Спосіб виготовлення тороподібних деталей
Номер патенту: 82037
Опубліковано: 25.07.2013
Автори: Михалевич Володимир Маркусович, Гунько Ірина Василівна, Матвійчук Віктор Андрійович

Формула / Реферат
Спосіб виготовлення тороподібних деталей з трубної заготовки шляхом штампування обкочуванням, який відрізняється тим, що з метою розширення номенклатури та якості виготовлення тороподібних деталей, в т. ч. шляхом формування багатошарових деталей, обкочування конічним валком здійснюється на основі вибору обґрунтованого кута j між векторами швидкості точок контактних поверхонь заготовки і валка, з використанням аналітичної залежності ![]() , де
, де ![]() ,
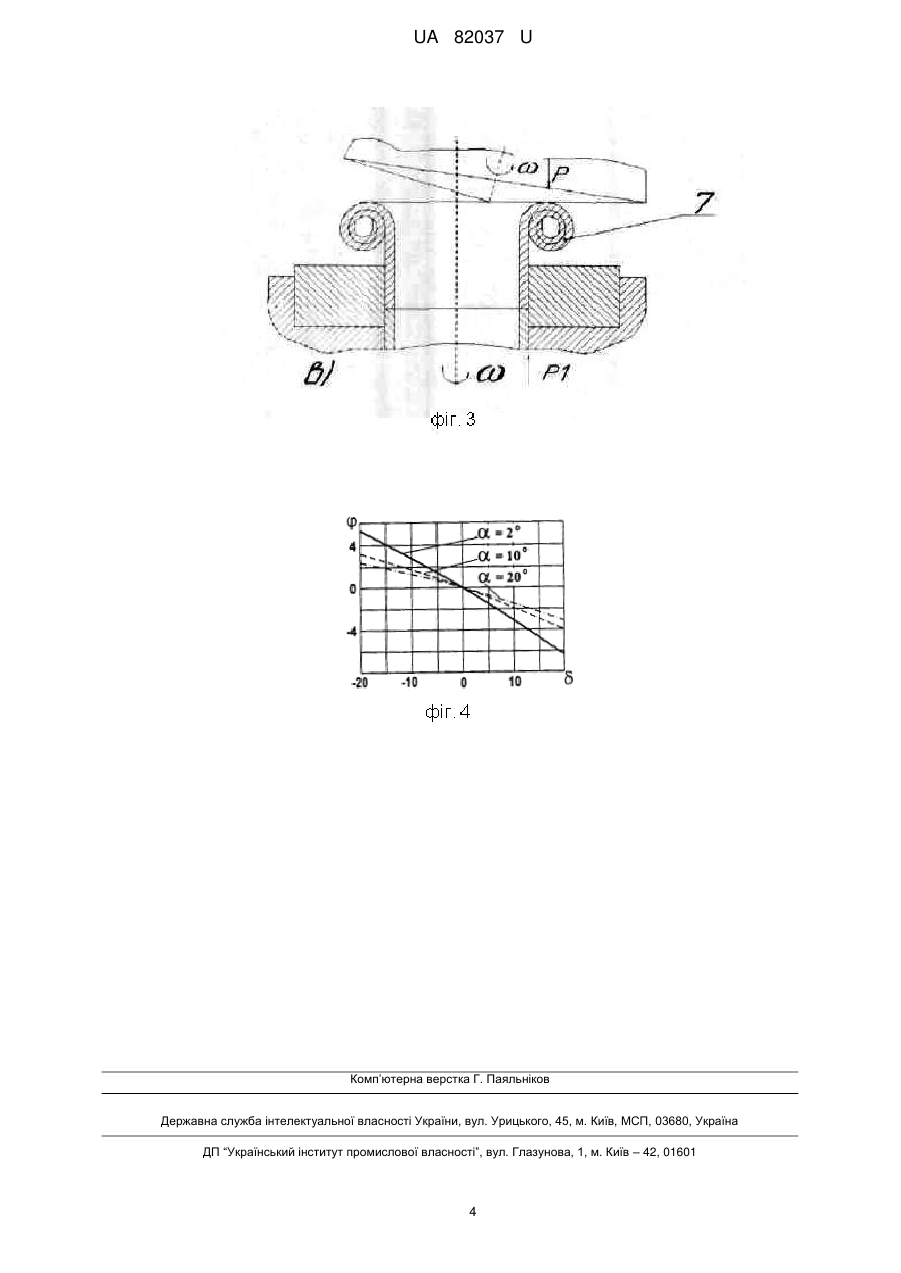
, ![]() - кутові коефіцієнти проекцій прямих, на яких лежать вектори швидкості точок заготовки і валка, на утворену обкочуванням площину, в результаті чого цілеспрямовано формується напрям та інтенсивність течії матеріалу заготовки на контакті з валком, причому для формування тора шляхом вивороту стінки заготовки назовні здійснюють додатне зміщення вершини валка (d>0) з кутом нахилу a³10°, a для формування тора шляхом вивороту стінки трубної заготовки всередину здійснюють від'ємне зміщення вершини валка (d<0) з кутом нахилу a<10°.
- кутові коефіцієнти проекцій прямих, на яких лежать вектори швидкості точок заготовки і валка, на утворену обкочуванням площину, в результаті чого цілеспрямовано формується напрям та інтенсивність течії матеріалу заготовки на контакті з валком, причому для формування тора шляхом вивороту стінки заготовки назовні здійснюють додатне зміщення вершини валка (d>0) з кутом нахилу a³10°, a для формування тора шляхом вивороту стінки трубної заготовки всередину здійснюють від'ємне зміщення вершини валка (d<0) з кутом нахилу a<10°.
Текст
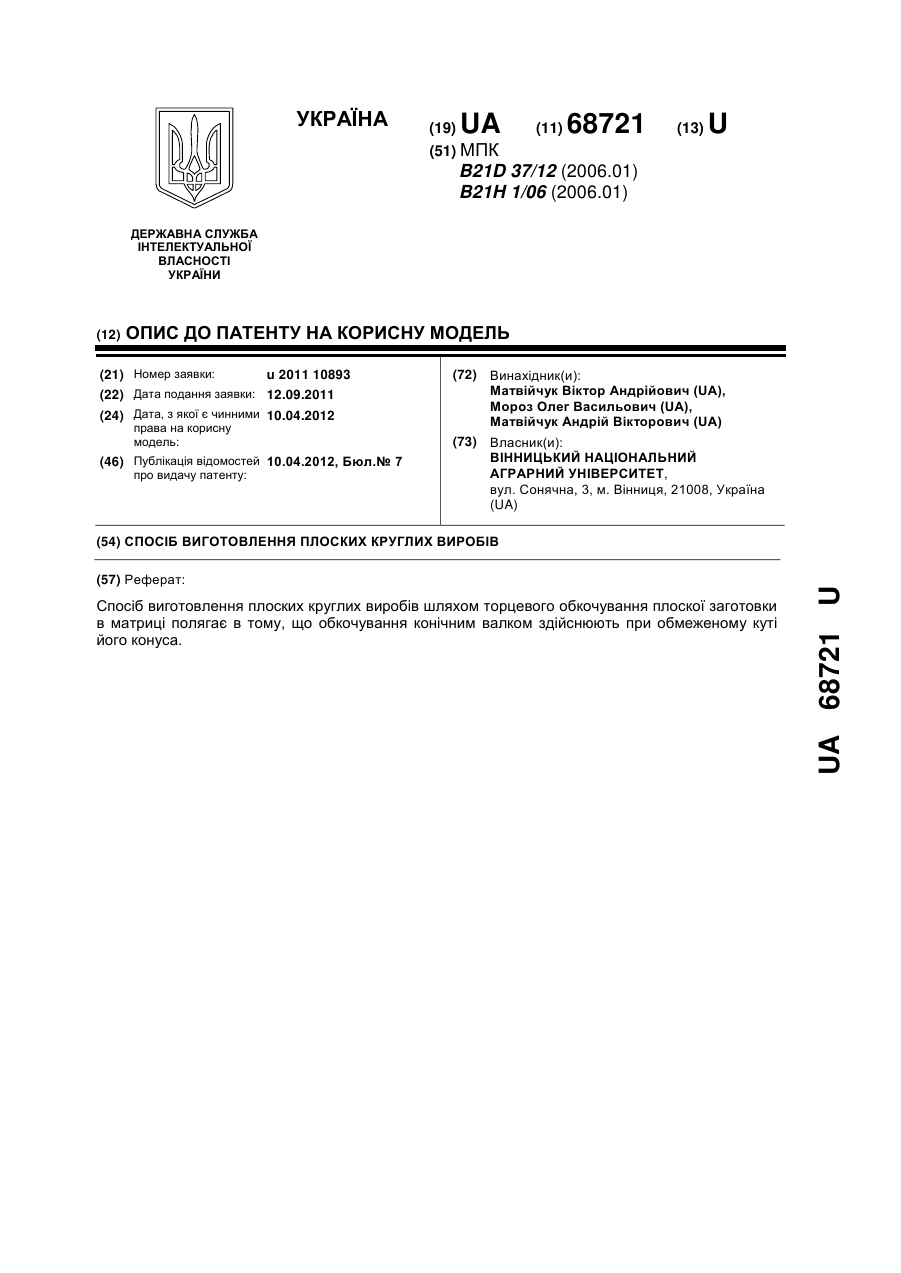
