Спосіб лінеаризації характеристики конвеєрної ваги
Номер патенту: 82051
Опубліковано: 11.03.2008
Автори: Кусайко Юрій Миколайович, Свістєльнік Сергій Вікторович, Стехін Андрій Павлович
Формула / Реферат
1. Спосіб лінеаризації характеристики конвеєрної ваги, який полягає у тому, що попередньо зважують з первісним передавальним коефіцієнтом декілька порцій матеріалу, що проходять через ваги з різними лінійними щільностями, і одночасно вимірюють відстань або час проходження порцій матеріалу, підраховують усереднені значення зміряних і дійсних лінійних щільностей або продуктивностей і за цими точками апроксимують реальну характеристику ваги, а потім підраховують і запам'ятовують, наскільки апроксимована характеристика є відмінною від номінальної, і в кількох заданих точках лінійної щільності уводять поправки в реальну характеристику, тобто в передатний коефіцієнт та (або) нуль ваги, який відрізняється тим, що протягом проходження кожної порції постійно контролюють миттєве значення лінійної щільності матеріалу на стрічці і кожний раз, коли вона стає нижчою від порога нечутливості вагів, на цей час, автоматично призупиняють підсумовування відстані або часу.
2. Спосіб за п. 1, який відрізняється тим, що точки лінійних щільностей, в яких у реальну характеристику ваги уводять поправки, в діапазоні лінійних щільностей, менших від заданої, розташовують з меншим ступенем ніж при лінійних щільностях, більших від заданої.
3. Спосіб за пп. 1, 2, який відрізняється тим, що в час, коли лінійна щільність стає нижчою ніж задана, одночасно з важенням вимірюють відстань (або час), яку пройдено стрічкою, а ширину ступенів розраховують таким чином, щоб різниця між даною поправкою та поправкою для попереднього (або наступного) ступеня заданої лінійної щільності (продуктивності) не перевищувала або була пропорційною заданій похибці важення, поділеній на цю відстань (або час).
Текст
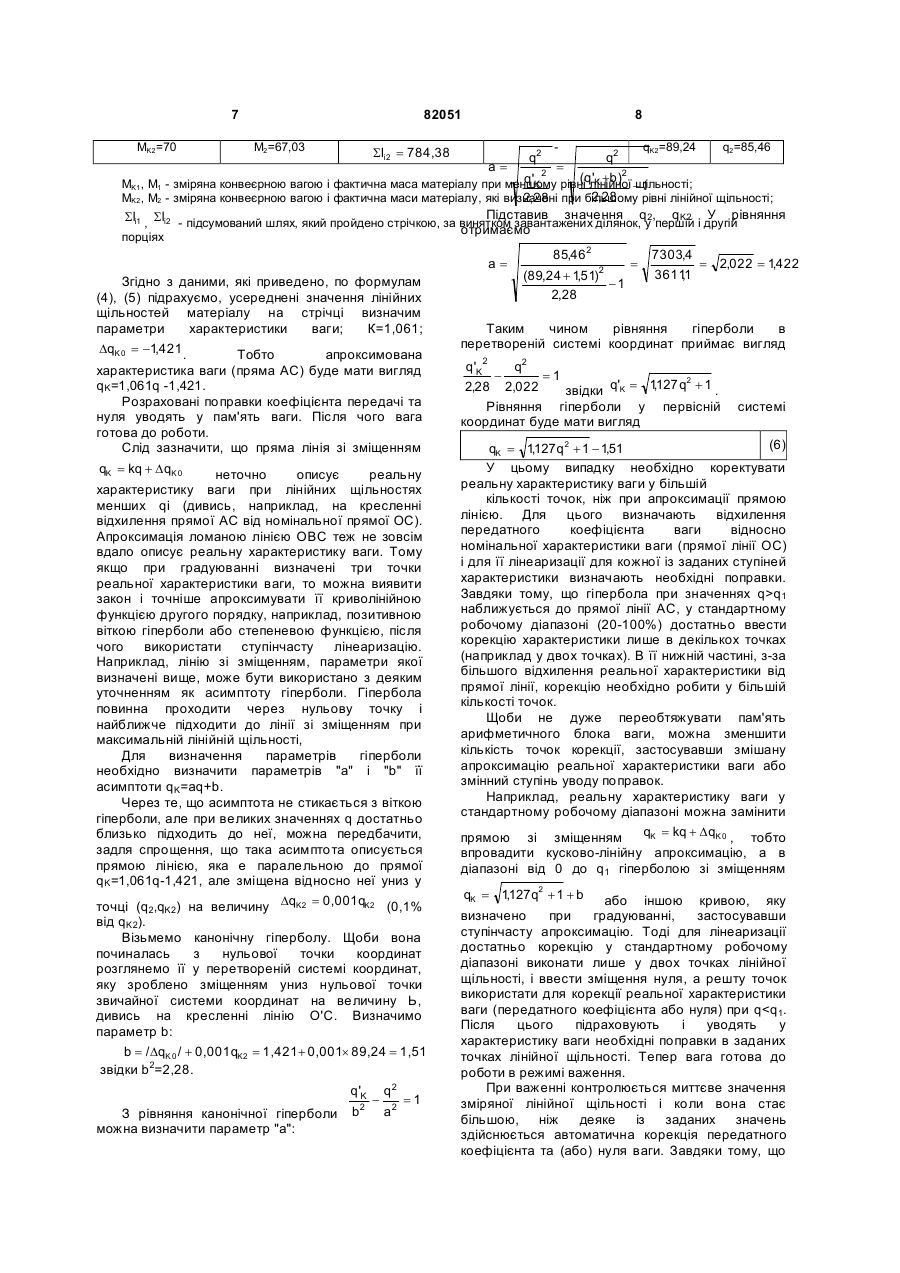
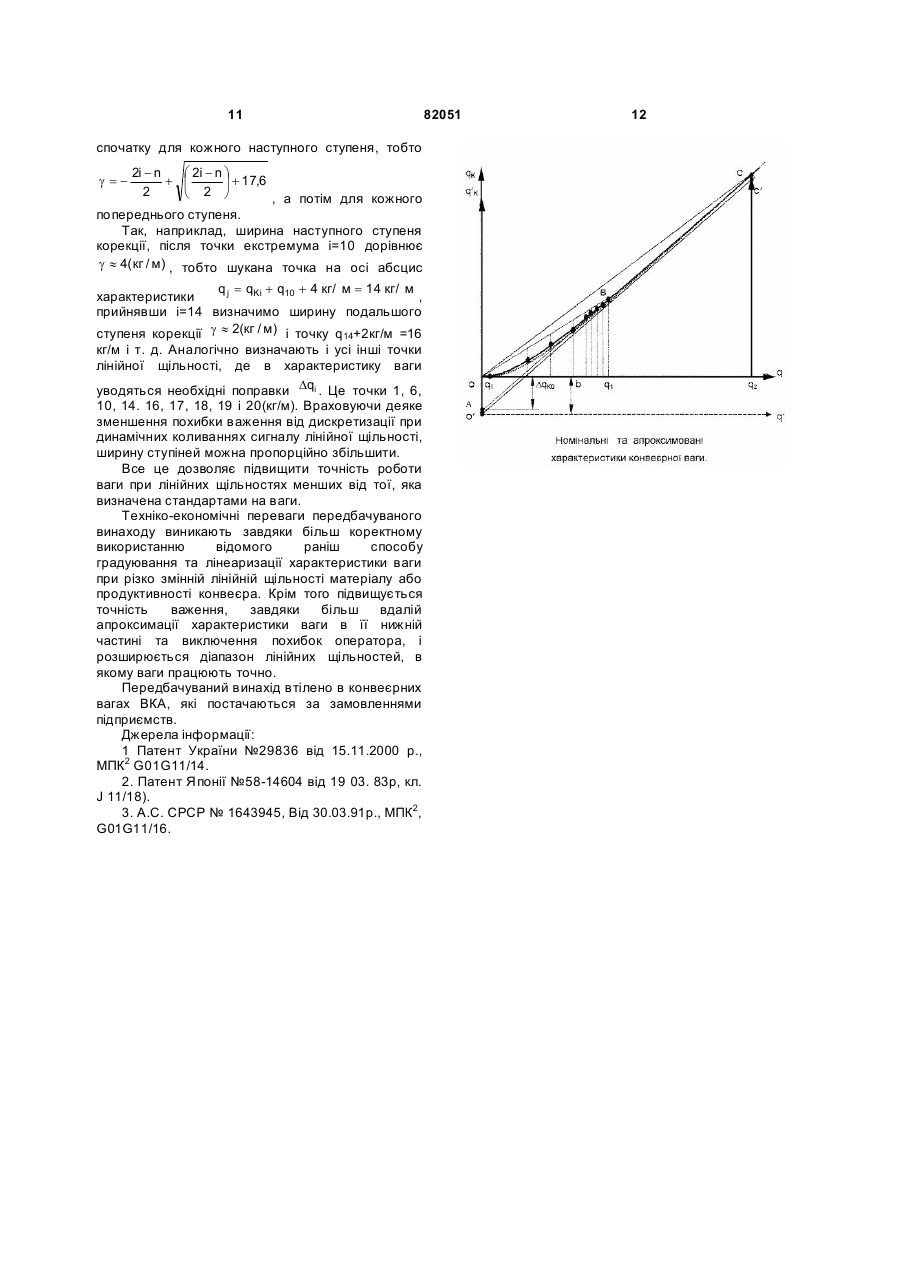
1. Спосіб лінеаризації характеристики конвеєрної ваги, який полягає у тому, що попередньо зважують з первісним передавальним коефіцієнтом декілька порцій матеріалу, що проходять через ваги з різними лінійними щільностями, і одночасно вимірюють відстань або час проходження порцій матеріалу, підраховують усереднені значення зміряних і дійсних лінійних щільностей або продуктивностей і за цими точками апроксимують реальну характеристику ваги, а потім підраховують і запам'ятовують, 2 (19) 1 3 Ознаками даного рішення, що співпадають з рішенням, яке заявляється е одночасне важення та вимірювання довжини стрічки. Відомо про спосіб лінеаризації характеристики, який описано в пристрої компенсування нелінійності конвеєрної ваги [2], згідно з яким, при