Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки
Номер патенту: 68824
Опубліковано: 16.08.2004
Автори: Неміровський Яков Борисович, Цеханов Юрій Алєксандровіч, Розенберг Олег Олександрович
Формула / Реферат
1. Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки, який передбачає пластичне деформування матеріалу заготовки шляхом роздачі отвору деформуючим елементом, який відрізняється тим, що перед роздачею отвору деформуючим елементом здійснюють зняття матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки, забезпечуючи при цьому створення жорстких ділянок у місцях з більшою товщиною стінки і пластичних ділянок у місцях з меншою товщиною стінки.
2. Спосіб за п. 1, який відрізняється тим, що перед здійсненням зняття матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки визначають товщину стінки пластичних ділянок, яку необхідно отримати внаслідок механічної обробки з наступного співвідношення:
![]() ,
,
де ![]() - товщина стінки пластичних ділянок,
- товщина стінки пластичних ділянок,
![]() - товщина стінки жорстких ділянок,
- товщина стінки жорстких ділянок,
![]() - границя текучості матеріалу заготовки, що оброблюється,
- границя текучості матеріалу заготовки, що оброблюється,
![]() і
і ![]() - коефіцієнти, що описують криву зміцнення оброблюваного матеріалу,
- коефіцієнти, що описують криву зміцнення оброблюваного матеріалу,
![]() - кількість жорстких ділянок,
- кількість жорстких ділянок,
![]() - довжина жорстких ділянок,
- довжина жорстких ділянок,
![]() - діаметр отвору заготовки,
- діаметр отвору заготовки,
![]() - натяг на деформуючий елемент.
- натяг на деформуючий елемент.
3. Спосіб за п. 1, який відрізняється тим, що величину деформації пластичних ділянок εφ визначають за наступною залежністю:
![]() ,
,
де ![]() - відносне подовження при розриві зразків із матеріалу заготовки при випробуваннях на розтягування.
- відносне подовження при розриві зразків із матеріалу заготовки при випробуваннях на розтягування.
Текст
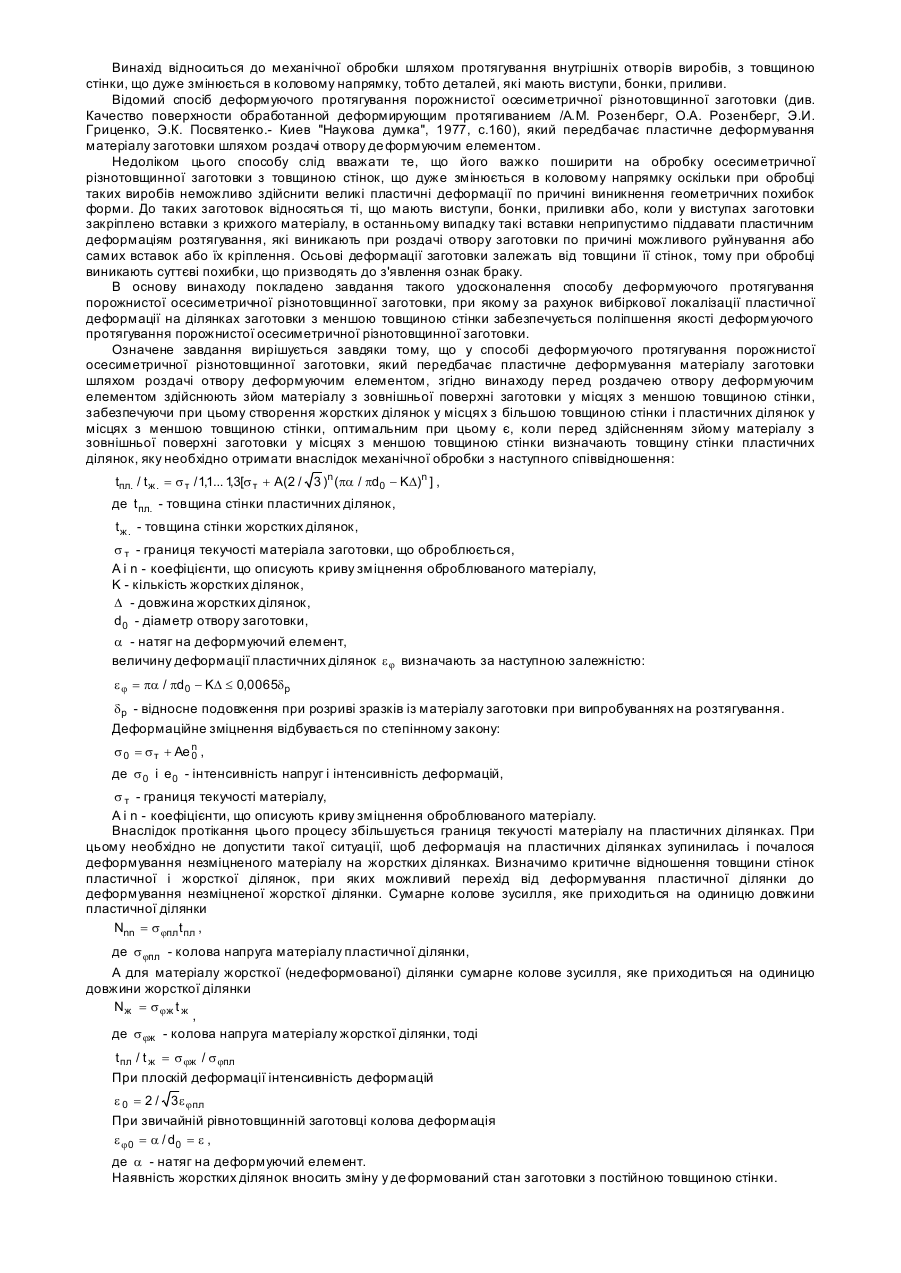
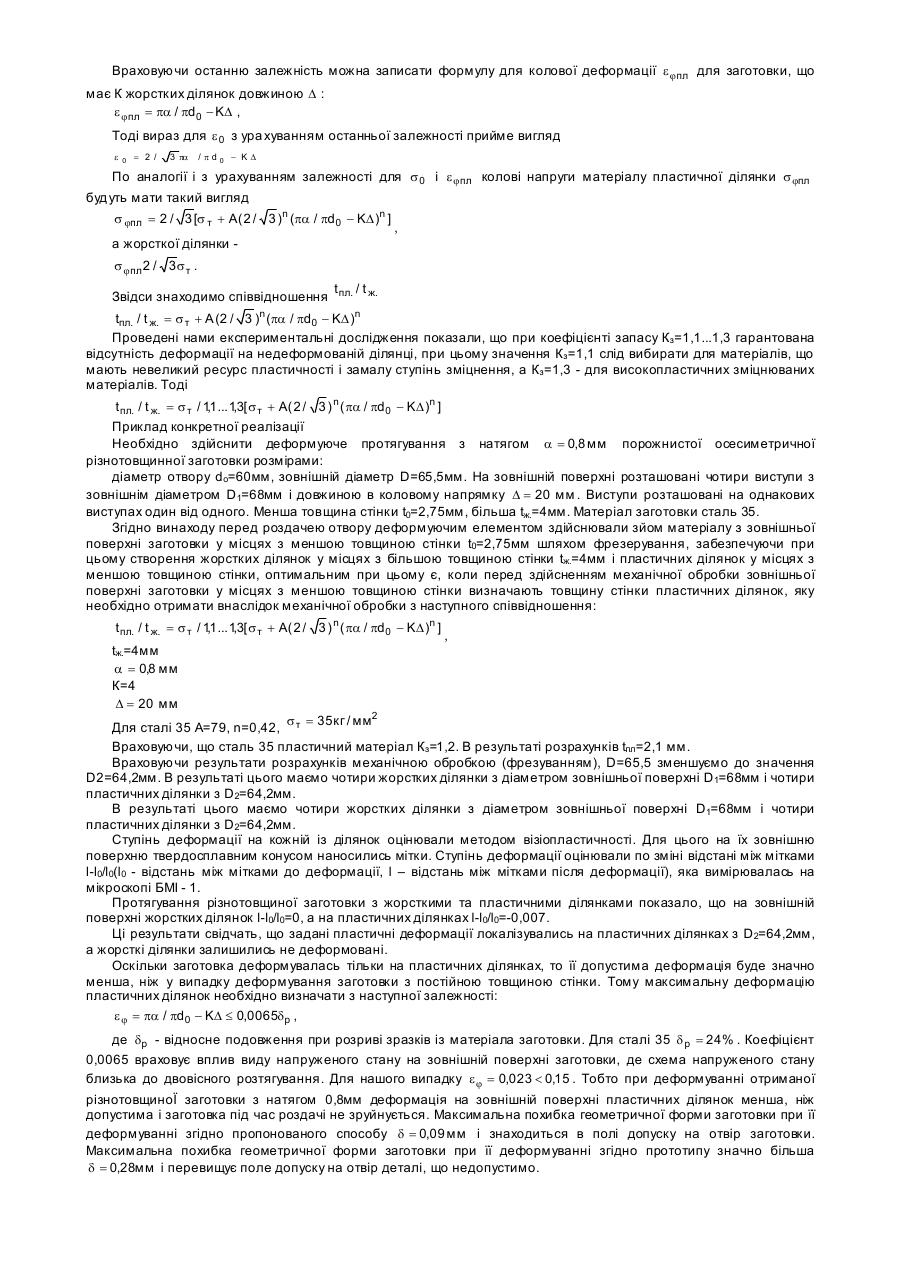
Винахід відноситься до механічної обробки шляхом протягування внутрішніх отворів виробів, з товщиною стінки, що дуже змінюється в коловому напрямку, тобто деталей, які мають виступи, бонки, приливи. Відомий спосіб деформуючого протягування порожнистої осесиметричної різнотовщинної заготовки (див. Качество поверхности обработанной деформирующим протягиванием /А.М. Розенберг, О.