Спосіб з`єднання маточини з вінцем складеного зубчастого колеса
Номер патенту: 40650
Опубліковано: 27.04.2009
Автори: Волошин Олексій Іванович, Цівковський Олександр Григорович, Ткачов Микола Андрійович, Суков Геннадій Сергійович
Формула / Реферат
Спосіб з'єднання маточини з вінцем складеного зубчастого колеса, при якому у вінці й у маточині по контуру кола й з рівномірним кроком висвердлюють отвори таким чином, щоб у поперечному перерізі кожного з них одне півколо перебувало в тілі вінця, а інше - у тілі маточини, після чого вінець з'єднують із маточиною, для чого в зазначених отворах розміщають циліндричні стопорні елементи, який відрізняється тим, що спочатку вінець з'єднують із маточиною посадкою з натягом, після чого здійснюють висвердлення згаданих отворів, а стопорні циліндричні елементи формують заливанням цих отворів розплавом рідкого металу, що одержують від спалювання алюмінотермітної суміші, при цьому перед заливанням рідкого металу зубчасте колесо нагрівають.
Текст
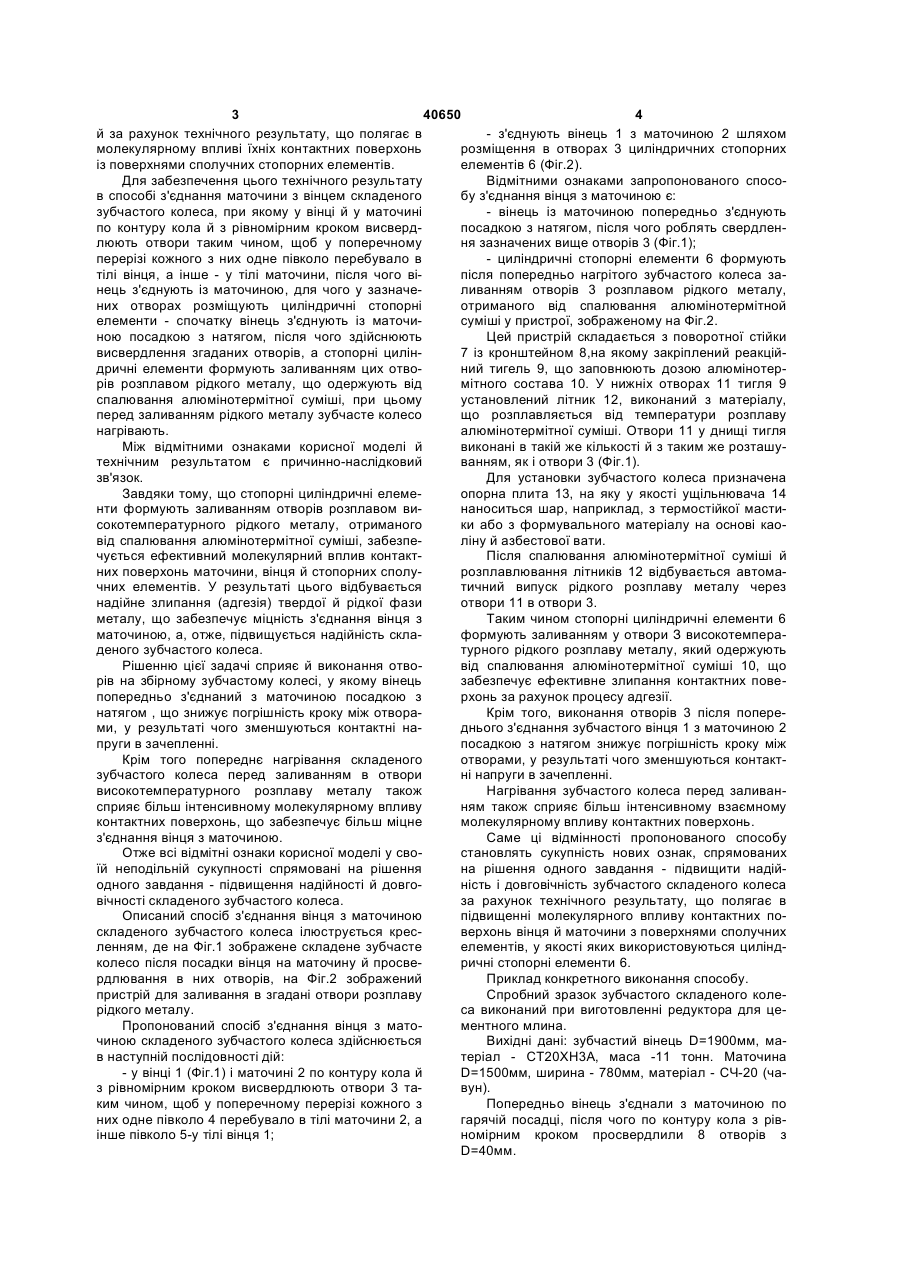
Спосіб з'єднання маточини з вінцем складеного зубчастого колеса, при якому у вінці й у маточині по контуру кола й з рівномірним кроком висвер 3 40650 4 й за рахунок технічного результату, що полягає в - з'єднують вінець 1 з маточиною 2 шляхом молекулярному впливі їхніх контактних поверхонь розміщення в отворах 3 циліндричних стопорних із поверхнями сполучних стопорних елементів. елементів 6 (Фіг.2). Для забезпечення цього технічного результату Відмітними ознаками запропонованого способу з'єднання вінця з маточиною є: в способі з'єднання маточини з вінцем складеного зубчастого колеса, при якому у вінці й у маточині - вінець із маточиною попередньо з'єднують посадкою з натягом, після чого роблять свердленпо контуру кола й з рівномірним кроком висвердня зазначених вище отворів 3 (Фіг.1); люють отвори таким чином, щоб у поперечному перерізі кожного з них одне півколо перебувало в - циліндричні стопорні елементи 6 формують після попередньо нагрітого зубчастого колеса затілі вінця, а інше - у тілі маточини, після чого вінець з'єднують із маточиною, для чого у зазначеливанням отворів 3 розплавом рідкого металу, отриманого від спалювання алюмінотермітной