Спосіб одержання композіційних порошків
Формула / Реферат
1. Способ получения композиционных порошков, включающий введение армирующего компонента в охлаждающую среду, расплавление и распыление металла или сплава в охлаждающую среду, отличающийся тем, что, с целью упрощения технологического процесса и повышения безопасности труда, расплавление и распыление металла или сплава осуществляют электроэрозионным диспергированием диэлектрической жидкости.
2. Способ по п. 1, отличающийся тем, что введение армирующего компонента в охлаждающую жидкость осуществляют электроэрозионным диспергированием в этой жидкости материала армирующего компонента.
Текст
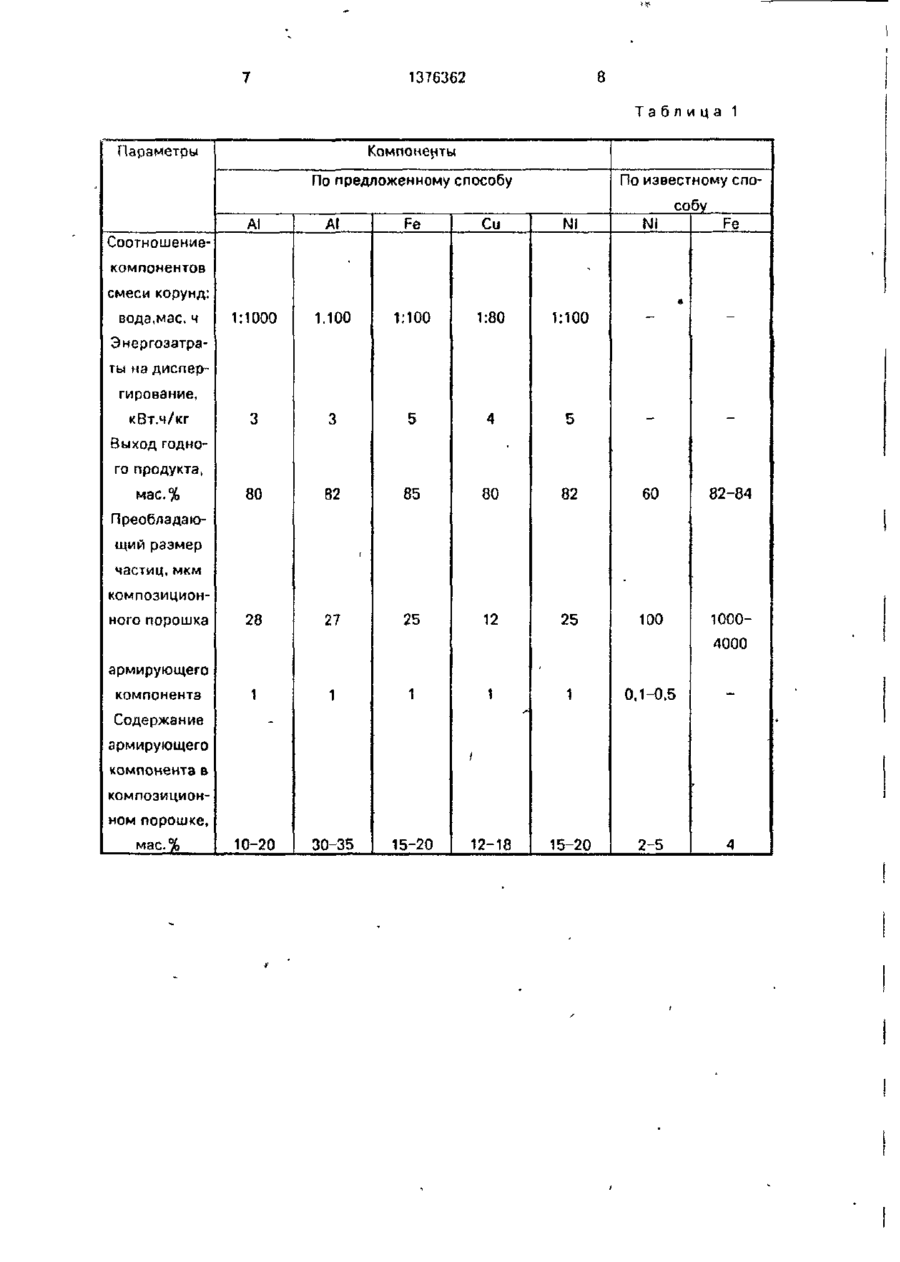
Изобретение относится к порошковой металлургии, в частности к способу получения композиционных металлических порошков с использованием физических процессов. Оно позволяет упростить технологический процесс а также п о высить безопасность и улучшить условия труда При получении композиционного порошка расплавлением и распылением металла матрицы в охлаждающую среду содержащую частицы армирующего компонента, расплавление и распыление осуществляют электроэрозионным диспергированием металла в диэлектрической жидкости, используемой в качестве охлаждающей среды При этом введение частиц армирующего компонента в охлаждающую жидкость осуществляют электроэрозионным диспергированием в ней материала армирующего компонента 1 З А ф-лы, 2 табл. 1376362 Изобретение относится к порошковой металлургии, в частности к изготовлению металлических порошков с использованием физических процессов, и может быть применено в производстве дисперсно-упрочнен- 5 ных и других композиционных порошков, состоящих из металлической матрицы с вкрапленными е нее частицами армирующего компонента. Целью изобретения является упроще- 10 ние технологического процесса, повышение безопасности труда. Способ осуществляют следующим образом. В рабочую жидкость, например дистиллированную воду или керосин, вводят 15 частицы армирующего компонента. Вводить частицы армирующего компонента можно смешением высокодисперсного порошка армирующего компонента с рабочей жидкостью. Можно также получать этот по- 20 рошок сразу в виде взвеси в диэлектрической жидкости путем электрозрозионного диспергирования материала армирующего компонента в диэлектрической жидкости. Плотность взвеси подбирают эксперимен- 25 тально такой, при которой получаемый конечный продукт (композиционный порошок) имеет заданный фазовый состав. С повышением плотности взвеси увеличивается число частиц армирующего компонента, захваты- 30 ваемых каплями расплава металла матрицы при следующем электроэрозионном диспергировании его в этой же жидкости. Металл или сплав подвергают электроэроэионному диспергированию в 35 диэлектрической жидкости, в которой взвешены частицы армирующего компонента. При этом можно поддерживать частицы по взвешенном состоянии путем постоянного или периодического перемешивания жидко- 40 сти. Отделяют полученный композиционный порошок от рабочей жидкости. При этом сначала седиментацией (отстаиванием) отделяют его от высокодисперсного порошка армирующего компонента, 45 оставшегося в жидкости, а затем полученный порошок высушивэют. При электроэрозионном диспергировании металла или сплава в диэлектрической жидкости металл расплавляется электриче- 50 ским разрядом в этой жидкости локально (в точке приложения разрйда). При этом размер ванночки расплава, образующегося на поверхности металлического электрода, не превышает 1 мм, а окружающая диэлектри- 55 ческая жидкость остается холодной. Расплавленный электрическим разрядом металл нагревается этим разрядом в ванночке расплава до кипения и тотчас же разбрызгивается в микроскопические капли. разлетающиеся а окружающую диэлектрическую жидкость со скоростью до 1000 м/с. При этом весь процесс продолжается доли секунды, т.