача здійснення профілювання і проточування гвинтових заготовок з заданою точністю обробки і шорсткістю Поставлена задача досягається шляхом розроблення способу профілювання гвинтових заготовок при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, причому оброблювальна спіраль попередньо розточується по внутрішньому діамет ю 45678 оправки 11 отвором 12 на штифт 13, з можливістю осьового переміщення Під штифт 13 в оправці виконана фаска 14 Для щільного прилягання гвинтової заготовки 6 в процесі профілювання з переднім і заднім виступами на торцевій поверхні циліндра 2 і торцевої поверхні втулки 9 виконані ВІДПОВІДНО ПО одному гвинтовому витку t позиції 15, крім цього для якісного базування і профілювання заготовка 6 попередньо розточується по внутрішньому діаметру З зовнішньою поверхнею гвинтової заготовки 6 взаємодіє радіальний фасонний різець 16 який встановлений на поперечному супорті 17 верстата Спосіб профілювання гвинтових заготовок здійснюється наступним чином Оброблювальну спіраль попередньо розточують по внутрішньому діаметру і базують її на гвинтову тарільчату спіраль Крок між сусідніми витками є рівним нулю, а напрям навивання затискної спіралі і оброблювальної гвинтової заготовки є протилежними Зусилля затиску є більшим ніж зусилля різання при профілюванні При профілюванні заготовка обертається навколо осі, а переміщення різця є перпендикулярним до осі заготовки Радіус профілю заготовки вибирається згідно її креслення Оправка своєю конічною частиною 1 вставляється в шпиндель токарного, шліфувального або іншого верстату Гвинт 7 викручується і звільняється від осьового зусилля гвинтова тарілчаста пружина 5 і при цьому вона зменшується по зовнішньому діаметру Розрізна шайба 8 знімається з болта своїм пазом, а також знімається притискний диск через головку гвинта 7 На ЗОВНІШНІЙ діаметр Оправка для профілювання гвинтових заготогвинтової тарілчастої пружини 5 встановлюється вок зображена на фіг 1 -головний вигляд, фіг 2 гвинтова заготовка 6 Після чого притискна втулка вид зверху по А фіг 1 9 встановлюється на гвинт 7, центрується вистуОправка для профілювання гвинтових заготопом 10 по отвору втулки 4 між торцями притискновок складається з конуса морзе 1, більший діаметр го диску 9 і головкою гвинта встановлюється розякого переходить в циліндр 2 в середині якого вирізна шайба 8 Загвинчується гвинт і ВІДПОВІДНО конаний глухий отвір З В цей отвір 3 по посадці тарілчаста гвинтова пружина 5 збільшується в ковзання входить втулка 4, зовнішня циліндрична зовнішньому діаметрі і при цьому здійснюється поверхня якої виконана конічної форми На цю процес затиску гвинтової заготовки Важливим поверхню встановлюється гвинтова тарілчаста моментом є те, щоб КІНЦІ заготовки товщиною t пружина 5 своєї конічною внутрішньою поверхнею, входили в торцеві пази 15, які забезпечують додаа на зовнішню циліндричну встановлюється внуттковий затиск заготовки 6 і підвищують жорсткість рішнім діаметром гвинтова заготовка 6 з кроком системи ВПІД між сусідніми витками рівним нулю Ця умова забезпечує більшу силу затиску і гарантує відсутПісля закріплення заготовки включається верність зазору між гвинтовою заготовкою 6 та тарілстат, заготовка 6 обертається а фасонний різець частою пружиною 5 Для забезпечення надійного 16 (або шліфувальний круг, на кресленні не показ'єднання вище вказаних деталей напрямки їх гвизаний) підводиться поперечним супортом і здійснтових ЛІНІЙ є протилежними нюється процес профілювання заготовки Після закінчення процесу профілювання різець 16 відвоВ торцевій частині глухого отвору 3 виконана диться, гвинт 7 викручується, знімається розрізна різь в яку закручується гвинт 7 з головкою під шайба 8, притискна втулка 9 і ВІДПОВІДНО гвинтова ключ Головка гвинта 7 контактує з розрізною заготовка 6 вже профільованою по зовнішньому шайбою 8, яка має паз більший діаметра гвинта 7 діаметру для вільного його знімання або встановлення на тіло гвинта Розрізна шайба 8 є також в контакті з Приклад виконання способу притискним диском 9, який притискує в осьовому Попередньо розточені спіралі з внутрішніми напрямку гвинтову заготовку 6 Для центрування діаметрами представленими в таблиці встановпритискного диска 9 по втулці 4 на ньому виконано люються і закріплюються гвинтом 7 на оправки циліндричний виступ 10, яким він входить в отвір ВІДПОВІДНИХ діаметрів, оправки закріплені в шпинвтулки 4 Крім цього центральний отвір притискноделі токарно-гвинторізного верстату 16К20 і за го диска 9 більший розмірів головки гвинта 7 з модопомогою фасонного різця 16 і поперечного сужливістю його вільного знімання і встановлення порту здійснюється профілювання заготовки МарЛівий кінець пружини 5 вставляється в осьовий паз ка матеріалу ріжучої пластини різця Т15К6 ру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є протилежними, а зусилля затиску є більше ніж зусилля різання при профілюванні, при цьому переміщення фасонного різця є перпендикулярним до осі заготовки Поставлена задача досягається шляхом виконання оправки для профілювання гвинтових заготовок у вигляді конуса морзе, більший діаметр якого переходить в циліндр, в торцевій СТІНЦІ якого виконано глухий циліндричний отвір, в середині якого закручений гвинт який контактує з втулкою, на ЗОВНІШНІЙ КОНІЧНІЙ поверхні оправки встановлена гвинтова тарілчаста спіраль, лівий кінець якої жорстко