Спосіб виготовлення заготовки порожнистої лопатки для газотурбінного двигуна
Номер патенту: 84260
Опубліковано: 10.10.2008
Автори: Ферт Жан - П'єр, Франш Жан - Мішель, Патрік, Морис, Лоріе Ален, Ломме Даніель Гастон
Формула / Реферат
1. Спосіб виготовлення заготовки для порожнистої лопатки газотурбінного двигуна, яка містить ніжку (2) і перо (4), що включає у себе стадію виготовлення двох зовнішніх деталей (14), кожна з яких містить призначену для пера лопатки частину (18) і призначену для ніжки лопатки частину (16), які, принаймні частково, утворюють заготовку (30) лопатки, стадію з'єднання двох зовнішніх деталей (14) за допомогою дифузійного зварювання для одержання заготовки (30) лопатки, який відрізняється тим, що стадія виготовлення двох зовнішніх деталей (14) включає для кожної з цих зовнішніх деталей (14) такі операції:
- виготовлення куванням первинного елемента (28, 128), що утворює принаймні призначену для пера лопатки частину (18) зовнішньої деталі (14);
- виготовлення куванням щонайменше одного вторинного елемента (34, 134, 234) щонайменше для часткового утворення призначеної для ніжки лопатки частини (16) зовнішньої деталі (14); і
- з'єднання кожного вторинного елемента (34, 134, 234) з первинним елементом (28, 128) для одержання зовнішньої деталі (14).
2. Спосіб за п. 1, який відрізняється тим, що операцію з'єднання кожного вторинного елемента (34, 134, 234) з первинним елементом (28, 128) здійснюють шляхом зварювання лінійним тертям і зварювання тертям зі струшуванням ("friction stir welding").
3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що після стадії з'єднання дифузійним зварюванням двох зовнішніх деталей (14) для одержання заготовки (30) лопатки здійснюють такі стадії:
- установлення зазначеної заготовки (30) в аеродинамічний профіль;
- заповнення газом під тиском і надпластичне формування зазначеної заготовки (30), установленої в аеродинамічний профіль.
4. Спосіб за одним із попередніх пунктів, який відрізняється тим, що кожний вторинний елемент (34, 134, 234), щонайменше для часткового утворення призначеної для ніжки лопатки частини (16) кожної з двох зовнішніх деталей (14), виготовляють шляхом протягування.
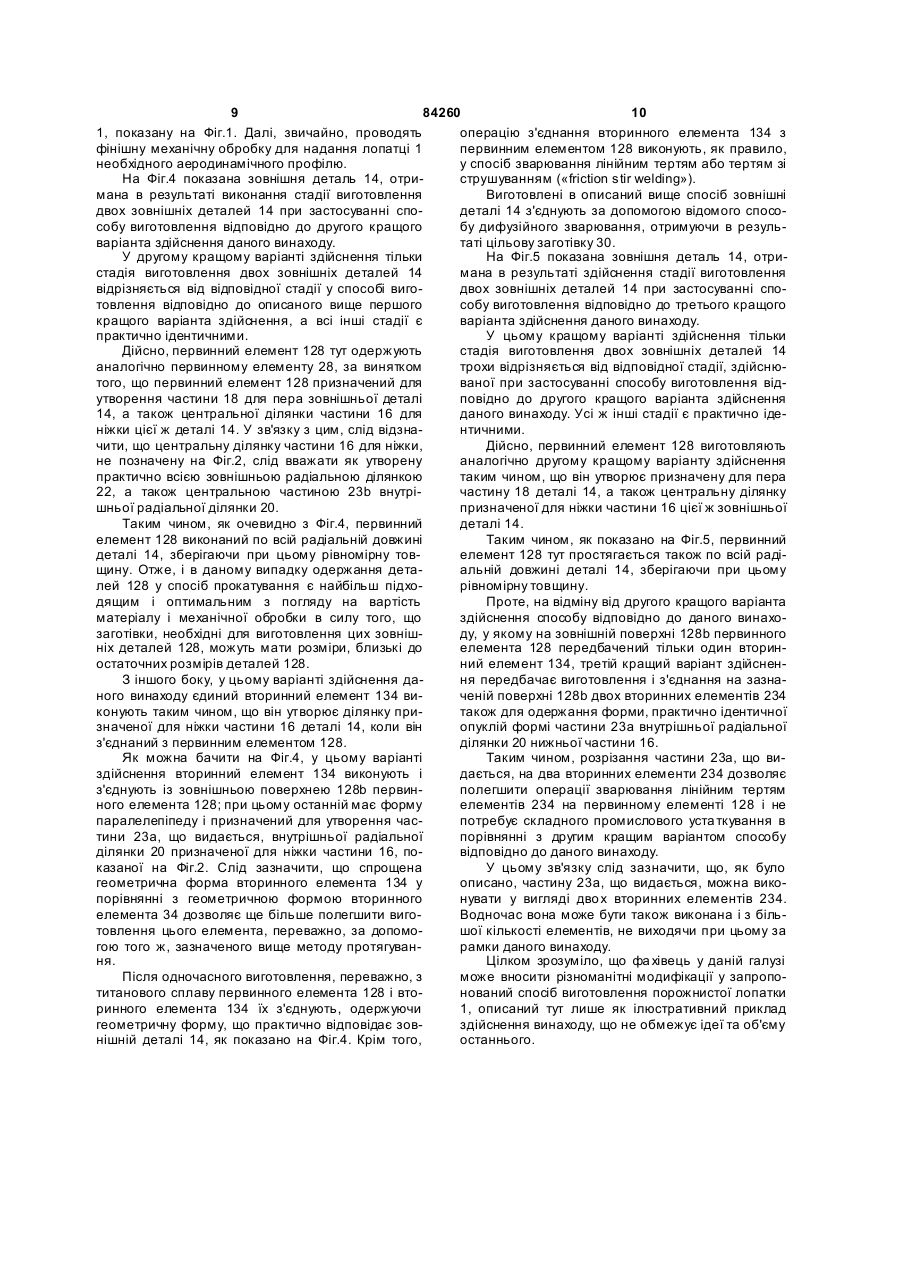
5. Спосіб за п. 1, який відрізняється тим, що для кожної з двох зовнішніх деталей (14) первинний елемент (128) виконують таким чином, що він утворює тільки призначену для пера лопатки частину (18) зовнішньої деталі (14), а єдиний вторинний елемент (34) виконують таким чином, що він цілком утворює призначену для ніжки лопатки частину (16) заготовки (14).