е. происходит взрывообраэно. При введении в диэлектрическую жидкость частиц порошка армирующего компонента разлетающиеся с большой скоростью капли расплавленного металла или сплава, наталкиваясь на своем пути на частицы порошка, взвешенного в жидкости, захватывают и поглощают эти частицы. Попав внутрь капель расплава, эти частицы твердой фазы являются дополнительными центрами кристаллизации расплава и ускоряют как охлаждение капель, так и их кристаллизацию. В результате получаемый композиционный порошок, охлаждающийся в диэлектрической жидкости, имеет высокодисперсную кристаллическую структуру. При этом частицы армирующего компонента, не успев расплавиться в быстро остывающих каплях металла, сохраняют свою форму и состав даже в том случае, если температура плавления их материала нижетемпературы плавления металла матрицы. Поскольку при электроэрозионном диспергировании обьем ванночки расплава очень мал, а процесс осуществляют при комнатной температуре диэлектрической жидкости, его реализуют не в горячих цехах с особо вредными и опасными условиями труда. а в цехах обычного производства Этим достигается повышение безопасности, улучшение условий труда и упрощение технологического процесса. Предварительное введение порошка армирующего компонента в диэлектрическую жидкость можно осуществлять как смещением с этой жидкостью зэрзнее полученного высокодисперсного порошка, так и непосредственно, получая этот порошок сразу в виде взвеси в диэлектрической жидкости путем предварительного электроэрозионного диспегироваиия материала армирующего компонента в этой диэлектрической жидкости. При этом электроэрозионное диспергирование армирующего компонента можно осуществлять из той же установке, на которой затем осуществляют электроэрозионное диспергирование металла матрицы. Исключение операций расплавления и испарения металлов в специальных печах и приготовления горячих парогазовых смесей (как в известном способе), возможность проведения операций изготовления частиц армирующего компонента и введения их в охлаждающую среду, а также совмещение операций расплавления и распыления металла матрицы на одной и той же электро 1376362 гирование их в воде на той же установке, чго эрозионной установке позволяют достиги в примере 1, получая суспензию с конценнуть цель изобретения - упрощение технотрацией твердого вещества (порошка), укалогического процесса. занной в табл. 1. От полученной суспензии П р и м е р 1. Для получения композиционного порошка, состоящего из сфериче- 5 отделяют седиментацией (отстаиванием) крупнозернистую фракцию с размерами часких частиц металлической матрицы с стиц более 5 мкм. В оставшейся суспензии, распределенными в ней ультрадисперснысостоящей из воды с взвешенным в ней выми зернами корундз, служащего армируюсокодисперсным электроэроэионным пощим компонентом, берут микропорошок монокорунда марки М8 и смешивают его с Ю рошком, осуществляют злектроэрозионное диспегирование на той же установке гранул дистиллированной водой (паровым кондендругого металла, указанного в табл. 2 и слусатом) в массовом соотношении, указанжащего матрицей. Образовавшийся компоном в табл. 1. Электроды реактора зиционный порошок, выносимый потоком изготовлены из металла, указанного в табл. 1 и идентичного металлу гранул, загружав- 15 воды из реактора, отделяют от воды седиментацией (отстаиванием). При этом крупмых в реактор и имеющих размеры 5-Ю мм. ные частицы полученного композиционного Реактор непрерывно вращается. При этом порошка оседают на дно сосуда, а высокозагруженные в него гранулы перемешивадисперсный порошок продолжает оставатьются с водой, что препятствует оседанию порошка, взвешенного в воде. Иа электро- 20 ся в воде во взвешенном состоянии. Воду сливают и используют повторно вместе с ды реактора подают импульсы электричевзвешенным в ней порошком. Осевший на ского напряжения. При этом по цепочкам дно сосуда композиционный порошок высумежду контактирующими доуг с другом грашивают в токе воздуха. В результате полнулами протекает электрический ток разрякомпозиционный порошок, дов, В точках контактов гранул возникают 25 учают состоящий из сферических частиц металлиискровые разряды в воде, которые и осущеческой матрицы с вкрапленными в нее более ствляют электроэрозионное диспергировамелкими частицами армирующего компоние металла гранул. Образующийся в нента, также имеющими сферическую форрезультате электроэрозионного диспергирования порошок выносится из реактора 30 му. Массовое соотношение металла матрицы и металла .армирующего компопотоком воды. Затем его отделяют от высонента в полученном порошке, определенкодисперсного порошка седиментацией (отное по измерениям площадей сечений их на стаиванием) в той же воде При этом шлифах, приведемо в табл. 2, в которую свекрупные частицы полученного композиционного порошка оседают на дно сосуда, а 35 дены результаты экспериментов. высокодисперсный порошок продолжает Таким образом, при использовании оставаться в воде со взвешенном состояпредложенного способа упрощается технонии Воду сливают и используют повторно, логический процесс за счет исключения спеа осевший на дно порошок собирают и выциальных операций расплавления металла сушивают в токе воздуха. В результате пол- 40 матрицы в печи, операций расплавления и уча ют композиционный испарения материала армирующего компонента в другой печи, операций по обеспечедисперсно-упрочненный порошок, состоянию дутья инертным газом с щий из сферических частиц, в которые равпредварительным введением в него паров номерно вкраплены мелкозернистые включения частиц корунда. Массовое соот- 45 металла, операций распыления расплава с помощью форсунки и за счет совмещения ношение металла матрицы и материала аропераций расплавления и распыления мемирующего компонента в полученном талла матрицы в одной операции злектропорошке, определенное по измерениям эрозиомного диспергирования; повышается площадей сечений их на шлифах, приведено в табл. 1, в которую сведены результаты 50 безопасность и улучшаются условия труда за счет исключения из технологии высокоэкспериментов. температурных печей и тиглей с расплавленным металлом, исключения П р и м е р 2. Для получения композицинеобходимости испарения больших объеонного порошка, состоящего из сферических частиц металлической матрицы с 55 мов металла и введения их парой а струю газа, исключения запыленности помещений распределенными в ней ультрэдисперсныза счет перехода от газообразной охлаждами частицами другого металла, берут гранующей среды к жидкой, адсорбирующей лы этого металла, указанного в табл, 2 и пыль осуществляют электроэрозионное диспер 1376362 Таблица 1 Параметры Компоненты По известному спо По предложенному способу собу AI AI Fe Си 1:1000 1.100 1:100 1:80 1:100 3 3 5 4 5 80 82 85 80 82 60 82-84 28 27 25 12 25 100 10004000 1 1 1 1 1 0,1-0.5 12-18 15-20 2-5 4 Соотношение Fe компонентов смеси корунд: вода,мас. ч * Энергозатраты на диспергирование, кВт.