Спосіб надання форми щітці для чищення валків і чистильна щітка, формована згідно з даним способом
Формула / Реферат
1. Спосіб надання форми щітці (1) для чищення валків, зокрема робочих валків у станах гарячої прокатки металевої штаби, зокрема алюмінієвої штаби, з робочою частиною (2) щітки, укріпленою на несучій основній частині (3) щітки з опорними кінцями, при цьому для досягнення очищувальної дії робочу частину (2) щітки притискують до валка (4) з регульованим зусиллям або з певною глибиною занурення, який відрізняється тим, що форму робочої частини (2) щітки або форму чистильної щітки (1) виконують відповідно до геометрії валка (4) з контуром, що відповідає математичній поліноміальній функції, експонентній функції, тригонометричній функції або тому подібного.
2. Чистильна щітка для застосування в станах гарячої прокатки металевої штаби, зокрема алюмінієвої штаби, з робочою частиною (2) щітки, виконаною за п. 1, яка відрізняється тим, що щітка або її робоча частина (2) має такий контур, який підігнаний до контура валка, зокрема робочого валка (4), при цьому вона має контур у вигляді довільного полінома, експонентної функції, тригонометричної функції або тому подібного.
3. Чистильна щітка за п. 2, яка відрізняється тим, що вона щонайменше на одному своєму опорному кінці забезпечена засобом для зміщення в напрямі своєї осі або сполучена з рухомим робочим валком.
4. Чистильна щітка за п. 2 або 3, яка відрізняється тим, що засіб для зміщення чистильної щітки переважно синхронізовано сполучений із засобом для зміщення валка, зокрема робочого валка.
5. Спосіб функціонування чистильної щітки (1) з робочою частиною (2) щітки, отриманою за п. 1, у станах гарячої прокатки металевої штаби, зокрема алюмінієвої штаби, який відрізняється тим, що форму (2) робочої частини щітки або чистильної щітки (1) підганяють до форми валка (4), так що між валком і робочою частиною щітки, відповідно, чистильною щіткою, досягається встановлення по суті однорідного тиску притискання по всій довжині бочки, переважно в зоні ширини штаби валка з мінімальним для достатньої чистильної дії зусиллям притискання FB.
6. Спосіб за п. 5, який відрізняється тим, що прогин основної частини (3) щітки, а також теплову опуклість бочки валка (4) компенсують конформним симетричним бомбуванням робочої частини (2) щітки з урахуванням впливу жорсткості основної частини (3) щітки.
7. Спосіб за п. 5 або 6, який відрізняється тим, що при зсуві по осі робочого валка (4) під час роботи на зумовлену роботою лінійну відстань чистильну щітку (1) для збереження її подовжнього положення відносно валка і відповідно до його форми зсувають переважно на таку ж лінійну відстань.
