Спосіб виготовлення деталей методом обкочування
Номер патенту: 57086
Опубліковано: 10.02.2011
Автори: Кривда Євгеній Олександрович, Гожій Сергій Петрович, Хільченко Костянтин Олександрович, Кліско Андрій Валерійович
Формула / Реферат
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку з співвідношенням розмірів D/H»1 (де: D - діаметр; Н - висота) об'ємно деформують у штампі рухомим зусиллям, яке викликають дією конусного пуансона з нахиленою відносно осі штампа на постійний кут віссю, для чого конусний пуансон зближують зі штампом за допомогою механізму осьового наближення і обкочують по поверхні заготовки завдяки механізму обкочування, який відрізняється тим, що заготовку з співвідношенням розмірів 1,25>D/H>0,5 осаджують осьовим зусиллям, яке викликають дією конусного пуансона, вісь якого має нульове значення нахилу та співпадає з віссю штампа і який зближують зі штампом тільки за допомогою механізму осьового наближення, до співвідношення розмірів заготовки 1,2>D/H>1,1, після чого об'ємно деформують заготовку в штампі рухомим зусиллям, яке викликають дією того ж конусного пуансона з поступовим нахилом його осі відносно осі штампа від нульового значення до постійного кута до співвідношення розмірів заготовки D/H»1, та кінцеве об'ємне деформування виконують вже при постійному куті нахилу осі конусного пуансона.
2. Спосіб за п. 1, який відрізняється тим, що обробку виконують конусним пуансоном з кутом нахилу твірної конічної поверхні, що відповідає куту тертя з матеріалом заготовки.
3. Спосіб за п. 1, який відрізняється тим, що осаджування осьовим зусиллям конусним пуансоном, вісь якого має нульове значення нахилу, об'ємне деформування заготовки конусним пуансоном з поступовим нахилом його осі від нульового значення до постійного кута та кінцеве об'ємне деформування при постійному куті нахилу осі конусного пуансона проводять при однаковому значенні максимального технологічного зусилля.
