Спосіб одержання антифрикційного шару підшипника ковзання
Номер патенту: 85085
Опубліковано: 25.12.2008
Автори: Барикін Ніколай Пєтровіч, Фазлиахмєтов Рустем Фаузієвіч
Формула / Реферат
1. Спосіб одержання антифрикційного шару підшипника ковзання, який включає заливання бабіту у вкладиш або основу і подальше примусове охолоджування бабіту зі швидкістю, яка забезпечує структурну однорідність антифрикційного шару, який відрізняється тим, що шляхом заливання бабіту у вкладиш або основу, або в пристрій, який за формою відповідний вкладишу, і подальшого охолоджування бабіту вищезгаданим чином, одержують напівфабрикат антифрикційного шару, який піддають пластичному деформуванню пуансоном в умовах надпластичності до одержання антифрикційного шару, при цьому як матрицю використовують вкладиш або основу підшипника.
2. Спосіб за п. 1, який відрізняється тим, що деформацію напівфабрикату антифрикційного шару здійснюють зі ступенем 25-45 %.
3. Спосіб за п. 1, який відрізняється тим, що температуру деформації напівфабрикату антифрикційного шару вибирають не нижче tn, де tn - мінімальна температура, при якій з урахуванням одержаного при охолоджуванні бабіту розміру зерен β-фази зберігається технологічна пластичність шару бабіту.
4. Спосіб за п. 1, який відрізняється тим, що температуру деформації напівфабрикату антифрикційного шару вибирають близькою або рівною tn, при цьому після деформації здійснюють рекристалізаційний відпал, для чого підшипник нагрівають до температури (100...150) °С і витримують при цій температурі протягом 0,5...1,0 години.
5. Спосіб за п. 1, який відрізняється тим, що швидкість деформації напівфабрикату антифрикційного шару вибирають в інтервалі 10-5...10-2 с-1, при цьому, чим вища температура деформації, тим більшою може бути вибрана швидкість у вказаному інтервалі.
6. Спосіб за п. 1, який відрізняється тим, що у випадку заливання бабіту у вкладиш або у пристрій, який за формою відповідний вкладишу, здійснюють перерозподіл бабіту пуансоном для одержання напівфабрикату антифрикційного шару.
7. Спосіб за п. 6, який відрізняється тим, що заливання бабіту здійснюють у нагрітий вкладиш або пристрій, який за формою відповідний вкладишу, при цьому перерозподіл бабіту здійснюють за допомогою пуансона, який має температуру не більше 100 °С.
8. Спосіб за п. 7, який відрізняється тим, що перерозподіл бабіту здійснюють за допомогою пуансона, який має кімнатну температуру.
9. Спосіб за п. 6, який відрізняється тим, що заливання бабіту здійснюють в пристрій, який за формою відповідний вкладишу і має кімнатну температуру, а перерозподіл розплаву здійснюють нагрітим пуансоном.
Текст
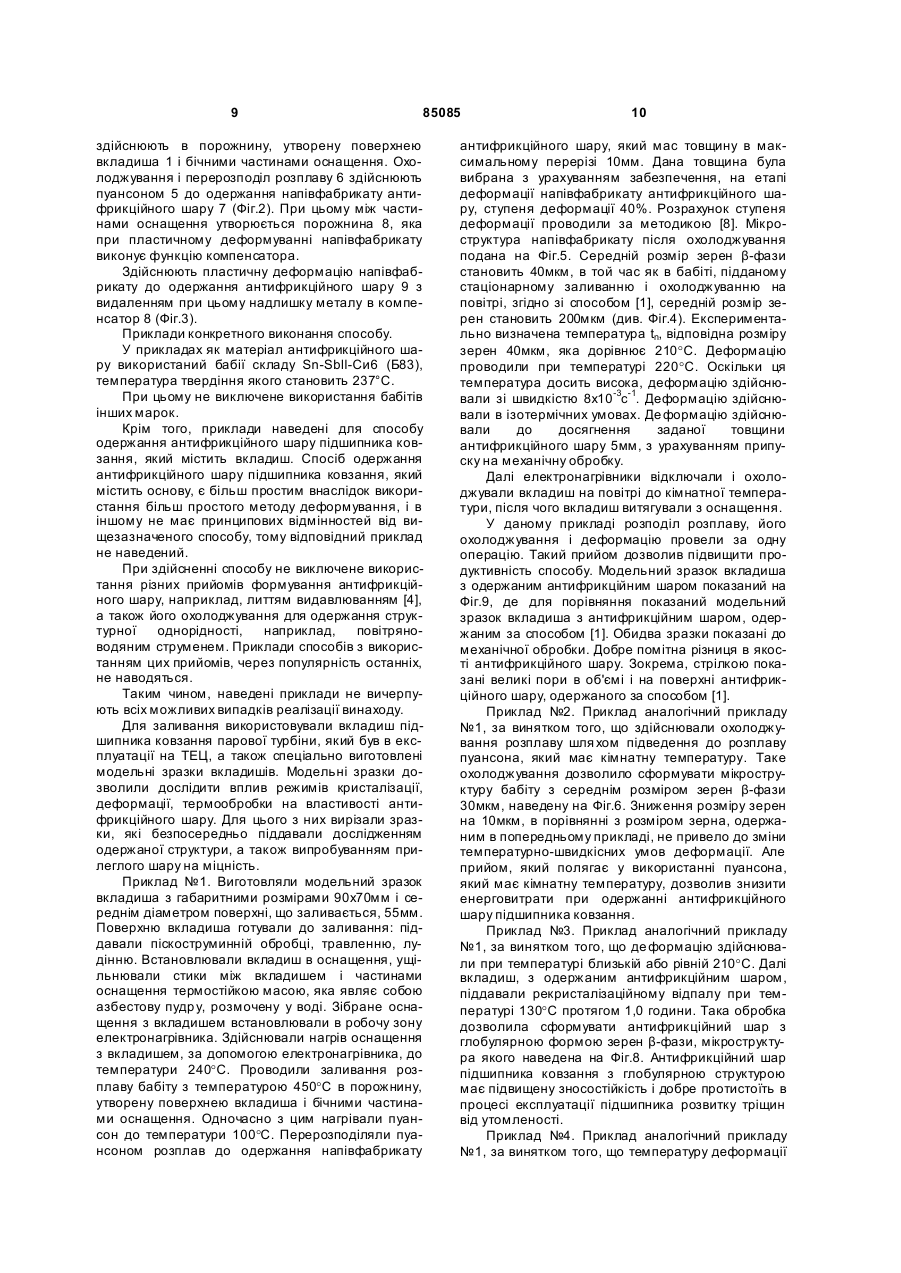
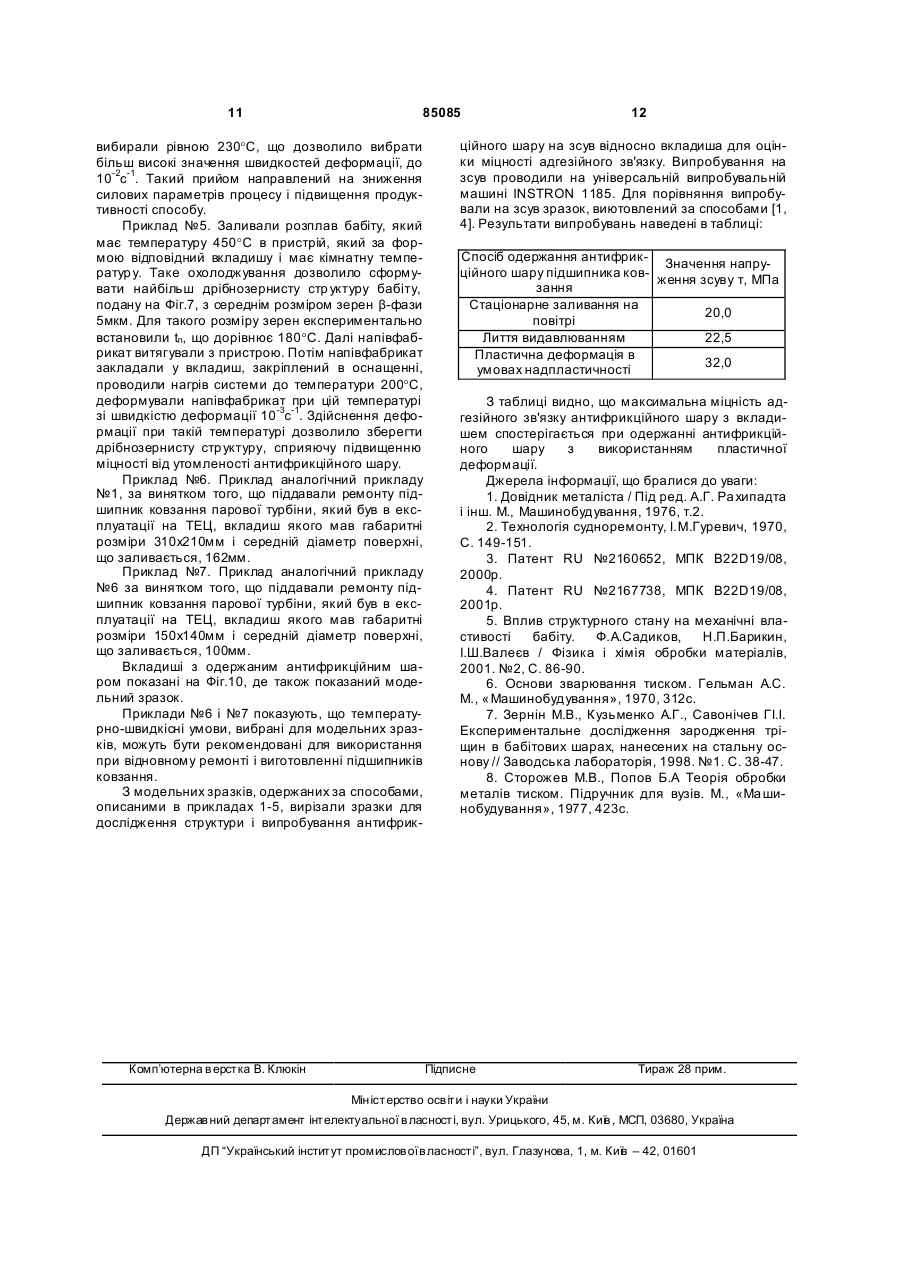
1. Спосіб одержання антифрикційного шару підшипника ковзання, який включає заливання бабіту у вкладиш або основу і подальше примусове охолоджування бабіту зі швидкістю, яка забезпечує стр уктурну однорідність антифрикційного шару, який відрізняється тим, що шляхом заливання бабіту у вкладиш або основу, або в пристрій, який за формою відповідний вкладишу, і подальшого охолоджування бабіту вищезгаданим чином, одержують напівфабрикат антифрикційного шару, який піддають пластичному деформуванню пуансоном в умовах надпластичності до одержання антифрикційного шару, при цьому як матрицю використовують вкладиш або основу підшипника. 2. Спосіб за п. 1, який відрізняється тим, що деформацію напівфабрикату антифрикційного шару здійснюють зі ступенем 25-45%. 3. Спосіб за п. 1, який відрізняється тим, що температуру де формації напівфабрикату антифрикційного шару вибирають не нижче tn, де tn - мініма C2 2 UA 1 3 85085 як опори валів агрегатів, призначених для роботи в умовах високих навантажень, типу парових турбін, турбогенераторів, могутні х швидкісних зубчатих передач, великих відцентрових насосів, гребних гвинтів, є високі антифрикційні властивості і здатність до припрацьовування зі стальним валом. Найбільш простій і економічний спосіб одержання антифрикційного шару підшипника ковзання [1] передбачає стаціонарне заливання нагрітого вкладиша або основи підшипника розплавом бабіту з подальшим охолоджуванням залитого шару і загалом підшипника на повітрі. Попередньо вкладиш або основу піддають