8. Спосіб за одним із пп. 5-7, який відрізняється тим, що під час зсуву робочого валка (4) по осі тиск притискання щітки погоджують зі зміненою реальною геометрією валка.
Текст
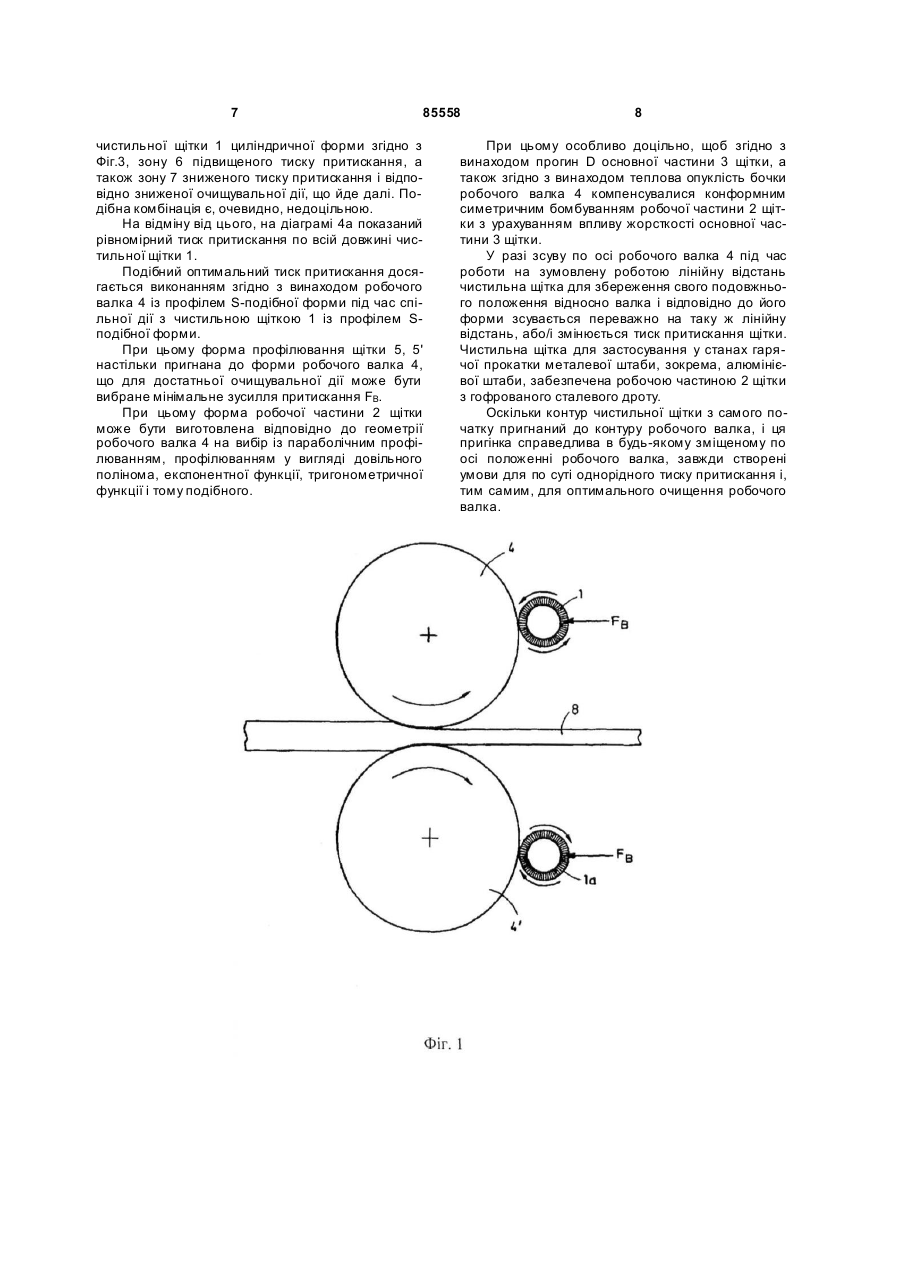
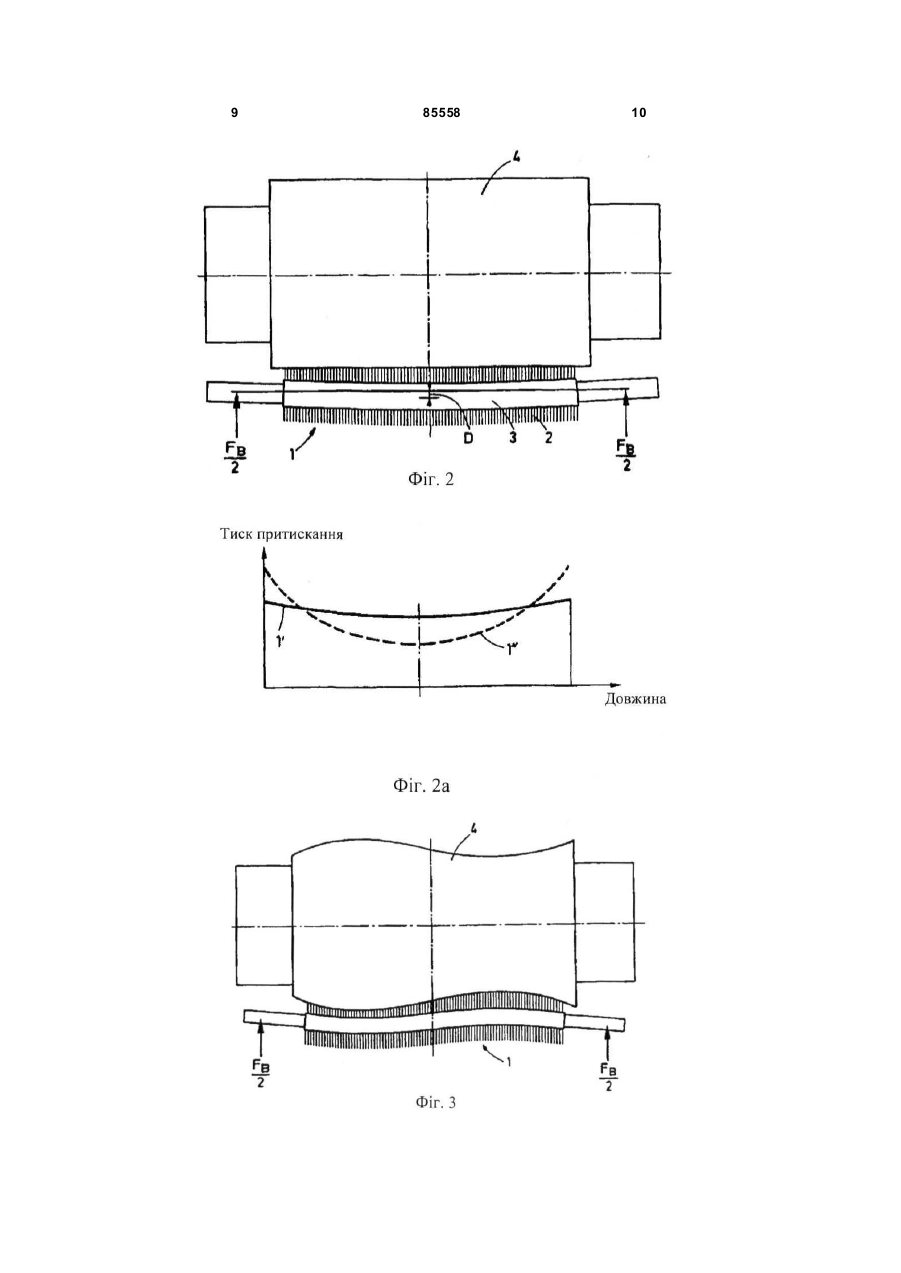
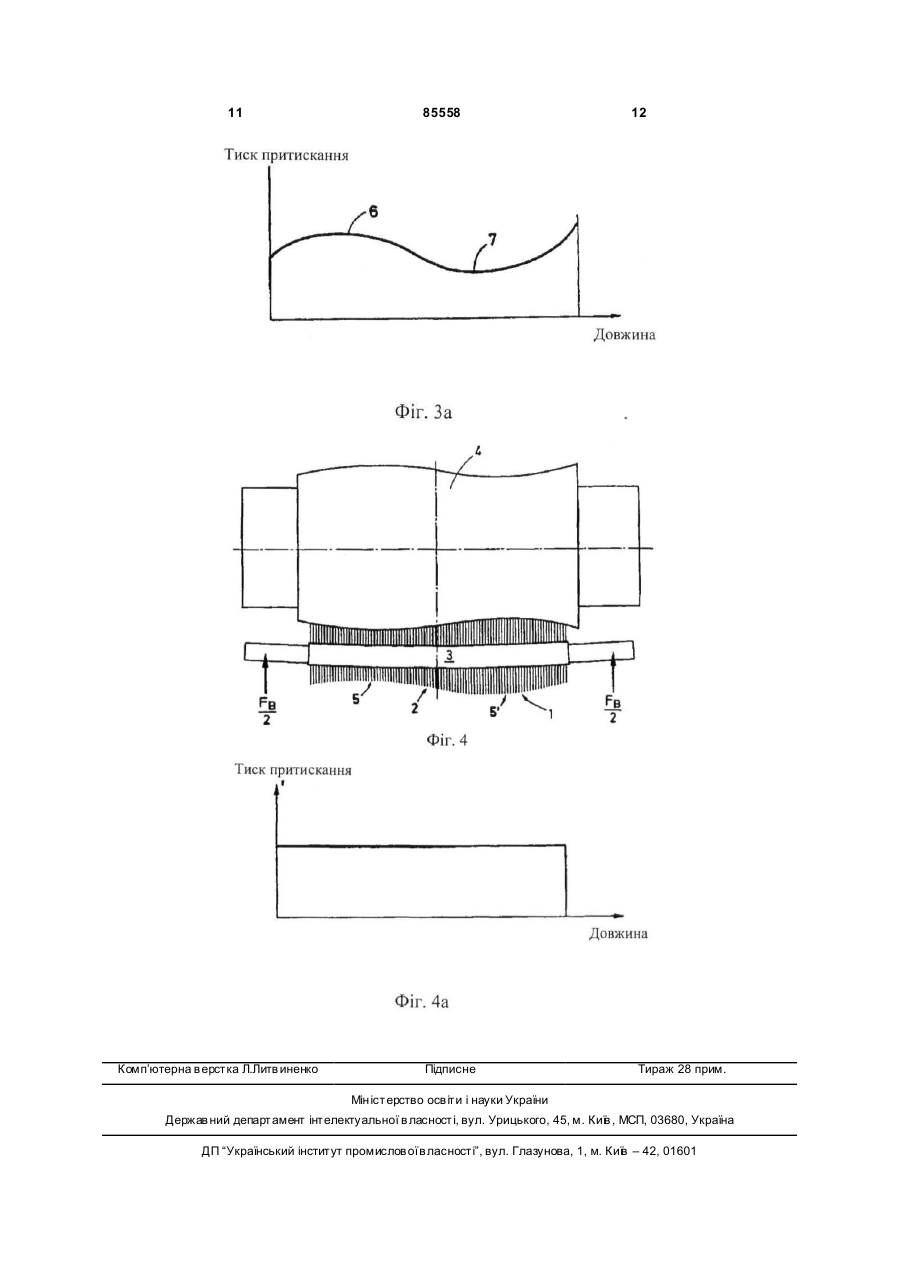
1. Спосіб надання форми щітці (1) для чищення валків, зокрема робочих валків у станах гарячої прокатки металевої штаби, зокрема алюмінієвої штаби, з робочою частиною (2) щітки, укріпленою на несучій основній частині (3) щітки з опорними кінцями, при цьому для досягнення очищувальної дії робочу частин у (2) щітки притискують до валка (4) з регульованим зусиллям або з певною глибиною занурення, який відрізняється тим, що форму робочої частини (2) щітки або форму чистильної щітки (1) виконують відповідно до геометрії валка (4) з контуром, що відповідає математичній поліноміальній функції, експонентній функції, тригонометричній функції або тому подібного. 2. Чистильна щітка для застосування в станах гарячої прокатки металевої штаби, зокрема алюмінієвої штаби, з робочою частиною (2) щітки, виконаною за п. 1, яка відрізняється тим, що щі тка або її робоча частина (2) має такий контур, який підігнаний до контура валка, зокрема робочого валка (4), при цьому вона має контур у вигляді довільного полінома, експонентної функції, тригонометричної функції або тому подібного. 3. Чистильна щітка за п. 2, яка відрізняється тим, що вона щонайменше на одному своєму опорному C2 2 UA 1 3 85558 У станах гарячого прокату алюмінієвих штаб потрібно очищати в процесі прокатки щонайменше робочі валки. З цією метою обертові щітки притискаються до робочих валків, щоб тримати валки чистими від залишків емульсії, прокатуваного матеріалу, частинок оксидів і т.д. Подібне очищення робочих валків обов'язкове, щоб забезпечити задовільну, однорідну якість поверхні катаної штаби. Часто застосовним типом щітки є сталева щітка. Робочі частини щіток цього типу мають відносно високу жорсткість і тому можуть підганятися до контурів валків тільки дуже обмежено. Стальна щітка складається з несучої основної частини та укріпленої на ній робочої частини щітки, так званої оторочки. Вона зроблена у вигляді щетини з гофрованого сталевого дроту. Щоб досягнути очищувальної дії, щітку з певною силою або з певною глибиною занурення притискують сталевим дротом до валка. При цьому щітка, природно, прогинається. При застосуванні робочого валка циліндричної форми та щітки циліндричної форми виникає тиск притискання, внаслідок якого прогин щітки в зоні країв вищий, а в середині нижчий. Однак, якщо, зокрема, робочому валку надається особлива форма