Спосіб отримання стандартних зразків складу сталей і сплавів для хімічного та спектрального аналізу
Номер патенту: 82932
Опубліковано: 27.08.2013
Автори: Пономаренко Анатолій Димитрович, Ворошилов Володимир Костянтинович, Ворошилова Ганна Володимирівна, Устименко Володимир Миколайович, Курнавина Людмила Прокопівна
Формула / Реферат
1. Спосіб отримання стандартних зразків для хімічного та спектрального аналізу складу сталей і сплавів, що включає виплавку металу у вакуумній індукційній печі або іншим способом, який забезпечує високу якість металу зливка, наприклад електрошлакового переплаву, з видаленням головної і донної частини зливка при подальшій деформації металу до заготовок круглого перерізу з послідовним отриманням стандартного зразка, спочатку дисперсного подрібненого матеріалу у вигляді стружки, що одержана шляхом обточки поверхневого шару заготовки на токарному верстаті, для хімічного аналізу, а потім монолітного зразка із решти серцевини заготовки для спектрального аналізу, з атестацією контрольованих елементів, який відрізняється тим, що попередньо перед обточкою по колу заготовки на її поверхні дисковою фрезою або іншим інструментом виконують повздовжні прорізи на глибину діаметра монолітного стандартного зразка, причому співвідношення зовнішнього діаметра заготовки з прорізом до діаметра моноліту серцевини вибирають в межах 1,1-1,4, а ширину і число прорізів задають в залежності від діаметра стандартного зразка моноліту і необхідної дисперсності матеріалу зразка для хімічного аналізу.
2. Спосіб за п. 1, який відрізняється тим, що необхідну ширину повздовжніх прорізів вибирають в межах 1,2-1,8 мм.
3. Спосіб за п. 1 і 2, який відрізняється тим, що число прорізів на заготовці задають в діапазоні 30-60.
Текст
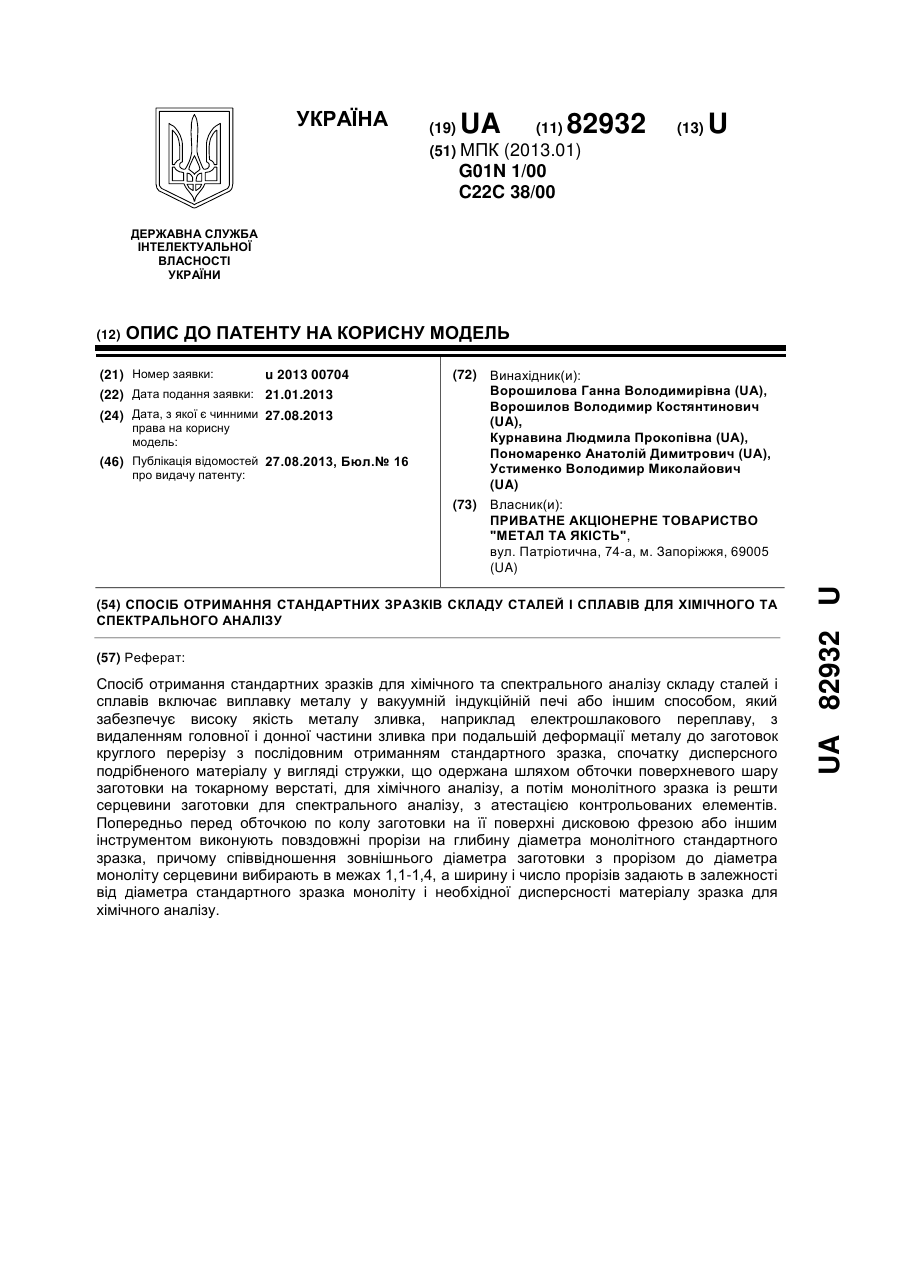
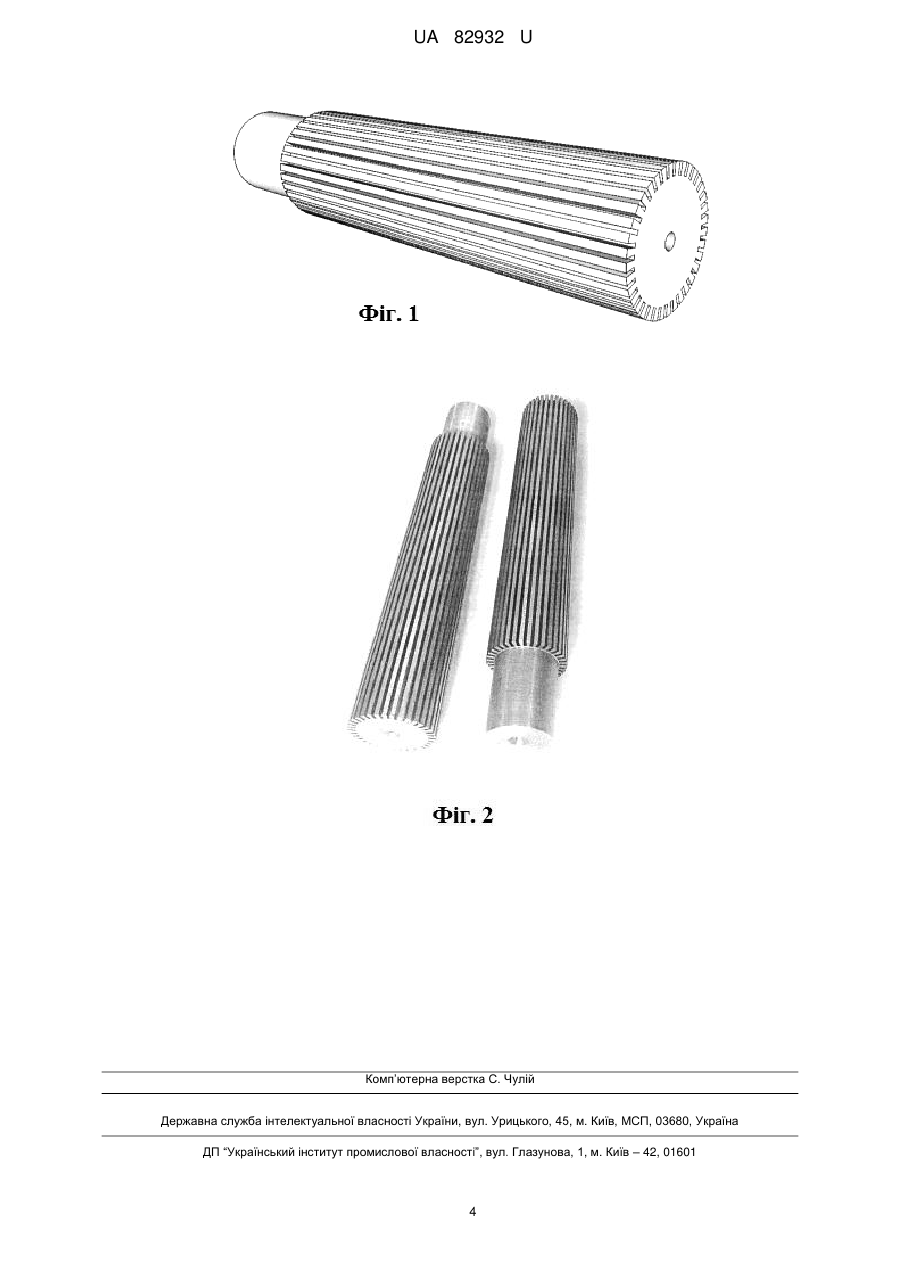
Реферат: Спосіб отримання стандартних зразків для хімічного та спектрального аналізу складу сталей і сплавів включає виплавку металу у вакуумній індукційній печі або іншим способом, який забезпечує високу якість металу зливка, наприклад електрошлакового переплаву, з видаленням головної і донної частини зливка при подальшій деформації металу до заготовок круглого перерізу з послідовним отриманням стандартного зразка, спочатку дисперсного подрібненого матеріалу у вигляді стружки, що одержана шляхом обточки поверхневого шару заготовки на токарному верстаті, для хімічного аналізу, а потім монолітного