градуюванні, при кількох лінійних цільностях матеріалу на конвеєрі визначають, у цифровій формі, зміряні і дійсні значення лінійних [цільностей; підраховують наскільки вони відрізняються, запам'ятовують поправки для вказаних зміряних значень лінійних [цільностей і, а в процесі важення, при досяганні ними заданих значень, коректують передатний коефіцієнт ваги, тобто до зміряних значень додають відповідні значення поправок. Але визначення поправок у багатьох точках характеристики вагів а виробничих умовах шляхом переважувань, це дуже кропітка і коштовна справа. Тому частіше проводять ступеневу або кусково-лінійну апроксимацію, тобто реальну характеристику ваги апроксимують якоюсь канонічною кривою або прямими зі зміщенням, які розраховано по декільком (двом, трьом) точкам характеристики, що визначені при градуюванні. Відомий, наприклад, спосіб лінеаризації характеристики конвеєрної ваги, яка призначена для роботи при змінній лінійній щільності [3], і є найближчим до способу, що заявляється. Тому його прийнято за прототип. Згідно з ним на вазі, яку відградуйовано на найменшому рівні лінійної щільності, що працює з первісним передатним коефіцієнтом К', зважують порції матеріалу, що проходять через ваги з різними лінійними [цільностями і одночасно з важенням вимірюють шлях проходження порцій матеріалу та розраховують усереднені значення зміряних та дійсних лінійних щільностей і по ним визначають декілька точок реальної характеристики ваги. Далі, апроксимують реальну характеристику ваги одним або кількома відрізками прямих, які проходять через визначені точки. Наприклад, при лінійних щільностях менших ці вага працює з передатним коефіцієнтом К', визначеним згідно з формулою (1) і без зміщення нуля, а при цк ї Які реальну характеристику ваги аппроксимують прямою лінією, зі зміщенням відносно нульової точки координат (дивись креслення) Для цього уводять у пам'ять ваги новий передатний коефіцієнт і зміщення нуля, які підраховано згідно з формулами: MK 2 MK 1 q - qK1 I I1 (2) K= 2 K' = K 2 K' M2 M1 q2 - q1 I2 I1 K' æ Kö ç MK 2 - M2 ÷ = qK 2K '-q2K (3) I2 è K' ø де: МK1, МK2 і М1, М2 - відповідно, зміряні конвеєрною вагою і фактичні маси матеріалу; І 1, І 2 - шлях, який пройдено стрічкою, у першій і другій порціях; DqK 0 = q'K 0 -qK 0 = 82051 4 q'K0, qK0- відповідно, первісне і скоректоване значення нуля вагів; q1, q2 - дійсні лінійні щільності матеріалу у першій і другій порціях; qK1, qK2 - зміряні лінійні щільності матеріалу у першій і другій порціях. Потім вагу переводять у режим важення. При важенні, контролюється усереднене значення зміряної лінійної щільності. В діапазоні від 0 до qK1 вага працює з первісним передатним коефіцієнтом К', а коли осереднена лінійна щільність стає