ч/кг Выход годного продукта, мас.% Преобладающий размер частиц, мкм композиционного порошка армирующего компонента Содержание армирующего і компонента в композиционном порошке, мас.% 10-20 30-35 15-20 10 1376362 Таблица 2 Параметры Металл матри Компоненты А! Си Си Со Fe А! Си IXI8H9T Fe Fe W W At Мо NI3AI TINS 1:80 1:100 1:50 1:100 1:100 1:100 1:100 1:200 цы Металл армирующего компонента Концентрация суспензии Т:Ж, мас.ч. Суммарные энергозатраты на диспергирование, кВт.ч/кг ч 7 8 9 10 6 8 8 10 85 80 82 81 86 84 80 83 Выход годного продукта. мас.% Преобладаю— щий размер частиц, мкм композиционного порошка 27 12 12 20 25 27 12 20 0.5 0,5 0,2 0,2 1 0,3 0,5 0.5 60-70 35-45 80-85 20-30 50-60 20-30 10-20 армирующего компонента Содержание армирующего компонента в композиционном порошке, мас.% Формула изобретения 1. СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОРОШКОВ, включающий введение армирующего компонента в охлаждающую среду, расплавление и распыление металла или сплава в охлаждающую среду, отличающийся тем, что, с целью упрощения технологического процесса и повышения безопасности труда, 15-20 расплавление и распыление металла или сплава осуществляют электроэрозионным диспергированием а диэлектрической жидкости. 2, Способ по п.1, отличающийся тем, что введение армирующего компонента в • охлаждающую жидкость осуществляют электроэрозионным диспергированием в этой жидкости материала армирующего компонента. Редактор Заказ 493 , , О Юр*ойа Составитель Л.Гамаюнова Техред М Моргентал Корректор А.Мотыль Тираж Подписное НПО "Поиск" Роспатента 113035. Москва. Ж-35. Раушская наб , 4/5 Произволствеммо и^д^трльский комбинат "Пагеит", г Ужгород \п Гагарина 101
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod of producing composite powders
Автори англійськоюFomynskyi Leonid Pavlovych
Назва патенту російськоюСпособ получения композиционных порошков
Автори російськоюФоминский Леонид Павлович
МПК / Мітки
МПК: B22F 9/02
Мітки: спосіб, одержання, композиційних, порошків
Код посилання
<a href="https://ua.patents.su/6-8611-sposib-oderzhannya-kompozicijjnikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання композіційних порошків</a>
Засіб термічної обробки порошків
Номер патенту: 2977
Опубліковано: 26.12.1994
Автори: Буланов Вадим Микитович, Кадиров Валерій Хабібович, Дубров Олександр Миколайович, Стеценко Володимир Петрович, Чуприна Валентина Григор'ївна
МПК: B22F 1/00
Мітки: термічної, порошків, обробки, засіб
Формула / Реферат:
Способ термической обработки порошков, включающий псевдоожижение потока порошка и его радиационный нагрев потоком лучистой энергии, отличающийся тем, что, с целью повышения производительности процесса при высоком качестве получаемого порошка, нагрев порошка проводят потоком лучистой энергии, соосным с потоком порошка, с плотностью мощности энергии в интервале qмин — qмакс определяемой из выражений:где m — количество...