них отворах розміщують циліндричні стопорні елементи - спочатку вінець з'єднують із маточисуміші у пристрої, зображеному на Фіг.2. Цей пристрій складається з поворотної стійки ною посадкою з натягом, після чого здійснюють висвердлення згаданих отворів, а стопорні цилін7 із кронштейном 8,на якому закріплений реакційний тигель 9, що заповнюють дозою алюмінотердричні елементи формують заливанням цих отворів розплавом рідкого металу, що одержують від мітного состава 10. У нижніх отворах 11 тигля 9 спалювання алюмінотермітної суміші, при цьому установлений літник 12, виконаний з матеріалу, що розплавляється від температури розплаву перед заливанням рідкого металу зубчасте колесо нагрівають. алюмінотермітної суміші. Отвори 11 у днищі тигля Між відмітними ознаками корисної моделі й виконані в такій же кількості й з таким же розташутехнічним результатом є причинно-наслідковий ванням, як і отвори 3 (Фіг.1). зв'язок. Для установки зубчастого колеса призначена Завдяки тому, що стопорні циліндричні елемеопорна плита 13, на яку у якості ущільнювача 14 нти формують заливанням отворів розплавом винаноситься шар, наприклад, з термостійкої мастисокотемпературного рідкого металу, отриманого ки або з формувального матеріалу на основі каовід спалювання алюмінотермітної суміші, забезпеліну й азбестової вати. чується ефективний молекулярний вплив контактПісля спалювання алюмінотермітної суміші й них поверхонь маточини, вінця й стопорних сполурозплавлювання літників 12 відбувається автомачних елементів. У результаті цього відбувається тичний випуск рідкого розплаву металу через надійне злипання (адгезія) твердої й рідкої фази отвори 11 в отвори 3. металу, що забезпечує міцність з'єднання вінця з Таким чином стопорні циліндричні елементи 6 маточиною, а, отже, підвищується надійність склаформують заливанням у отвори З високотемпераденого зубчастого колеса. турного рідкого розплаву металу, який одержують Рішенню цієї задачі сприяє й виконання отвовід спалювання алюмінотермітної суміші 10, що рів на збірному зубчастому колесі, у якому вінець забезпечує ефективне злипання контактних повепопередньо з'єднаний з маточиною посадкою з рхонь за рахунок процесу адгезії. натягом , що знижує