Пристрій для упакування ковбас, призначений для заповнення пастоподібним наповнювачем трубчастої оболонки
Формула / Реферат
1. Пристрій для упакування ковбас, призначений для заповнення пастоподібним наповнювачем трубчастої оболонки, що містить цівку (1), яка виходить у зону наповнення (5) і має із зовнішньої сторони приймальний пристрій для гофрованої трубчастої оболонки (80), причому при наповненні ковбаси (8) запечатана з однієї сторони оболонка (80) під тиском наповнювача (85) знімається з цівки (1) і при досягненні визначеного розміру запечатується за допомогою запечатувального пристрою (2) і відводиться відвідним пристроєм (4) для наповненої ковбаси, що містить транспортер (40), який відрізняється тим, що транспортер (40) має регульований привід (43), який приводиться в дію регулюючим модулем (64) блока керування (6), а також тим, що має пристрій для виміру росту ковбаси (8), який містить у зоні наповнення (5) вимірники швидкості (7), блок оцінки (67) для визначення швидкості росту ковбаси (8) і блок синхронізації (62), призначений для керування регулюючим модулем (64), що синхронізує швидкість конвеєрної стрічки (40) зі швидкістю росту.
2. Пристрій за п. 1, який відрізняється тим, що пристрій (7) для виміру швидкості виконаний у вигляді фотокомірок (71, 72).
3. Пристрій за п. 1 або 2, який відрізняється тим, що фотокомірки інтегровані в Пзз-лінійку 7'.
4. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що як мінімум одна з фотокомірок (71) розташована з можливістю регулювання відстані між нею і випускним отвором (10) цівки (1).
5. Пристрій за п. 4, який відрізняється тим, що містить сервомеханізм (74) для регулювання положення фотокомірки (71), що виконаний з можливістю приведення в дію блоком керування (6).
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що фотокомірки виконані у вигляді здвоєних датчиків (71'), що виконані з можливістю додатково реєструвати калібр ковбаси (8).
7. Пристрій за будь-яким із пп. 1-6, який відрізняється тим, що містить блок (68) розпізнавання зазору ковбасних ланцюжків.
8. Пристрій за будь-яким із пп. 1-7, який відрізняється тим, що відвідний пристрій (4) містить конвеєр (48), який починається в зоні скидання з транспортера (40) і має можливість працювати зі швидкістю, що не залежить від швидкості транспортера (40).
9. Пристрій за будь-яким із пп. 1-7, який відрізняється тим, що відвідний пристрій (4) має транспортний жолоб (49), що починається в зоні скидання з транспортера (40).
Текст
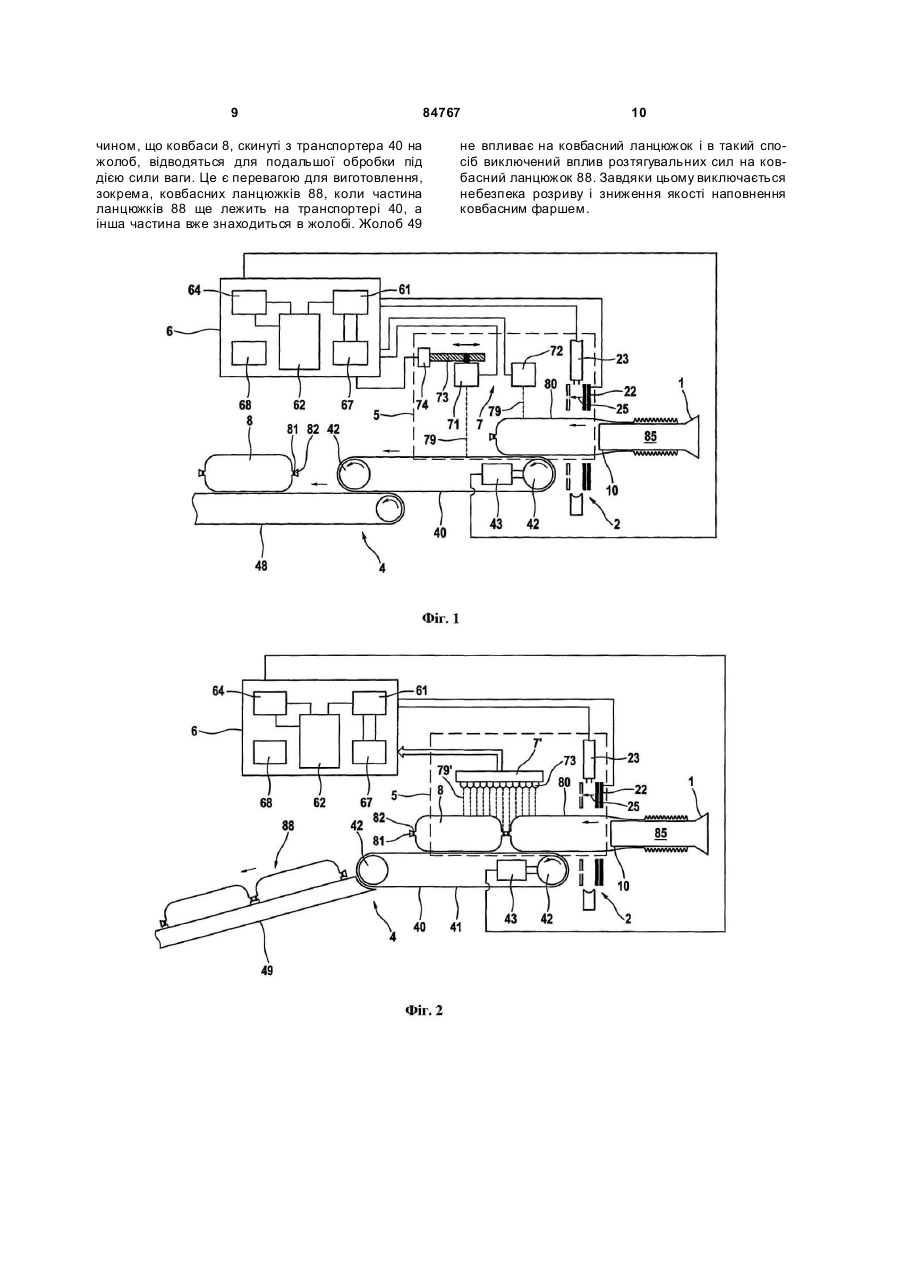
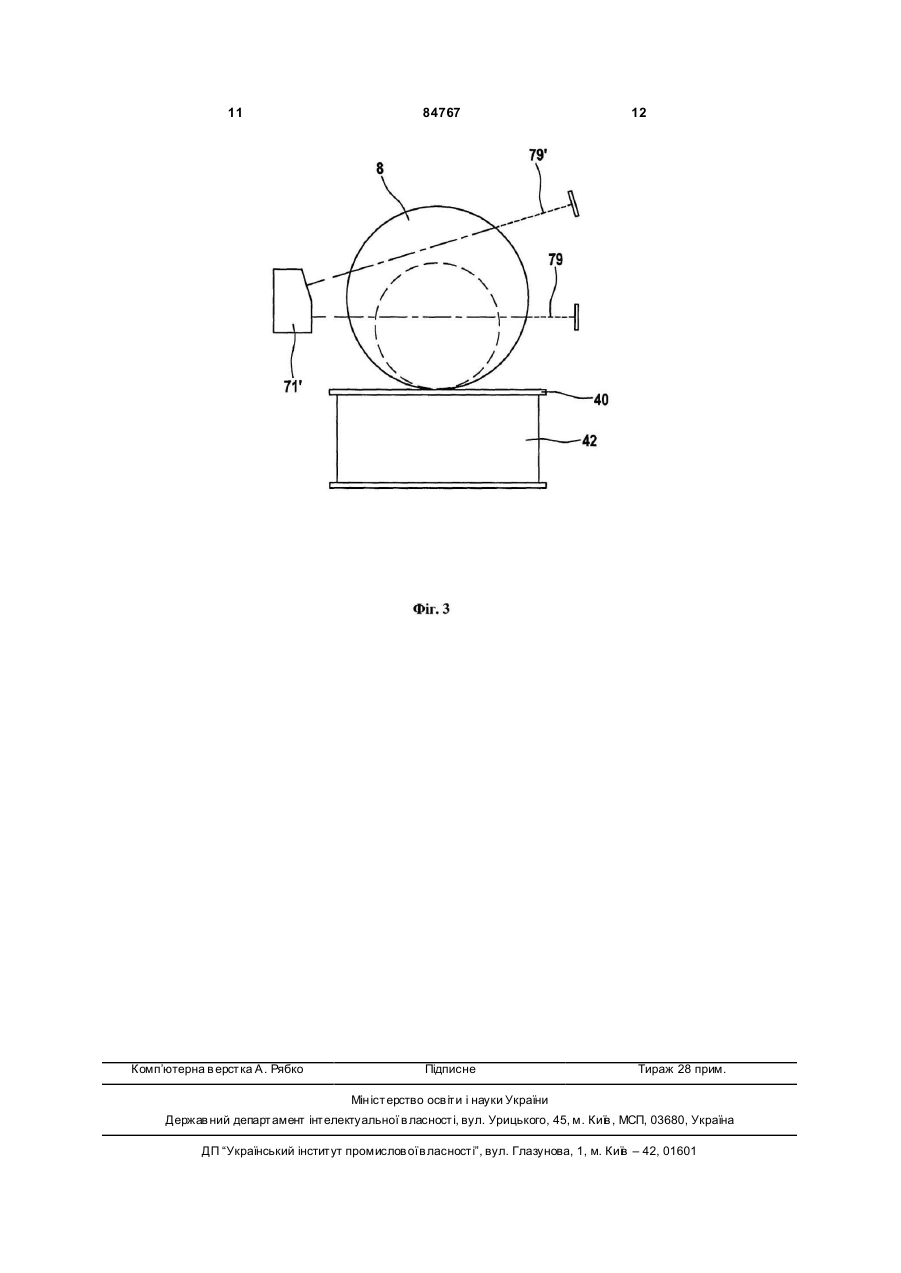
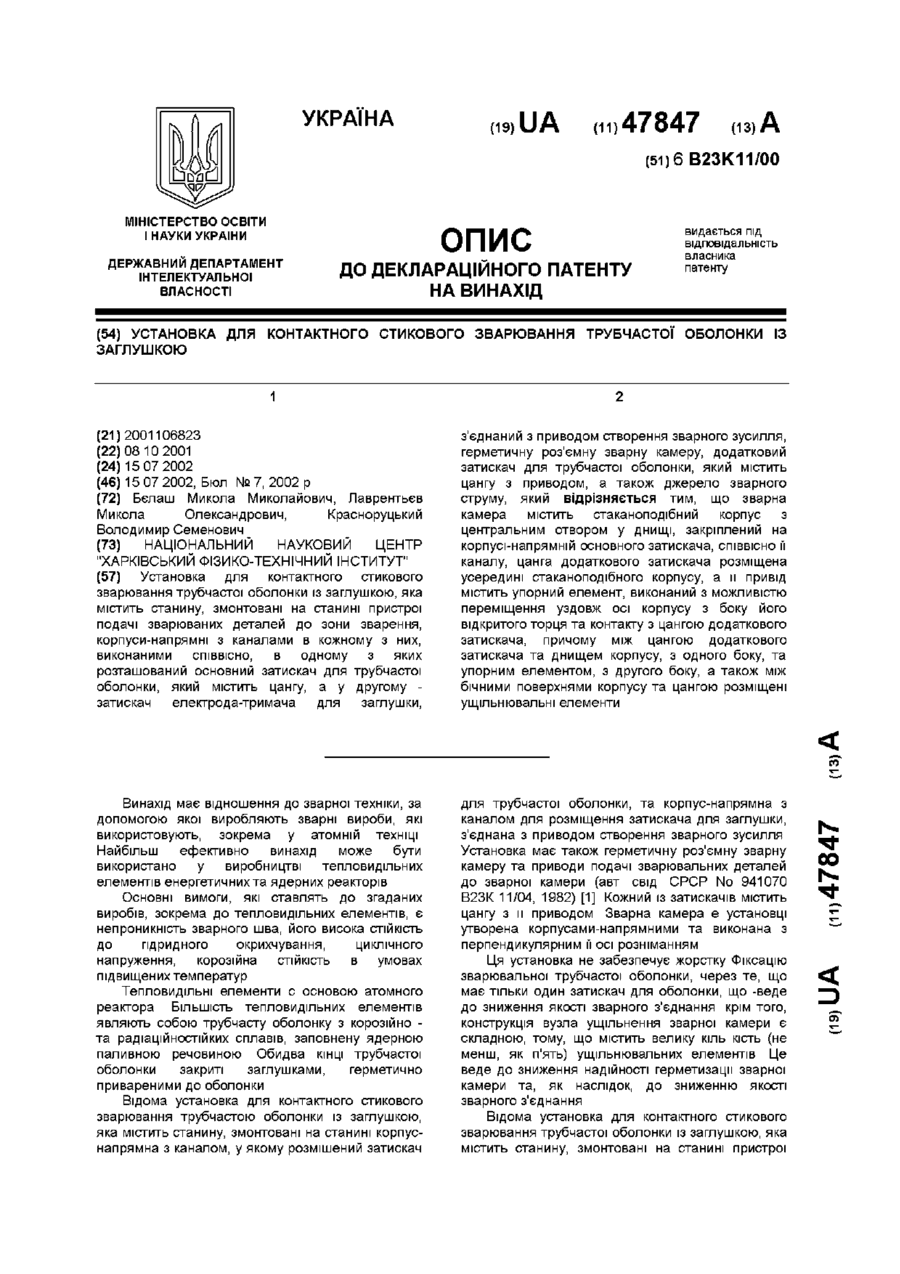
1. Пристрій для упакування ковбас, призначений для заповнення пастоподібним наповнювачем трубчасто ї оболонки, що містить цівку (1), яка виходить у зону наповнення (5) і має із зовнішньої сторони приймальний пристрій для гофрованої трубчасто ї оболонки (80), причому при наповненні ковбаси (8) запечатана з однієї сторони оболонка (80) під тиском наповнювача (85) знімається з цівки (1) і при досягненні визначеного розміру запечатується за допомогою запечатувального пристрою (2) і відводиться відвідним пристроєм (4) для наповненої ковбаси, що містить транспортер (40), який відрізняється тим, що транспортер (40) має регульований привід (43), який приводиться в дію регулюючим модулем (64) блока керування (6), а також тим, що має пристрій для виміру росту ковбаси (8), який містить у зоні наповнення (5) вимірники швидкості (7), блок оцінки (67) для визначення швидкості росту ковбаси (8) і блок синхроні C2 2 (11) 1 3 84767 тування оболонки й пристрій для відводу ковбас, виготовлених подібним способом. Запечатувальний пристрій містить елементи для звуження кінця ділянки ковбаси, заповненого наповнювачем, і, при необхідності, для установки затискувачів. Це відбувається, коли наповнювач, звичайно ковбасний фарш, підводиться до пристрою для упакування після завершення попереднього процесу переробки. Ковбасний фарш під тиском проходить через цівку в запечатану з однієї сторони трубку, утворену оболонкою. Оболонка розміщена на цівці в гофрованому вигляді. Під тиском у цівці ковбасний фарш рівномірно заповнює трубку, утворену оболонкою, при цьому оболонка, що йде слідом, переборюючи силу тертя, знімається з існуючого запасу. При досягненні необхідної довжини трубку з оболонки віджимають і запечатують, також, при необхідності, її розрізають. Таким чином, процес виготовлення ковбаси завершується. Для подальшої обробки ковбасу транспортують за допомогою відвідного пристрою. Як відвідний пристрій часто застосовують жолоби або конвеєри. Хоча в такий спосіб досягається надійне транспортування як окремих ковбас, так і ковбасних ланцюжків, проте, виникають труднощі з ковбасами відносного великого калібру. Внаслідок їхньої значної ваги вони щільно притиснуті до відвідного пристрою. На конвеєрних стрічках ще в процесі заповнення виникають значні сили тертя, що намагаються витягнути ковбасу із зони наповнення, при ковзанні по жолобу аналогічно впливає вихідна напруга. У результаті на оболонку впливає не тільки сила тиску ковбасного фаршу, що надходить, але також додатково сили тертя. Наслідком цього є нерівномірність зняття. Якість наповнення виготовленої в такий спосіб ковбаси знижується, а калібр міняється. Метою винаходу є поліпшення конструкції зазначеного вище пристрою таким чином, щоб знизити вплив зазначених вище недоліків, зокрема, під час заповнення ковбас великих розмірів. Рішення, запропоноване у винаході, розкрито в ознаках незалежних пунктів формули. Кращі варіанти виконання є предметом залежних пунктів формули. Відповідно до заявленого винаходу пристрій для упакування ковбас, призначений для заповнення пастоподібним наповнювачем трубчастої оболонки, містить цівку, яка виходить в зону наповнення і має із зовнішньої сторони прийомний пристрій для гофрованої трубчастої оболонки, що при наповненні ковбаси, будучи запечатаною з одного боку, під тиском наповнювача знімається з цівки і при досягненні визначеного розміру запечатується за допомогою запечатувального пристрою; а також відводить пристрій, що містить транспортер, який має привід з регульованою швидкістю обертання, яку регулюють за допомогою спеціального модуля блоку керування, а також пристрій для виміру росту ковбаси, що має в зоні наповнення спеціальні вимірники швидкості, блок оцінки для визначення швидкості росту ковбаси і блок синхронізації, що приводить у дію регулюючий модуль таким чином, що досягається синхроніза 4 ція швидкості руху конвеєрної стрічки і