Текст
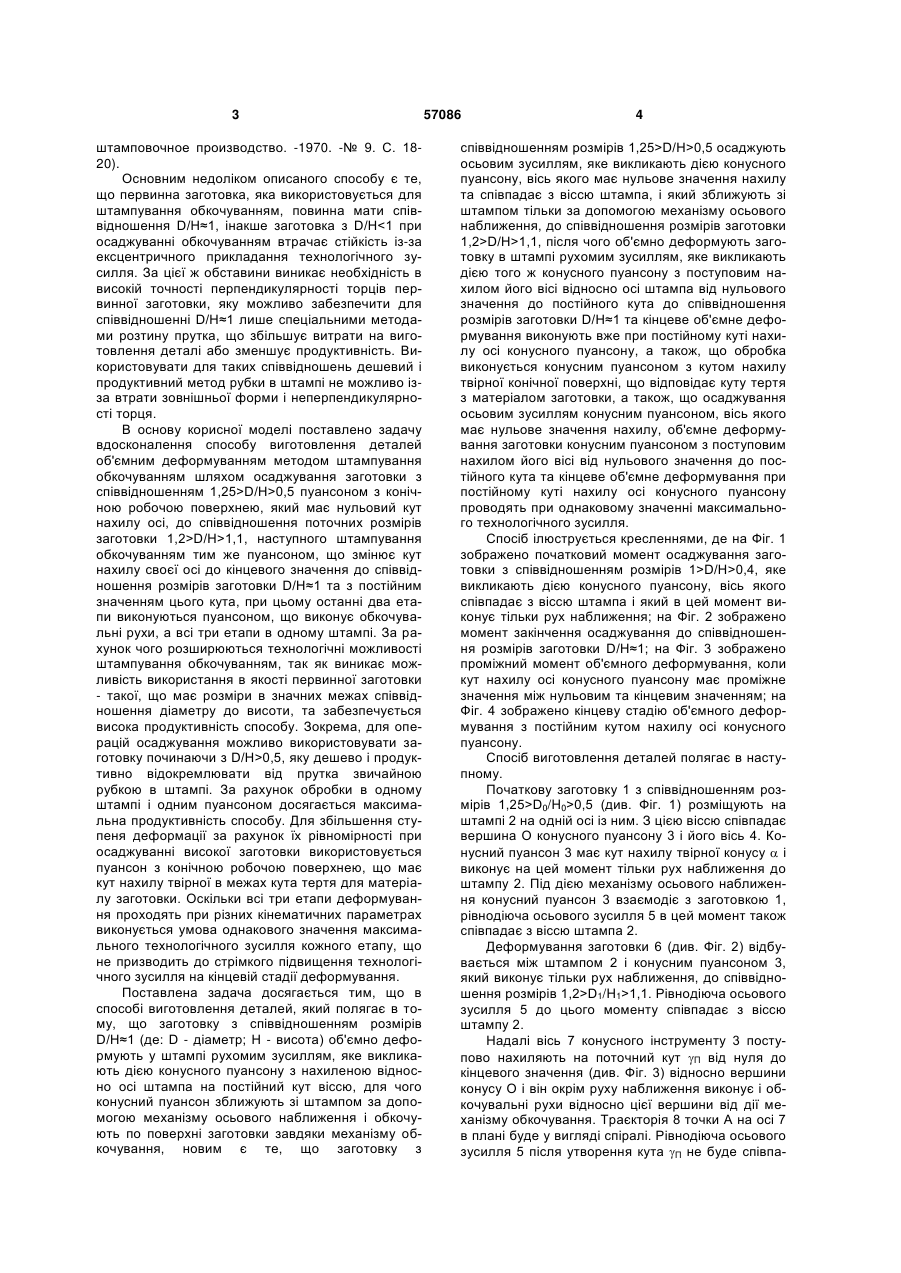
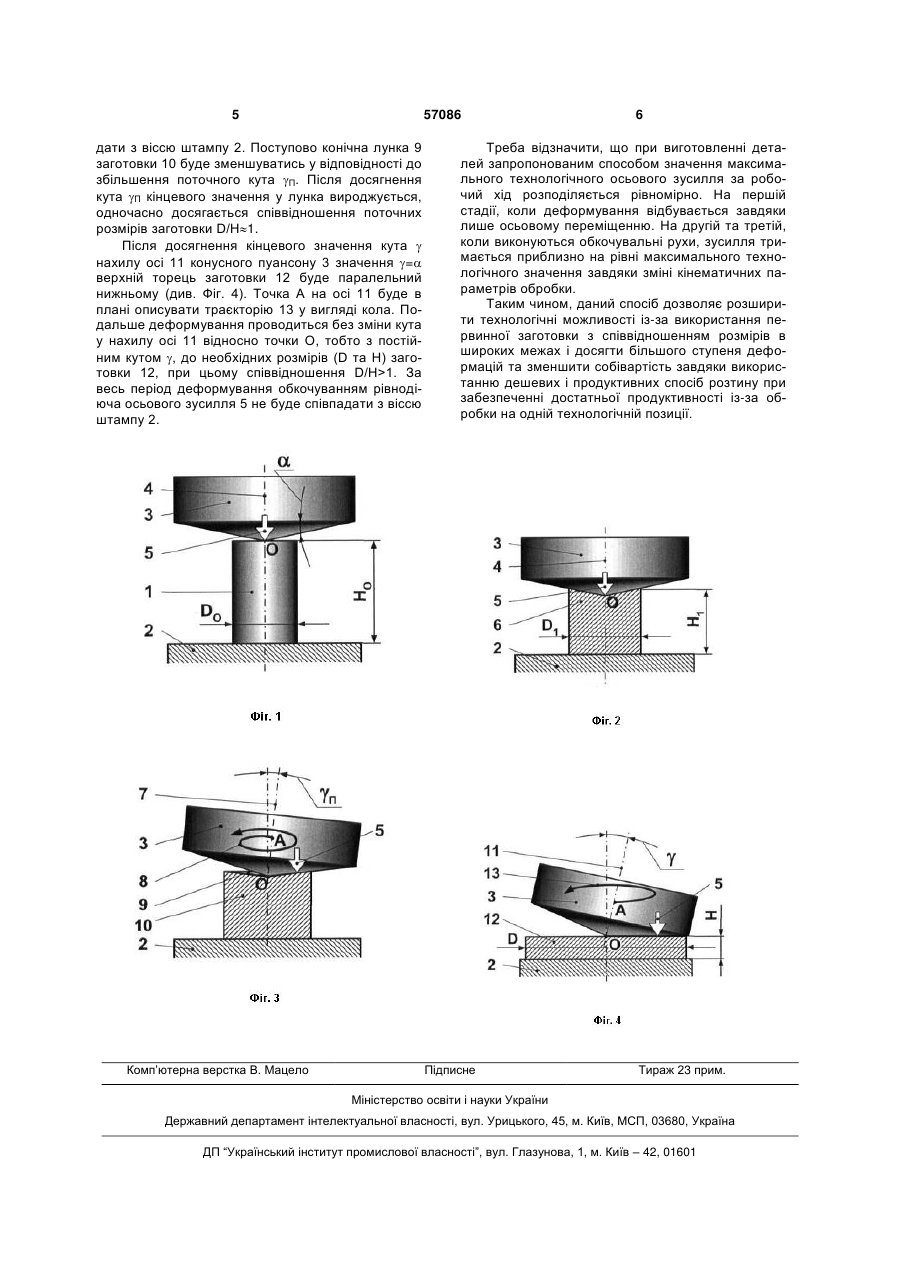
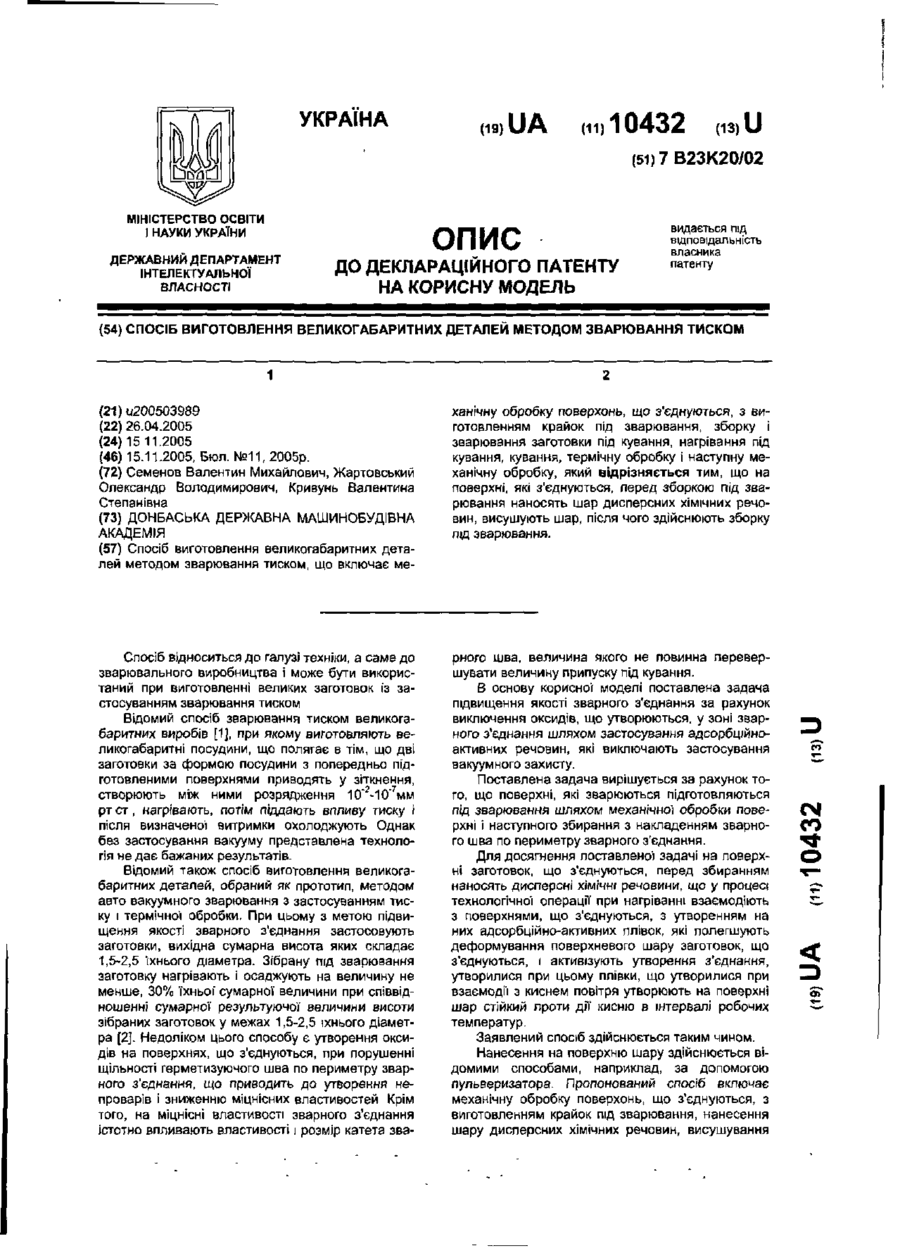
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку з співвідношенням розмірів D/H1 (де: D - діаметр; Н - висота) об'ємно деформують у штампі рухомим зусиллям, яке викликають дією конусного пуансона з нахиленою відносно осі штампа на постійний кут віссю, для чого конусний пуансон зближують зі штампом за допомогою механізму осьового наближення і обкочують по поверхні заготовки завдяки механізму обкочування, який відрізняється тим, що заготовку з співвідношенням розмірів 1,25>D/H>0,5 осаджують осьовим зусиллям, яке викликають дією конусного пуансона, вісь якого має нульове значення нахилу U 2 (19) 1 3 штамповочное производство. -1970. -№ 9. С. 1820). Основним недоліком описаного способу є те, що первинна заготовка, яка використовується для штампування обкочуванням, повинна мати співвідношення D/H≈1, інакше заготовка з D/HD/H>0,5 осаджують осьовим зусиллям, яке викликають дією конусного пуансону, вісь якого має нульове значення нахилу та співпадає з віссю штампа, і який зближують зі штампом тільки за допомогою механізму осьового наближення, до співвідношення розмірів заготовки 1,2>D/H>1,1, після чого об'ємно деформують заготовку в штампі рухомим зусиллям, яке викликають дією того ж конусного пуансону з поступовим нахилом його вісі відносно осі штампа від нульового значення до постійного кута до співвідношення розмірів заготовки D/H≈1 та кінцеве об'ємне деформування виконують вже при постійному куті нахилу осі конусного пуансону, а також, що обробка виконується конусним пуансоном з