Реферат: UA 82037 U UA 82037 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана при штампуванні обкочуванням трубних заготовок для розширення технологічних можливостей процесу з отримання якісних тороподібних деталей. Відомий спосіб виготовлення тороподібних деталей шляхом формування їх діаметра на верстаті для гнуття труб з наступним зварюванням кінців трубної заготовки і формуванням отриманої заготовки у вигляді тора для досягнення заданих розмірів в штампі [Патент № 2368480 RU 2368480 С1, кл. В23K31/02; F02K9/62. Опубл. 27.09.2009]. Недоліком способу є те, що він дозволяє виготовляти з труби переважно габаритні одношарові тороподібні деталі. Мета винаходу - розширення номенклатури та якості виготовлення тороподібних деталей, в т.ч. шляхом формування багатошарових деталей, методом штампування трубних заготовок обкочуванням. Відомий спосіб відбортування трубних заготовок штампуванням обкочуванням через забезпечення відцентрової течії матеріалу заготовки в зоні контакту з валком шляхом зміщення вершини конічного валка від осі заготовки в напряму зони контакту або переміщення меридіональної площини циліндричного валка за меридіональний переріз заготовки у напрямі її обертання [Авторське свідоцтво СРСР № 1493359, кл. В21D37/12, 15.07.89. Бюл. № 26]. Недоліком цього способу є непередбачення можливості отримання тороподібних деталей через відсутність оцінки впливу величини зміщення валка та кута його нахилу до осі заготовки на інтенсивність течії деформованого матеріалу. Мета винаходу - розширення номенклатури та якості виготовлення тороподібних виробів, в т. ч. шляхом формування багатошарових деталей, методом штампуванням обкочуванням трубних заготовок. Поставлена мета досягається тим, що, відповідно способу, утворення тора здійснюється за обґрунтованими технологічними параметрами штампування обкочуванням шляхом управління інтенсивністю течії матеріалу трубної заготовки, що сприяє формуванню тороподібної деталі, в т.ч. багатошарової. В основу корисної моделі поставлена задача визначення основних технологічних параметрів та встановлення їх впливу на інтенсивність тороутворення при штампуванні обкочуванням. Поставлена задача вирішується тим, що експериментально аналітичним методом при штампуванні обкочуванням досліджений вплив на радіальну складову сили тертя направленості векторів швидкостей точок валка і