зразка із решти серцевини заготовки для спектрального аналізу, з атестацією контрольованих елементів. Попередньо перед обточкою по колу заготовки на її поверхні дисковою фрезою або іншим інструментом виконують повздовжні прорізи на глибину діаметра монолітного стандартного зразка, причому співвідношення зовнішнього діаметра заготовки з прорізом до діаметра моноліту серцевини вибирають в межах 1,1-1,4, а ширину і число прорізів задають в залежності від діаметра стандартного зразка моноліту і необхідної дисперсності матеріалу зразка для хімічного аналізу. UA 82932 U (12) UA 82932 U UA 82932 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії, зокрема до технології одержання стандартних зразків (далі СЗ) для хімічного та спектрального аналізу складу сталей і сплавів з атестованим вмістом хімічних елементів. Відомий спосіб отримання СЗ складу сталі, чавуну або сплаву, мікролегованих легколетучими металами з атестованим вмістом одного або декілька елементів [патент РФ № 2379647, заяв. 29.04.2008, G01N 1/0]. У відповідності з цим способом отримання СЗ включає одержання розплаву сталі, чавуну або сплаву, мікролегування його відповідними легколетучими металами, формування литої та/або деформованої заготовки, виготовлення СЗ відомими методами та атестацію контрольованих елементів. Недоліком зазначеного способу є те, що він не забезпечує одержання однорідних СЗ для хімічного та спектрального аналізу сталей і сплавів легованих у великих концентраціях легуючими елементами. Із зарубіжної практики відомий спосіб (прийом), при якому одна частина зливка після деформації застосовується як матеріал СЗ для хімічного, а інша частина СЗ - для спектрального аналізу. Найбільш близьким за технічною суттю до заявлюваного є спосіб, описаний авторами [Плинер Ю.Л., Кузьмин И.М. Метрологические проблемы аналитического контроля качества металлопродукции. - М.: "Металлургия", 1989.-215 с.], за яким СЗ легованих сталей для хімічного та спектрального аналізу виробляють з металу, виплавленого в вакуумній індукційній печі з наступною деформацією до круглого перерізу з видаленням головної і донної частини зливка. Заготовку обточують на токарному верстаті гребінчастим різцем з кроком 1,2 мм і максимальною швидкістю обертання шпинделя 31,5 об./хв., оскільки при більш високій швидкості на поверхні стружки з'являються кольори мінливості. Стружку використовують як матеріал СЗ для хімічного аналізу, а частину, що залишилась - як монолітну заготовку для спектрального аналізу. Недолік описаного способу полягає в тому, що використання гребінчастих різців призводить до утворення своєрідної форми зерен одержуваної стружки, оскільки її різні частинки є неоднорідними по довжині і ширині навіть в одній фракції розсіву. Така неоднорідність призводить до неоднорідності хімічного складу СЗ, необхідності додаткового подрібнення сталевої стружки в спеціальній дробарці, що підвищує витрати і знижує ефективність отримання СЗ. У зв'язку з цим після відсіву непридатної фракції вихід придатного матеріалу не перевищує 60 % від загальної кількості стружки. При цьому якість монолітних СЗ залишається високою, оскільки серцевина заготовки залишається однорідною та успадковує особливості кристалізаційної структури злитка. В основу корисної моделі поставлено задачу: шляхом підготовки поверхневого шару заготовки забезпечити підвищення однорідності СЗ для хімічного аналізу по розмірному складу, стабільності його хімічного складу, максимального наближення хімічного складу стружки (для хімічного аналізу) до складу монолітного матеріалу (для спектрального аналізу), підвищення виходу придатного і зниження витрат на додаткове подрібнення стружки, при одночасному підвищенні швидкості процесу обточки заготовки та збереженні високої якості СЗ моноліту для спектрального аналізу. У заявленому способі отримання СЗ для хімічного та спектрального аналізу складу сталей і сплавів поставлена задача вирішується шляхом попереднього виконання по колу заготовки дисковою фрезою або іншим інструментом на її поверхні повздовжніх прорізів на глибину діаметра монолітного СЗ для спектрального аналізу, причому співвідношення зовнішнього діаметра заготовки з прорізом до діаметра моноліту серцевини вибирають в межах 1,1-1,4, а оптимальне число прорізів та їх ширину задають в залежності від необхідної фракції дисперсності матеріалу СЗ для хімічного аналізу, з урахуванням діаметра моноліту СЗ для спектрального аналізу. Оскільки діаметр СЗ для спектрального аналізу складу сталей і сплавів на практиці змінюється від 30 до 45 мм, число прорізів на заготовці, виходячи з її довжини кола, задають в межах 30-60, а оптимальну ширину прорізів вибирають в діапазоні 1,2-1,8 мм. Спосіб здійснюється наступним чином. У вакуумній індукційній печі або методом електрошлакового переплаву виплавляють злиток заданого складу сталі або сплаву. У процесі деформації зливка видаляють