кутом нахилу твірної конічної поверхні, що відповідає куту тертя з матеріалом заготовки, а також, що осаджування осьовим зусиллям конусним пуансоном, вісь якого має нульове значення нахилу, об'ємне деформування заготовки конусним пуансоном з поступовим нахилом його вісі від нульового значення до постійного кута та кінцеве об'ємне деформування при постійному куті нахилу осі конусного пуансону проводять при однаковому значенні максимального технологічного зусилля. Спосіб ілюструється кресленнями, де на Фіг. 1 зображено початковий момент осаджування заготовки з співвідношенням розмірів 1>D/H>0,4, яке викликають дією конусного пуансону, вісь якого співпадає з віссю штампа і який в цей момент виконує тільки рух наближення; на Фіг. 2 зображено момент закінчення осаджування до співвідношення розмірів заготовки D/H≈1; на Фіг. 3 зображено проміжний момент об'ємного деформування, коли кут нахилу осі конусного пуансону має проміжне значення між нульовим та кінцевим значенням; на Фіг. 4 зображено кінцеву стадію об'ємного деформування з постійним кутом нахилу осі конусного пуансону. Спосіб виготовлення деталей полягає в наступному. Початкову заготовку 1 з співвідношенням розмірів 1,25>D0/H0>0,5 (див. Фіг. 1) розміщують на штампі 2 на одній осі із ним. З цією віссю співпадає вершина О конусного пуансону 3 і його вісь 4. Конусний пуансон 3 має кут нахилу твірної конусу і виконує на цей момент тільки рух наближення до штампу 2. Під дією механізму осьового наближення конусний пуансон 3 взаємодіє з заготовкою 1, рівнодіюча осьового зусилля 5 в цей момент також співпадає з віссю штампа 2. Деформування заготовки 6 (див. Фіг. 2) відбувається між штампом 2 і конусним пуансоном 3, який виконує тільки рух наближення, до співвідношення розмірів 1,2>D1/H1>1,1. Рівнодіюча