більшою ніж задана (q K1) автоматично відбувається корекція передатного коефіцієнта та нуля ваги. Згідно з цим способом достатньо увести корекцію лише в одній або двох точках характеристики, щоби вага запрацювала точніше у робочому діапазоні. Але, при підрахуванні цих параметрів може виникати похибка, якщо при важенні порції матеріалу з технологічних причин виникає періодичне значне зниження або зникнення навантаження на стрічку (наприклад, при транспортуванні крупногрудчастих та одиничних вантажів або при заштибуванні живильника конвеєра). Але ж в цей час конвеєр знаходиться у роботі і безперервно вимірюється довжина (час) проходження стрічки. У цьому випадку, хоча середнє значення лінійної щільності (продуктивності) за час проходження порції підраховано правильно, але воно характеризує нелінійність ваги не при заданих лінійних щільностях (q1, q2) а в якихось усереднених точках між ними та нульовою точкою. А як раз ці точки треба визначити точно, бо вони є визначальними, при підрахуванні величини поправок (дивись формули 2, 3). Якщо швидкість конвеєра відома і постійна, то може вимірюватись час. У випадку вимірювання часу, при важенні порції матеріалу, з різних технологічних причин можуть виникати несподівані зупинки конвеєрної стрічки. Якщо час вимірюється ручним способом, точність градуювання знижується від похибок оператора тому, що треба невпинно стежити за зупинками конвеєра та закінченням вантажопотоку. У всіх цих випадках зміряна довжина стрічки, або час її проходження, будуть більшими ніж у безперешкодному режимі важення, а поправки характеристики ваги, які визначені при градуюванні, будуть некоректними. Крім того, хоча спосіб лінеаризації, який запропоновано у прототипі має переваги над іншими у стандартному робочому діапазоні (20100)% від максимальної лінійної щільності, де реальна характеристика ваги більш менш лінійна, але, при малих навантаженнях на ваги, корекція характеристики стає менш вдалою. В основу винаходу поставлено задачу підвищення точності лінеаризації, завдяки більш коректному визначенню шляху, який пройдено стрічкою, осереднених точок дійсної характеристики вагів і розташуванню точок апроксимованої характеристики при різко змінному характері лінійної щільності (продуктивності) матеріалу на конвеєрі. 5 Поставлена задача вирішується тим, що у способі лінеаризації ії характеристики конвеєрної ваги, згідно з яким попередньо зважують з первісним передавальним коефіцієнтом декілька порцій матеріалу, що проходять через ваги з різними лінійними щільностями і одночасно вимірюють відстань або час проходження порцій матеріалу, підраховують усереднені значення виміряних і дійсних лінійних щільностей або продуктивностей і за цими точкам визначають апроксимовану