Спосіб одержання високодисперсних порошків заліза та його сплавів

Номер патенту: 419
Опубліковано: 30.04.1993
Автори: Ремез Сергій Васильович, Рашевська Галина Казимирівна, Багрій Василь Андрійович, Желібо Євгеній Петрович
Мітки: високодисперсних, сплавів, порошків, одержання, спосіб, заліза
Формула / Реферат:
Способ получения высокодисперсных порошков железа и его сплавов, включающий электроосаждение частиц в двухслойной электролитической ванне, содержащей в верхнем слое раствор олеиновой кислоты в углеводородном растворителе, а в нижнем -водные растворы солей осаждаемых металлов, отделение, промывку полярные растворителем и последующую термообработку порошков, отличающийся тем что перед промывкой полярным растворителем порошок обрабатывают...
Спосіб одержання порошків алюмінію та його сплавів
Номер патенту: 9505
Опубліковано: 30.09.1996
Автори: Леднянський Олександр Федорович, Васильєва Галина Іллівна, Калінін Валерій Георгійович, Нейков Олег Даміанович
МПК: B22F 9/08
Мітки: порошків, алюмінію, сплавів, спосіб, одержання
Формула / Реферат:
Способ получения порошков алюминия и его сплавов, включающий приготовление расплава с перегревом его до 500°С выше температуры плавления, диспергирование его водой и последующее обезвоживание, отличающийся тем, что воду, подаваемую на диспергирование, предварительно охлаждают, образовавшуюся в результате диспергирования пульпу подвергают гидроклассификации по крупности содержащейся в ней твердой фазы, обезвоживание осуществляют путем...
Спосіб одержання магнітних порошків металів та сплавів
Номер патенту: 5079
Опубліковано: 28.12.1994
Автори: Михайлюк Вікторія Альфредіївна, Швець Тамара Михайлівна, Іщук Віктор Левкович, Желібо Євгеній Петрович
Мітки: порошків, металів, сплавів, одержання, магнітних, спосіб
Формула / Реферат:
Способ получения магнитных порошков металлов и сплавов, включающий электроосаждение в двухслойной электролитической ванне, состоящей из слоя водного раствора соли осаждаемого материала и органического слоя смеси поверхностно-активных веществ с кремнийорганическим линейным олигомером с концевыми гидроксильными группами и мол.м. (1-20) • 103 в углеводородной среде, отделение металлического порошка и термообработку в среде водорода,...
Спосіб одержання порошків лікувальних засобів
Номер патенту: 505
Опубліковано: 30.04.1993
Автори: Огенко Володимир Михайлович, Ганюк Леонід Миколайович, Самарська Тетяна Георгіївна, Чуйко Олексій Олексійович, Пікалов Володимир Карпович, Волох Дмитро Степанович, Самарський Василь Арсентійович
МПК: A61K 45/00, A61K 47/16, A61J 3/00
Мітки: засобів, порошків, спосіб, лікувальних, одержання
Формула / Реферат:
Формула изобретенияСпособ получения порошков лекарственных средств путем растирания активных веществ с аэросилом, отличающийся тем, что, с целью повышения стабильности при хранении, растирания осуществляют в атмосфере азота или инертного газа, при этом на 100 частей лекарственного вещества, выбранного из группы теофиллин, строфантин, дигоксин, атропина сульфат, берут 3-7 частей аэросила.
Попередній патент: Пристрій для біологічної очистки води водойм та водотоків
Наступний патент: Стенд для установки взаємного кутового розташування шнекових очисників коренезбиральних машин
Випадковий патент: Плавильна піч