6. Спосіб за пп. 1-4, який відрізняється тим, що для кожної з двох зовнішніх деталей (14) первинний елемент (128) виконують таким чином, що він утворює призначену для пера лопатки частину (18) зовнішньої деталі (14), а також центральну ділянку призначеної для ніжки лопатки частини (16) зазначеної зовнішньої деталі (14), а вторинний елемент (134, 234) виконують таким чином, що він утворює ділянку призначеної для ніжки лопатки частини (16) зовнішньої деталі (14), коли він зібраний на первинному елементі (128).
7. Спосіб за п. 6, який відрізняється тим, що для кожної з двох зовнішніх деталей (14) первинний елемент (128) виконують таким чином, що він має зовнішню поверхню (128b), а вторинні елементи (134, 234) з'єднані на зазначеній зовнішній поверхні (128b) первинного елемента (128).
Текст
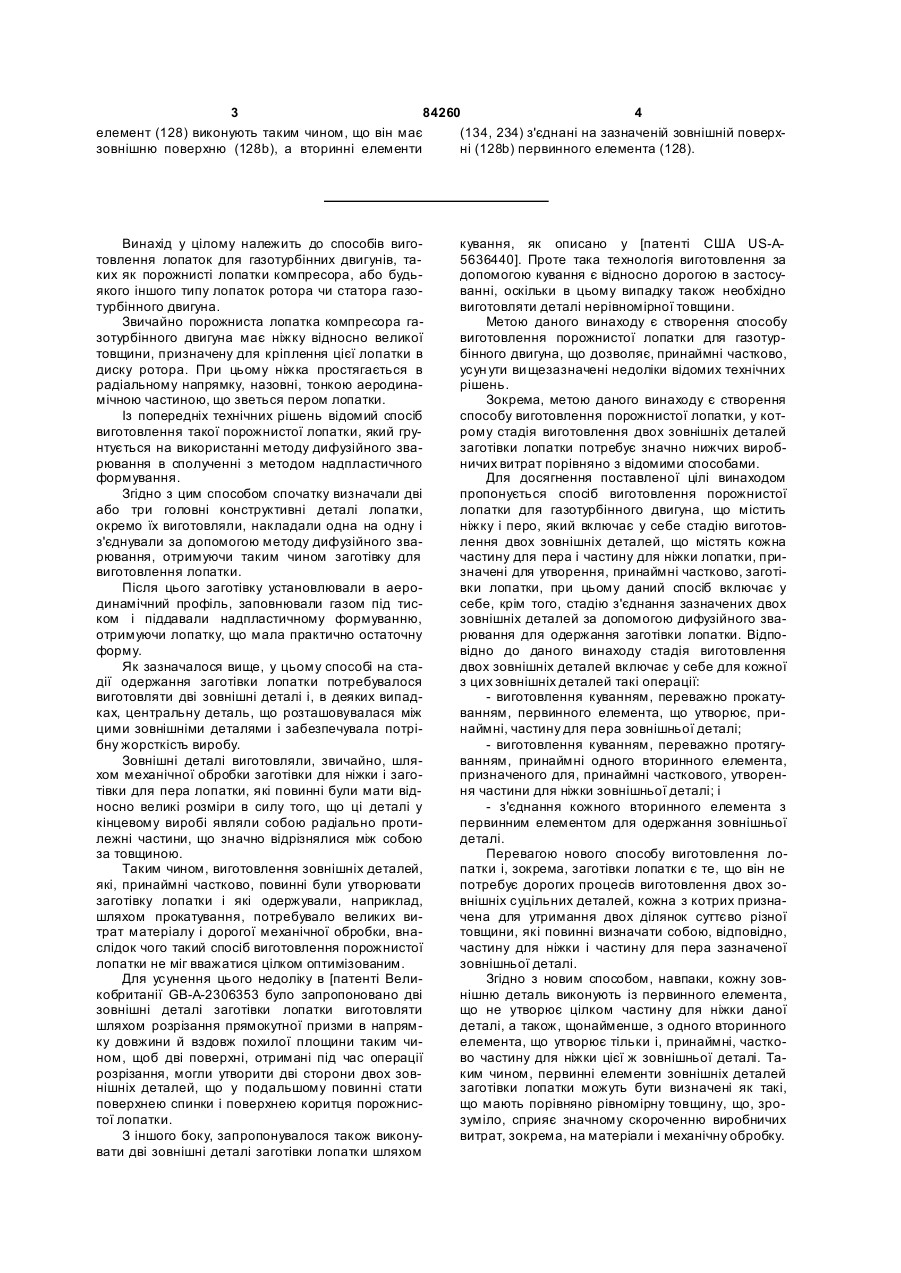
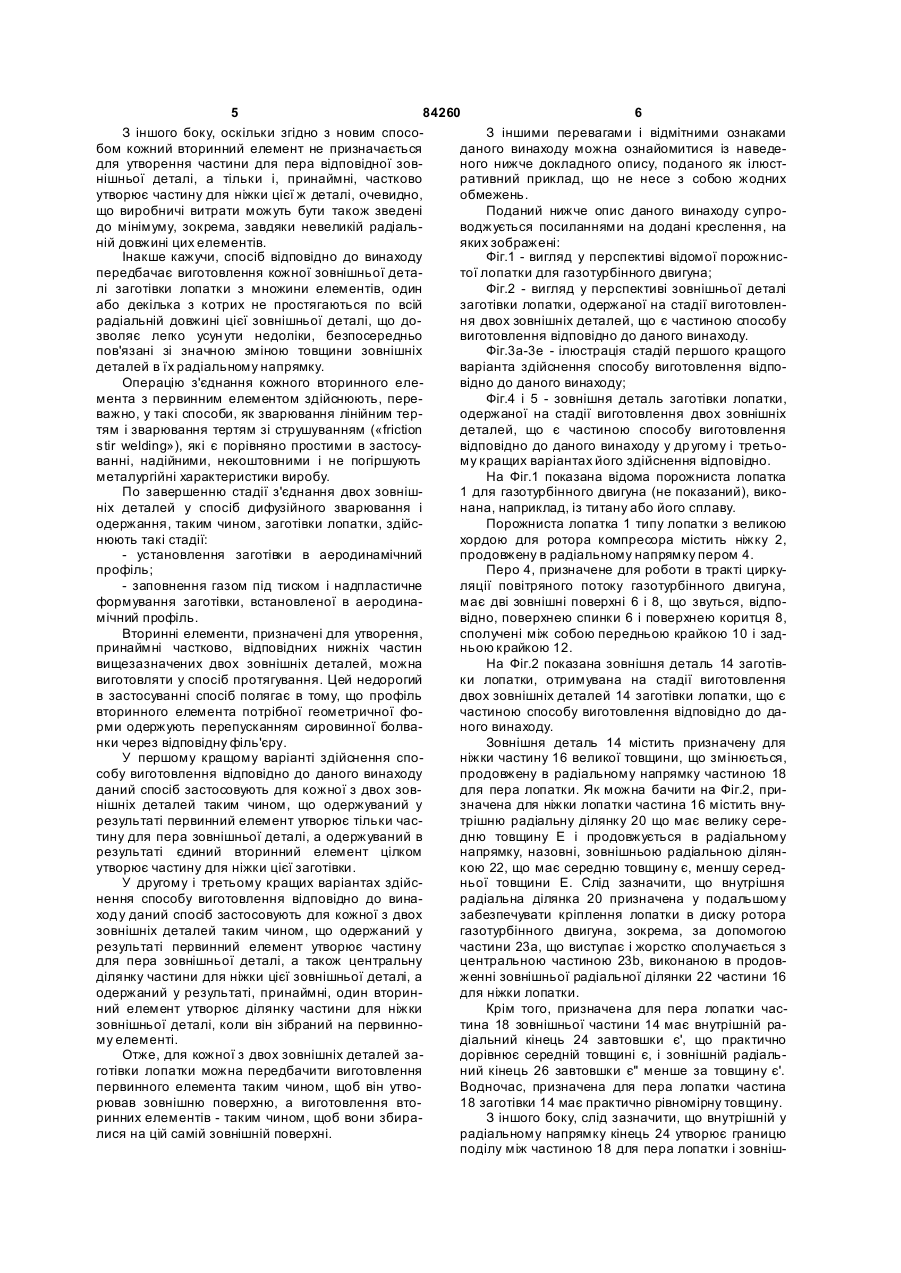
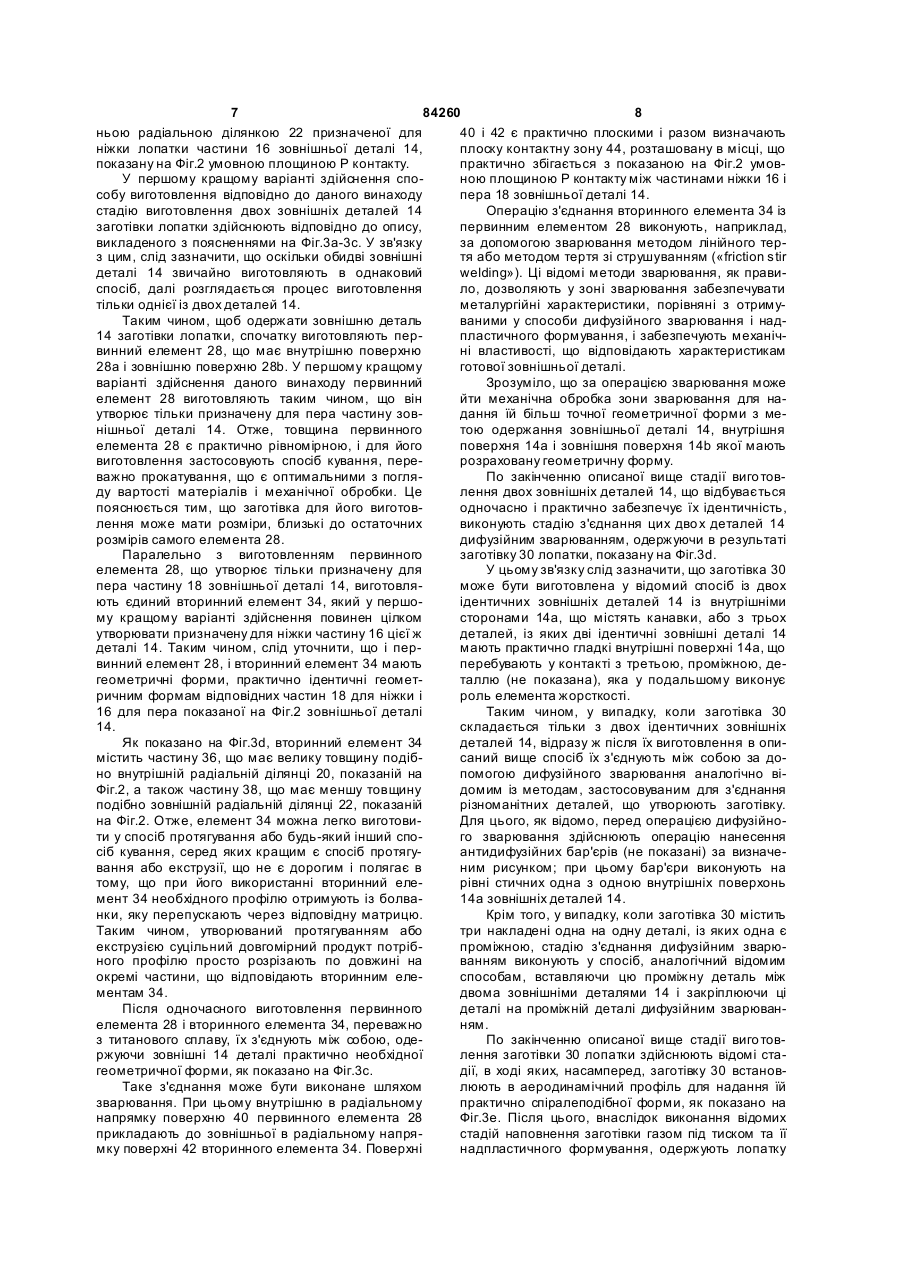
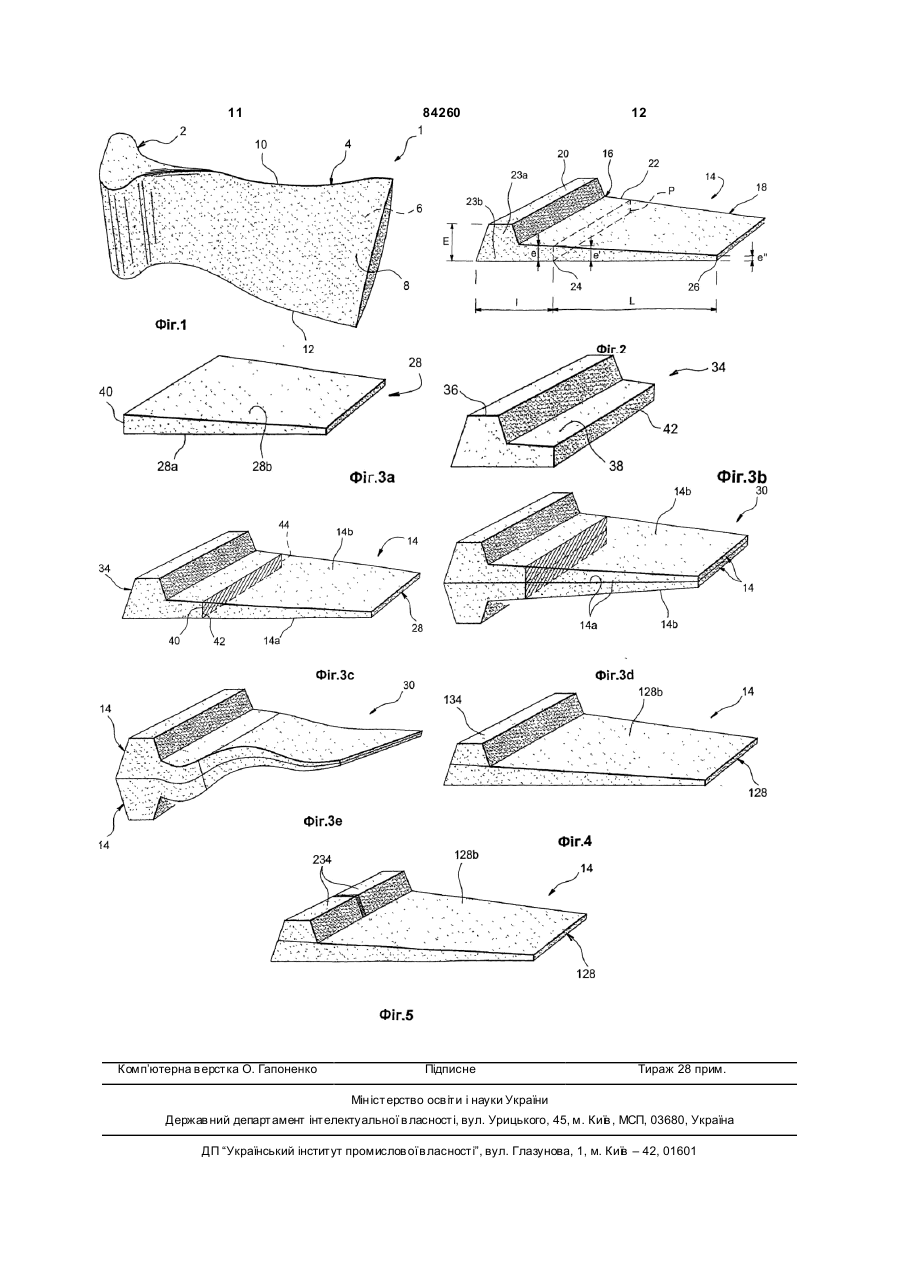
1. Спосіб виготовлення заготовки для порожнистої лопатки газотурбінного двигуна, яка містить ніжку (2) і перо (4), що включає у себе стадію виготовлення двох зовнішніх деталей (14), кожна з яких містить призначену для пера лопатки частину (18) і призначену для ніжки лопатки частину (16), які, принаймні частково, утворюють заготовку (30) лопатки, стадію з'єднання двох зовнішніх деталей (14) за допомогою дифузійного зварювання для одержання заготовки (30) лопатки, який відрізняється тим, що стадія виготовлення двох зовнішніх деталей (14) включає для кожної з цих зовнішніх деталей (14) такі - виготовлення куванням первинного елемента операції: (28, 128), що утворює принаймні призначену для пера лопатки частину (18) зовнішньої деталі (14); - виготовлення куванням щонайменше одного вторинного елемента (34, 134, 234) щонайменше для часткового утворення призначеної для ніжки лопатки частини (16) зовнішньої деталі (14); і - з'єднання кожного вторинного елемента (34, 134, 234) з первинним елементом (28, 128) для одержання зовнішньої деталі (14). 2 (19) 1 3 84260 4 елемент (128) виконують таким чином, що він має (134, 234) з'єднані на зазначеній зовнішній поверхзовнішню поверхню (128b), а вторинні елементи ні (128b) первинного елемента (128). Винахід у цілому належить до способів виготовлення лопаток для газотурбінних двигунів, таких як порожнисті лопатки компресора, або будьякого іншого типу лопаток ротора чи статора газотурбінного двигуна. Звичайно порожниста лопатка компресора газотурбінного двигуна має ніжку відносно великої товщини, призначену для кріплення цієї лопатки в диску ротора. При цьому ніжка простягається в радіальному напрямку, назовні, тонкою аеродинамічною частиною, що зветься пером лопатки. Із попередніх технічних рішень відомий спосіб виготовлення такої порожнистої лопатки, який грунтується на використанні методу дифузійного зварювання в сполученні з методом надпластичного формування. Згідно з цим способом спочатку визначали дві або три головні конструктивні деталі лопатки, окремо їх виготовляли, накладали одна на одну і з'єднували за допомогою методу дифузійного зварювання, отримуючи таким чином заготівку для виготовлення лопатки. Після цього заготівку установлювали в аеродинамічний профіль, заповнювали газом під тиском і піддавали надпластичному формуванню, отримуючи лопатку, що мала практично остаточну форму. Як зазначалося вище, у цьому способі на стадії одержання заготівки лопатки потребувалося виготовляти дві зовнішні деталі і, в деяких випадках, центральну деталь, що розташовувалася між цими зовнішніми деталями і забезпечувала потрібну жорсткість виробу. Зовнішні деталі виготовляли, звичайно, шляхом механічної обробки заготівки для ніжки і заготівки для пера лопатки, які повинні були мати відносно великі розміри в силу того, що ці деталі у кінцевому виробі являли собою радіально протилежні частини, що значно відрізнялися між собою за товщиною. Таким чином, виготовлення зовнішніх деталей, які, принаймні частково, повинні були утворювати заготівку лопатки і які одержували, наприклад, шляхом прокатування, потребувало великих витрат матеріалу і дорогої механічної обробки, внаслідок чого такий спосіб виготовлення