характеристику ваги, а потім підраховують наскільки апроксимована характеристика відрізняється від номінальної і у кількох заданих значеннях лінійної щільності, проводять корекцією передатного коефіцієнта та (або) нуля ваги, згідно з винаходом, на протязі кожної порції постійно контролюють миттєве значення лінійної щільності матеріалу на стрічці і кожен раз, коли вона стає нижчою від порога нечутливості ваги, на цей час автоматично призупиняють підсумовування відстані або часу. Точки лінійних цільностей, в яких коректують реальну характеристику ваги, в діапазоні лінійних цільностей менших заданої, розташовують з меншим ступенем ніж при лінійних цільностях більших від заданої. При лінеаризації може бути впроваджено змінний ступінь між цими заданими точками лінійних щільностей. Для цього в час, коли лінійна щільність стає нижчою ніж задана, одночасно з важенням вимірюють відстань, який пройдено стрічкою, а ширину ступенів розраховують таким чином, щоби різниця між даною поправкою та поправкою для попереднього (або наступного) ступеня заданої лінійної щільності (продуктивності) не перевищувала, або була пропорційною заданої похибки важення поділеної на цю відстань (або час), Введення автоматичної призупинки підсумовування шляху або часу, коли лінійна щільність стає нижчою за поріг нечутливості ваги, дає змогу більш ретельно зміряти довжину стрічки, яку завантажено, і визначати точки реальної характеристики ваги при її градуюванні, що підвищує точність апроксимації. Змінний ступінь між точками лінійної щільності, в яких коректують характеристику ваги, дозволяє зробити корекцію оптимальною і розширити діапазон навантажень, де ваги працюють з заданим рівнем точності. На кресленні відображено графік з реальною (зображена крапками), номінальними (ОС, OВ) та апроксимованими (АС, ОВС) характеристиками ваги. О'С' - ассимптота гиперболи; Приведемо опис запропонованого способу лінеаризації характеристики ваги. Поріг нечутливості ваги утворюється природно, тому що конвеєрна стрічка має неідеальні пружні властивості і при малих лінійних щільностях частково не контактує з вагою, особливо у місцях між середнім і боковими роликами ваги. Якщо стики стрічки склепано, його може бути зроблено штучно трохи більшим ніж природній, щоби забезпечити заданной рівень несталості показань ваги, яка виникає від биття об 82051 6 ролики ваги стиків стрічки при холостому ході конвеєра. Так зроблено, наприклад, у вітчизняних вагах ЕГВ, 4219ВКГ, 4504ВКУ, ВКП та інших, в яких використано згаданий прототип . Лінеаризація характеристики конвеєрної ваги учиняється так. При незавантаженій стрічці конвеєра вага налагоджується на нуль і переводиться у режим градуювання; тобто установлюється первісний передатний