Спосіб обробки бічних кромок зубів зубчастого колеса
Номер патенту: 81948
Опубліковано: 10.07.2013
Автори: Лахін Олексій Михайлович, Таровик Артем Борисович, Михайлов Олександр Миколайович

Формула / Реферат
Спосіб обробки бічних кромок зубів зубчастого колеса, що включає обертання інструменту і подачу шляхом послідовного обходу інструменту по кромці зуба, який відрізняється тим, що абразивний інструмент обертають навколо осі, розташованої коаксіально відносно осі зубчастого колеса, прямолінійно переміщують ролики, вісь яких збігається з подовжньою віссю зубчастого колеса, в площині, що проходить через подовжню вісь зубчастого колеса, причому кількість роликів кратне числу зубів колеса.
Текст
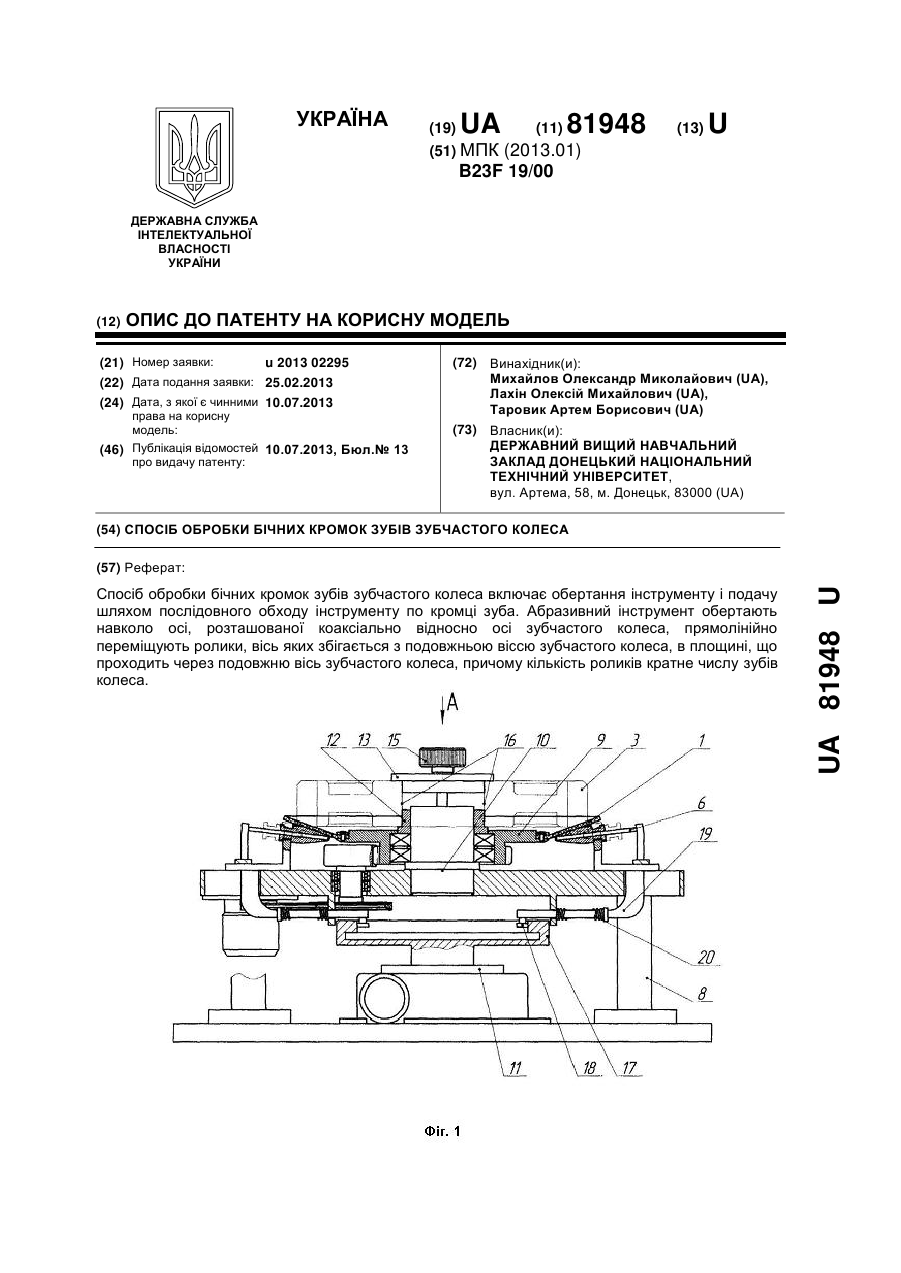
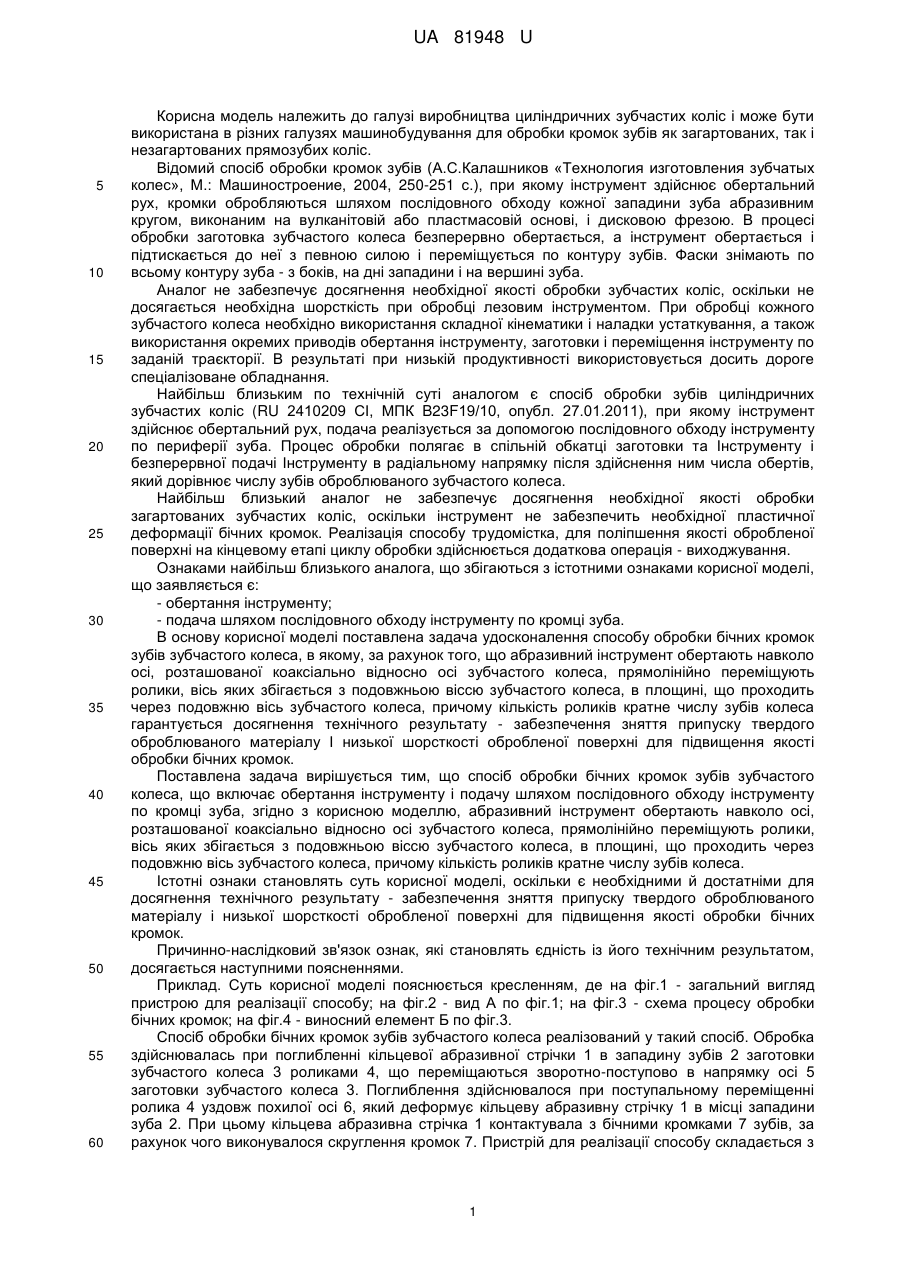
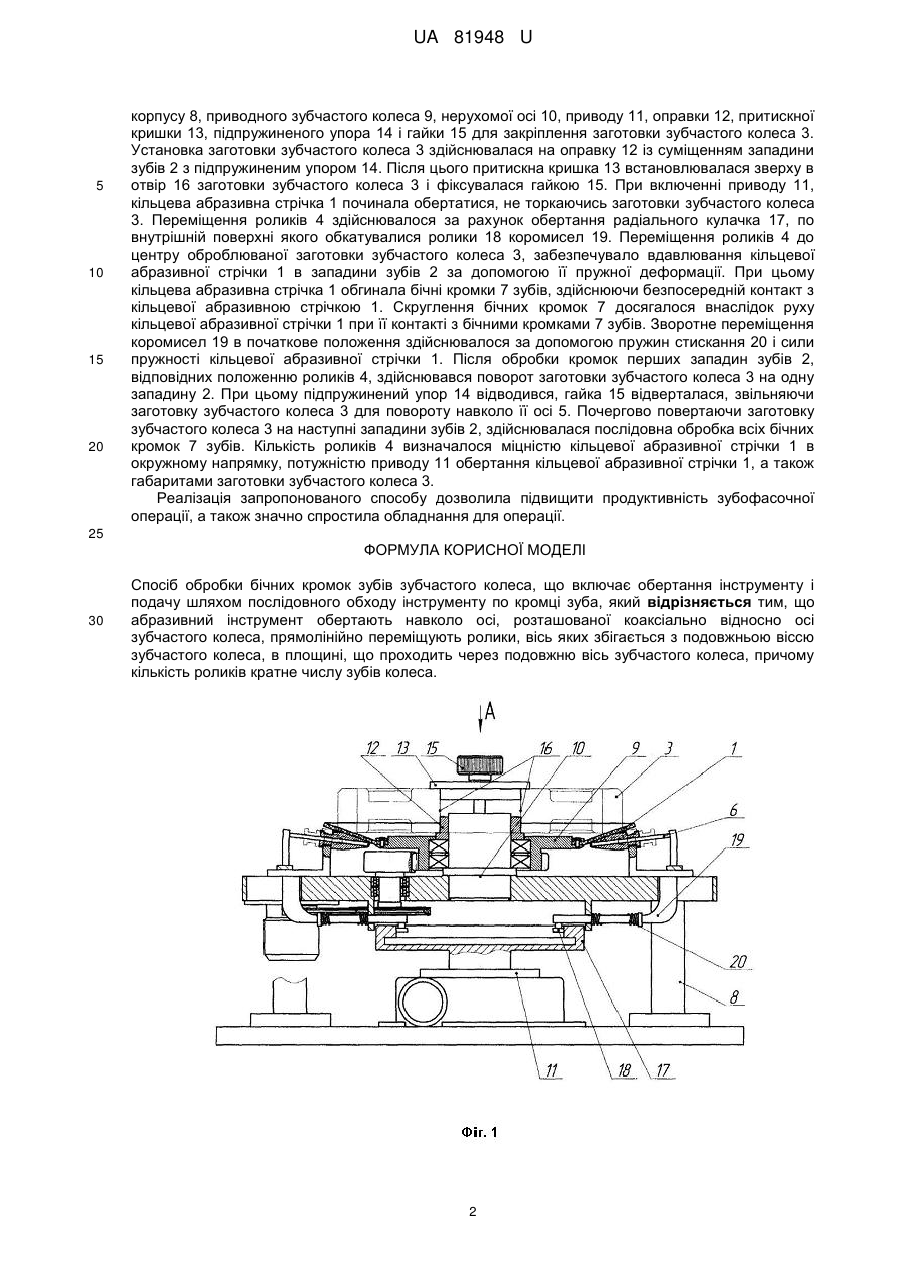
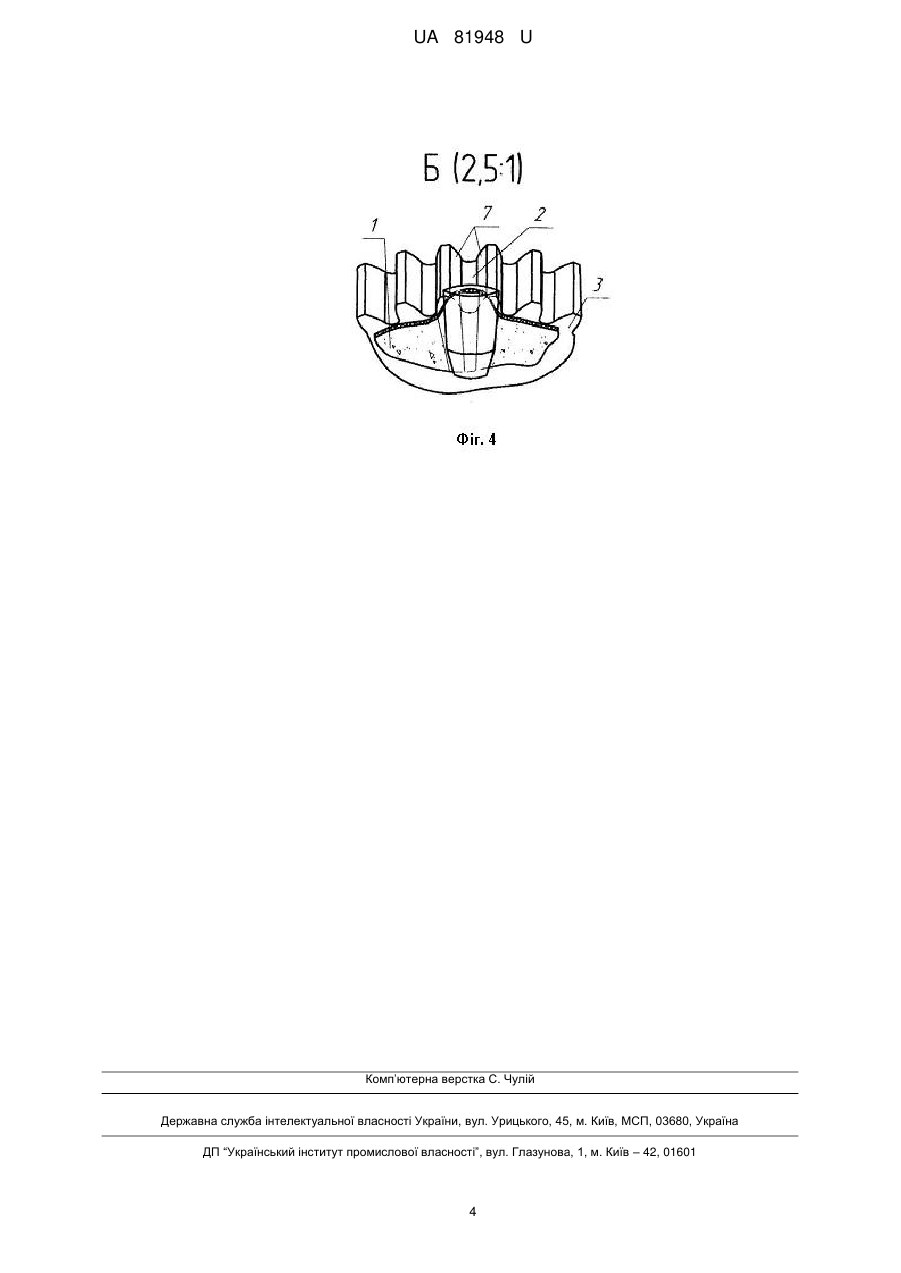
Реферат: UA 81948 U UA 81948 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виробництва циліндричних зубчастих коліс і може бути використана в різних галузях машинобудування для обробки кромок зубів як загартованих, так і незагартованих прямозубих коліс. Відомий спосіб обробки кромок зубів (А.С.Калашников «Технология изготовления зубчатых колес», Μ.: Машиностроение, 2004, 250-251 с.), при якому інструмент здійснює обертальний рух, кромки обробляються шляхом послідовного обходу кожної западини зуба абразивним кругом, виконаним на вулканітовій або пластмасовій основі, і дисковою фрезою. В процесі обробки заготовка зубчастого колеса безперервно обертається, а інструмент обертається і підтискається до неї з певною силою і переміщується по контуру