профілю, то під час притискання щітки спочатку повинен бути ліквідований зазор між робочим валком і стальною щіткою, перш ніж зможе виникнути контакт щітки з усією довжиною робочого валка. Однак тиск притискання, що виникає при цьому, неминуче є нерівномірним. У ділянці підвищеного тиску притискання може виникнути більш сильний знос щетини. Навпаки, в зонах більш низького тиску притискання потрібно чекати зниженої місцевої очищувальної дії аж до відсутності контакту. Принаймні, умови по довжині бочки валка і термін служби є неоднорідними, що під час прокатки багатьох алюмінієвих сплавів та інши х металів, які відрізняються від заліза, вважається недоліком через якість поверхні. Крім того, з розширенням діапазону валків зі складним контуром і пов'язаною з цим більш значною різницею діаметрів по довжині бочки робочих валків, проблема, тобто неоднорідність, значно посилюється. Основна мета холодної і гарячої прокатки штаб полягає в тому, щоб отримати профіль із високою рівністю штаби, який повністю задовольняв би вимоги до прокату. Звичайно, на профіль штаби впливає велика кількість чинників, як, наприклад, теплова опуклість бочки, знос валків і тиск на валки. Тому існує необхідність того, щоб безперервно настроювати опуклість робочих валків. Для цього найбільш відповідним виконавчим механізмом виявився валок із безперервно змінною (Continuously Variable) опуклістю бочки. При цьому, наприклад, робочі валки профілюються приблизно S-подібними. Обидва робочих валки мають однаковий профіль: профіль верхнього валка на 180° зміщений відносно нижнього валка, так що вони взаємно доповнюють один одного і дають симетричний контур зазора між валками. У документі ЕР 0 605 833 В1 розкритий пристрій для установки щіткового валка, зокрема, біля 4 робочого валка кліті прокатного стану для гарячої прокатки алюмінію, причому щітковий валик може обертатися протилежно напряму обертання робочого валка і переміщатися лінійно паралельно робочому валку і спирається з обох боків на кріплення, які повертаються. Поворотна опора кожного кріплення щіткового валка встановлена на подушці робочого валка. Кріплення має хитний важіль, який знаходиться між керованим приймальним елементом і знімним опорним елементом, причому приймальний елемент встановлений у блоці балансування або блоці згинання робочих валків, а опорний елемент - на подушці робочого валка. У документі ЕР 0 394 873 В1 описується спосіб холодної прокатки алюмінієвої штаби в пристрої прокатки, який має щонайменше одну пару робочих валків і одну пару опорних валків, причому кожний опорний валок розташований так, щоб перебувати в контакті з одним робочим валком. Для чищення