осьового зусилля 5 до цього моменту співпадає з віссю штампу 2. Надалі вісь 7 конусного інструменту 3 поступово нахиляють на поточний кут П від нуля до кінцевого значення (див. Фіг. 3) відносно вершини конусу О і він окрім руху наближення виконує і обкочувальні рухи відносно цієї вершини від дії механізму обкочування. Траєкторія 8 точки А на осі 7 в плані буде у вигляді спіралі. Рівнодіюча осьового зусилля 5 після утворення кута П не буде співпа 5 57086 дати з віссю штампу 2. Поступово конічна лунка 9 заготовки 10 буде зменшуватись у відповідності до збільшення поточного кута П. Після досягнення кута П кінцевого значення у лунка вироджується, одночасно досягається співвідношення поточних розмірів заготовки D/H1. Після досягнення кінцевого значення кута нахилу осі 11 конусного пуансону 3 значення = верхній торець заготовки 12 буде паралельний нижньому (див. Фіг. 4). Точка А на осі 11 буде в плані описувати траєкторію 13 у вигляді кола. Подальше деформування проводиться без зміни кута у нахилу осі 11 відносно точки О, тобто з постійним кутом , до необхідних розмірів (D та Н) заготовки 12, при цьому співвідношення D/H>1. За весь період деформування обкочуванням рівнодіюча осьового зусилля 5 не буде співпадати з віссю штампу 2. Комп’ютерна верстка В. Мацело 6 Треба відзначити, що при виготовленні деталей запропонованим способом значення максимального технологічного осьового зусилля за робочий хід розподіляється рівномірно. На першій стадії, коли деформування відбувається завдяки лише осьовому переміщенню. На другій та третій, коли виконуються обкочувальні рухи, зусилля тримається приблизно на рівні максимального технологічного значення завдяки зміні кінематичних параметрів обробки. Таким чином, даний спосіб дозволяє розширити технологічні можливості із-за