зубів. Фаски знімають по всьому контуру зуба - з боків, на дні западини і на вершині зуба. Аналог не забезпечує досягнення необхідної якості обробки зубчастих коліс, оскільки не досягається необхідна шорсткість при обробці лезовим інструментом. При обробці кожного зубчастого колеса необхідно використання складної кінематики і наладки устаткування, а також використання окремих приводів обертання інструменту, заготовки і переміщення інструменту по заданій траєкторії. В результаті при низькій продуктивності використовується досить дороге спеціалізоване обладнання. Найбільш близьким по технічній суті аналогом є спосіб обробки зубів циліндричних зубчастих коліс (RU 2410209 СІ, МПК B23F19/10, опубл. 27.01.2011), при якому інструмент здійснює обертальний рух, подача реалізується за допомогою послідовного обходу інструменту по периферії зуба. Процес обробки полягає в спільній обкатці заготовки та Інструменту і безперервної подачі Інструменту в радіальному напрямку після здійснення ним числа обертів, який дорівнює числу зубів оброблюваного зубчастого колеса. Найбільш близький аналог не забезпечує досягнення необхідної якості обробки загартованих зубчастих коліс, оскільки інструмент не забезпечить необхідної пластичної деформації бічних кромок. Реалізація способу трудомістка, для поліпшення якості обробленої поверхні на кінцевому етапі циклу обробки здійснюється додаткова операція - виходжування. Ознаками найбільш близького аналога, що збігаються з істотними ознаками корисної моделі, що заявляється є: - обертання інструменту; - подача шляхом послідовного обходу інструменту по кромці зуба. В основу корисної моделі