порожнистої лопатки не міг вважатися цілком оптимізованим. Для усунення цього недоліку в [патенті Великобританії GB-A-2306353 було запропоновано дві зовнішні деталі заготівки лопатки виготовляти шляхом розрізання прямокутної призми в напрямку довжини й вздовж похилої площини таким чином, щоб дві поверхні, отримані під час операції розрізання, могли утворити дві сторони двох зовнішніх деталей, що у подальшому повинні стати поверхнею спинки і поверхнею коритця порожнистої лопатки. З іншого боку, запропонувалося також виконувати дві зовнішні деталі заготівки лопатки шляхом кування, як описано у [патенті США US-A5636440]. Проте така технологія виготовлення за допомогою кування є відносно дорогою в застосуванні, оскільки в цьому випадку також необхідно виготовляти деталі нерівномірної товщини. Метою даного винаходу є створення способу виготовлення порожнистої лопатки для газотурбінного двигуна, що дозволяє, принаймні частково, усун ути ви щезазначені недоліки відомих технічних рішень. Зокрема, метою даного винаходу є створення способу виготовлення порожнистої лопатки, у котрому стадія виготовлення двох зовнішніх деталей заготівки лопатки потребує значно нижчих виробничих витрат порівняно з відомими способами. Для досягнення поставленої цілі винаходом пропонується спосіб виготовлення порожнистої лопатки для газотурбінного двигуна, що містить ніжку і перо, який включає у себе стадію виготовлення двох зовнішніх деталей, що містять кожна частину для пера і частину для ніжки лопатки, призначені для утворення, принаймні частково, заготівки лопатки, при цьому даний спосіб включає у себе, крім того, стадію з'єднання зазначених двох зовнішніх деталей за допомогою дифузійного зварювання для одержання заготівки лопатки. Відповідно до даного винаходу стадія виготовлення двох зовнішніх деталей включає у себе для кожної з цих зовнішніх деталей такі операції: - виготовлення куванням, переважно прокатуванням, первинного елемента, що утворює, принаймні, частину для пера зовнішньої деталі; - виготовлення куванням, переважно протягуванням, принаймні одного вторинного елемента, призначеного для, принаймні часткового, утворення частини для ніжки зовнішньої деталі; і - з'єднання кожного вторинного елемента з первинним елементом для одержання зовнішньої деталі. Перевагою нового способу виготовлення лопатки і, зокрема, заготівки лопатки є те, що він не потребує дорогих процесів виготовлення двох зовнішніх суцільних деталей, кожна з котрих призначена для утримання двох ділянок суттєво різної товщини, які повинні визначати собою, відповідно, частину для ніжки і частину для пера зазначеної зовнішньої деталі. Згідно з новим способом, навпаки, кожну зовнішню деталь виконують із первинного елемента, що не утворює цілком частину для ніжки даної деталі, а також, щонайменше, з одного вторинного елемента, що утворює тільки і, принаймні, частково частину для ніжки цієї ж зовнішньої деталі. Таким чином, первинні елементи зовнішніх деталей заготівки лопатки можуть бути визначені як такі, що мають порівняно рівномірну товщину, що, зрозуміло, сприяє значному скороченню виробничих витрат, зокрема, на матеріали і механічну обробку. 5 84260 6 З іншого боку, оскільки згідно з новим спосоЗ іншими перевагами і відмітними ознаками бом кожний вторинний елемент не призначається даного винаходу можна ознайомитися із наведедля утворення частини для пера відповідної зовного нижче докладного опису, поданого як ілюстнішньої деталі, а тільки і, принаймні, частково ративний приклад, що не несе з собою жодних утворює частину для ніжки цієї ж деталі, очевидно, обмежень. що виробничі витрати можуть бути також зведені Поданий нижче опис даного винаходу супродо мінімуму, зокрема, завдяки невеликій радіальводжується посиланнями на додані креслення, на ній довжині цих елементів. яких зображені: Інакше кажучи, спосіб відповідно до винаходу Фіг.1 - вигляд у перспективі відомої порожниспередбачає виготовлення кожної зовнішньої детатої лопатки для газотурбінного двигуна; лі заготівки лопатки з множини елементів, один Фіг.2 - вигляд у перспективі зовнішньої деталі або декілька з котрих не простягаються по всій заготівки лопатки, одержаної на стадії