А. Розенберг, Э.И. Гриценко, Э.К. Посвятенко.- Киев "Наукова думка", 1977, с.160), який передбачає пластичне деформування матеріалу заготовки шляхом роздачі отвору де формуючим елементом. Недоліком цього способу слід вважати те, що його важко поширити на обробку осесиметричної різнотовщинної заготовки з товщиною стінок, що дуже змінюється в коловому напрямку оскільки при обробці таких виробів неможливо здійснити великі пластичні деформації по причині виникнення геометричних похибок форми. До таких заготовок відносяться ті, що мають виступи, бонки, приливки або, коли у виступах заготовки закріплено вставки з крихкого матеріалу, в останньому випадку такі вставки неприпустимо піддавати пластичним деформаціям розтягування, які виникають при роздачі отвору заготовки по причині можливого руйнування або самих вставок або їх кріплення. Осьові деформації заготовки залежать від товщини її стінок, тому при обробці виникають суттєві похибки, що призводять до з'явлення ознак браку. В основу винаходу покладено завдання такого удосконалення способу деформуючого протягування порожнистої осесиметричної різнотовщинної заготовки, при якому за рахунок вибіркової локалізації пластичної деформації на ділянках заготовки з меншою товщиною стінки забезпечується поліпшення якості деформуючого протягування порожнистої осесиметричної різнотовщинної заготовки. Означене завдання вирішується завдяки тому, що у способі деформуючого протягування порожнистої осесиметричної різнотовщинної заготовки, який передбачає пластичне деформування матеріалу заготовки шляхом роздачі отвору деформуючим елементом, згідно винаходу перед роздачею отвору деформуючим елементом здійснюють зйом матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки, забезпечуючи при цьому створення жорстких ділянок у місцях з більшою товщиною стінки і пластичних ділянок у місцях з меншою товщиною стінки, оптимальним при цьому є, коли перед здійсненням зйому матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки визначають товщину стінки пластичних ділянок, яку необхідно отримати внаслідок механічної обробки з наступного співвідношення: tпл. / t ж . = s т / 1,1... 