заготовки в зоні контакту. На фіг. 1-3 показано тороутворення деталі штампуванням обкочуванням трубної заготовки конічним валком. Пристрій для отримання тороподібної деталі шляхом штампування обкочуванням трубної заготовки 2 включає конічний валок 1, матрицю 3, штовхач 4, шпиндель 5, готовий виріб 6, 7. Спосіб здійснюється наступним чином. Експериментально встановленими основними параметрами, які впливають на інтенсивність течії матеріалу по відношенню до осі заготовки при обкочуванні конічним валком, є кут нахилу α осі валка до осі заготовки, а також величина зміщення вершини валка δ по відношенню до центра обертання заготовки (фіг. 1). Зі збільшенням кута α і величини зміщення δ посилюється відцентрова течія металу, яка при достатньому співвідношенню параметрів h0/b0 супроводжується виворотом трубної заготовки і утворенням тора. Тому при необхідності сформувати тороподібну деталь вершина валка 1 зміщується у напрямі зони контакту (δ>0) з заготовкою 2, яка розміщується в матриці 3 на штовхачі 4, включається обертання шпинделя верстата 5 з матрицею і заготовкою і подачею валка 1 в осьовому напрямі здійснюється вивертання стінки трубної заготовки і формування тороподібної деталі 6 (фіг. 2). Після цього відключається привід обертання матриці 3, відводиться валок 1 і штовхачем 4 виштовхується отриманий виріб 6 для відокремлення тора від вихідної труби. У випадку необхідності формування багатошарової тороподібної деталі 7 (фіг. 3) в процесі утворення тора здійснюється подача заготовки штовхачем назустріч розкочувальному валку. Для визначення напряму швидкостей точок на поверхні валка і заготовки застосовувався апарат аналітичної геометрії. Для цього здійснювали сумісне рішення рівнянь проекцій прямих, на яких лежать вектори швидкості точок заготовки і валка, на утворену штампуванням обкочуванням площину. В результаті була отримана аналітична залежність кута υ між векторами швидкості точок заготовки і валка в зоні їх контакту від параметрів процесу обкочування (Вплив технологічних параметрів на кінематику холодного торцевого розкочування / Краєвський В.