очищенню, знежирюванню, травленню, промиванню, лудінню. Такий спосіб не дозволяє уникнути в шарі бабіту утворення усадкових пір, ливарних раковин, досить великих шлакових включень, укрупнення зерен β-фази (сполуки SnSb), а також структурної неоднорідності. Кожний з цих недоліків, виникаючих при заливанні і охолоджуванні, будучи концентратором напружень, приводить в процесі експлуатації підшипника до зародження тріщин від утомленості і різкого зниження міцності від утомленості бабіту. Особливо небезпечними з точки зору зародження і поширення тріщин від утомленості є усадкові пори і ливарні раковини в прилеглому до основи або вкладиша шарі бабіту. Крім того, пори і ливарні раковини в прилеглому шарі приводять до порушення стабільності адгезійного зв'язку між бабітом і матеріалом вкладиша або основи. Для збільшення терміну експлуатації підшипників ковзання, зниження кількості необхідних ремонтних робіт, пов'язаних із зупинкою перерахованих вище агрегатів, актуальним є підвищення якості антифрикційного шару і поліпшення його зв'язку з вкладишем або основою. Відомий спосіб одержання антифрикційного шару підшипника ковзання [2], який включає ,таку ж як в способі [1], підготовку поверхні вкладиша до заливання, нагрів вкладиша до температури (240...280)°C, стаціонарне заливання вкладиша бабітом, примусове охолоджування повітряноводяним струменем із зовнішньої боку вкладиша до температури (220...230)°C і подальше охолоджування в сухому піску або азбесті. Кристалізація бабіту при такому о холоджуванні відбувається з боку вкладиша, що сприяє зниженню усадкової пористості шару, прилеглого до вкладиша. Недоліком способу [2], також як і [1], є наявність, в шарі бабіту, газових пір, ливарних раковин і шлакових включень. Відомий спосіб одержання антифрикційного шару підшипника ковзання [3], який включає лудіння заглибини в основі підшипника, в яку закладають дозований брикет бабіту, відповідний формі заглибини. Проводять нагрів брикету до його плавлення в захисно-відновному середовищі водню і примусово охолоджують, причому охолоджування здійснюють шляхом переміщення підшипника в холодильник на охолоджувану через водяну сорочку плиту, без зміни захисно-відновного середовища. Даний спосіб дозволяє уникнути утворення ливарних раковин за рахунок відновлення в середовищі водню поверхнево-окисної плівки, яка 4 утворюється при плавленні бабіту. Крім того, кристалізація бабіту, як і в способі [2], відбувається з боку основи або вкладиша, що сприяє зниженню усадкової пористості шару, прилеглого до основи або вкладиша. Загальними недоліками способів [2] і [3] є те, що відбувається укрупнення зерен β-фази і не забезпечується структурна однорідність по товщині антифрикційного шару. Відомий спосіб одержання антифрикційного шару підшипника ковзання [4], який полягає в підготовці поверхні вкладиша до заливання, тобто, очищенні, знежирюванні, травленні, промиванні, лудінні, нагріванні вкладиша, заливанні вкладиша бабітом, примусовому охолоджуванні з боку залитого шару повітряно-водяною сумішшю, а потім на повітрі. При цьому рідкий метал подають в металоприймач, виключаючи контакт з атмосферою. Рідкий метал з металоприймача способом видавлювання наносять на поверхню вкладиша знизу вгору. Гідродинамічні особливості процесу заливання видавлюванням сприяють видаленню зі сплаву газів і твердих включень, внаслідок чого шар, що наноситься, виходить міцним і не містить газові пори і шлакові включення. Охолоджування залитого шару здійснюють знизу вгору. При цьому, технологічний приливок, в якому знаходяться надлишки розплавленого бабіту, грає роль живильника при усадці бабіту. Спосіб дозволяє одержати дрібнозернисту структур у в залитому шарі бабіту, а також підвищити стр уктурну однорідність антифрикційного шару за рахунок застосування більш швидкого охолоджування з боку залитого шару. Однак охолоджування з боку залитого шару сприяє збільшенню кількості усадкових пір в прилеглому шарі внаслідок істотно більшого коефіцієнта теплового розширення матеріалу шару, що заливається, в порівнянні з коефіцієнтом теплового розширення матеріалу вкладиша Крім того, виникає градієнт по усадковій пористості в різних перерізах залитого шару, через неефективність впливу те хнологічного приливка як живильника на віддалені від