швидкості росту. Нижче приведені пояснення деяких понять, використовуваних у винаході. Під зоною наповнення розуміють ту частину пристрою для упакування ковбаси, де оболонку заповнюють наповнювачем, зокрема, ковбасним фаршем і запечатують. Під запечатуванням у даному випадку розуміють процес, при якому оболонку віджимають таким чином, щоб виключити непередбачений вихід наповнювача на кінцях. Як способи запечатування застосовують, зокрема, установку затискувачів або перекручування оболонки. Під приводом з регульованою швидкістю обертання розуміють привід типу сервомотора, що задає визначену швидкість обертання. Під синхронізацією розуміється процес, при якому відсутня постійна різниця у швидкостях, або вона залишається в межах, переважно, менше однієї десятої швидкості росту. Під ростом ковбаси розуміють швидкість збільшення запечатаної з однієї сторони трубки з матеріалу оболонки. Винахід заснований на можливості регулювання швидкості транспортера в залежності від швидкості росту ковбаси. Це дозволяє установлювати відповідність переміщення відвідного пристрою, виконаного у вигляді транспортера, і росту ковбаси. Це відбувається активно, тобто швидкість транспортера регулюється лінійно в залежності від швидкості процесу заповнення. Перевантаження оболонки через занадто раннє відтягування ковбаси або внаслідок занадто раннього і/або зайво різкого наростання тягнучої напруги, таким чином, надійно виключаються. При цьому виникають значні переваги в порівнянні з рівнем техніки, у якому тягнуча напруга росте зі збільшенням ваги ковбаси. Відомо, що вага тіла росте пропорційно третьому ступеню лінійного розміру (наприклад, діаметра). Відповідно до цього, при постійному коефіцієнті тертя, з ростом калібру ковбаси непропорційно швидко ростуть тягнучі напруги, які сприймаються оболонкою в області випускного отвору цівки. Однак зазначена оболонка може переносити тільки обмежену напругу розтягання, у результаті чого при досягненні критичного розміру оболонка має перевантаження. Завдяки даному винаходу ця руйнівна, непропорційна залежність усувається, і тягнучі напруги активно відповідають росту ковбаси. Це поліпшує якість наповнення, що дотепер небажано знижувалася з ростом довжини ковбаси при зростанні ступеня її заповнення. Калібр дуже важких, великих і довгих ковбас також залишається постійним. Однорідність і, отже, якість поліпшуються. Крім того, внаслідок зменшення напруг зростає ступінь захисту від розриву оболонки. Це додатково веде до більш високого рівня експлуатаційної надійності пристрою відповідно до заявленого винаходу. Завдяки підвищенню однорідності і безпеки збільшується потенціал підвищення ефективності виробництва ковбаси. Вимірник швидкості переважно виконаний у вигляді фотокомірки. Це забезпечує простий, дешевий і безконтактний засіб виміру росту ковбаси. 