його дефектні зони з головної і донної частин. Зливок шляхом ряду проміжних операцій деформують в заготовку круглого перерізу діаметром в 1,1-1,4 рази більше від необхідного діаметра СЗ для спектрального аналізу. Після видалення поверхневого чорнового шару (з урахуванням діаметра СЗ для спектрального аналізу діаметр чистової заготовки може змінюватись від 33 до 63 мм) чистову заготовку розмічають для виконання прорізів. В залежності від довжини кола заготовки і необхідної дисперсності матеріалу СЗ для 1 UA 82932 U 5 10 15 20 25 30 хімічного аналізу вибирають ширину прорізу в межах 1,2-1,8 мм і визначають число прорізів в діапазоні 30-60, які виконують по її поверхні. Заготовку з прорізами обточують на токарному верстаті. В результаті обточення отриману стружку використовують як дисперсний матеріал СЗ для хімічного аналізу, а моноліт, залишився - як матеріал СЗ для спектрального аналізу. Приклад. У вакуумній індукційній печі виплавляли зливок сталі марки 12 × 1МФ масою 120 кг з розливанням у чавунну виливницю. Зливок піддавали деформації на пресі АКП-500 зусиллям до 500 тон з видаленням головної і донної частин при переділі на проміжну заготовку. З розрахунку отримання СЗ моноліту діаметром 40 мм для спектрального аналізу і співвідношення діаметра заготовки з прорізом до діаметра заготовки моноліту 1,25, проміжну заготовку деформували до діаметра 54 мм. Після видалення поверхневого чорнового шару на заготовці (діаметром 50 мм) дисковою фрезою зі сталі Р6М5 товщиною 1,8 мм (фіг. 1, 2). На Фіг. 1 Схема заготовки сталі 12 × 1МФ для отримання стандартних зразків для хімічного та спектрального аналізу складу сталей та сплавів. Фіг. 2 Заготовки. Зробили 36 повздовжніх прорізів на глибину 4,8 мм. Потім заготовку піддали обточці на токарному верстаті зі швидкістю обертання шпинделя 140 об./хв. Отриману стружку використовували як дисперсний матеріал СЗ для хімічного аналізу, а моноліт (серцевину), що залишилася, - як монолітний матеріал СЗ для спектрального аналізу, з подальшою міжлабораторною атестацією вмісту легуючих елементів та домішок. Запропонований спосіб отримання СЗ складу сталей і сплавів за рахунок однорідності розмірного складу стружки, відсутності на ній кольорів мінливості і за рахунок однорідності фракційного складу забезпечує необхідний рівень хімічної однорідності СЗ для хімічного аналізу при одночасно високій хімічній однорідності СЗ для спектрального аналізу та максимального