О., Матвійчук В.А., Михалевич В.М. Удосконалення процесів і обладнання 1 UA 82037 U обробки тиском в металургії і машинобудуванні. Темат. зб. наук, пр. -Краматорськ-Слов'янськ, 2003. - С. 286-291) у вигляді k k1 arctg 2 1 k k 1 2 , x k1 0 k m y0 , 2 l - кутові коефіцієнти проекцій прямих, на яких лежать вектори де 5 10 15 20 25 швидкості точок заготовки і валка, на утворену обкочуванням площину. На фіг. 4 графічно представлена залежність (1) кута υ від напряму та величини зміщення валка δ при різних кутах нахилу валка α. Аналіз отриманих залежностей свідчить про те, що при додатному зміщенні вершини валка, матеріал тече від центру заготовки (υ0) з кутом нахилу 10, a для формування тора шляхом вивороту стінки трубної заготовки всередину здійснюють від'ємне зміщення вершини валка (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing toroidal parts
Автори англійськоюHunko Iryna Vasylivna, Matviichuk Viktor Andriiovych, Mykhalevych Volodymyr Markusovych
Назва патенту російськоюСпособ изготовления торообразных деталей
Автори російськоюГунько Ирина Васильевна, Матвийчук Виктор Андрийович, Михалевич Владимир Маркусович
МПК / Мітки
МПК: B21D 37/00
Мітки: тороподібних, виготовлення, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/6-82037-sposib-vigotovlennya-toropodibnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тороподібних деталей</a>
Спосіб виготовлення плоских круглих виробів
Номер патенту: 68721
Опубліковано: 10.04.2012
Автори: Мороз Олег Васильович, Матвійчук Віктор Андрійович, Матвійчук Андрій Вікторович
МПК: B21D 37/12, B21H 1/06
Мітки: виробів, плоских, спосіб, круглих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення плоских круглих виробів шляхом торцевого обкочування плоскої заготовки в матриці, який відрізняється тим, що для розширення технологічних можливостей процесу, номенклатури виготовлюваних виробів і підвищення їх якості, обкочування конічним валком здійснюється при обмеженому куті його конуса a<3°.2. Спосіб за п. 1, який відрізняється тим, що для покращення умов деформування квадратних заготовок, з відношенням...