5 84767 Такий вимірник не зношується і надійний в експлуатації. Доцільно, якщо щонайменше один із зазначених вимірників розташований на регульованій відстані від випускного отвору цівки. Завдяки цьому досягається результат, при якому простим способом підбирають положення фотокомірок, що відповідає різним довжинам вироблених ковбас. Для коротких і товсти х ковбас, у яких швидкість росту потрібно вимірювати якнайшвидше, вибирають невелику відстань між фотокомірками; для довгих і тонких ковбас вибирають більшу відстань, що підвищує точність вимірів. Регулювання можна здійснювати вручну, але переважно застосовувати сервомеханізм, що приводиться в дію блоком керування. Це дозволяє регулювати положення фотокомірок за допомогою блоку керування без якого-небудь додаткового втручання. Зокрема, коли в пам'ять блоку керування введені різні профілі для різних ковбас або розмірів ковбас, це дозволяє просто і надійно здійснювати зміни при виготовленні різних ковбас. В апробірованому варіанті виконання фотокомірки інтегровані в Пзз-лінійку. Це підвищує точність процесу виміру. Таким чином, досягають більш точного виміру росту, що дозволяє точніше регулювати швидкість транспортера. Крім того, перевагою такої Пзз-лінійки є можливість здійснення вимірів не тільки в одній точці, але й протягом визначеної ділянки. Якщо Пзз-лінійка має достатні розміри, то ковбаси різного розміру можна вимірювати без перенастроювання Пзз-лінійки. У цьому випадку сервомеханізм не потрібний. Переважно, фотокомірки виконані у вигляді здвоєних датчиків, що додатково визначають калібр ковбаси. При цьому можуть використовуватися додаткові функції для контролю процесу наповнення. При цьому стають непотрібними окремі датчики, що дотепер часто застосовуються в рівні техніки. Хоча перевагою здійснення вимірів за допомогою фо токомірок є простота і захист від стороннього впливу, не слід виключати варіант прямого виміру швидкості. Зокрема, можуть застосовуватися також здвоєні датчики у вигляді радарів і ультразвукові датчики. Переважно, блок керування має пристрій для розпізнавання зазору (68). Таким чином, поліпшується надійність вимірів при виготовленні ковбасних ланцюжків. Під зазором тут розуміють ділянку перетискувача ковбасного ланцюжка, що знаходиться між двома сусідніми ковбасами і не заповнений ковбасним фаршем. Відвідний пристрій переважно містить конвеєрну стрічку, яка починається в районі скидання з транспортера і приводиться в рух зі швидкістю, незалежною від швидкості транспортера. Тим самим подальше транспортування ковбаси для наступної переробки здійснюють незалежно від швидкості росту ковбаси в процесі заповнення. Таким чином, усувається залежність швидкості наступної обробки від швидкості процесу упакування. Для досягнення зазначеної переваги не обов'язково потрібна конвеєрна стрічка, для цієї мети також можна використовувати нахилений жолоб. 6 Заявлений винахід докладно розкритий нижче за допомогою малюнків, на яких представлений кращий приклад виконання. На малюнках представлено наступне: на Фіг.1 схематично показаний перший варіант виконання пристрою відповідно до винаходу; на Фіг.2 схематично показаний другий варіант виконання пристрою відповідно до винаходу; на Фіг.3 показано розташування датчиків. На Фіг.1 схематично представлений перший варіант виконання пристрою для упакування ковбаси відповідно до винаходу. Пристрій містить цівку 1, запечатувальний пристрій 2, розташований відразу за випускним отвором 10 цівки 1, вимірник швидкості 7, керуючий пристрій 6 і відвідний пристрій 4. Між ними показана зона наповнення 5. На цівці 1 розташований запас трубчастої го фрованої оболонки 80. Для керування окремими пристроями передбачений