виготовленрадіальній довжині цієї зовнішньої деталі, що доня двох зовнішніх деталей, що є частиною способу зволяє легко усун ути недоліки, безпосередньо виготовлення відповідно до даного винаходу. пов'язані зі значною зміною товщини зовнішніх Фіг.3а-3е - ілюстрація стадій першого кращого деталей в їх радіальному напрямку. варіанта здійснення способу виготовлення відпоОперацію з'єднання кожного вторинного елевідно до даного винаходу; мента з первинним елементом здійснюють, переФіг.4 і 5 - зовнішня деталь заготівки лопатки, важно, у такі способи, як зварювання лінійним теродержаної на стадії виготовлення двох зовнішніх тям і зварювання тертям зі струшуванням («friction деталей, що є частиною способу виготовлення stir welding»), які є порівняно простими в застосувідповідно до даного винаходу у др угому і третьованні, надійними, некоштовними і не погіршують му кращих варіантах його здійснення відповідно. металургійні характеристики виробу. На Фіг.1 показана відома порожниста лопатка По завершенню стадії з'єднання двох зовніш1 для газотурбінного двигуна (не показаний), виконіх деталей у спосіб дифузійного зварювання і нана, наприклад, із титану або його сплаву. одержання, таким чином, заготівки лопатки, здійсПорожниста лопатка 1 типу лопатки з великою нюють такі стадії: хордою для ротора компресора містить ніжку 2, - установлення заготівки в аеродинамічний продовжену в радіальному напрямку пером 4. профіль; Перо 4, призначене для роботи в тракті цирку- заповнення газом під тиском і надпластичне ляції повітряного потоку газотурбінного двигуна, формування заготівки, встановленої в аеродинамає дві зовнішні поверхні 6 і 8, що звуться, відпомічний профіль. відно, поверхнею спинки 6 і поверхнею коритця 8, Вторинні елементи, призначені для утворення, сполучені між собою передньою крайкою 10 і задпринаймні частково, відповідних нижніх частин ньою крайкою 12. вищезазначених двох зовнішніх деталей, можна На Фіг.2 показана зовнішня деталь 14 заготіввиготовляти у спосіб протягування. Цей недорогий ки лопатки, отримувана на стадії виготовлення в застосуванні спосіб полягає в тому, що профіль двох зовнішніх деталей 14 заготівки лопатки, що є вторинного елемента потрібної геометричної фочастиною способу виготовлення відповідно до дарми одержують перепусканням сировинної болваного винаходу. нки через відповідну філь'єру. Зовнішня деталь 14 містить призначену для У першому кращому варіанті здійснення споніжки частину 16 великої товщини, що змінюється, собу виготовлення відповідно до даного винаходу продовжену в радіальному напрямку частиною 18 даний спосіб застосовують для кожної з двох зовдля пера лопатки. Як можна бачити на Фіг.2, принішніх деталей таким чином, що одержуваний у значена для ніжки лопатки частина 16 містить внурезультаті первинний елемент утворює тільки частрішню радіальну ділянку 20 що має велику серетину для пера зовнішньої деталі, а одержуваний в дню товщину E і продовжується в радіальному результаті єдиний вторинний елемент цілком напрямку, назовні, зовнішньою радіальною ділянутворює частину для ніжки цієї заготівки. кою 22, що має середню товщину є, меншу середУ другому і третьому кращих варіантах здійсньої товщини E. Слід зазначити, що внутрішня нення способу виготовлення відповідно до винарадіальна ділянка 20 призначена у подальшому ходу даний спосіб застосовують для кожної з двох забезпечувати кріплення лопатки в диску ротора зовнішніх деталей таким чином, що одержаний у газотурбінного двигуна, зокрема, за допомогою результаті первинний елемент утворює частину частини 23а, що виступає і жорстко сполучається з для пера зовнішньої деталі, а також центральну центральною частиною 23b, виконаною в продовділянку частини для ніжки цієї зовнішньої деталі, а женні зовнішньої радіальної ділянки 22 частини 16 одержаний у результаті, принаймні, один вториндля ніжки лопатки. ний елемент утворює ділянку частини для ніжки Крім того, призначена для пера лопатки часзовнішньої деталі, коли він зібраний на первиннотина 18 зовнішньої частини 14 має внутрішній раму елементі. діальний кінець 24 завтовшки є', що практично Отже, для кожної з двох зовнішніх деталей задорівнює середній товщині