13[s т + A(2 / 3 )n (pa / pd0 - KD)n ] , , де t пл. - товщина стінки пластичних ділянок, t ж . - товщина стінки жорстких ділянок, s т - границя текучості матеріала заготовки, що оброблюється, A і n - коефіцієнти, що описують криву зміцнення оброблюваного матеріалу, K - кількість жорстких ділянок, D - довжина жорстких ділянок, d0 - діаметр отвору заготовки, a - натяг на деформуючий елемент, величину деформації пластичних ділянок e j визначають за наступною залежністю: e j = pa / pd 0 - KD £ 0,0065dp dp - відносне подовження при розриві зразків із матеріалу заготовки при випробуваннях на розтягування. Деформаційне зміцнення відбувається по степінному закону: s 0 = s т + Ае n , 0 де s 0 і e0 - інтенсивність напруг і інтенсивність деформацій, s т - границя текучості матеріалу, A і n - коефіцієнти, що описують криву зміцнення оброблюваного матеріалу. Внаслідок протікання цього процесу збільшується границя текучості матеріалу на пластичних ділянках. При цьому необхідно не допустити такої ситуації, щоб деформація на пластичних ділянках зупинилась і почалося деформування незміцненого матеріалу на жорстких ділянках. Визначимо критичне відношення товщини стінок пластичної і жорсткої ділянок, при яких можливий перехід від деформування пластичної ділянки до деформування незміцненої жорсткої ділянки. Сумарне колове зусилля, яке приходиться на одиницю довжини пластичної ділянки Nnn = s jпл t пл , де s jпл - колова напруга матеріалу пластичної ділянки, А для матеріалу жорсткої (недеформованої) ділянки сумарне колове зусилля, яке приходиться на одиницю довжини жорсткої ділянки Nж = s jж t ж , де s jж - колова напруга матеріалу жорсткої ділянки, тоді t пл / t ж = s jж / s jпл При плоскій деформації інтенсивність деформацій e 0 = 2 / 3e j пл При звичайній рівнотовщинній заготовці колова деформація e j0 = a / d0 = e , де a - натяг на деформуючий елемент. Наявність жорстких ділянок вносить зміну у де формований стан заготовки з постійною товщиною стінки. Враховуючи останню залежність можна записати формулу для колової деформації e j пл для заготовки, що має К жорстких ділянок довжиною D : e j пл = pa / pd 0 - KD , Тоді вираз для e 0 з ура хуванням останньої залежності прийме вигляд e 0 = 2/ 3 pa /pd0 - KD По аналогії і з урахуванням залежності для s 0 і e j пл колові напруги матеріалу пластичної ділянки s jпл будуть мати такий вигляд s jпл = 2 / 3 [s т + А( 2 / 3 )n (pa / pd0 - KD )n ] , а жорсткої ділянки s j пл 2 / 3s т . Звідси знаходимо співвідношення t пл. / t ж. tпл. / t ж. = s т + A (2 / 3 )n (pa / pd0 - KD )n Проведені нами експериментальні дослідження показали, що при коефіцієнті запасу Кз=1,1...1,3 гарантована відсутність деформації на недеформованій ділянці, при цьому значення Кз=1,1 слід вибирати для матеріалів, що мають невеликий ресурс пластичності і замалу ступінь зміцнення, а Кз=1,3 - для високопластичних зміцнюваних матеріалів. Тоді t пл. / t ж. = s т / 11... 