нього зони залитого шару, що надалі може призвести до нерівномірного зносу антифрикційного шару Нерівномірне охолоджування залитого шару, а саме знизу вгору, сприяє виникненню зональних напружень в залитому шарі, що також знижує стійкість до утворення тріщин в антифрикційному шарі в процесі експлуатації підшипника. Також в способі [4] збільшується витрата бабіту через наявність протяжних ливникових каналів, ускладнюється витягання залитого вкладиша через необхідність відділення останнього від ливникової частини відливка, що залишилася. Таким чином, відомі способи одержання антифрикційного шару підшипника ковзання при наявності певних переваг мають ряд недоліків, властивих литтю, і не забезпечують вирішення задачі підвищення якості антифрикційного шару. Основною і додатковими задачами винаходу є підвищення якості антифрикційного шару підшипника ковзання. Поставлена задача вирішується в тому випадку, якщо спосіб одержання антифрикційного шару 5 85085 підшипника ковзання, який включає заливання бабіту у вкладиш або основу підшипника і його подальше примусове охолоджування зі швидкістю, що забезпечує структурну однорідність антифрикційного шару, переважно, за рахунок охолоджування з боку залитого шару, відрізняється від відомого тим, що шляхом заливання бабіту у вкладиш або основу одержують напівфабрикат антифрикційного шару, який піддають пластичному деформуванню пуансоном в умовах надпластичності до одержання антифрикційного шару, при цьому як матрицю використовують вкладиш або основу підшипника. Поставлена задача вирішується також, якщо: - деформацію напівфабрикату антифрикційного шару здійснюють зі ступенем 25 - 45%; - після заливання бабіту здійснюють перерозподіл розплаву пуансоном до одержання напівфабрикату антифрикційної о шару; - заливання розплаву здійснюють в нагрітий вкладиш або основу, а охолоджування проводять з боку залитого шару за допомогою пуансона, який має температур у не більше 100°C; - пуансон має кімнатну температуру; - заливання бабіту здійснюють у вкладиш або основу, або в пристрій, за формою відповідний основі або вкладишу; - заливання бабіту здійснюють в нагрітий пристрій, а перерозподіл і охолоджування розплаву проводять з боку залитого шару за допомогою пуансона, який мас температуру не більше 100°C; - заливання бабіту здійснюють в пристрій, який має кімнатну температур у, а перерозподіл розплаву здійснюють нагрітим пуансоном; - температуру де формації вибирають не нижче tn, де tn, - мінімальна температура, при якій з урахуванням одержаного при охолоджуванні розміру зерен β-фази зберігається технологічна пластичність шару бабіту; - температуру де формації вибирають близькою до In, при цьому після деформації здійснюють рекристалізаційний відпал, для чого підшипник нагрівають до температури (100...150)°С і витримують при цій температурі протягом 0,5. 1,0 години; - швидкість деформації вибирають в інтервалі 10-5...10-2с-1, при цьому, чим вище температура деформації, тим більшою може бути вибрана швидкість у вказаному інтервалі Суть винаходу полягає у використанні в процесі одержання антифрикційного шару підшипника ковзання надпластичної деформації. Бабіт традиційно є ливарним недеформівним матеріалом, однак субмікрокристалічна структура матриці (αфази) [5|, що являє собою твердий розчин сурми і міді в олові, в поєднанні зі структурною однорідністю β-фази, яка досягається при регламентованому охолоджуванні розплаву, є однією з необхідних умов, що забезпечують можливість деформації шару бабіту із заданим ступенем без ризику утворення тріщин. Здійснення надпластичної деформації також передбачає наявність відповідної швидкості і температури деформації а також ізотермічних умов деформації. 