погрішність кроку між отвораКрім того, виконання отворів 3 після попереми, у результаті чого зменшуються контактні наднього з'єднання зубчастого вінця 1 з маточиною 2 пруги в зачепленні. посадкою з натягом знижує погрішність кроку між Крім того попереднє нагрівання складеного отворами, у результаті чого зменшуються контактзубчастого колеса перед заливанням в отвори ні напруги в зачепленні. високотемпературного розплаву металу також Нагрівання зубчастого колеса перед заливансприяє більш інтенсивному молекулярному впливу ням також сприяє більш інтенсивному взаємному контактних поверхонь, що забезпечує більш міцне молекулярному впливу контактних поверхонь. з'єднання вінця з маточиною. Саме ці відмінності пропонованого способу Отже всі відмітні ознаки корисної моделі у свостановлять сукупність нових ознак, спрямованих їй неподільній сукупності спрямовані на рішення на рішення одного завдання - підвищити надійодного завдання - підвищення надійності й довгоність і довговічність зубчастого складеного колеса вічності складеного зубчастого колеса. за рахунок технічного результату, що полягає в Описаний спосіб з'єднання вінця з маточиною підвищенні молекулярного впливу контактних поскладеного зубчастого колеса ілюструється кресверхонь вінця й маточини з поверхнями сполучних ленням, де на Фіг.1 зображене складене зубчасте елементів, у якості яких використовуються циліндколесо після посадки вінця на маточину й просверичні стопорні елементи 6. рдлювання в них отворів, на Фіг.2 зображений Приклад конкретного виконання способу. пристрій для заливання в згадані отвори розплаву Спробний зразок зубчастого складеного колерідкого металу. са виконаний при виготовленні редуктора для цеПропонований спосіб з'єднання вінця з матоментного млина. чиною складеного зубчастого колеса здійснюється Вихідні дані: зубчастий вінець D=1900мм, мав наступній послідовності дій: теріал - СТ20ХН3А, маса -11 тонн. Маточина - у вінці 1 (Фіг.1) і маточині 2 по контуру кола й D=1500мм, ширина - 780мм, матеріал - СЧ-20 (чаз рівномірним кроком висвердлюють отвори 3 тавун). ким чином, щоб у поперечному перерізі кожного з Попередньо вінець з'єднали з маточиною по них одне півколо 4 перебувало в тілі маточини 2, а