використання первинної заготовки з співвідношенням розмірів в широких межах і досягти більшого ступеня деформацій та зменшити собівартість завдяки використанню дешевих і продуктивних спосіб розтину при забезпеченні достатньої продуктивності із-за обробки на одній технологічній позиції. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of parts by form-generating method
Автори англійськоюHozhii Serhii Petrovych, Kryvda Yevhenii Oleksandrovych, Khilchenko Kostiantyn Oleksandrovych, Klisko Andrii Valeriiovych
Назва патенту російськоюСпособ изготовления деталей методом обкатки
Автори російськоюГожий Сергей Петрович, Кривда Евгений Александрович, Хильченко Константин Александрович, Клиско Андрей Валерьевич
МПК / Мітки
МПК: B21D 37/00, B21D 22/02
Мітки: обкочування, спосіб, методом, деталей, виготовлення
Код посилання
<a href="https://ua.patents.su/3-57086-sposib-vigotovlennya-detalejj-metodom-obkochuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей методом обкочування</a>
Спосіб виготовлення великогабаритних деталей методом зварювання тиском
Номер патенту: 10432
Опубліковано: 15.11.2005
Автори: Кривунь Валентина Степанівна, Жартовський Олександр Володимирович, Семенов Валентин Михайлович
МПК: B23K 20/02
Мітки: спосіб, методом, зварювання, деталей, тиском, виготовлення, великогабаритних
Формула / Реферат:
Спосіб виготовлення великогабаритних деталей методом зварювання тиском, що включає механічну обробку поверхонь, що з'єднуються, з виготовленням крайок під зварювання, зборку і зварювання заготовки під кування, нагрівання під кування, кування, термічну обробку і наступну механічну обробку, який відрізняється тим, що на поверхні, які з'єднуються, перед зборкою під зварювання наносять шар дисперсних хімічних речовин, висушують шар, після чого...