13[ s т + А( 2 / 3 ) n ( pa / pd0 - KD )n ] , , Приклад конкретної реалізації Необхідно здійснити деформуюче протягування з натягом a = 0,8 мм порожнистої осесиметричної різнотовщинної заготовки розмірами: діаметр отвору dо=60мм, зовнішній діаметр D=65,5мм. На зовнішній поверхні розташовані чотири виступи з зовнішнім діаметром D1=68мм і довжиною в коловому напрямку D = 20 мм . Виступи розташовані на однакових виступах один від одного. Менша товщина стінки t0=2,75мм, більша tж.=4мм. Матеріал заготовки сталь 35. Згідно винаходу перед роздачею отвору деформуючим елементом здійснювали зйом матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки t0=2,75мм шляхом фрезерування, забезпечуючи при цьому створення жорстких ділянок у місцях з більшою товщиною стінки tж.=4мм і пластичних ділянок у місцях з меншою товщиною стінки, оптимальним при цьому є, коли перед здійсненням механічної обробки зовнішньої поверхні заготовки у місцях з меншою товщиною стінки визначають товщину стінки пластичних ділянок, яку необхідно отримати внаслідок механічної обробки з наступного співвідношення: t пл. / t ж. = s т / 11... 13[ s т + А( 2 / 3 ) n ( pa / pd0 - KD )n ] , , tж.=4мм a = 0,8 мм К=4 D = 20 мм , 2 Для сталі 35 А=79, n=0,42, s т = 35кг / мм Враховуючи, що сталь 35 пластичний матеріал Кз=1,2. В результаті розрахунків tпл=2,1 мм. Враховуючи результати розрахунків механічною обробкою (фрезуванням), D=65,5 зменшуємо до значення D2=64,2мм. В результаті цього маємо чотири жорстких ділянки з діаметром зовнішньої поверхні D 1=68мм і чотири пластичних ділянки з D2=64,2мм. В результаті цього маємо чотири жорстких ділянки з діаметром зовнішньої поверхні D1=68мм і чотири пластичних ділянки з D2=64,2мм. Ступінь деформації на кожній із ділянок оцінювали методом візіопластичності. Для цього на їх зовнішню поверхню твердосплавним конусом наносились мітки. Ступінь деформації оцінювали по зміні відстані між мітками l-l0/l0(l0 - відстань між мітками до деформації, l – відстань між мітками після деформації), яка вимірювалась на мікроскопі БМІ - 1. Протягування різнотовщиної заготовки з жорсткими та пластичними ділянками показало, що на зовнішній поверхні жорстких ділянок l-l0/l0=0, а на пластичних ділянках l-l0/l0=-0,007. Ці результати свідчать, що задані пластичні деформації