блок керування 6. Робочий напрямок для пристрою на Фіг.1 - справа наліво. Загальна будова машини даного типу для упакування ковбаси відома з рівня техніки і не вимагає тут більш докладного пояснення. Для полегшення розуміння приведений короткий опис роботи пристрою. Від ділянки попередньої переробки (на малюнку не показаний) до цівки 1 з її переднього кінця (на Фіг.1 праворуч) під визначеним тиском підводять наповнювач (ковбасний фарш 85), що підлягає упакуванню. Ковбасний фарш 85 під тиском проходить через цівку 1 і попадає у випускний отвір 10 (на Фіг.1 ліворуч) у трубчасту оболонку 80. Оболонка 80 з однієї сторони запечатана за допомогою затискувача 81. Під дією тиску ковбасний фарш 85 заповнює оболонку 80, причому оболонка 80 безупинно знімається із запасу гофрованої оболонки. Довжина ділянки оболонки 80, наповнюваної ковбасним фаршем 85, росте доти, поки не досягне заданого значення. Після цей блок керування 6 пускає в хід запечатувальний пристрій 2 Запечатувальний пристрій містить віджимальний пристрій 22 і пристрій 23 для установки затискувачів. У віджимальному пристрої 22 батон ковбаси, отриманий із заповненої оболонки 80, охоплює пари віджимальних пластин ι стискає його до такого ступеня, щоб фарш фактично був відсутній. Одна з віджимальних пластин відсовується від випускного отвору 10 (по стрілці 25) таким чином, щоб утворився перетискувач 82. Між розсунутими віджимальними пластинами віджимального пристрою 22 переміщується пристрій для установки затискувачів 23. Він призначений для установки по одному затискувачу 81 на кожному кінці перетискувача 82. Таким чином, формується одна ковбаса 8 і починається процес формування наступної ковбаси. Аналогічно можуть виготовлятися ковбаси 8, з'єднані в ланцюжок. Для поділу ковбас 8 також може бути передбачений поділяючий пристрій (не показаний), що розрізає перетискувач 82 між двома затискувачами 81. Відповідно до винаходу, якщо дивитися у робочому напрямку, то за запечатувальним пристроєм розташований транспортер 4. Він рухається навколо двох несучих роликів 42, розташованих поперек напрямку робітника, при цьому один з них зв'язаний з безщітковим синхронним електродви 7 84767 гуном регульованого приводу 43. Регульований привід 43 зв'язаний з регулюючим блоком 64 у блоці керування 6 Регулюючий блок 64 виконаний у вигляді перетворювача струму і точно регулює число оборотів приводу 43, регулюючи тим самим швидкість руху транспортера 40. Біля заднього кінця транспортера 40 розташований конвеєр 48, що представляє собою наступний елемент відвідного пристрою, 4. Він має власний привід (тут не показаний), що приводить у рух конвеєр 48 з більш високою швидкістю, ніж швидкість транспортера 40. Конвеєр 48 розташований нижче транспортера 40, він приймає скинуті ковбаси 8 і транспортує їх для подальшої переробки. Над транспортером 40 у зоні наповнення 5 на визначеній відстані розташовані дві фотокомірки 71, 72, що виконують функцію вимірника швидкості 7. Вони розташовані таким чином, що ковбаса 8 при наповненні спочатку перериває світловий промінь фотокомірки 72, розташованої ближче до цівки, і при продовженні процесу наповнення вона перериває світловий промінь фотокомірки 71, розташованої далі від цівки. Обидві фотокомірки 71, 72 зв'язані з