наближення хімічного складу матеріалу СЗ для хімічного аналізу до хімічного складу матеріалу СЗ для спектрального аналізу. Дослідження, проведені при отриманні стандартного зразка складу сталі 12 × 1МФ запропонованим способом в порівнянні з прототипом (таблиця 1, 2), показали, що вибір співвідношення між діаметром заготовки з прорізом до діаметра заготовки моноліту менше 1,1 є не ефективним через недостатній обсяг стружки, що використовується як дисперсний матеріал СЗ для хімічного аналізу. Збільшення цього співвідношення більше 1,4 також небажано, оскільки значне збільшення глибини прорізу від поверхні заготовки до її серцевини істотно змінює ширину виступу в цьому ж напрямку. Це приводить до неоднорідності фракційного складу матеріалу в процесі обточування, а, отже, до зміни неоднорідності його розмірного і хімічного складу. Таблиця 1 Порівняльні характеристики одержання стандартного зразка складу сталі 12 × 1МФ для хімічного аналізу № досл. 1 2 3 4 5 6 7 D прорізу D моноліту 1,07 1,10 1,25 1,27 1,40 1,43 прототип D D прорізу, моноліту, мм мм 43 44 50 38 42 43 40 40 40 30 30 30 30 Вихід Середня Ширина Кількість Фракція придатної швидкість прорізу, прорізів, стружки, мм фракції, обточки, мм шт. % об./хв. 1,8 36 0,31-0,6 0,5 140 1,8 36 0,6-1,0 90,5 140 1,8 36 0,6,-1,0 99,5 140 1,2 30 0,6-1,0 99,5 150 1,2 30 0,6-1,0 92,0 150 1,2 30 0,8-1,2 71,0 150 0,2-0,7 50 30 35 40 Крім цього, якщо неоднорідність фракційного складу в способі-прототипі змінюється (розміри частинок стружки від 0,315 до 1,0 мм) більше ніж в 3 рази, то однорідність часток за пропонованим способом практично відсутня. При цьому практично 100 % отриманої стружки використовується як дисперсний матеріал для СЗ для хімічного аналізу. Швидкість обточування в порівнянні з прототипом, завдяки періодичному охолодженню ріжучої кромки різця в зоні прорізу, можливо підвищити більш ніж в 3 рази. Для виконання прорізів на заготовках доцільно використовувати дискові прорізні фрези, ширина яких визначає ширину прорізу. Ширина останньої залежить від діаметра стандартного зразка моноліту і довжини кола заготовки з прорізом. Експериментально встановлено, що ширина прорізів в межах 1,2-1,8 мм, а їх число 2 UA 82932 U 30-60 є найбільш оптимальними для отримання високої однорідності матеріалу СЗ для хімічного аналізу. Таблиця 2 Результати хімічного аналізу матеріалу стандартного зразка сталі 12 × 1МФ, отриманого запропонованим способом Фракції, мм 