коефіцієнт К', який розраховано згідно з формулою (1). Через вагу пропускають порцію матеріалу q2 з лінійною щільністю близькою до мінімальної (згідно зі стандартом на ваги q1 =0,2qmax але може бути і іншою), а потім - близькою до максимальної. Одночасно з важенням здійснюють вимір шляху або часу. У всіх випадках, коли лінійна щільність (продуктивність) падає нижче порога нечутливості ваги, підсумовування шляху або часу автоматично припиняється, а коли стає вищою - автоматично відновлюється. Таким чином, якщо навантаження на вагу має різко змінний характер, наприклад, при транспортуванні крупногрудчастих або одиничних вантажів, при заштибуванні шибера живильника (або з технологічних причин виникатимуть зупинки конвеєра), то результат виміру, за час проходження порції, буде підраховано як суму інтервалів шляху (часу), в яких стрічка була завантаженою та рухалася. Для уникнення похибок оператора усі операції виміру та підсумовування шляху (часу) проводяться автоматично. Після цього розраховують передатний коефіцієнт ваги, як частку від ділення різниці значень зміряних лінійних щільностей або продуктивностей порцій матеріалу на різницю їх дійсних значень помножене на первісний передатний коефіцієнт, а зміщення нуля визначають як різницю добутків зміряної лінійної щільності або продуктивності на первісний передатний коефіцієнт та дійсного значення лінійної щільності (продуктивності) на уточнений передатний коефіцієнт: M Sl - MK 1Sli 2 q - qK1 K = K 2 i1 K' = K 2 K' = KK' (4) MSli1 - MSli2 q2 - q1 K' æ Kö ç MK 2 - M2 ÷ = qK 2K '- q2K (5) Sl2 è K' ø Для доведення реальної характеристики ваги до прямолінійної запам'ятовують ці поправки, тобто уводять їх у пам'ять арифметичного блока ваги. Візьмемо данні, які були отримані при градуюванні ваги, яка використовується для дозування ж. д. вагонів на підприємстві вугільної промисловості. DqK 0 = q'0 - q0 = Маса, яку зважено конвеєрною вагою (доза), т МK1=64,5 Фактична маса матеріалу, т Шлях, який пройдено завантаженою стрічкою, м М1=62,45 Sli1 = 1239,6 Шлях, я незав ст І 7 МK2=70 82051 М2=67,03 8 Sli2 = 784,38 q2 qK2=89,24 q2=85,46 q2 2 2 ( лінійної щільності; q'K МK1, М1 - зміряна конвеєрною вагою і фактична маса матеріалу при меншому рівніq'K +b ) - 1 2,28 МK2, М2 - зміряна конвеєрною вагою і фактична маси матеріалу, які визначені при більшому рівні лінійної щільності; 2,28 Підставив значення qK2 У рівняння 2 Sli1 , Sli2 - підсумований шлях, який пройдено стрічкою, за винятком завантажених ділянок,qу ,першій і другій отримаємо a= = порціях a= Згідно з даними, які приведено, по формулам (4), (5) підрахуємо, усереднені значення лінійних щільностей матеріалу на стрічці визначим параметри характеристики ваги; К=1,061; DqK= -1,421 . 