гарячій посадці, після чого по контуру кола з рівінше півколо 5-у тілі вінця 1; номірним кроком просвердлили 8 отворів з D=40мм. 5 40650 6 Перед заповненням цих отворів розплавом ричних стопорних елементів із циліндричними порідкого металу, отриманого від згоряння термітної верхнями отворів вінця й маточини експлуатаційсуміші, зубчасте колесо нагріли газовими пальниний ресурс складеного зубчастого колеса ками до температури 500 С. збільшився в 1,5 рази. Дослідно-промислові випробування показали, що за рахунок молекулярного зчеплення цилінд Комп’ютерна верстка А. Крижанівський Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of hub to crown of compound gear wheel
Автори англійськоюSukov Hennadii Serhiiovych, Voloshyn Oleksii Ivanovych, Tsyvkovskyi Oleksandr Hryhorovych, Tkachov Mykola Andriiovych
Назва патенту російськоюСпособ соединения ступицы с венцом составного зубчатого колеса
Автори російськоюСуков Геннадий Сергеевич, Волошин Алексей Иванович, Цывковский Александр Григорьевич, Ткачев Николай Андреевич
МПК / Мітки
МПК: F16H 57/00, F16H 55/00
Мітки: спосіб, з'єднання, складеного, маточини, вінцем, колеса, зубчастого
Код посилання
<a href="https://ua.patents.su/3-40650-sposib-zehdnannya-matochini-z-vincem-skladenogo-zubchastogo-kolesa.html" target="_blank" rel="follow" title="База патентів України">Спосіб з`єднання маточини з вінцем складеного зубчастого колеса</a>
Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення
Номер патенту: 55734
Опубліковано: 15.04.2003
Автори: Скібінський Олександр Іванович, Валявський Андрій Олександрович, Підгаєцький Михайло Матвійович
МПК: B23F 15/00
Мітки: зовнішнього, обробки, зачеплення, внутрішніх, зубців, колеса, внутрішнього, спосіб, зубчастого, цівкового, позацентроїдного
Формула / Реферат:
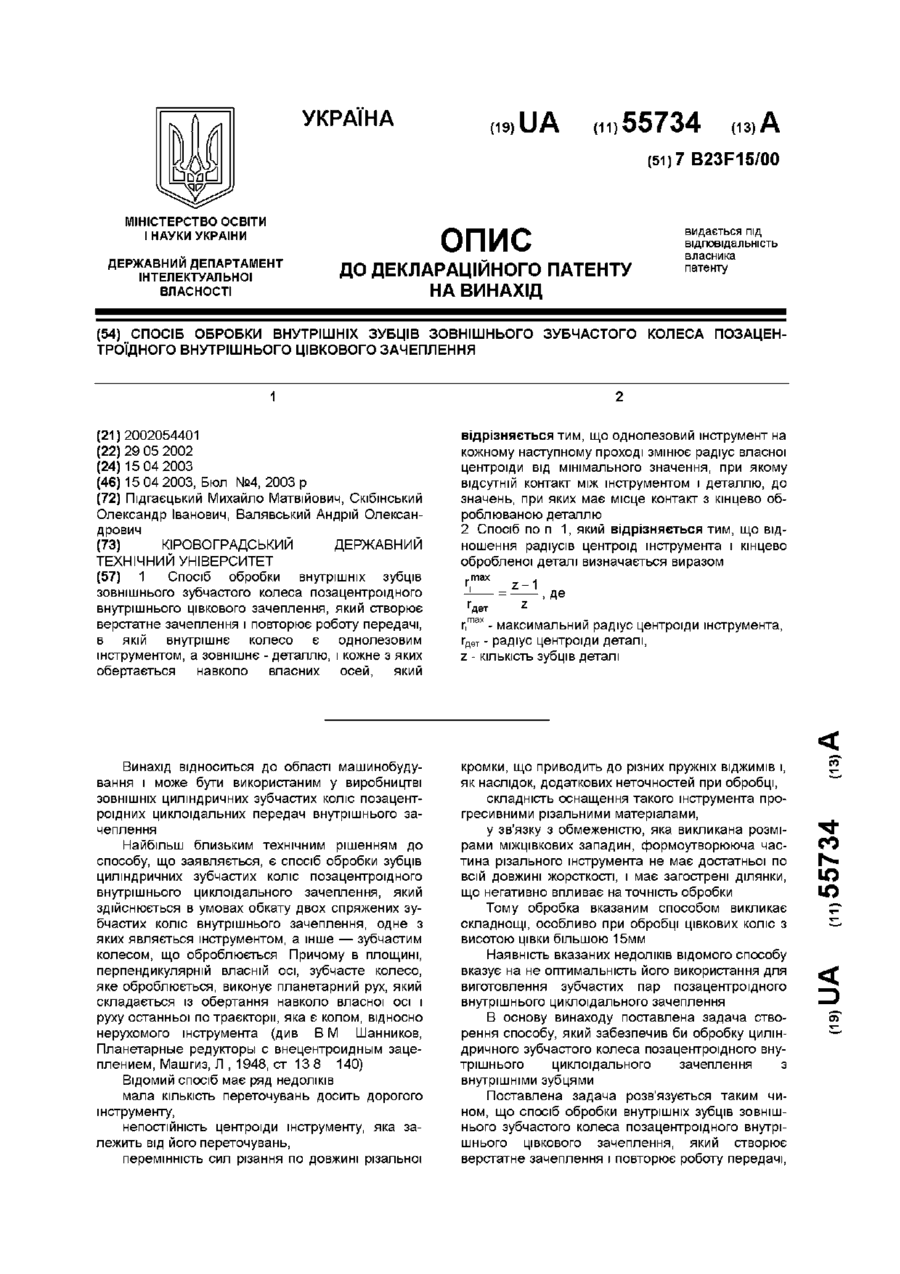
1. Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення, який створює верстатне зачеплення і повторює роботу передачі, в якій внутрішнє колесо є однолезовим інструментом, а зовнішнє - деталлю, і кожне з яких обертається навколо власних осей, який відрізняється тим, що однолезовий інструмент на кожному наступному проході змінює радіус власної центроїди від мінімального значення, при...