блоком оцінки 61. Виходячи із заданої відстані між двома фотокомірками 71, 72 і проміжком часу між перетинаннями обох фотокомірок, блок оцінки як вихідний сигнал визначає швидкість росту ковбаси 8. Зазначений вихідний сигнал подається на перший вхід блоку синхронізації 62. Блок синхронізації 62 призначений для того, щоб, ви ходячи з числа оборотів приводу 43, поданого до другого входу, визначати швидкість транспортера 40. Блок синхронізації 62 має компаратор і визначає диференціальну швидкість і порівнює її з установленим значенням. Диференціальна швидкість може дорівнювати нулю або мати деяке позитивне значення (тобто швидкість транспортера 40 трохи більша ніж швидкість росту). У залежності від цієї різниці встановлюється нове число оборотів приводу. У такий спосіб досягається синхронізація, тобто рух транспортера 40 з тією ж швидкістю, з якою росте ковбаса 8 під тиском ковбасного фаршу 85, що надходить в оболонку 80. Оболонка 80 натягається з рівномірною напругою. Таким чином, вага ковбаси більше не впливає на якість її наповнення. Калібр по всій довжині ковбаси залишається незмінним. Крім того, надійно видалене перевантаження оболонки 80 через занадто велику розтягуючу напругу, через занадто велику швидкість транспортера 40. Таким чином, виявляється активна протидія небезпеці утворення надривів або розривів. Отже, істотно підвищується надійність технологічного процесу для ковбас 8 великого калібру. У визначених випадках, насамперед для ковбас 8 середнього розміру, для підвищення швидкості заповнення може бути бажаним переміщення транспортера 40 із трохи більшою швидкістю, ніж швидкість росту. Цього досягають, задаючи відповідне значення різниці швидкостей. Стосовно ковбас 8 різного розміру фотокомірка 71, більш віддалена від цівки, виконана з можливістю переміщення за допомогою шпинделя 73. Обертаючи шпиндель 73, змінюють відстань між фотокомірками 71, 72. При цьому, щоб підстрої 8 тись до різних довжин ковбас, які виготовляються, 8, міняється вимірювальна ділянка для визначення швидкості росту. Шпиндель приводиться в рух сервоприводом 74, керованим пристроєм оцінки 67. Завдяки цьому досягається автоматичне підстроювання до довжини вимірювальної ділянки для вироблених ковбас. Таким чином, як для коротких, так і для довгих ковбас можна вибрати необхідні точність виміру і швидкість. У варіанті виконання, показаному на Фіг.3, фотокомірка (показана тільки одна), виконана у вигляді здвоєного датчика 71' і розташована не над транспортером 40, а збоку зони наповнення 5. Датчики посилають два розбіжних світлових промені 79, 79'. Один із двох променів 79 спрямований так, що він переривається навіть при невеликому калібрі ковбаси 8. Інший промінь 79' спрямований нагору і переривається тільки тоді, коли на транспортері 40 знаходиться ковбаса 8 великого калібру. Таким чином, здвоєний датчик 71' реєструє не тільки довжину ковбаси 8, але і додаткову інформацію про її діаметр. Крім контролю якості, це може застосовуватися, насамперед, для розпізнавання проміжних зазорів між ковбасами 8 ковбасного ланцюжка 88. На Фіг.2 представлений другий варіант виконання пристрою для наповнення ковбас згідно із даним винаходом. Він за основними параметрами відповідає першому варіанту виконання, представленому