0,315-0,6 0,6-1,0 5 10 15 Масова доля, % кремній марганець Вихід фракцій, % вуглець 0,5 Брак 0,110 0,110 99,5 0,111 0,109 Середнє 0,110 0,320 0,323 0,321 0,322 0,322 0,573 0,575 0,574 0,573 0,574 мідь сірка 0,146 0,145 0,146 0,145 0,146 0,0052 0,0052 0,0055 0,0054 0,0054 При цьому число прорізів оптимально, як з точки зору отримання фракційної однорідності матеріалу, так і зручності розмітки заготовки при підготовці її до виконання прорізів в послідовності 30, 36, 40, 45, 60, виходячи з діаметра кола в градусах. Таким чином, пропонований спосіб забезпечує рівень якості стандартних зразків хімічного складу сталей і сплавів для спектрального і хімічного аналізу значно вищий прийнятого як прототип, дозволяє максимально наблизити хімічний склад матеріалу СЗ для хімічного аналізу до хімічного складу матеріалу СЗ для спектрального аналізу і задовольняє метрологічним вимогам. Спосіб пройшов дослідне випробування на експериментальному обладнанні Приватного акціонерного товариства "Метал та Якість" та ДП "УкрНДІспецсталь" і дав позитивні результати. Промислове виробництво таких зразків в Україні відсутнє. Реалізація запронованого способу дасть можливість частково скоротити їх постачання із закордону. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 1. Спосіб отримання стандартних зразків для хімічного та спектрального аналізу складу сталей і сплавів, що включає виплавку металу у вакуумній індукційній печі або іншим способом, який забезпечує високу якість металу зливка, наприклад електрошлакового переплаву, з видаленням головної і донної частини зливка при подальшій деформації металу до заготовок круглого перерізу з послідовним отриманням стандартного зразка, спочатку дисперсного подрібненого матеріалу у вигляді стружки, що одержана шляхом обточки поверхневого шару заготовки на токарному верстаті, для хімічного аналізу, а потім монолітного зразка із решти серцевини заготовки для спектрального аналізу, з атестацією контрольованих елементів, який відрізняється тим, що попередньо перед обточкою по колу заготовки на її поверхні дисковою фрезою або іншим інструментом виконують повздовжні прорізи на глибину діаметра монолітного стандартного зразка, причому співвідношення зовнішнього діаметра заготовки з прорізом до діаметра моноліту серцевини вибирають в межах 1,1-1,4, а ширину і число прорізів задають в залежності від діаметра стандартного зразка моноліту і необхідної дисперсності матеріалу зразка для хімічного аналізу. 