поставлена задача удосконалення способу обробки бічних кромок зубів зубчастого колеса, в якому, за рахунок того, що абразивний інструмент обертають навколо осі, розташованої коаксіально відносно осі зубчастого колеса, прямолінійно переміщують ролики, вісь яких збігається з подовжньою віссю зубчастого колеса, в площині, що проходить через подовжню вісь зубчастого колеса, причому кількість роликів кратне числу зубів колеса гарантується досягнення технічного результату - забезпечення зняття припуску твердого оброблюваного матеріалу І низької шорсткості обробленої поверхні для підвищення якості обробки бічних кромок. Поставлена задача вирішується тим, що спосіб обробки бічних кромок зубів зубчастого колеса, що включає обертання інструменту і подачу шляхом послідовного обходу інструменту по кромці зуба, згідно з корисною моделлю, абразивний інструмент обертають навколо осі, розташованої коаксіально відносно осі зубчастого колеса, прямолінійно переміщують ролики, вісь яких збігається з подовжньою віссю зубчастого колеса, в площині, що проходить через подовжню вісь зубчастого колеса, причому кількість роликів кратне числу зубів колеса. Істотні ознаки становлять суть корисної моделі, оскільки є необхідними й достатніми для досягнення технічного результату - забезпечення зняття припуску твердого оброблюваного матеріалу і низької шорсткості обробленої поверхні для підвищення якості обробки бічних кромок. Причинно-наслідковий зв'язок ознак, які становлять єдність із його технічним результатом, досягається наступними поясненнями. Приклад. Суть корисної моделі пояснюється кресленням, де на фіг.1 - загальний вигляд