локалізувались на пластичних ділянках з D2=64,2мм, а жорсткі ділянки залишились не деформовані. Оскільки заготовка деформувалась тільки на пластичних ділянках, то її допустима деформація буде значно менша, ніж у випадку деформування заготовки з постійною товщиною стінки. Тому максимальну деформацію пластичних ділянок необхідно визначати з наступної залежності: e j = pa / pd 0 - KD £ 0,0065dр , де dр - відносне подовження при розриві зразків із матеріала заготовки. Для сталі 35 d р = 24 % . Коефіцієнт 0,0065 враховує вплив виду напруженого стану на зовнішній поверхні заготовки, де схема напруженого стану близька до двовісного розтягування. Для нашого випадку e j = 0,023 < 0,15 . Тобто при деформуванні отриманої різнотовщиноЇ заготовки з натягом 0,8мм деформація на зовнішній поверхні пластичних ділянок менша, ніж допустима і заготовка під час роздачі не зруйнується. Максимальна похибка геометричної форми заготовки при її деформуванні згідно пропонованого способу d = 0,09 мм і знаходиться в полі допуску на отвір заготовки. Максимальна похибка геометричної форми заготовки при її деформуванні згідно прототипу значно більша d = 0,28мм і перевищує поле допуску на отвір деталі, що недопустимо.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for deforming drawing of the hollow axially symmetric blank of different thickness
Автори англійськоюRozenberh Oleh Oleksandrovych, Tsekhanov Yurii Aleksandrovych
Назва патенту російськоюСпособ деформирующего протягивания полой осесимметричной разнотолщинной заготовки
Автори російськоюРозенберг Олег Александрович, Цеханов Юрий Александрович
МПК / Мітки
МПК: B24B 39/00
Мітки: деформуючого, спосіб, порожнистої, протягування, різнотовщинної, вісесиметричної, заготовки
Код посилання
<a href="https://ua.patents.su/2-68824-sposib-deformuyuchogo-protyaguvannya-porozhnisto-visesimetrichno-riznotovshhinno-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки</a>
Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки
Номер патенту: 20794
Опубліковано: 07.10.1997
Автори: Крихта Валерій Петрович, Гутников Семен Піменович, Сапогова Алла Євгенівна, Большаков Володимир Іванович, Данилова Олена Валентинівна, Пахомов Геннадій Євдокимович
МПК: B21B 23/00
Мітки: порожнистої, труб, заготовки, відцентроволитої, гарячої, спосіб, прокатки
Формула / Реферат:
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, отличающийся тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с.