кожного опорного валка передбачено по одній щітці, встановленій на відкритому кінці пристрою канального типу, щоб стикатися з опорним валком і чистити його. Спосіб характеризується наступними етапами: - обертання щітки в напрямі, протилежному опорному валку; - всмоктування повітря у відкритий кінець канального пристрою, причому швидкість всмоктування повітря складає щонайменше 5м/сек і канальний пристрій зроблено з клапанними деталями та з механізмом подачі і повернення, - встановлення положення клапанних деталей, щоб постійно втримувати кінець канального пристрою на заздалегідь визначеній відстані від опорного валка. У документі ЕР 0 640 412 A1 описується пристрій для чищення і полірування валка, що включає чистильний валок, встановлений із можливістю обертання на несучому елементі з двома паралельними важелями, які тягнуться між внутрішнім краєм і зовнішнім краєм і можуть переміщатися між положенням прилягання до очищувального валка і положенням зазору, і які мають також засіб для керування обертанням. Зовнішні краї обох несучи х важелів паралельні осі валка, спираються відповідно на дві співвісні нерухомі опори, причому обертальний валок приводиться в дію від кінематичного ланцюга, який може обертатися на осі передавального механізму. Документ JP 9057313 А стосується проблеми порушення чистоти обробки поверхні прокатуваного листа і проблеми прилипання алюмінієвих листів до валка. Для розв'язання цієї проблеми пропонується таким чином з'єднувати робочі валки зі щітковими валками в кліті стану холодної прокатки, щоб під час контакту з ними видаляти таким чином відкладення, що пристали до поверхні робочих валів. Документ JP 10034210 А стосується запобігання прилипанню часток шлаку до робочого валка. Для рішення пропонується розміщувати по одному щітковому валку для очищення кожного робочого валка. Для цього щітковий валок має порожнистий корпус для пропускання через нього 5 85558 охолоджувальної рідини з вихідними отворами в радіальному напрямі з порожнистого корпусу. У документі US-A-2,953,952 описується щітка для чищення валків кліті прокатного стану. Валки є циліндричним, і зовнішній контур чистильної щітки також має форму циліндра. Якщо чистильну щітку притиснути до валка, навантаження виявляється нерівномірним, що має в наслідку нерівномірний знос. У документі JP 52 09 28 55 показана чистильна щітка, яка встановлюється на циліндричний робочий валок кліті кварто, до якої на її опорних краях прикладається розтяжна сила або сила стиснення. Цим шляхом опукла або ввігнута епюра сил діє по всій довжині чистильної щітки. Пропонується також чистильна щітка з робочою частиною щітки у ви гляді параболи. Проте