2. Спосіб за п. 1, який відрізняється тим, що необхідну ширину повздовжніх прорізів вибирають в межах 1,2-1,8 мм. 3. Спосіб за п. 1 і 2, який відрізняється тим, що число прорізів на заготовці задають в діапазоні 30-60. 3 UA 82932 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining standard samples of steels and alloys for chemical and spectral analysis
Автори англійськоюVoroshylova Hanna Volodymyrivna, Voroshylov Volodymyr Kostiantynovych, Kurnavina Liudmyla Prokopivna, Ponomeranko Anatolii Dmytrovych, Ustymenko Volodymyr Mykolaiovych
Назва патенту російськоюСпособ получения стандартных образцов состава сталей и сплавов для химического и спектрального анализа
Автори російськоюВорошилова Анна Владимировна, Ворошилов Владимир Константинович, Курнавина Людмила Прокоповна, Пономаренко Анатолий Дмитриевич, Устименко Владимир Николаевич
МПК / Мітки
МПК: C22C 38/00, G01N 1/00
Мітки: сплавів, стандартних, аналізу, отримання, спектрального, сталей, складу, хімічного, спосіб, зразків
Код посилання
<a href="https://ua.patents.su/6-82932-sposib-otrimannya-standartnikh-zrazkiv-skladu-stalejj-i-splaviv-dlya-khimichnogo-ta-spektralnogo-analizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання стандартних зразків складу сталей і сплавів для хімічного та спектрального аналізу</a>
Спосіб аналізу складу металевих сплавів
Номер патенту: 22225
Опубліковано: 25.04.2007
Автор: Антонов Володимир Костянтинович
МПК: G01N 19/02
Мітки: спосіб, сплавів, аналізу, металевих, складу
Формула / Реферат:
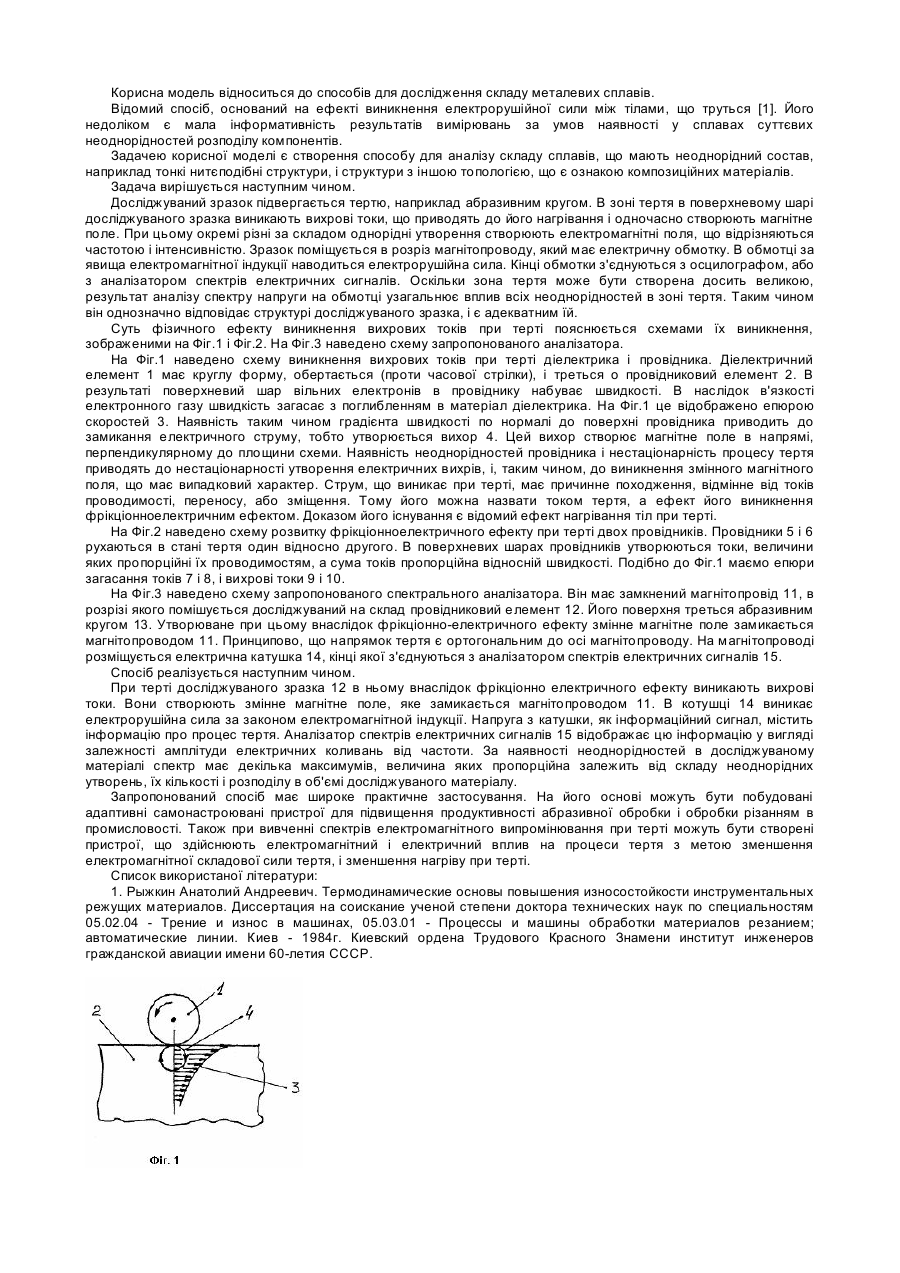
Спосіб аналізу складу металевих сплавів, який відрізняється тим, що склад визначається приведенням досліджуваного сплаву у стан тертя з абразивним матеріалом і вимірюванням змінного магнітного поля, що виникає в зоні тертя.
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Гусєв Дмітрій Івановіч, Колосов Александр Фйодоровіч, Воронцов Вячєслав Константіновіч, Полухін Пйотр Івановіч, Брінза Вячєслав Владіміровіч, Бойко Владімір Фйодоровіч, Полухін Владімір Пєтровіч
МПК: B21B 1/38
Мітки: спосіб, плоского, сталей, прокату, отримання, малопластичних, сплавів
Формула / Реферат:
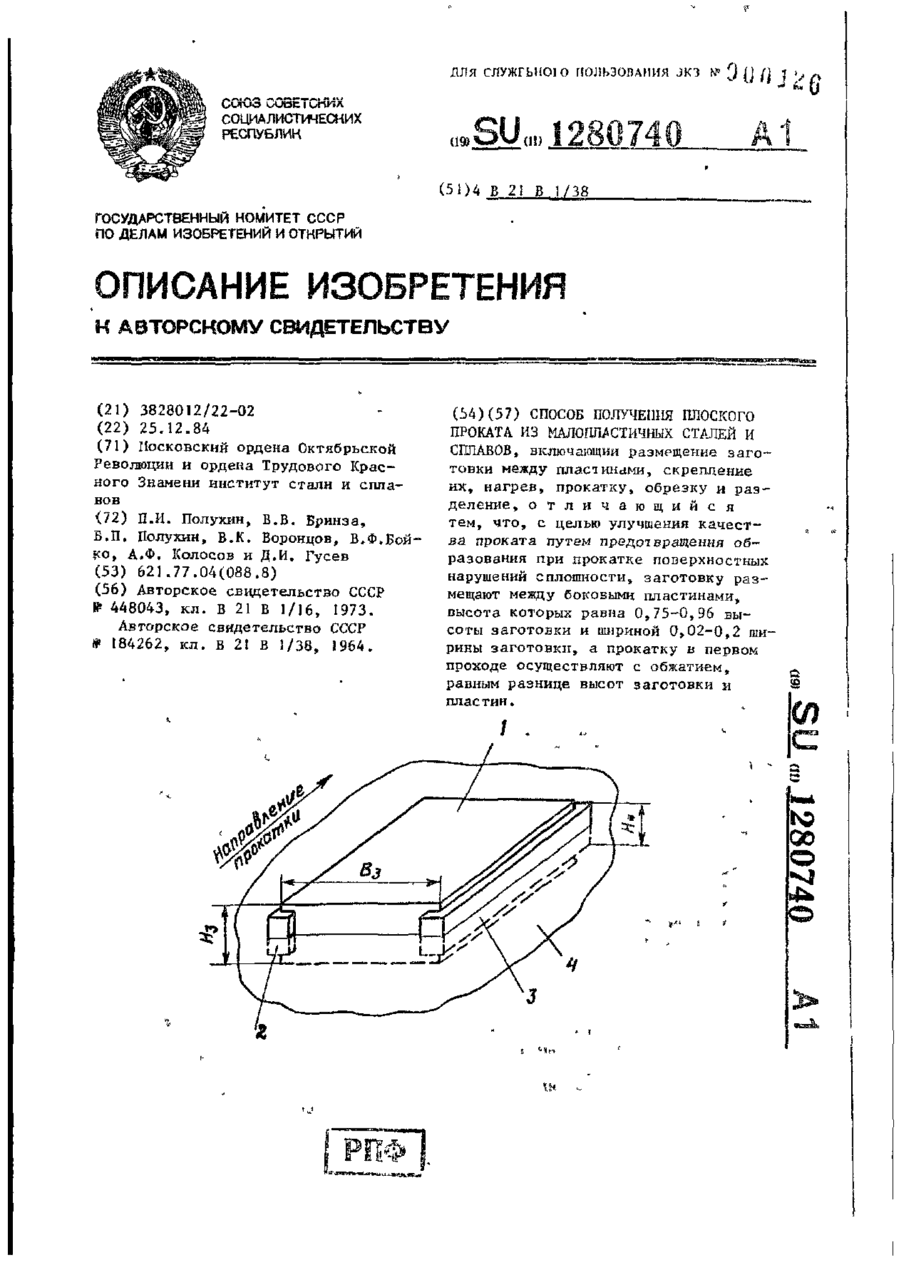
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб виготовлення стандартних зразків для настроювання структуроскопів
Номер патенту: 101421
Опубліковано: 25.03.2013