є, і зовнішній радіальготівки лопатки можна передбачити виготовлення ний кінець 26 завтовшки є" менше за товщину є'. первинного елемента таким чином, щоб він утвоВодночас, призначена для пера лопатки частина рював зовнішню поверхню, а виготовлення вто18 заготівки 14 має практично рівномірну товщину. ринних елементів - таким чином, щоб вони збираЗ іншого боку, слід зазначити, що внутрішній у лися на цій самій зовнішній поверхні. радіальному напрямку кінець 24 утворює границю поділу між частиною 18 для пера лопатки і зовніш 7 84260 8 ньою радіальною ділянкою 22 призначеної для 40 і 42 є практично плоскими і разом визначають ніжки лопатки частини 16 зовнішньої деталі 14, плоску контактну зону 44, розташовану в місці, що показану на Фіг.2 умовною площиною P контакту. практично збігається з показаною на Фіг.2 умовУ першому кращому варіанті здійснення споною площиною P контакту між частинами ніжки 16 і собу виготовлення відповідно до даного винаходу пера 18 зовнішньої деталі 14. стадію виготовлення двох зовнішніх деталей 14 Операцію з'єднання вторинного елемента 34 із заготівки лопатки здійснюють відповідно до опису, первинним елементом 28 виконують, наприклад, викладеного з поясненнями на Фіг.3а-3с. У зв'язку за допомогою зварювання методом лінійного терз цим, слід зазначити, що оскільки обидві зовнішні тя або методом тертя зі струшуванням («friction stir деталі 14 звичайно виготовляють в однаковий welding»). Ці відомі методи зварювання, як прависпосіб, далі розглядається процес виготовлення ло, дозволяють у зоні зварювання забезпечувати тільки однієї із двох деталей 14. металургійні характеристики, порівняні з отримуТаким чином, щоб одержати зовнішню деталь ваними у способи дифузійного зварювання і над14 заготівки лопатки, спочатку виготовляють перпластичного формування, і забезпечують механічвинний елемент 28, що має внутрішню поверхню ні властивості, що відповідають характеристикам 28а і зовнішню поверхню 28b. У першому кращому готової зовнішньої деталі. варіанті здійснення даного винаходу первинний Зрозуміло, що за операцією зварювання може елемент 28 виготовляють таким чином, що він йти механічна обробка зони зварювання для наутворює тільки призначену для пера частину зовдання їй більш точної геометричної форми з менішньої деталі 14. Отже, товщина первинного тою одержання зовнішньої деталі 14, внутрішня елемента 28 є практично рівномірною, і для його поверхня 14а і зовнішня поверхня 14b якої мають виготовлення застосовують спосіб кування, перерозраховану геометричну форму. важно прокатування, що є оптимальними з погляПо закінченню описаної вище стадії виго товду вартості матеріалів і механічної обробки. Це лення двох зовнішніх деталей 14, що відбувається пояснюється тим, що заготівка для його виготоводночасно і практично забезпечує їх ідентичність, лення може мати розміри, близькі до остаточних виконують стадію з'єднання цих дво х деталей 14 розмірів самого елемента 28. дифузійним зварюванням, одержуючи в результаті Паралельно з виготовленням первинного заготівку 30 лопатки, показану на Фіг.3d. елемента 28, що утворює тільки призначену для У цьому зв'язку слід зазначити, що заготівка 30 пера частину 18 зовнішньої деталі 14, виготовляможе бути виготовлена у відомий спосіб із двох ють єдиний вторинний елемент 34, який у першоідентичних зовнішніх деталей 14 із внутрішніми му кращому варіанті здійснення повинен цілком сторонами 14а, що містять канавки, або з трьох утворювати призначену для ніжки частину 16 цієї ж деталей, із яких дві ідентичні зовнішні деталі 14 деталі 14. Таким чином, слід уточнити, що і пермають практично гладкі внутрішні поверхні 14а, що винний елемент 28, і вторинний елемент 34 мають перебувають у контакті з третьою, проміжною, дегеометричні форми, практично ідентичні геометталлю (не показана), яка у подальшому виконує ричним формам відповідних частин 18 для ніжки і роль елемента жорсткості. 