пристрою для реалізації способу; на фіг.2 - вид А по фіг.1; на фіг.3 - схема процесу обробки бічних кромок; на фіг.4 - виносний елемент Б по фіг.3. Спосіб обробки бічних кромок зубів зубчастого колеса реалізований у такий спосіб. Обробка здійснювалась при поглибленні кільцевої абразивної стрічки 1 в западину зубів 2 заготовки зубчастого колеса 3 роликами 4, що переміщаються зворотно-поступово в напрямку осі 5 заготовки зубчастого колеса 3. Поглиблення здійснювалося при поступальному переміщенні ролика 4 уздовж похилої осі 6, який деформує кільцеву абразивну стрічку 1 в місці западини зуба 2. При цьому кільцева абразивна стрічка 1 контактувала з бічними кромками 7 зубів, за рахунок чого виконувалося скруглення кромок 7. Пристрій для реалізації способу складається з 1 UA 81948 U 5 10 15 20 корпусу 8, приводного зубчастого колеса 9, нерухомої осі 10, приводу 11, оправки 12, притискної кришки 13, підпружиненого упора 14 і гайки 15 для закріплення заготовки зубчастого колеса 3. Установка заготовки зубчастого колеса 3 здійснювалася на оправку 12 із суміщенням западини зубів 2 з підпружиненим упором 14. Після цього притискна кришка 13 встановлювалася зверху в отвір 16 заготовки зубчастого колеса 3 і фіксувалася гайкою 15. При включенні приводу 11, кільцева абразивна стрічка 1 починала обертатися, не торкаючись заготовки зубчастого колеса 3. Переміщення роликів 4 здійснювалося за рахунок обертання радіального кулачка 17, по внутрішній поверхні якого обкатувалися ролики 18 коромисел 19. Переміщення роликів 4 до центру оброблюваної заготовки зубчастого колеса 3, забезпечувало вдавлювання кільцевої абразивної стрічки 