Автори: Рибачук Володимир Георгійович, Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: структуроскопів, настроювання, виготовлення, зразків, спосіб, стандартних
Формула / Реферат:
1. Спосіб виготовлення стандартних зразків для настроювання структуроскопів, що полягає в вирізанні із заготовок з різними електрофізичними параметрами стандартних зразків з плоскопаралельними поверхнями однакової товщини, вимірюванні електрофізичного структурочутливого параметра матеріалу стандартного зразка і присвоєнні стандартному зразку визначеного значення електрофізичного параметра, який відрізняється тим, що заготовки для стандартних...
Спосіб емісійного спектрального аналізу
Номер патенту: 2919
Опубліковано: 26.12.1994
Автори: Малиголовка Борис Володимирович, Головко Богдан Михайлович, Саприкін Юрій Олександрович, Паздерський Юрій Антонович, Сушко Степан Васильович
МПК: G01N 21/67
Мітки: емісійного, спектрального, аналізу, спосіб
Формула / Реферат:
1. Способ эмиссионного спектрального анализа, включающий термическую атомизацию пробы, размещенной на катоде, в атмосфере инертного газа, возбуждение атомного пара в электрическом поле и регистрацию эмиссионного спектра пробы, по которому проводят анализ, отличающийся тем, что перед атомизацией пробы определяют величину напряженности электрического поля, соответствующую порогу зажигания самостоятельного разряда в инертном газе, а возбуждение...
Спосіб коригування результатів спектрального аналізу матеріалів дистанційної зйомки грунту

Номер патенту: 19604
Опубліковано: 15.12.2006
Автори: Бідолах Дмитро Ілліч, Ачасов Андрій Борисович
МПК: G01C 11/00
Мітки: дистанційно, зйомки, матеріалів, спектрального, результатів, грунту, аналізу, коригування, спосіб
Формула / Реферат:
Спосіб коригування результатів спектрального аналізу матеріалів дистанційної зйомки ґрунту, що включає дистанційне знімання ґрунтових поверхонь, відбір зразків з верхнього шару ґрунту з прив'язкою місць відбору за допомогою GPS-приймача до глобальної системи координат, який відрізняється тим, що на прив'язаному космічному знімку по кожній точці відбору зразків комп'ютерно визначають значення яскравостей еталона на знімку по трьох спектральних...
Попередній патент: Автономний імпульсний генератор електричної енергії
Наступний патент: Дерматом з секторним механізмом для зрізування товстого, рельєфного епідермотранслокалізаційного аутодермотрансплантата
Випадковий патент: Спосіб діагностики розповсюдження пухлинного процесу з нирок в нижню порожнисту вену