16 для пера показаної на Фіг.2 зовнішньої деталі Таким чином, у випадку, коли заготівка 30 14. складається тільки з двох ідентичних зовнішніх Як показано на Фіг.3d, вторинний елемент 34 деталей 14, відразу ж після їх виготовлення в опимістить частину 36, що має велику товщину подібсаний вище спосіб їх з'єднують між собою за доно внутрішній радіальній ділянці 20, показаній на помогою дифузійного зварювання аналогічно віФіг.2, а також частину 38, що має меншу товщину домим із методам, застосовуваним для з'єднання подібно зовнішній радіальній ділянці 22, показаній різноманітних деталей, що утворюють заготівку. на Фіг.2. Отже, елемент 34 можна легко виготовиДля цього, як відомо, перед операцією дифузійноти у спосіб протягування або будь-який інший спого зварювання здійснюють операцію нанесення сіб кування, серед яких кращим є спосіб протягуантидифузійних бар'єрів (не показані) за визначевання або екструзії, що не є дорогим і полягає в ним рисунком; при цьому бар'єри виконують на тому, що при його використанні вторинний елерівні стичних одна з одною внутрішніх поверхонь мент 34 необхідного профілю отримують із болва14а зовнішніх деталей 14. нки, яку перепускають через відповідну матрицю. Крім того, у випадку, коли заготівка 30 містить Таким чином, утворюваний протягуванням або три накладені одна на одну деталі, із яких одна є екструзією суцільний довгомірний продукт потрібпроміжною, стадію з'єднання дифузійним зварюного профілю просто розрізають по довжині на ванням виконують у спосіб, аналогічний відомим окремі частини, що відповідають вторинним елеспособам, вставляючи цю проміжну деталь між ментам 34. двома зовнішніми деталями 14 і закріплюючи ці Після одночасного виготовлення первинного деталі на проміжній деталі дифузійним зварюванелемента 28 і вторинного елемента 34, переважно ням. з титанового сплаву, їх з'єднують між собою, одеПо закінченню описаної вище стадії виго товржуючи зовнішні 14 деталі практично необхідної лення заготівки 30 лопатки здійснюють відомі стагеометричної форми, як показано на Фіг.3с. дії, в ході яких, насамперед, заготівку 30 встановТаке з'єднання може бути виконане шляхом люють в аеродинамічний профіль для надання їй зварювання. При цьому внутрішню в радіальному практично спіралеподібної форми, як показано на напрямку поверхню 40 первинного елемента 28 Фіг.3е. Після цього, внаслідок виконання відомих прикладають до зовнішньої в радіальному напрястадій наповнення заготівки газом під тиском та її мку поверхні 42 вторинного елемента 34. Поверхні надпластичного формування, одержують лопатку 9 84260 10 1, показану на Фіг.1. Далі, звичайно, проводять операцію з'єднання вторинного елемента 134 з фінішну механічну обробку для надання лопатці 1 первинним елементом 128 виконують, як правило, необхідного аеродинамічного профілю. у спосіб зварювання лінійним тертям або тертям зі На Фіг.4 показана зовнішня деталь 14, отриструшуванням («friction stir welding»). мана в результаті виконання стадії виготовлення Виготовлені в описаний вище спосіб зовнішні двох зовнішніх деталей 14 при застосуванні сподеталі 14 з'єднують за допомогою відомого спосособу виготовлення відповідно до другого кращого бу дифузійного зварювання, отримуючи в резульваріанта здійснення даного винаходу. таті цільову заготівку 30. У другому кращому варіанті здійснення тільки На Фіг.5 показана зовнішня деталь 14, отристадія виготовлення двох зовнішніх деталей 14 мана в результаті здійснення стадії виготовлення відрізняється від відповідної стадії у способі вигодвох зовнішніх деталей 14 при застосуванні спотовлення відповідно до описаного вище першого собу виготовлення відповідно до третього кращого кращого варіанта здійснення, а всі інші стадії є варіанта здійснення даного винаходу. практично ідентичними. У цьому кращому варіанті здійснення тільки Дійсно, первинний елемент 128 тут одержують стадія виготовлення двох зовнішніх деталей 14 аналогічно первинному елементу 28, за винятком трохи відрізняється від відповідної стадії, здійснютого, що первинний елемент 128 призначений для ваної при застосуванні способу виготовлення відутворення частини 18 для пера зовнішньої деталі повідно до другого кращого варіанта здійснення 14, а також центральної ділянки частини 16 для даного винаходу. Усі ж інші стадії є практично іденіжки цієї ж деталі 14. У зв'язку з цим, слід відзнантичними. чити, що центральну ділянку частини 16 для ніжки, Дійсно, первинний елемент 128 виготовляють