нерівномірного зносу робочої частини щітки уникнути все ж не вдається. Виходячи з указаного рівня техніки, в основі даного винаходу стоїть завдання так виконати або так профілювати чистильну щітку, щоб рівномірний тиск притискання між, наприклад, робочим валком і чистильною щіткою встановлювався по всій довжині бочки навіть тоді, коли робочий валок має форму бочки з довільним контуром. Для рішення завдання згідно з одним варіантом способу надання форми, зокрема, щітці для чищення робочого валка для застосування в станах гарячої прокатки металевої штаби, зокрема, алюмінієвої штаби, згідно з родовим поняттям пункту 1 формули винаходу передбачено, щоб форма робочої частини щітки або форма чистильної щітки виконана відповідно до геометрії валка з контуром, який відповідає математичній поліноміальній функції, експонентній функції, тригонометричній функції і тому подібним при мінімальному для достатньої очищувальної дії зусиллі притискання. При цьому наступним варіантом здійснення способу передбачається, щоб форма або контур чистильної щітки або робочої частини щітки підганялися до геометрії валка, зокрема, робочого валка, і були виготовлені з контуром, який відповідає довільній математичній поліноміальній функції, експонентній функції, тригонометричній функції і тому подібним. І нарешті, чистильна щітка згідно з винаходом зроблена так, що вона щонайменше на одному своєму опорному кінці забезпечена засобом для зміщення в напрямі своєї осі або сполучена з рухомим робочим валком. Застосовно до роботи чистильної щітки передбачено, що форма робочої частини щітки або форма чистильної щітки настільки підігнані до форми валка, щоб між валком і робочою частиною щітки, відповідно чистильної щітки встановлюється по суті однорідний тиск притискання по довжині бочки, переважно в ділянці ширини штаби валка, з мінімальним для достатньої очищувальної дії зусиллям притиску FB (Фіг.4а). Крім того, технологічний процес доцільно відрізняється тим, що згідно з досвідом прогин основної частини щі тки, а також згідно з досвідом теп 6 лова опуклість бочки валка компенсується конформним симетричним бомбуванням робочої частини щітки з ура хуванням впливу жорсткості основної частини щітки. І нарешті, спосіб згідно з винаходом передбачає, щоб у разі зсуву по осі робочого валка під час роботи на зумовлену роботою лінійну відстань чистильна щітка для збереження свого подовжнього положення відносно валка і відповідно до його форми зсувалася б переважно на таку ж лінійну відстань. У разі нерухомих щіток повинен регулюватися тиск притискання. Наступні варіанти виконання чистильної щітки вказані в залежних пунктах. Деталі, відмітні ознаки