6 Суттєвим є розвиток при надпластичній деформації процесу зернограничного проковзування (ЗГП), який є основним механізмом надпластичної деформації. Саме ЗГП забезпечує практично повне усунення пір в деформівному шарі і заповнення бабітом мікронерівностей на поверхні вкладиша або основи. Крім того, за рахунок надпластичної деформації в прилеглому шарі бабіту оголюються ювенільні поверхні, завдяки яким посилюється адгезійний зв'язок між бабітом і матеріалом вкладиша або основи. Можливість поліпшення адгезійного зв'язку, за рахунок пластичної деформації, є особливо актуальною для сплавів на основі олова, до яких належить бабіт, що мають високе відношення твердості окисної плівки до твердості металу, яке, зокрема, для олова становить 330 [6]. Оскільки для здійснення деформації шар бабіту повинен мати товщину відмінну від заданої товщини антифрикційного шару підшипника ковзання, вводиться поняття напівфабрикату антифрикційного шару. Таким чином, стабільний зв'язок між антифрикційним шаром і вкладишем або основою, в поєднанні з відсутністю пір в шарі, приводить до підвищення якості антифрикційного шару підшипника ковзання, зменшення в експлуатації тріщиноутворення, і як наслідок, збільшення терміну служби підшипника і зменшення кількості ремонтних робіт. Додаткові прийоми способу направлені на подальше підвищення якості антифрикційного шару підшипника ковзання. Рекомендується деформацію здійснювати зі ступенем, вибираним в межах 25-45%. Конкретна величина ступеня залежить передусім від розміру зерен β-фази в напівфабрикаті антифрикційного шару, тобто від його технологічної пластичності, чим менше розмір зерен, тим більш пластичним є сплав. Величина ступеня деформації залежить також від форми «матриці». Хоч поняття вкладиша і основи, як елементів підшипника ковзання, ідентичні, використання їх як матриці при деформації напівфабрикату антифрикційного шару передбачає відмінності в методах деформування. Використання як матриці основи передбачає звичайну осадку зі ступенями порядку 40-45%. Використання як матриці вкладиша передбачає присутність зворотного видавлювання, тобто більш енергоємного методу деформування, відповідно деформацію доцільно здійснювати з меншими ступенями, не більше 40%. Гідродинамічні особливості процесу перерозподілу розплаву по поверхні вкладиша за допомогою пуансона, досить близького до процесу заливання видавлюванням, так само як в способі [4], сприяють видаленню зі сплаву газів і твердих включень. Охолоджування розплаву з боку залитого шару дозволяє одержати структурн у однорідність по всьому перерізу шару бабіту, зменшує кількість усадкових пір. Ефективність цього прийому зростає, якщо охолоджування здійснювати за допомогою пуансона, тобто шляхом теплопередачі. Для одержання дрібнозернистої структури доцільно охолоджування проводити з боку залитого шару за 7 85085 допомогою пуансона, який має температуру не більше 100°C. Зокрема, можливе використання для охолоджування розплаву п уансона, який має кімнатну температур у, що приводить також до зниження енерговитрат при здійсненні способу. Необхідно зазначити з урахуванням [5], що для бабіту актуальне подрібнення зерен β-фази. Заливання бабіту в нагрітий вкладиш або основу, також як в способі [4], сприяє утворенню попереднього зв'язку бабіту з основою або вкладишем підшипника. При виготовленні або ремонті підшипників, у яких поверхня вкладиша або основи має досить простий профіль без піднутрень, типу «ластівчиного хвоста», заливання бабіту можна здійснювати в пристрій, за формою відповідний основі або вкладишу з подальшим вилученням напівфабрикату з пристрою і його деформацією з використанням як матриці вкладиша або основи. При цьому заливання можна здійснювати в нагрітий пристрій. Але доцільніше для ослаблення зв'язку бабіту з пристроєм заливати бабіт в пристрій, який має кімнатну температур у, а перерозподіл розплаву здійснювати нагрітим пуансоном. При цьому можна одержати найбільш дрібнозернисту стр уктуру в напівфабрикаті антифрикційного шару, і, як наслідок, вибрати більш низьку температуру деформації напівфабрикату. Перевагами низької температури деформації є менше окислення бабіту і збереження в готовому антифрикційному шарі підшипника ковзання дрібнозернистої структури, яка забезпечує підвищену міцність антифрикційного шару при кімнатній температурі, включаючи міцність в прилеглому до основи або вкладиша шарі, що особливо актуально при впливі короткочасних перевантажень. Температуру деформації вибирають не нижче tn, де tn - мінімальна температура, при якій з урахуванням одержаного при охолоджуванні розміру зерен β-фази зберігається технологічна пластичність шару бабіту. Зокрема, для напівфабрикату з розміром зерен β-фази порядку 40мкм tn=210°C. Вибір більш високої температури деформації, дозволяє знизити енергосилові параметри