не позначену на Фіг.2, слід вважати як утворену аналогічно другому кращому варіанту здійснення практично всією зовнішньою радіальною ділянкою таким чином, що він утворює призначену для пера 22, а також центральною частиною 23b внутрічастину 18 деталі 14, а також центральну ділянку шньої радіальної ділянки 20. призначеної для ніжки частини 16 цієї ж зовнішньої Таким чином, як очевидно з Фіг.4, первинний деталі 14. елемент 128 виконаний по всій радіальній довжині Таким чином, як показано на Фіг.5, первинний деталі 14, зберігаючи при цьому рівномірну товелемент 128 тут простягається також по всій радіщину. Отже, і в даному випадку одержання детаальній довжині деталі 14, зберігаючи при цьому лей 128 у спосіб прокатування є найбільш підхорівномірну товщину. дящим і оптимальним з погляду на вартість Проте, на відміну від другого кращого варіанта матеріалу і механічної обробки в силу того, що здійснення способу відповідно до даного винахозаготівки, необхідні для виготовлення цих зовнішду, у якому на зовнішній поверхні 128b первинного ніх деталей 128, можуть мати розміри, близькі до елемента 128 передбачений тільки один вториностаточних розмірів деталей 128. ний елемент 134, третій кращий варіант здійсненЗ іншого боку, у цьому варіанті здійснення даня передбачає виготовлення і з'єднання на зазнаного винаходу єдиний вторинний елемент 134 виченій поверхні 128b двох вторинних елементів 234 конують таким чином, що він утворює ділянку притакож для одержання форми, практично ідентичної значеної для ніжки частини 16 деталі 14, коли він опуклій формі частини 23а внутрішньої радіальної з'єднаний з первинним елементом 128. ділянки 20 нижньої частини 16. Як можна бачити на Фіг.4, у цьому варіанті Таким чином, розрізання частини 23а, що виздійснення вторинний елемент 134 виконують і дається, на два вторинних елементи 234 дозволяє з'єднують із зовнішньою поверхнею 128b первинполегшити операції зварювання лінійним тертям ного елемента 128; при цьому останній має форму елементів 234 на первинному елементі 128 і не паралелепіпеду і призначений для утворення часпотребує складного промислового уста ткування в тини 23а, що видається, внутрішньої радіальної порівнянні з другим кращим варіантом способу ділянки 20 призначеної для ніжки частини 16, повідповідно до даного винаходу. казаної на Фіг.2. Слід зазначити, що спрощена У цьому зв'язку слід зазначити, що, як було геометрична форма вторинного елемента 134 у описано, частину 23а, що видається, можна викопорівнянні з геометричною формою вторинного нувати у вигляді дво х вторинних елементів 234. елемента 34 дозволяє ще більше полегшити вигоВодночас вона може бути також виконана і з більтовлення цього елемента, переважно, за допомошої кількості елементів, не виходячи при цьому за гою того ж, зазначеного вище методу протягуванрамки даного винаходу. ня. Цілком зрозуміло, що фа хівець у даній галузі Після одночасного виготовлення, переважно, з може вносити різноманітні модифікації у запропотитанового сплаву первинного елемента 128 і втонований спосіб виготовлення порожнистої лопатки ринного елемента 134 їх з'єднують, одержуючи 1, описаний тут лише як ілюстративний приклад геометричну форму, що практично відповідає зовздійснення винаходу, що не обмежує ідеї та об'єму нішній деталі 14, як показано на Фіг.4. Крім того, останнього. 11 Комп’ютерна в ерстка О. Гапоненко 84260 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing hollow blade for gas turbine engine
Автори англійськоюFerte, Jean - Pierre, Franchet, Jean - Michel, Patrick, Maurice, Lhomme, Daniel, Gaston, Lorieux, Alain
Назва патенту російськоюСпособ изготовления полой лопатки для газотурбинного двигателя
Автори російськоюФерт, Жан - Пьер, Франш, Жан - Мишель, Патрик, Морис, Ломме, Даниэль, Гастон, Лорье, Ален
МПК / Мітки
МПК: B21D 26/02, F01D 5/18, B23P 15/04, F01D 5/14
Мітки: заготовки, лопатки, порожнистої, двигуна, газотурбінного, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/6-84260-sposib-vigotovlennya-zagotovki-porozhnisto-lopatki-dlya-gazoturbinnogo-dviguna.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовки порожнистої лопатки для газотурбінного двигуна</a>