1 в западини зубів 2 за допомогою її пружної деформації. При цьому кільцева абразивна стрічка 1 обгинала бічні кромки 7 зубів, здійснюючи безпосередній контакт з кільцевої абразивною стрічкою 1. Скруглення бічних кромок 7 досягалося внаслідок руху кільцевої абразивної стрічки 1 при її контакті з бічними кромками 7 зубів. Зворотне переміщення коромисел 19 в початкове положення здійснювалося за допомогою пружин стискання 20 і сили пружності кільцевої абразивної стрічки 1. Після обробки кромок перших западин зубів 2, відповідних положенню роликів 4, здійснювався поворот заготовки зубчастого колеса 3 на одну западину 2. При цьому підпружинений упор 14 відводився, гайка 15 відверталася, звільняючи заготовку зубчастого колеса 3 для повороту навколо її осі 5. Почергово повертаючи заготовку зубчастого колеса 3 на наступні западини зубів 2, здійснювалася послідовна обробка всіх бічних кромок 7 зубів. Кількість роликів 4 визначалося міцністю кільцевої абразивної стрічки 1 в окружному напрямку, потужністю приводу 11 обертання кільцевої абразивної стрічки 1, а також габаритами заготовки зубчастого колеса 3. Реалізація запропонованого способу дозволила підвищити продуктивність зубофасочної операції, а також значно спростила обладнання для операції. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб обробки бічних кромок зубів зубчастого колеса, що включає обертання інструменту і подачу шляхом послідовного обходу інструменту по кромці зуба, який відрізняється тим, що абразивний інструмент обертають навколо осі, розташованої коаксіально відносно осі зубчастого колеса, прямолінійно переміщують ролики, вісь яких збігається з подовжньою віссю зубчастого колеса, в площині, що проходить через подовжню вісь зубчастого колеса, причому кількість роликів кратне числу зубів колеса. 