Спосіб виготовлення деталей
Номер патенту: 66808
Опубліковано: 25.01.2012
Автори: Кліско Андрій Валерійович, Носенко Андрій Ігорович, Ландар Роман Миколайович, Гожій Сергій Петрович
МПК: B21D 37/12
Мітки: спосіб, деталей, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку розташовують в штампі і деформують рухомим зусиллям, яке викликають дією рухомого пуансона, який має кут нахилу осі відносно центральної осі і який зближують із штампом механізмом осьового наближення із швидкістю і переміщують по поверхні...
Спосіб виготовлення деталей методом обкочування
Номер патенту: 57086
Опубліковано: 10.02.2011
Автори: Гожій Сергій Петрович, Кліско Андрій Валерійович, Хільченко Костянтин Олександрович, Кривда Євгеній Олександрович
МПК: B21D 22/02, B21D 37/00
Мітки: методом, деталей, спосіб, обкочування, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку з співвідношенням розмірів D/H»1 (де: D - діаметр; Н - висота) об'ємно деформують у штампі рухомим зусиллям, яке викликають дією конусного пуансона з нахиленою відносно осі штампа на постійний кут віссю, для чого конусний пуансон зближують зі штампом за допомогою механізму осьового наближення і обкочують по поверхні заготовки завдяки механізму обкочування, який відрізняється...
Спосіб виготовлення деталей

Номер патенту: 64495
Опубліковано: 10.11.2011
Автори: Криськов Олег Дем'янович, Данилюк Ірина Миколаївна
МПК: B21D 37/00
Мітки: виготовлення, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення деталей, який полягає в одночасному нагріві торця пруткової заготовки тертям та її деформуванні під дією осьової сили тручим і одночасно деформуючим інструментом (ТДІ), який відрізняється тим, що двостороннє формоутворення деталі з центральною заготовкою виконується одночасно (паралельно) з двох сторін, а ТДІ обертаються в протилежні сторони для компенсації величини крутного моменту, що діє на заготовку та забезпечує...
Спосіб виготовлення деталей із кольорових металів
Номер патенту: 65371
Опубліковано: 12.12.2011
Автори: Данилюк Ірина Миколаївна, Криськов Олег Дем'янович
МПК: F16D 23/00
Мітки: виготовлення, спосіб, кольорових, металів, деталей
Формула / Реферат:
Спосіб виготовлення деталей із кольорових металів, який полягає в одночасному нагріві торця пруткової заготовки тертям та її деформування під дією осьової сили тручим і одночасно деформуючим інструментом (ТДІ), при відносному обертанні ТДІ та заготовки навколо спільної осі, який відрізняється тим, що формоутворення деталі та її доробка різанням виконуються одночасно та паралельно на різних позиціях технологічного обладнання.
Попередній патент: Безалкогольний напій “смородинка”
Наступний патент: Спосіб виводимості пташенят домашньої птиці, з районів радіоактивно забруднених внаслідок аварії на чорнобильській атомній електростанції
Випадковий патент: Спосіб пластики дефектів м'яких тканин ступні