Спосіб виготовлення заготовки для порожнистої лопатки газотурбінного двигуна
Номер патенту: 83793
Опубліковано: 26.08.2008
Автори: Ломме Даніель Гастон, Франш Жан - Мішель, Патрік, Морис, Ферт Жан - П'єр, Лоріе Ален
МПК: B21D 26/02, F01D 5/14, F01D 5/18, B23P 15/04
Мітки: спосіб, заготовки, двигуна, виготовлення, лопатки, газотурбінного, порожнистої
Формула / Реферат:
1. Спосіб виготовлення заготовки для порожнистої лопатки (1) газотурбінного двигуна, що містить ніжку (2) і перо (4), що включає у себе стадію виготовлення заготовки (14) лопатки, що містить частину (18) для пера і частину (16) для ніжки лопатки, причому стадію виготовлення заготовки (14) здійснюють таким чином, щоб зазначена заготовка містила блок (28) принаймні з двох деталей (30, 32), які накладають одна на одну і з'єднують одна з одною за...
Спосіб вимірювання товщини стінки порожнистої лопатки
Номер патенту: 73948
Опубліковано: 17.10.2005
Автори: Сантандер-Рожа Едуардо-Агапіто, Лє Бійан Йанн, Плако Домінік Марк Бруно, Лєспіне Олівьє, Паніззолі Франк Поль Домінік Віталь, Муренко Ален
МПК: G01B 7/02, G01N 27/90, G01B 7/00
Мітки: лопатки, вимірювання, стінки, спосіб, порожнистої, товщини
Формула / Реферат:
1. Спосіб вимірювання товщини стінки порожнистої лопатки для закривання перегородок, в якому прикладають два полюси магнітного осердя детектора вихорових струмів до стінки паралельно перегородкам, причому полюси обладнані котушками, які з'єднані послідовно одна з одною, переміщують детектор по стінці перпендикулярно перегородкам, подають перший сигнал на котушки, реєструють технічні характеристики першого сигналу, що залежить від товщини...
Спосіб ремонту газотурбінного двигуна

Номер патенту: 63639
Опубліковано: 15.01.2004
Автори: Єштокін Віктор Афанасійович, Полупан Віталій Іванович, Остапко Олексій Васильович
МПК: F04D 29/60
Мітки: двигуна, спосіб, ремонту, газотурбінного
Формула / Реферат:
Спосіб ремонту газотурбінного двигуна шляхом заміни зовнішньої обойми соплового апарата, який відрізняється тим, що перед розбиранням знятого соплового апарата виконують позначки взаємного положення деталей, позначки переносять на нову обойму, потім складання соплового апарата виконують по нанесених позначках та перевіряють центрування зовнішньої обойми відносно зовнішнього корпусу соплового апарата.
Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки
Номер патенту: 68824
Опубліковано: 16.08.2004
Автори: Неміровський Яков Борисович, Розенберг Олег Олександрович, Цеханов Юрій Алєксандровіч
МПК: B24B 39/00
Мітки: деформуючого, заготовки, вісесиметричної, протягування, порожнистої, різнотовщинної, спосіб
Формула / Реферат:
1. Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки, який передбачає пластичне деформування матеріалу заготовки шляхом роздачі отвору деформуючим елементом, який відрізняється тим, що перед роздачею отвору деформуючим елементом здійснюють зняття матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки, забезпечуючи при цьому створення жорстких ділянок у місцях з більшою товщиною стінки...
Деталь повітряного ущільнення газотурбінного двигуна та спосіб формування керамічного покриття деталі, система повітряного ущільнення газотурбінного двигуна
Номер патенту: 69380
Опубліковано: 15.09.2004
Автори: Фостер Джордж Еверет, Гуд Рандал Річард
МПК: F01D 11/08, C23C 14/00
Мітки: керамічного, двигуна, повітряного, ущільнення, покриття, газотурбінного, формування, деталь, деталі, система, спосіб
Формула / Реферат:
1. Деталь повітряного ущільнення газотурбінного двигуна, яка містить субстрат та керамічне покриття, що має шар зношуваного стиранням керамічного матеріалу, яка відрізняється тим, що керамічне покриття також містить шар тривкого або стійкого до ерозії керамічного матеріалу (16, 26), нанесеного на утворений поверх субстрату (12, 22) шар зчеплення з оксиду алюмінію (14, 24), а шар зношуваного стиранням керамічного матеріалу (18, 28) нанесений...
Попередній патент: Пристрій для кріплення монтованого обладнання на транспортному засобі
Наступний патент: Вузол барботажного ковпачка для подачі зріджувального агента у псевдозріджений шар гранульованої речовини
Випадковий патент: Шахтна азотно-компресорна станція