процесу. Верхня межа температури деформації обмежена температурою твердіння сплаву. Рекомендований інтервал швидкостей деформації, відповідний режиму надпластичності, 10-5...10-2с-1, при цьому, чим вище температура деформації, тим більшою може бути вибрана швидкість у вказаному інтервалі. При здійсненні деформації при досить низьких температурах, але близьких або рівних tn, незважаючи на те, що умови надпластичності дотримуються, можлива релаксація не всієї енергії, що поступає при деформації, за рахунок зміни форми напівфабрикату антифрикційного шару. Для зняття внутрішніх напружень, які можуть виникнути при деформації, рекомендується провести рекристалізаційний відпал. Після відпалу розмір зерен βфази дещо збільшується, але при цьому міняється форма зерен, а саме, зерно набуває округлої форми. Скруглення зерен β-фази приводить до підвищення опору матеріалу антифрикційного шару, розвитку тріщин від утомленості по границях даної 8 фази, характерних для бабітів [7]. Крім того, процес рекристалізації супроводжується зниженням твердості зерен, що приводить до підвищення антифрикційних властивостей бабіту. Таким чином, антифрикційний шар підшипника ковзання з глобулярною структурою має підвищену зносостійкість і добре протистоїть в процесі експлуатації підшипника розвитку тріщин від утомленості. Основні прийоми способу, що полягають в одержанні напівфабрикату антифрикційного шару, який характеризується структурною однорідністю, і подальшій пластичній деформації напівфабрикату, здійснюваній в умовах надпластичності, направлені на підвищення якості антифрикційного шару підшипника ковзання, є новими і неочевидними. Незаперечну новизну основних прийомів способу в поєднанні з додатковими прийомами підтверджує можливість варіювання режимами кристалізації розплаву, подальшої деформації і термообробки для подальшого підвищення якості антифрикційного шару підшипника ковзання, а також одержання структури антифрикційного шару підшипника ковзання, пристосованої до тих або інших умов експлуатації. А саме, структури, що забезпечує міцність антифрикційного шару підшипника ковзання при впливі короткочасних перевантажень, виникаючих, зокрема, при зупинці агрегату, або підвищену тривалу міцність, що знижує ризик виникнення тріщин від утомленості. Винахід пояснюється графічними матеріалами, де: на Фіг.1-3 представлена послідовно схема здійснення способу; на Фіг.4 представлена мікроструктура шар у бабіту, одержана при стаціонарному заливанні і охолоджуванні підшипника на повітрі; на Фіг.5 представлена мікроструктура шар у бабіту, одержана при охолоджуванні пуансоном, який має температуру 100°C; на Фіг.6 представлена мікроструктура шар у бабіту, одержана при охолоджуванні пуансоном, який має кімнатну температуру: на Фіг.7 представлена мікроструктура шар у бабіту, одержана при заливанні бабіту в пристрій, який має кімнатну температуру; на Фіг.8 представлена мікроструктура шар у бабіту після деформації і рекристалізаційного відпалу; на Фіг.9 представлена фотографія модельних зразків вкладишів підшипника ковзання, в яких антифрикційний шар одержаний за запропонованим способом - зліва і за способом [1] - праворуч; на Фіг.10 представлена фотографія вкладиша підшипника ковзання, в якому антифрикційний шар одержаний за запропонованим способом; Вкладиш підшипника 1 (Фіг.1) встановлений в оснащенні, яке має нижню частину 2 і дві бічні частини (на Фіг. не показані), забезпечене електронагрівником З і механізмом протитиску 4. Поз. 5 позначений пуансон. Поз. 6 позначений розплав бабіту. Зібране оснащення встановлюють в робочу зону електронагрівника 3. Оснащення і нагрівник, в свою чергу, встановлені на основі гідропреса (на Фіг. не показані). Заливання розплаву бабіту 6 9 85085 здійснюють в порожнину, утворену поверхнею вкладиша 1 і бічними частинами оснащення. Охолоджування і перерозподіл розплаву 6 здійснюють пуансоном 5 до одержання напівфабрикату антифрикційного шару 7 (Фіг.2). При цьому між частинами оснащення утворюється порожнина 8, яка при пластичному деформуванні напівфабрикату виконує функцію компенсатора. Здійснюють пластичну деформацію напівфабрикату до одержання антифрикційного шару 9 з видаленням при цьому надлишку металу в компенсатор 8 (Фіг.3). Приклади конкретного