Спосіб протягування труб
Номер патенту: 45042
Опубліковано: 15.03.2002
Автори: Демурджан Михайло Олександрович, Данченко Валентин Миколайович, Колповський Володимир Миколайович, Науменко Сергій Григорович, Головін Федір Евгенович, Бегма Микола Дмитрович, Кекух Станіслав Миколайович, Лагутін Борис Миколаєвич, Одінцов Борис Петрович, Шишо Юрій Георгійович, Чигиринський Юрій Васильович, Головачов Володимир Якович, Ханін Марк Ісакович, Фельдман Олександр Ісакович, Беліков Юрій Михайлович, Кірсанов Микола Васильович, Товпінець Олександр Адольфович, Хаустов Георгій Йосипович, Смолін Олексій Миколайович, Кононенко Анатолій Петрович, Атанасов Сергій Васильович, Вишинський Валерій Трофимович, Григоренко Володимир Устинович
МПК: B21C 1/00
Мітки: труб, спосіб, протягування
Формула / Реферат:
Спосіб протягування труб, при якому здійснюють забивання головок, термічну обробку трубних заготовок, нагрівання заготовок, нанесення на них твердого порошкового мастила та протягування через матрицю, який відрізняється тим, що нагрівання поєднують з термічною обробкою, причому температуру (Т) заготовок у момент подачі їх у волочильну матрицю встановлюють з наступного співвідношення:
Спосіб ковальського витягнення заготовки в чотирибойковому кувальному пристрої з механізмом подавання
Номер патенту: 45725
Опубліковано: 15.04.2002
Автори: Лазоркін Віктор Андрійович, Безкровний Михайло Григорович, Терновий Юрій Федорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: спосіб, пристрої, витягнення, заготовки, чотирибойковому, подавання, механізмом, кувальному, ковальського
Формула / Реферат:
Спосіб ковальського витягнення заготовок в чотирибойковому кувальному пристрої з механізмом подавання, який включає деформування ділянок заготовки в радіальному напрямку в кувальному пристрої та подавання заготовки між деформуваннями в осьовому напрямку механізмом подавання, який відрізняється тим, що одночасно з деформуванням ділянок заготовки в радіальному напрямку, здійснюють деформування розтягненням недеформованих в радіальному напрямку...
Спосіб протягування заготовок
Номер патенту: 27167
Опубліковано: 15.08.2000
Автори: Залужний Юрій Григорович, Долгая Світлана Павлівна, Поспєлов Ігор Олексійович, Лазоркін Віктор Андрієвич, Кнохін Валерій Георгієвич, Старун Василь Семенович, Скорняков Юрій Миколаєвич, Сивоконь Микола Анатолієвич
Мітки: протягування, спосіб, заготовок
Формула / Реферат:
Формула изобретения1. Способ протяжки заготовок бойками с заходными и калибрующими участками, включающий обжатие заготовки в несколько проходов с переменной направления подачи после каждого прохода, отличающийся тем, что, с целью повышения коэффициента использования материала заготовки путем уменьшения утяжины на ее торцах, при каждом проходе оставляют недодеформированным концевой участок заготовки, при этом на последующем проходе...
Спосіб відливання з металу заготовки перерізом, близьким до перерізу готового прокату, і пристрій для його здійснення
Номер патенту: 63011
Опубліковано: 15.01.2004
Автор: Урлау Ульріх
МПК: B22D 11/06
Мітки: готового, металу, заготовки, спосіб, перерізу, перерізом, близьким, здійснення, відливання, пристрій, прокату
Формула / Реферат:
1. Спосіб відливання прямокутних заготовок перерізом, близьким до перерізу готового прокату, з металу, зокрема із сталі, та наступного прокатування безперервно вилитої заготовки, з використанням ємності, що подає матеріал, через вихідне сопло якої подають розплавлений метал на верхню гілку стрічкового конвеєра, на якому він твердне і подається для подальшої деформації в прокатну кліть, що включає наступні операції:а) перед початком...
Попередній патент: Вогнезахисна спучувана композиція
Наступний патент: Спосіб обробки отворів циліндричних виробів
Випадковий патент: Пристрій для селективного плазмаферезу