і переваги винаходу виявляються з наступного пояснення одного прикладу виконання, схематично показаного на кресленнях. Показано: Фіг.1 - вигляд спереду дво х циліндричних робочих валків у взаємодії з циліндричними чистильними щітками; Фіг.2 - прогин циліндричної чистильної щітки при застосуванні у взаємодії з циліндричним робочим валком; Фіг.2а - діаграма тиску притискання чистильної щітки з Фіг.2; Фіг.3 - тиск притискання різної інтенсивності між робочим валком і чистильною щіткою при виконанні робочого валка з профілем S-подібної форми у взаємодії з циліндричною щіткою; Фіг.3а - ділянка підвищеного зносу щітки з Фіг.3; Фіг.4 - робочий валок і чистильна щітка у разі виконання робочого валка і чистильної щітки Sподібної форми з обох боків; Фіг.4а - діаграма формування робочого тиску згідно з Фіг.4 На Фіг.1 показано пару робочих валків 4, 4' під час прокату штаби 8 у зазорі валків. Ділянки поверхні робочих валків 4, 4', що ви ходять із зазору валків, взаємодіють зі щітками 1, 1а для очищення, що обертаються в протилежному напрямі, і очищаються від забруднень, таких, як залишки емульсії, прокат, що пристав, і частинки оксидів. На фігурі показані відповідно передні сторони робочих валків 4, 4', а також чистильних щіток 1, 1а. Робочі валки і чистильні валки зроблені циліндричними. На Фіг.2 у вигляді збоку показаний робочий валок 4 у взаємодії з чистильною щіткою 1 циліндричної форми. Чистильна щітка притискається до робочого валка 4 з обох сторін із зусиллям притискання FB/2 і утворює при цьому прогин D. Як показано крім того на Фіг.2, чистильна щітка включає основну частину 3, переважно зі сталі, з робочою частиною 2. Ця частина складається з гофрованого сталевого дроту. На Фіг.2а показана відповідно діаграма прогину внаслідок змінного тиску притискання між робочим валком 4 і чистильною щіткою 1, для порівняння у разі м'якої щітки 1' і жорсткої щітки, зокрема, щітки зі сталевого дроту 1". Діаграма на Фіг.3а показує, для однієї комбінації робочого валка 4 з S-подібним профілем і 7 85558 чистильної щітки 1 циліндричної форми згідно з Фіг.3, зону 6 підвищеного тиску притискання, а також зону 7 зниженого тиску притискання і відповідно зниженої очищувальної дії, що йде далі. Подібна комбінація є, очевидно, недоцільною. На відміну від цього, на діаграмі 4а показаний рівномірний тиск притискання по всій довжині чистильної щітки 1. Подібний оптимальний тиск притискання досягається виконанням згідно з винаходом робочого валка 4 із профілем S-подібної форми під час спільної дії з чистильною щіткою 1 із профілем Sподібної форми. При цьому форма профілювання щітки 5, 5' настільки пригнана до форми робочого валка 4, що для достатньої очищувальної дії може бути вибране мінімальне зусилля притискання FВ. При цьому форма робочої частини 2 щітки може бути виготовлена відповідно до геометрії робочого валка 4 на вибір із параболічним профілюванням, профілюванням у вигляді довільного полінома, експонентної функції, тригонометричної функції і тому подібного. 