0 Тобто апроксимована характеристика ваги (пряма АС) буде мати вигляд qK=1,061q -1,421. Розраховані поправки коефіцієнта передачі та нуля уводять у пам'ять ваги. Після чого вага готова до роботи. Слід зазначити, що пряма лінія зі зміщенням qK = kq + D qK 0 неточно описує реальну характеристику ваги при лінійних щільностях менших qi (дивись, наприклад, на кресленні відхилення прямої АС від номінальної прямої ОС). Апроксимація ломаною лінією ОВС теж не зовсім вдало описує реальну характеристику ваги. Тому якщо при градуюванні визначені три точки реальної характеристики ваги, то можна виявити закон і точніше апроксимувати її криволінійною функцією другого порядку, наприклад, позитивною віткою гіперболи або степеневою функцією, після чого використати ступінчасту лінеаризацію. Наприклад, лінію зі зміщенням, параметри якої визначені вище, може бути використано з деяким уточненням як асимптоту гіперболи. Гіпербола повинна проходити через нульову точку і найближче підходити до лінії зі зміщенням при максимальній лінійній щільності, Для визначення параметрів гіперболи необхідно визначити параметрів "а" і "b" її асимптоти qK=aq+b. Через те, що асимптота не стикається з віткою гіперболи, але при великих значеннях q достатньо близько підходить до неї, можна передбачити, задля спрощення, що така асимптота описується прямою лінією, яка е паралельною до прямої qK=1,061q-1,421, але зміщена відносно неї униз у точці (q ,q ) на величину DqK2 = 0,001qK2 (0,1% 2 K2 від qK2). Візьмемо канонічну гіперболу. Щоби вона починалась з нульової точки координат розглянемо її у перетвореній системі координат, яку зроблено зміщенням униз нульової точки звичайної системи координат на величину Ь, дивись на кресленні лінію О'С. Визначимо параметр b: b = / DqK 0 / + 0,001 qK2 = 1,421 + 0,001´ 89,24 = 1,51 звідки b2=2,28. q'K q 2 - 2 = 1 2 a З рівняння канонічної гіперболи b можна визначити параметр "а": 85,462 = (89,24 + 1,51)2 -1 2,28 7303,4 = 36111 , 2,022= 1,422 Таким чином рівняння гіперболи в перетвореній системі координат приймає вигляд 2 q'K q2 = 1 2 , 2,28 2,022 звідки q'K = 1127 q + 1 . Рівняння гіперболи у первісній координат буде мати вигляд системі (6) qK = 1,127 q 2 + 1 - 1,51 У цьому випадку необхідно коректувати реальну характеристику ваги у більшій кількості точок, ніж при апроксимації прямою лінією. Для цього визначають відхилення передатного коефіцієнта ваги відносно номінальної характеристики ваги (прямої лінії ОС) і для її лінеаризації для кожної із заданих ступіней характеристики визначають необхідні поправки. Завдяки тому, що гіпербола при значеннях q>q1 наближується до прямої лінії АС, у стандартному робочому діапазоні (20-100%) достатньо ввести корекцію характеристики лише в декількох точках (наприклад у двох точках). В її нижній частині, з-за більшого відхилення реальної характеристики від прямої лінії, корекцію необхідно робити у більшій кількості точок. Щоби не дуже переобтяжувати пам'ять арифметичного блока ваги, можна зменшити кількість точок корекції, застосувавши змішану апроксимацію реальної характеристики ваги або змінний ступінь уводу поправок. Наприклад, реальну характеристику ваги у стандартному робочому діапазоні можна замінити qK= kq + D qK 0 , тобто прямою зі зміщенням впровадити кусково-лінійну апроксимацію, а в діапазоні від 0 до q1 гіперболою зі зміщенням qK = 1,127 q2 + 1 + b або іншою кривою, яку визначено при градуюванні, застосувавши ступінчасту апроксимацію. Тоді для лінеаризації достатньо корекцію у стандартному робочому діапазоні виконати лише у двох точках лінійної щільності, і ввести зміщення нуля, а решту точок використати для корекції реальної характеристики ваги (передатного коефіцієнта або нуля) при q
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for linearization of characteristic of conveyor balance
Автори англійськоюKusaiko Yuriy Mykolaiovych, Svistelnyk Serhii Viktorovych, Stekhin Andriy Pavlovych
Назва патенту російськоюСпособ линеаризации характеристики конвейерных весов
Автори російськоюКусайко Юрий Николаевич, Свистельник Сергей Викторович, Стехин Андрей Павлович
МПК / Мітки
МПК: G01G 11/00, B65G 15/00
Мітки: конвеєрної, лінеаризації, характеристики, спосіб, ваги
Код посилання
<a href="https://ua.patents.su/6-82051-sposib-linearizaci-kharakteristiki-konveehrno-vagi.html" target="_blank" rel="follow" title="База патентів України">Спосіб лінеаризації характеристики конвеєрної ваги</a>
Спосіб лінеаризації характеристики конвеєрної ваги
Номер патенту: 3732
Опубліковано: 15.12.2004
Автори: Стехін Андрій Павлович, Свістєльнік Сергій Вікторович, Кусайко Юрій Миколайович
МПК: G01G 11/00, B65G 15/00
Мітки: спосіб, лінеаризації, конвеєрної, ваги, характеристики
Формула / Реферат:
1. Спосіб лінеаризації характеристики конвеєрної ваги, який полягає у тому, що попередньо зважують з первісним передатним коефіцієнтом декілька порцій матеріалу, що проходять через ваги з різними лінійними щільностями, і одночасно вимірюють шлях або час проходження порцій матеріалу, підраховують усереднені значення виміряних і дійсних лінійних щільностей або продуктивностей і по цих точках апроксимують реальну характеристику ваги, а потім...
Спосіб лінеаризації настроювальних характеристик частотних та фазових модуляторів
Номер патенту: 9606
Опубліковано: 17.10.2005
Автор: Кондратенко Олександр Валерійович
МПК: H03C 3/00
Мітки: модуляторів, фазових, частотних, настроювальних, характеристик, лінеаризації, спосіб
Формула / Реферат:
Спосіб лінеаризації частотних настроювальних характеристик частотних модуляторів та фазових настроювальних характеристик фазових модуляторів методом внесення передспотворень в модулюючу функцію, який відрізняється тим, що знаходження часової відкорегованої модулюючої функції, яка відтворюється пристроєм формування модулюючої напруги, здійснюється обчислювальним пристроєм шляхом послідовних обчислень за алгоритмом: обернення реальної точкової...
Спосіб визначення характеристики тріщиностійкості кіс матеріалу
Номер патенту: 22912
Опубліковано: 05.05.1998
Автори: Лебідь Наталія Миколаївна, Когут Микола Степанович
МПК: G01N 3/08
Мітки: матеріалу, кіс, визначення, тріщиностійкості, характеристики, спосіб
Формула / Реферат:
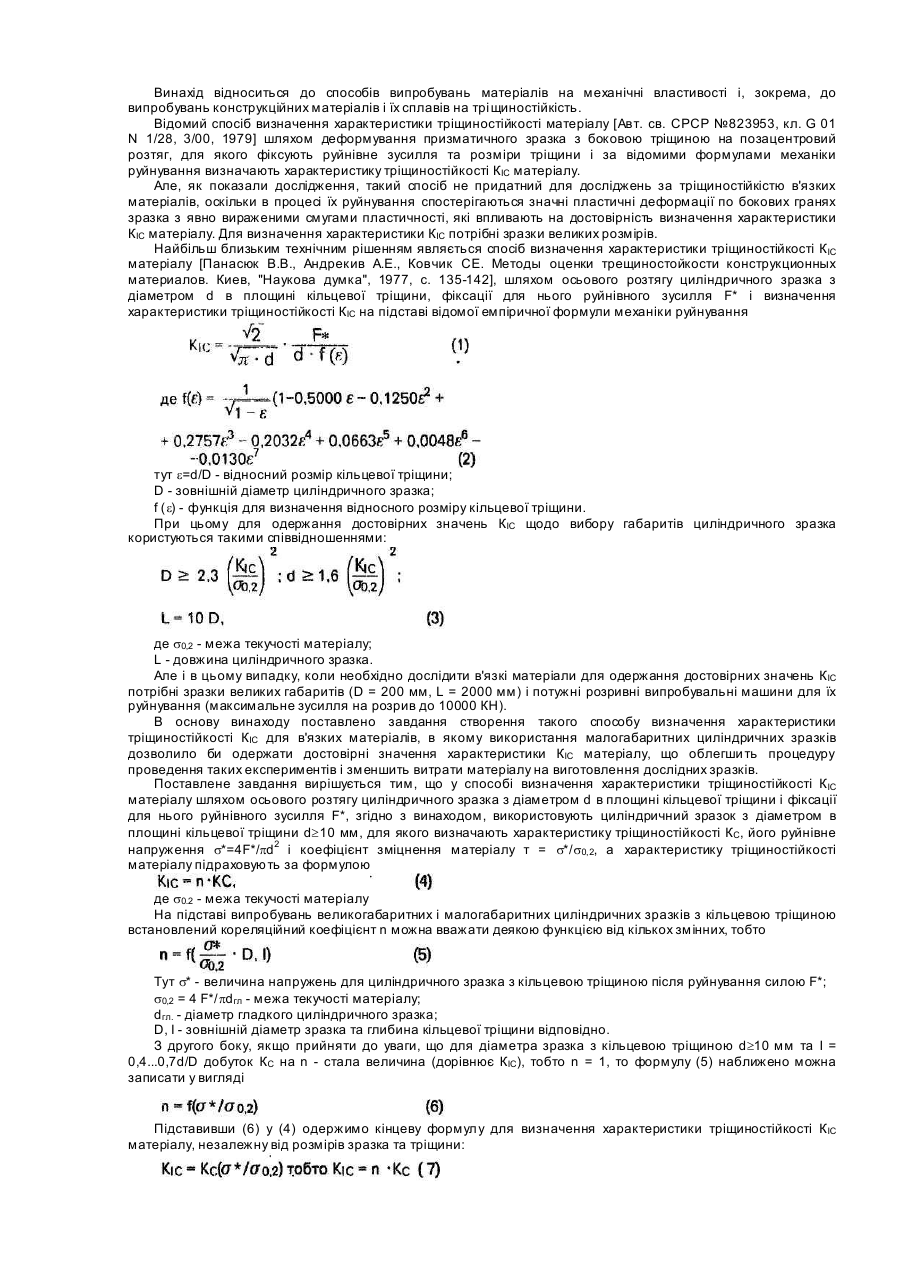
Спосіб визначення характеристики тріщиностійкості КІС матеріалу шляхом осьового розтягу циліндричного зразка з діаметром d в площині кільцевої тріщини і фіксації для нього руйнівного зусилля F*, який відрізняється тим, що використовують циліндричний зразок з діаметром в площині кільцевої тріщини d³10 мм, для якого визначають характеристику тріщиностійкості КC, його руйнівне напруження s* = 4F*/pd2 і коефіцієнт зміцнення матеріалу n =...
Спосіб побудови напірної характеристики водопровідної мережі

Номер патенту: 51389
Опубліковано: 15.11.2002
Автори: Усенко Ірина Сергіївна, Новохатній Валерій Гаврилович
МПК: F17D 5/02
Мітки: характеристики, спосіб, напірної, водопровідної, мережі, побудови
Формула / Реферат:
Спосіб побудови напірної характеристики водопровідної мережі шляхом експериментальної побудови робочих точок відцентрового насоса за показаннями манометра і витратоміра, який відрізняється тим, що робочі точки отримують при різному числі обертів робочого колеса відцентрового насоса шляхом регулювання частоти його обертання.
Спосіб вимірювання ваги вантажу
Номер патенту: 53005
Опубліковано: 15.01.2003
Автори: Свирида Віталій Іванович, Шабатура Юрій Васильович
МПК: G01G 19/08
Мітки: вимірювання, спосіб, вантажу, ваги
Формула / Реферат:
Спосіб вимірювання ваги вантажу в транспортному засобі на пневматичному ходу, який полягає у визначенні частотної характеристики, за якою складають математичну модель транспортного засобу, який відрізняється тим, що додатково визначають частотну характеристику й температуру кожної шини транспортного засобу, а також значення атмосферного тиску до і після завантаження, і за результатами цих вимірювань по математичній моделі транспортного...
Попередній патент: Спосіб отримання порошкової композиції для нанесення покриття
Наступний патент: Застосування людського хоріонічного гонадотропіну та лютеїнізуючого гормону при регульованій гіперстимуляції яєчників
Випадковий патент: Пристрій для отримання потомства коропа