виконання способу. У прикладах як матеріал антифрикційного шару використаний бабії складу Sn-Sbll-Си6 (Б83), температура твердіння якого становить 237°С. При цьому не виключене використання бабітів інших марок. Крім того, приклади наведені для способу одержання антифрикційного шару підшипника ковзання, який містить вкладиш. Спосіб одержання антифрикційного шару підшипника ковзання, який містить основу, є більш простим внаслідок використання більш простого методу деформування, і в іншому не має принципових відмінностей від вищезазначеного способу, тому відповідний приклад не наведений. При здійсненні способу не виключене використання різних прийомів формування антифрикційного шару, наприклад, литтям видавлюванням [4], а також його охолоджування для одержання структурної однорідності, наприклад, повітряноводяним струменем. Приклади способів з використанням цих прийомів, через популярність останніх, не наводяться. Таким чином, наведені приклади не вичерпують всіх можливих випадків реалізації винаходу. Для заливання використовували вкладиш підшипника ковзання парової турбіни, який був в експлуатації на ТЕЦ, а також спеціально виготовлені модельні зразки вкладишів. Модельні зразки дозволили дослідити вплив режимів кристалізації, деформації, термообробки на властивості антифрикційного шару. Для цього з них вирізали зразки, які безпосередньо піддавали дослідженням одержаної структури, а також випробуванням прилеглого шару на міцність. Приклад №1. Виготовляли модельний зразок вкладиша з габаритними розмірами 90x70мм і середнім діаметром поверхні, що заливається, 55мм. Поверхню вкладиша готували до заливання: піддавали піскоструминній обробці, травленню, лудінню. Встановлювали вкладиш в оснащення, ущільнювали стики між вкладишем і частинами оснащення термостійкою масою, яка являє собою азбестову пудр у, розмочену у воді. Зібране оснащення з вкладишем встановлювали в робочу зону електронагрівника. Здійснювали нагрів оснащення з вкладишем, за допомогою електронагрівника, до температури 240°C. Проводили заливання розплаву бабіту з температурою 450°C в порожнину, утворену поверхнею вкладиша і бічними частинами оснащення. Одночасно з цим нагрівали пуансон до температури 100°C. Перерозподіляли пуансоном розплав до одержання напівфабрикату 10 антифрикційного шару, який мас товщину в максимальному перерізі 10мм. Дана товщина була вибрана з урахуванням забезпечення, на етапі деформації напівфабрикату антифрикційного шару, ступеня деформації 40%. Розрахунок ступеня деформації проводили за методикою [8]. Мікроструктура напівфабрикату після охолоджування подана на Фіг.5. Середній розмір зерен β-фази становить 40мкм, в той час як в бабіті, підданому стаціонарному заливанню і охолоджуванню на повітрі, згідно зі способом [1], середній розмір зерен становить 200мкм (див. Фіг.4). Експериментально визначена температура tn, відповідна розміру зерен 40мкм, яка дорівнює 210°C. Деформацію проводили при температурі 220°C. Оскільки ця температура досить висока, деформацію здійснювали зі швидкістю 8x10-3с-1. Деформацію здійснювали в ізотермічних умовах. Де формацію здійснювали до досягнення заданої товщини антифрикційного шару 5мм, з урахуванням припуску на механічну обробку. Далі електронагрівники відключали і охолоджували вкладиш на повітрі до кімнатної температури, після чого вкладиш витягували з оснащення. У даному прикладі розподіл розплаву, його охолоджування і деформацію провели за одну операцію. Такий прийом дозволив підвищити продуктивність способу. Модельний зразок вкладиша з одержаним антифрикційним шаром показаний на Фіг.9, де для порівняння показаний модельний зразок вкладиша з антифрикційним шаром, одержаним за способом [1]. Обидва зразки показані до механічної обробки. Добре помітна різниця в якості антифрикційного шару. Зокрема, стрілкою показані великі пори в об'ємі і на поверхні антифрикційного шару, одержаного за способом [1]. Приклад №2. Приклад аналогічний прикладу №1, за винятком того, що здійснювали охолоджування розплаву шля хом підведення до розплаву пуансона, який має кімнатну температуру. Таке охолоджування дозволило сформувати мікроструктуру бабіту з середнім розміром зерен β-фази 30мкм, наведену на Фіг.6. Зниження розміру зерен на 10мкм, в порівнянні з розміром