8 При цьому особливо доцільно, щоб згідно з винаходом прогин D основної частини 3 щітки, а також згідно з винаходом теплова опуклість бочки робочого валка 4 компенсувалися конформним симетричним бомбуванням робочої частини 2 щітки з урахуванням впливу жорсткості основної частини 3 щітки. У разі зсуву по осі робочого валка 4 під час роботи на зумовлену роботою лінійну відстань чистильна щітка для збереження свого подовжнього положення відносно валка і відповідно до його форми зсувається переважно на таку ж лінійну відстань, або/і змінюється тиск притискання щітки. Чистильна щітка для застосування у станах гарячої прокатки металевої штаби, зокрема, алюмінієвої штаби, забезпечена робочою частиною 2 щітки з гофрованого сталевого дроту. Оскільки контур чистильної щітки з самого початку пригнаний до контуру робочого валка, і ця пригінка справедлива в будь-якому зміщеному по осі положенні робочого валка, завжди створені умови для по суті однорідного тиску притискання і, тим самим, для оптимального очищення робочого валка. 9 85558 10 11 Комп’ютерна в ерстка Л.Литв иненко 85558 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for shaping roll cleaning brush and cleaning brush formed by said method
Автори англійськоюHof Hartmut, Seidel Juergen
Назва патенту російськоюСпособ придания формы щетке для чистки валков и чистящая щетка, сформованная по данному способу
Автори російськоюХоф Хартмут, Зайдель Юрген
МПК / Мітки
МПК: A46B 9/00, B21B 28/00
Мітки: надання, формована, щітка, чистильна, способом, форми, згідно, спосіб, валків, чищення, щітці, даним
Код посилання
<a href="https://ua.patents.su/6-85558-sposib-nadannya-formi-shhitci-dlya-chishhennya-valkiv-i-chistilna-shhitka-formovana-zgidno-z-danim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб надання форми щітці для чищення валків і чистильна щітка, формована згідно з даним способом</a>
Зубна щітка
Номер патенту: 4930
Опубліковано: 15.02.2005
Автори: БАБІН ІВАН ОЛЕКСАНДРОВИЧ, ЗАЙЦЕВ АНДРІЙ ВОЛОДИМИРОВИЧ, ГРИЦЕНКО ЮРІЙ ЮРІЙОВИЧ
МПК: A46B 17/00
Формула / Реферат:
1. Зубна щітка, що складається з головки, на якій розташована щетина, ручки, зв'язаної з головкою, яка відрізняється тим, що має герметичну стерильну упаковку.2. Зубна щітка за п. 1, яка відрізняється тим, що на її щетину нанесена порція чистильної пасти.