закріплений до корпуса оправки з можливістю радіального переміщення, а на робочій торцевій поверхні оправки виконано гвинтовий виток з кроком рівним товщині полоси t, який є у взаємодії з оброблювальною спіраллю, крім цього оброблювальна спіраль другим торцем є у взаємодії із аналогічним ступінчастим виступом торцевої поверхні притискного диска, який є рівним товщині полоси, причому головка гвинта є в контакті з розрізною шайбою, яка другим торцем є в контакті з притискним диском, який центрований циліндричним виступом з внутрішнім отвором втулки, крім цього центральний отвір притискного диска більший розміру головки болта, при цьому зовнішня поверхня оброблювальної спіралі є у взаємодії з радіальним фасонним різцем, який встановлений на поперечному супорті верстата 5 45678 Результати профілювання представлені в таблиці виконання способу Параметри D і d ВІДПОВІДНО ЗОВНІШНІЙ і внутрішній діаметр, t - товщина заготовки Таблиця Параметри Швидкість Величина Глибина № шнекової спірізання V, подачі S, різання, п/п ралі D х d x t мм/хв мм/об мм (mm) 74x52,4x3,2 320 0,3 1,0 93,6x45x2 300 0,3 1,0 125x66x2 280 0,2 0,8 До переваг способу і оправки для профілювання гвинтових заготовок відноситься ефективність процесу закріплення і профілювання з заданою точністю обробки і шорсткістью А 2 5 3 4 6 Вид по А 2 , Фіг. 2. 13//12 N - И \^=> Фіг. 1. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 . 9
ДивитисяДодаткова інформація
Автори англійськоюLeschuk Roman Yaroslavovych, Hevko Ivan Bohdanovych
Автори російськоюЛещук Роман Ярославович, Гевко Иван Богданович
МПК / Мітки
МПК: B23B 5/00
Мітки: гвинтових, заготовок, оправка, профілювання, здійснення, спосіб
Код посилання
<a href="https://ua.patents.su/3-45678-sposib-profilyuvannya-gvintovikh-zagotovok-i-opravka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб профілювання гвинтових заготовок і оправка для його здійснення</a>
Оправка з гвинтовою затискною пружиною
Номер патенту: 40988
Опубліковано: 15.08.2001
Автори: Геник Ігор Степанович, Лещук Роман Ярославович, Гудь Віктор Зеновійович, Гевко Іван Богданович, Пилипець Михайло Ількович
МПК: B23B 13/00
Мітки: оправка, пружиною, затискною, гвинтовою
Формула / Реферат:
Оправка з гвинтовою затискною пружиною, яка виконана у вигляді конуса Морзе, більший діаметр якого переходить в циліндр, в середині якого виконано глухий циліндричний отвір, в торцевій стінці якого закручується гвинт з внутрішнім квадратом, який контактує з втулкою, яка входить по посадці ковзання в центральний глухий отвір, яка відрізняється тим, що на вільній частині втулки, яка не входить в глухий отвір, виконана зовнішня конічна поверхня,...
Спосіб витягування заготовок та пристрій для його здійснення

Номер патенту: 12726
Опубліковано: 28.02.1997
Автори: Левін Павло Олександрович, Шапочка Сергій Миколайович, Піроженко Микола Григорович, Дюдкін Дмитро Олександрович
МПК: B22D 11/16
Мітки: витягування, заготовок, спосіб, пристрій, здійснення
Формула / Реферат:
(57) 1. Способ вытягивания заготовок, преимущественно при непрерывном литье, включающий приложение к заготовке усилия вытягивания, отличающийся тем, что измеряют периодическое сопротивление вытягиванию, прикладывают к заготовке прижатием поверхности трения без проскальзывания уравновешивающее усилие, равноегде G - уравновешивающее усилие;Fmax - предельное значение периодического сопротивления вытягиванию F;Fmaxоб -...
Спосіб спрямування безперервних заготовок в установці для безперервного розливу та пристрій для його здійснення
Номер патенту: 43431
Опубліковано: 17.12.2001
Автор: Плешучнігг Фріц-Петер
МПК: B22D 11/128
Мітки: заготовок, безперервних, установці, спосіб, здійснення, пристрій, розливу, спрямування, безперервного
Формула / Реферат:
1. Спосіб спрямування безперервних заготовок в установці для безперервного розливу, зокрема в установці для виготовлення тонких зливків зі сталі, що включає заливку металу в кристалізатор, пряме охолодження безперервної заготовки шляхом подачі охолоджувача на її поверхню, переміщення заготовки з точно заданою швидкістю через кліть безперервного розливу за допомогою механічних засобів, утримування заготовки у формі і регулювання швидкості...
Спосіб кування заготовок і чотирьохбойковий кувальний пристрій для його здійснення
Номер патенту: 34978
Опубліковано: 15.03.2001
Автори: Брагінець Віктор Іванович, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович
МПК: B21J 13/02, B21J 1/04
Мітки: кування, заготовок, спосіб, кувальний, чотирьохбойковий, здійснення, пристрій
Формула / Реферат:
1. Спосіб кування заготовок, який включає обтиснення заготовки двома парами бойків у радіальному напрямку з прикладенням до неї з боку бойків одночасно зусиль нормального обтиснення і зусиль зсуву, подачу і кантування заготовки, який відрізняється тим, що кування здійснюють в три стадії: основну, проміжну і заключну, при цьому на основній стадії обтиснення виконують з впровадженням бокових поверхонь бойків в тіло заготовки, а на основній і...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: пристрій, гвинтових, спіралей, неперервного, профільних, навивання
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Попередній патент: Спосіб виготовлення різнопрофільних спіралей шнеків
Наступний патент: Будівельний прямовиc
Випадковий патент: Спосіб утилізації ламінованої паперової упаковки