зерна, одержаним в попередньому прикладі, не привело до зміни температурно-швидкісних умов деформації. Але прийом, який полягає у використанні пуансона, який має кімнатну температуру, дозволив знизити енерговитрати при одержанні антифрикційного шару підшипника ковзання. Приклад №3. Приклад аналогічний прикладу №1, за винятком того, що де формацію здійснювали при температурі близькій або рівній 210°C. Далі вкладиш, з одержаним антифрикційним шаром, піддавали рекристалізаційному відпалу при температурі 130°C протягом 1,0 години. Така обробка дозволила сформувати антифрикційний шар з глобулярною формою зерен β-фази, мікроструктура якого наведена на Фіг.8. Антифрикційний шар підшипника ковзання з глобулярною структурою має підвищену зносостійкість і добре протистоїть в процесі експлуатації підшипника розвитку тріщин від утомленості. Приклад №4. Приклад аналогічний прикладу №1, за винятком того, що температуру деформації 11 85085 вибирали рівною 230°C, що дозволило вибрати більш високі значення швидкостей деформації, до 10-2с-1. Такий прийом направлений на зниження силових параметрів процесу і підвищення продуктивності способу. Приклад №5. Заливали розплав бабіту, який має температуру 450°C в пристрій, який за формою відповідний вкладишу і має кімнатну температур у. Таке охолоджування дозволило сформувати найбільш дрібнозернисту стр уктуру бабіту, подану на Фіг.7, з середнім розміром зерен β-фази 5мкм. Для такого розміру зерен експериментально встановили tn, що дорівнює 180°C. Далі напівфабрикат витягували з пристрою. Потім напівфабрикат закладали у вкладиш, закріплений в оснащенні, проводили нагрів системи до температури 200°C, деформували напівфабрикат при цій температурі зі швидкістю деформації 10-3с-1. Здійснення деформації при такій температурі дозволило зберегти дрібнозернисту стр уктуру, сприяючу підвищенню міцності від утомленості антифрикційного шару. Приклад №6. Приклад аналогічний прикладу №1, за винятком того, що піддавали ремонту підшипник ковзання парової турбіни, який був в експлуатації на ТЕЦ, вкладиш якого мав габаритні розміри 310x210мм і середній діаметр поверхні, що заливається, 162мм. Приклад №7. Приклад аналогічний прикладу №6 за винятком того, що піддавали ремонту підшипник ковзання парової турбіни, який був в експлуатації на ТЕЦ, вкладиш якого мав габаритні розміри 150x140мм і середній діаметр поверхні, що заливається, 100мм. Вкладиші з одержаним антифрикційним шаром показані на Фіг.10, де також показаний модельний зразок. Приклади №6 і №7 показують, що температурно-швидкісні умови, вибрані для модельних зразків, можуть бути рекомендовані для використання при відновному ремонті і виготовленні підшипників ковзання. З модельних зразків, одержаних за способами, описаними в прикладах 1-5, вирізали зразки для дослідження структури і випробування антифрик Комп’ютерна в ерстка В. Клюкін 12 ційного шару на зсув відносно вкладиша для оцінки міцності адгезійного зв'язку. Випробування на зсув проводили на універсальній випробувальній машині INSTRON 1185. Для порівняння випробували на зсув зразок, виютовлений за способами [1, 4]. Результати випробувань наведені в таблиці: Спосіб одержання антифрик- Значення напруційного шару підшипника ков- ження зсуву т, МПа зання Стаціонарне заливання на 20,0 повітрі Лиття видавлюванням 22,5 Пластична деформація в 32,0 умовах надпластичності З таблиці видно, що максимальна міцність адгезійного зв'язку антифрикційного шару з вкладишем спостерігається при одержанні антифрикційного шару з використанням пластичної деформації. Джерела інформації, що бралися до уваги: 1. Довідник металіста / Під ред. А.Г. Ра хипадта і інш. M., Машинобудування, 1976, т.2. 2. Технологія судноремонту, І.М.Гуревич, 1970, C. 149-151. 3. Патент RU №2160652, МПК B22D19/08, 2000р. 4. Патент RU №2167738, МПК B22D19/08, 2001р. 5. Вплив структурного стану на механічні властивості бабіту. Ф.А.Садиков, Н.П.Барикин, І.Ш.Валеєв / Фізика і хімія обробки матеріалів, 2001. №2, C. 86-90. 6. Основи зварювання тиском. Гельман А.С. M., « Машинобудування», 1970, 312с. 7. Зернін М.В., Кузьменко А.Г., Савонічев ГІ.І. Експериментальне дослідження зародження тріщин в бабітових шарах, нанесених на стальну основу // Заводська лабораторія, 1998. №1. C. 38-47. 8. Сторожев M.В., Попов Б.А Теорія обробки металів тиском. Підручник для вузів. M., «Ма шинобудування», 1977, 423с. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to obtain anti-friction layer of slide bearing