2 UA 81948 U 3 UA 81948 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treating side edges of wheel gear teeth
Автори англійськоюMykhailov Oleksandr Mykolaiovych, Lakhin Oleksii Mykhailovych, Tarovyk Artem Borysovych
Назва патенту російськоюСпособ обработки боковых кромок зубьев зубчатого колеса
Автори російськоюМихайлов Александр Николаевич, Лахин Алексей Михайлович, Таровик Артем Борисович
МПК / Мітки
МПК: B23F 19/00
Мітки: спосіб, зубів, кромок, колеса, зубчастого, обробки, бічних
Код посилання
<a href="https://ua.patents.su/6-81948-sposib-obrobki-bichnikh-kromok-zubiv-zubchastogo-kolesa.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки бічних кромок зубів зубчастого колеса</a>
Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення
Номер патенту: 55734
Опубліковано: 15.04.2003
Автори: Валявський Андрій Олександрович, Підгаєцький Михайло Матвійович, Скібінський Олександр Іванович
МПК: B23F 15/00
Мітки: зубців, обробки, внутрішнього, внутрішніх, зовнішнього, колеса, зубчастого, цівкового, спосіб, зачеплення, позацентроїдного
Формула / Реферат:
1. Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення, який створює верстатне зачеплення і повторює роботу передачі, в якій внутрішнє колесо є однолезовим інструментом, а зовнішнє - деталлю, і кожне з яких обертається навколо власних осей, який відрізняється тим, що однолезовий інструмент на кожному наступному проході змінює радіус власної центроїди від мінімального значення, при...