на Фіг.1. Однакові компоненти позначені тими ж самими позиціями. Таким чином, тут можна відмовитися від докладного опису. Нижче приводиться тільки опис відмінностей. Замість фотокомірок 71, 72 у др угому варіанті виконання як пристрій 7 для виміру швидкості передбачена Пзз-лінійка 7'. Вона містить кілька блоків фотокомірок 73, розташованих у ряд, і тягнеться майже на половину довжини зони наповнення 5, маючи довжину переважно трохи більшу, ніж вироблена ковбаса. Також можуть бути встановлені в ряд кілька лінійок 7'. Пзз-лінійка розташована таким чином, що світлові промені, що посилаються окремими блоками фотореле 73, перериваються оболонкою 80 ковбаси, наповненої ковбасним фаршем 85, а не оболонкою 80, стиснутої до перетискувачу 82, вільного від наповнювача. Завдяки великому числу блоків фотокомірок 73 ріст ковбаси 8 при наповненні ковбасним фаршем 85 точно реєструється. Визначення швидкості росту може відбуватися швидше, а саме, як тільки передній кінець ковбаси 8 досягне щонайменше другого блоку фотокомірок. У цілому при цьому досягається більш висока якість виміру, як у відношенні точності, так і у відношенні швидкості. Пзз-лінійка 7' через шину, призначену для передачі сигналів, зв'язана з блоком оцінки 67. Дозволяюча здатність Пзз-лінійки 7' дозволяє реєструвати зазор ковбасного ланцюжка 88. Тим самим додатково можна контролювати однорідність окремих ковбас 8 ковбасного ланцюжка 88 і при необхідності підкореговувати швидкість транспортера 40. Це забезпечує подальше підвищення якості продукту. Відвідний пристрій 4 має на кінці транспортера 40 нахилений жолоб 49. Він нахилений униз таким 9 84767 чином, що ковбаси 8, скинуті з транспортера 40 на жолоб, відводяться для подальшої обробки під дією сили ваги. Це є перевагою для виготовлення, зокрема, ковбасних ланцюжків 88, коли частина ланцюжків 88 ще лежить на транспортері 40, а інша частина вже знаходиться в жолобі. Жолоб 49 10 не впливає на ковбасний ланцюжок і в такий спосіб виключений вплив розтягувальних сил на ковбасний ланцюжок 88. Завдяки цьому виключається небезпека розриву і зниження якості наповнення ковбасним фаршем. 11 Комп’ютерна в ерстка А. Рябко 84767 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSausage packaging apparatus for filling pasty stuffing material into tubular casing material
Автори англійськоюEkkel Gunnar
Назва патенту російськоюУстройство для упаковки колбас, предназначенное для заполнения пастообразным наполнителем трубчатой оболочки
Автори російськоюЭккель Гуннар
МПК / Мітки
МПК: A22C 11/02, A22C 11/12
Мітки: пристрій, призначений, трубчастої, наповнювачем, заповнення, ковбас, оболонки, пастоподібним, упакування
Код посилання
<a href="https://ua.patents.su/6-84767-pristrijj-dlya-upakuvannya-kovbas-priznachenijj-dlya-zapovnennya-pastopodibnim-napovnyuvachem-trubchasto-obolonki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для упакування ковбас, призначений для заповнення пастоподібним наповнювачем трубчастої оболонки</a>
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 47847
Опубліковано: 15.06.2005
Автори: Лаврентьєв Микола Олександрович, Бєлаш Микола Миколайович, Красноруцький Володимир Семенович
МПК: B23K 11/00
Мітки: контактного, стикового, оболонки, трубчастої, зварювання, заглушкою, установка