Спосіб виготовлення деталей
Номер патенту: 15245
Опубліковано: 15.06.2006
Автори: Кривда Леонід Трохимович, Гожій Сергій Петрович
МПК: B21D 37/00
Мітки: виготовлення, деталей, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку розташовують на штампі і об'ємно деформують рухомим зусиллям, яке викликають дією рухомого пуансона, який зближують зі штампом механізмом осьового наближення і переміщують по поверхні заготовки механізмом кочення, який відрізняється тим, що при об'ємному деформуванні фланцевих деталей до початку і протягом об'ємного деформування рухомим пуансоном заготовку притискують до...
Спосіб ущільнення волокнистих структур методом інжекції полімеру у форму для виготовлення товстих деталей з композитних матеріалів
Номер патенту: 91991
Опубліковано: 27.09.2010
Автори: Фаг Марі-Лор, Кошуа Жан-П'єрр, Бутфо Бріжитт, Дош'є Мартін
МПК: B29C 70/04
Мітки: деталей, структур, інжекції, товстих, методом, спосіб, полімеру, матеріалів, виготовлення, волокнистих, форму, композитних, ущільнення
Формула / Реферат:
1. Спосіб виготовлення товстої деталі з композитного матеріалу з волокнистим армуванням і полімерною матрицею, який включає такі етапи:- підготовка волокнистої структури, призначеної для армування деталі, яку виготовляють;- уміщення волокнистої структури у форму, в якій принаймні одна стінка утворена гнучкою...
Ролик для обкочування металевих деталей
Номер патенту: 25321
Опубліковано: 10.08.2007
Автори: Лобанов Віктор Костянтинович, Любченко Анатолій Петрович, Пашкова Галина Іванівна
МПК: B24B 39/00
Мітки: деталей, металевих, обкочування, ролик
Формула / Реферат:
Ролик для обкочування металевих деталей, робочий профіль якого виконаний у вигляді циліндричної спіралі з кроком, більшим ширини деформувального виступу робочого витка, а діаметр не кратний діаметру оброблюваної деталі, який відрізняється тим, що профіль перерізу деформувальних виступів робочих витків виконаний за радіусом, рівним 0,25-0,30 діаметра ролика, визначуваного рівнянням:
Спосіб виготовлення кільцевих деталей
Номер патенту: 38904
Опубліковано: 26.01.2009
Автори: Куріхін Віктор Сергійович, Білан Олександр Миколайович, Калюжний Володимир Леонідович
МПК: B21D 7/00
Мітки: виготовлення, спосіб, деталей, кільцевих
Формула / Реферат:
1. Спосіб виготовлення кільцевих деталей, що включає попередній підгін кінців заготовки, розміщення заготовки у матриці та деформування її середньої частини пуансоном, який відрізняється тим, що кожний кінець заготовки підгинають на частину її кола, а іншу частину заготовки деформують до утворення кільця.2. Спосіб за п. 1, який відрізняється тим, що деформацію до утворення кільця проводять на матриці, виконаній у вигляді роликів,...
Попередній патент: Пристрій для лазерного зварювання з глибоким проплавленням
Наступний патент: Устілка з вимірювальними вагами для взуття
Випадковий патент: Запобіжна вибухова речовина