Спосіб формування міжзубного проміжку при реставрації бічних зубів
Номер патенту: 40406
Опубліковано: 10.04.2009
Автори: Герелюк Віталій Іванович, Ожоган Зиновій Романович, Ожоган Ірина Ананіївна
МПК: A61C 13/23
Мітки: міжзубного, формування, зубів, проміжку, реставрації, бічних, спосіб
Формула / Реферат:
Спосіб формування міжзубного проміжку при реставрації бічних зубів, який відрізняється тим, що формування міжзубного проміжку з боку ясен здійснюється за допомогою корду відповідного діаметра, у залежності від ширини міжзубного проміжку, ступеня рухомості зубів і атрофії міжальвеолярної перегородки, одночасно із реставрацією і шинуванням бічних зубів за допомогою скловолоконної стрічки або штифта і світлополімерного матеріалу.
Спосіб реставрації і шинування бічних зубів
Номер патенту: 34595
Опубліковано: 11.08.2008
Автори: Ожоган Зиновій Романович, Ожоган Ірина Ананіївна, Герелюк Віталій Іванович
МПК: A61C 13/225
Мітки: шинування, зубів, бічних, спосіб, реставрації
Формула / Реферат:
Спосіб шинування рухомих зубів за допомогою скловолоконної стрічки і світлополімерного матеріалу, який відрізняється тим, що одночасно із реставрацією дефектів твердих тканин сусідніх поверхонь бічних зубів, препарування твердих тканин і оклюзійної поверхні яких проводять диференційовано залежно від площі і глибини ураження, із заокругленими краями, шинування зубів проводять за допомогою скловолоконної стрічки або штифта і світлополімерного...
Спосіб з`єднання маточини з вінцем складеного зубчастого колеса
Номер патенту: 40650
Опубліковано: 27.04.2009
Автори: Цівковський Олександр Григорович, Волошин Олексій Іванович, Суков Геннадій Сергійович, Ткачов Микола Андрійович
МПК: F16H 55/00, F16H 57/00
Мітки: колеса, вінцем, з'єднання, маточини, спосіб, зубчастого, складеного
Формула / Реферат:
Спосіб з'єднання маточини з вінцем складеного зубчастого колеса, при якому у вінці й у маточині по контуру кола й з рівномірним кроком висвердлюють отвори таким чином, щоб у поперечному перерізі кожного з них одне півколо перебувало в тілі вінця, а інше - у тілі маточини, після чого вінець з'єднують із маточиною, для чого в зазначених отворах розміщають циліндричні стопорні елементи, який відрізняється тим, що спочатку вінець з'єднують із...
Зубчаста передача з еліптичними твірними бічних поверхонь евольвентних зубів
Номер патенту: 16580
Опубліковано: 15.08.2006
Автор: Попов Олексій Павлович
МПК: F16H 1/00
Мітки: зубчаста, еліптичними, передача, твірними, бічних, евольвентних, зубів, поверхонь
Формула / Реферат:
Зубчаста передача, що складається із ведучого та веденого зубчастих коліс з розташованими на них евольвентними зубами, утворюючими один з одним точковий дотик, який відрізняється тим, що твірні бічних поверхонь зубів ведучого зубчастого колеса виконані еліптичними, у зв'язку з чим півтовщини зубів ведучого зубчастого колеса, узяті по дузі ділильного кола , змінюються у...
Попередній патент: Спосіб індукції гепатоцелюлярної реорганізації в нащадків експериментальних тварин за умов пренатального програмування
Наступний патент: Пристрій для зливу хлористого магнію з апарата магнієтермічного виробництва титану
Випадковий патент: Побутова сушарка