Формула / Реферат:
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на станині пристрої подачі зварюваних деталей до зони зварювання, корпуси-напрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований основний затискач для трубчастої оболонки, який містить цангу, а у другому - затискач електрода-тримача для заглушки, з'єднаний з приводом створення зварного зусилля,...
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 65292
Опубліковано: 15.02.2006
Автори: Красноруцький Володимир Семенович, Бєлаш Микола Миколайович, Лаврентьєв Микола Олександрович
МПК: B23K 11/00, G21C 3/02
Мітки: стикового, заглушкою, оболонки, зварювання, трубчастої, контактного, установка
Формула / Реферат:
Спосіб виготовлення поліакриламідного гелю, який включає змішування компонентів, фільтрування та для полімеризації витримування при кімнатній температурі, який відрізняється тим, що акриламід, метилен-біс-акриламід і тетраметилетилендиамін розчиняють у 0,9% розчині натрію хлориду, приготовленому на електроактивованій воді, потім розчин фільтрують, а для отримання гелю необхідної консистенції до цього розчину додають персульфат амонію та...
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 57589
Опубліковано: 16.06.2003
Автори: Красноруцький Володимир Семенович, Бєлаш Микола Миколайович, Лаврентьєв Микола Олександрович
МПК: B23K 11/00
Мітки: контактного, стикового, трубчастої, оболонки, заглушкою, зварювання, установка
Формула / Реферат:
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на ній пристрої подачі зварюваних деталей до зони зварювання, корпуси-напрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований повзун та основний затискач трубчастої оболонки, який містить цангу, частина зовнішньої поверхні якої виконана конічною, а у другому - електрод-тримач для заглушки, з'єднаний...
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 6154
Опубліковано: 15.04.2005
Автори: Бєлаш Микола Миколайович, Лаврентьєв Микола Олександрович
МПК: B23K 11/00
Мітки: зварювання, установка, трубчастої, стикового, оболонки, контактного, заглушкою
Формула / Реферат:
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на ній пристрої подачі у зону зварювання деталей, що зварюються, корпуси-напрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований основний затискач для трубчастої оболонки, який містить цангу, а в іншому - затискач електрода-тримача заглушки, виконаний у вигляді повзуна і зв'язаний із приводом...
Спосіб з’єднання трубчастої оболонки з трубчастою деталлю
Номер патенту: 19716
Опубліковано: 25.12.1997
Автор: Блінов Анатолій Васильович
МПК: F16L 13/00
Мітки: оболонки, спосіб, трубчастою, з'єднання, трубчастої, деталлю
Формула / Реферат:
Способ соединения трубчатой оболочки с трубчатой деталью, по которому соединяемые элементы связывают промежуточным соединительным элементом, надеваемым на оболочку, отличающийся тем, что соединительный элемент стороной, обращенной к соединяемой детали, скрепляют с оболочкой, а другой стороной - с этой деталью, предварительно надеваемой на него,
Попередній патент: Вихрострумовий сепаратор
Наступний патент: Пристрій та спосіб автоматизованого контролю пакувальних машин для ковбасного виробництва
Випадковий патент: Регулятор потужності