Автори англійськоюBarykin Nikolai Petrovych, Fazliakhmetov Rustem Fauzievych
Назва патенту російськоюСпособ получения антифрикционного слоя подшипника скольжения
Автори російськоюБарыкин Николай Петрович, Фазлиахметов Рустем Фаузиевич
МПК / Мітки
МПК: F16C 33/00, B22D 19/08
Мітки: антифрикційного, підшипника, ковзання, спосіб, шару, одержання
Код посилання
<a href="https://ua.patents.su/6-85085-sposib-oderzhannya-antifrikcijjnogo-sharu-pidshipnika-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання антифрикційного шару підшипника ковзання</a>
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 35079
Опубліковано: 26.08.2008
Автори: Третьяков Євген Едуардович, Артілаква Леван Шалвович, Панасовський Леонід Володимирович, Нещерет Ігор Григорійович
МПК: F16C 33/06
Мітки: ковзання, спосіб, виготовлення, вкладиша, підшипника
Формула / Реферат:
1. Спосіб виготовлення вкладиша підшипника ковзання, що включає формотворення зовнішнього шару - сталевої підкладки, робочого шару - антифрикційного покриття, який відрізняється тим, що вводять проміжний шар олов'янистої бронзи і здійснюють послідовне наплавлення шару олов'янистої бронзи на сталеву підкладку на внутрішню поверхню, а також по торцях вкладиша, а антифрикційне покриття - на внутрішню поверхню шару олов'янистої бронзи шляхом...
Спосіб виготовлення двошарового антифрикційного підшипника ковзання
Номер патенту: 61232
Опубліковано: 17.11.2003
Автор: Дудчак Віталій Петрович
МПК: B29C 51/00
Мітки: антифрикційного, спосіб, виготовлення, ковзання, підшипника, двошарового
Формула / Реферат:
1. Спосіб виготовлення двошарового підшипника ковзання, який відрізняється тим, що з метою підвищення адгезійної міцності підшипник виготовляється шляхом опресування фторопластової втулки, яка має профільні канавки і виступи, жорстким конструкційним матеріалом АГ-4В.2. Спосіб за п. 1, який відрізняється тим, що з метою одержання однакової товщини фторопластової втулки її попередньо нагрівають до температури 200...250°С і деформують на...
Спосіб обробки підшипника ковзання
Номер патенту: 57086
Опубліковано: 16.06.2003
Автори: Кутєйніков Анатолій Миколайович, Сніговський Федір Павлович, Скирденко Олег Іванович
МПК: F16C 33/00
Мітки: обробки, спосіб, ковзання, підшипника
Формула / Реферат:
Спосіб обробки підшипника ковзання, що включає механічну обробку металевого корпуса, обробку його імпульсним електромагнітним полем, який відрізняється тим, що обробці імпульсним електромагнітним полем піддають також вал і вкладиш підшипника.
Вкладиш підшипника ковзання і спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 81288
Опубліковано: 25.12.2007
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
МПК: F16C 17/00, F16C 33/04, F16C 33/08
Мітки: спосіб, ковзання, вкладиш, підшипника, вкладиша, виготовлення
Формула / Реферат:
1. Вкладиш підшипника ковзання, що складається зі сталевого корпуса, на якому зафіксована принаймні одна біметалева накладка, виконана у вигляді шару антифрикційного матеріалу, розміщеного на сталевій підкладці, який відрізняється тим, що підкладка біметалевої накладки зафіксована на корпусі вкладиша за допомогою електрозаклепок.2. Вкладиш підшипника ковзання за п. 1, який відрізняється тим, що принаймні частина корпуса вкладиша...
Опора підшипника ковзання

Номер патенту: 70495
Опубліковано: 15.10.2004
Автор: Скуба Іван Степанович
МПК: F16C 17/00, F16C 17/02
Мітки: опора, підшипника, ковзання
Формула / Реферат:
Опора підшипника ковзання, що має корпус, всередині якого розміщений вал роторної машини і вкладиш, який складається щонайменше з основи і антифрикційного шару, яка відрізняється тим, що між вкладишем і валом та вкладишем і корпусом установлено по втулці, при цьому вкладиш основою закріплений на одній з втулок, прикріплених одна до вала, а друга до корпусу.
Попередній патент: Великогабаритна новорічна ялинка
Наступний патент: Спосіб комплексного рибозахисту водозаборів та пристрій для його здійснення
Випадковий патент: Спосіб підвищення продуктивності поросят-сисунів великої білої породи