Щітка для чищення круглих виливниць
Номер патенту: 13064
Опубліковано: 15.03.2006
Автори: Боярченко Леонід Федосійович, Ірха Віктор Миколайович, Могильний Олександр Петрович, Лещенко Єгор Миколайович
МПК: B08B 1/00
Мітки: круглих, щітка, чищення, виливниць
Формула / Реферат:
1. Щітка для чищення круглих виливниць, що містить вертикальний стрижень, виконаний у нижній частині з опорною поверхнею і щітковими елементами і наконечником у верхній частині, яка відрізняється тим, що щіткові елементи виконані у вигляді горизонтально розташованих на стрижні кілець із закріпленими на них у вигляді “ялини” мітелок, що нахилені униз під гострим кутом, що відповідає куту опорної конічної шайби, встановленої на нижній опорній...
Щітка для масажу ясен та чищення зубів і спосіб виготовлення щетинок для такої щітки
Номер патенту: 47476
Опубліковано: 15.07.2002
Автор: Вайграух Георг
Мітки: спосіб, щетинок, щітка, щітки, чищення, такої, масажу, зубів, ясен, виготовлення
Формула / Реферат:
1. Щітка для масажу ясен та чищення зубів, що містить держак з ручкою та прикріплені до держака поодинці або жмутками пластикові щетинки, яка відрізняється тим, що щетинки (3) виконані хвилястими поперек своєї осі з утворенням чітко виражених штифтоподібних верхівок (5) хвиль з короткою довжиною хвилі.2. Щітка за п. 1, яка відрізняється тим, що щетинки (3) виконані хвилястими у двох або більше площинах.3. Щітка за пп. 1-2, яка...
Спосіб виготовлення гнутих металевих профілів і профіль, який виготовляється даним способом
Номер патенту: 84777
Опубліковано: 25.11.2008
Автор: Даллан Серджо
МПК: B21D 47/00
Мітки: спосіб, виготовлення, гнутих, профілів, металевих, виготовляється, даним, профіль, способом
Формула / Реферат:
1. Спосіб виготовлення гнутих металевих профілів, в якому смугу металу, ширина якої менша, ніж розгортка профілю, що виготовляється, піддають наступним операціям:виконують подовжні прорізи щонайменше в тій подовжній зоні, яка утворює центральне полотно профілю,загинають кромки прорізів,профілюють вказану смугу,розтягують дану зону, що містить прорізи, в поперечному напрямку,видавлюють області вказаного...
Щітка для розкриття маточних рослин
Номер патенту: 28587
Опубліковано: 10.12.2007
Автори: Войтік Андрій Володимирович, Фришев Сергій Георгійович, Мельник Іван Іванович
МПК: A01B 13/04
Мітки: рослин, щітка, розкриття, маточних
Формула / Реферат:
Щітка для розкриття маточних рослин, що містить циліндричний барабан з вертикальною віссю обертання із закріпленим на його поверхні прутковим ворсом, яка відрізняється тим, що прутки ворсу розташовані під кутом до радіуса барабана, а їх консольні кінці спрямовані у бік обертання щітки.
Попередній патент: Спосіб правки гарячого фасонного прокату
Наступний патент: Сполуки амінобензофенону
Випадковий патент: Спосіб виготовлення водостійких деревинно-полімерних плит