Зубчасте колесо
Номер патенту: 23195
Опубліковано: 10.05.2007
Автори: Марченко Анатолій Іванович, Піпа Борис Федорович, Коньков Георгій Ігорович
МПК: F16H 1/04
Формула / Реферат:
Зубчасте колесо, що містить зубчастий вінець та маточину, на якій встановлено зубчастий вінець, яке відрізняється тим, що додатково містить буртик, розташований на маточині, та дві різьби, одна з яких розташована на зовнішній поверхні маточини, а інша розташована на внутрішній поверхні зубчастого вінця, причому останній нагвинчено на маточину до упору в буртик.
Зубчасте колесо

Номер патенту: 11913
Опубліковано: 16.01.2006
Автори: Коньков Георгій Ігорович, Ловейкіна Світлана Олексіївна, Піпа Борис Федорович
МПК: F16H 1/04
Формула / Реферат:
Зубчасте колесо, що містить маточину та зубчастий вінець, встановлений на зовнішній поверхні маточини, яке відрізняється тим, що додатково обладнане пружними елементами у вигляді гільзових пружин, між маточиною та зубчастим вінцем виконані циліндричні отвори, в які встановлені гільзові пружини, причому центри циліндричних отворів розташовані рівномірно на зовнішній поверхні маточини, а зубчастий вінець встановлений на зовнішній поверхні...
Черв’ячне колесо

Номер патенту: 23198
Опубліковано: 10.05.2007
Автори: Хомяк Олег Миколайович, Марченко Анатолій Іванович, Піпа Борис Федорович
МПК: F16H 1/16
Формула / Реферат:
Черв'ячне колесо, що містить зубчастий вінець та маточину, на якій встановлено зубчастий вінець, яке відрізняється тим, що маточина містить буртик, упорне кільце, приєднане до маточини з протилежної від буртика сторони, та різьбу на її зовнішній поверхні, зубчастий вінець містить різьбу, розташовану на внутрішній його поверхні, при цьому зубчастий вінець нагвинчено на маточину до упору в буртик.
Спосіб виготовлення складеного шківа клинопасової передачі

Номер патенту: 38537
Опубліковано: 15.03.2004
Автори: Бондаренко Григорій Павлович, Єранкін Олександр Никифорович, Сенько Анатолій Іванович
МПК: F16H 55/36
Мітки: спосіб, передачі, виготовлення, складеного, клинопасової, шківа
Формула / Реферат:
Спосіб виготовлення складеного шківа клинопасової передачі, який включає окреме виготовлення профільної обичайки і шківа-маточини, який відрізняється тим, що профільну обичайку виготовляють з декількох частин, які з'єднують та фіксують на шківі-маточині.
Попередній патент: Пристрій декореляції випадкової послідовності чисел
Наступний патент: Спосіб моделювання гострого остеомієліту трубчастих кісток
Випадковий патент: Пристрій для заточування плоских різальних інструментів